Оборудование и технология для гибридной лазерно-дуговой сварки сталей и алюминиевых сплавов презентация
- Оборудование и технология для гибридной лазерно-дуговой сварки сталей и алюминиевых сплавов

Содержание
- 2. ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (Резка) Российско-германский центр лазерных технологий Основные преимущества: высокая производительность высокая точность воспроизведения контура
- 3. ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (СВАРКА) Российско-германский центр лазерных технологий Роботизированный комплекс для сварки со сканированием Сварка трубных
- 4. Исследования в области гибридной лазерно-дуговой сварки (2005-2011) GMA Hybrid Схема лазерно-дуговой сварки плавящимся электродом Сравнение сварки
- 5. Практически установлены диапазоны изменения геометрии разделки на свариваемых листах. Установлен диапазон изменения режимных параметров лазерной и
- 6. Моделирование гибридной лазерно-дуговой сварки W=4,5 kW, v= 15 mm/s, материал – сталь 10 LaserCAD v 4.0
- 7. Vсв = 5 см/с Диапазон технологических параметров сварки металлов больших толщин Толщина металла более 12 мм
- 8. Графический интерфейс системы мониторинга Исследование динамического поведения сварочной ванны при гибридной сварке мощным волоконным лазером Квазипериодические
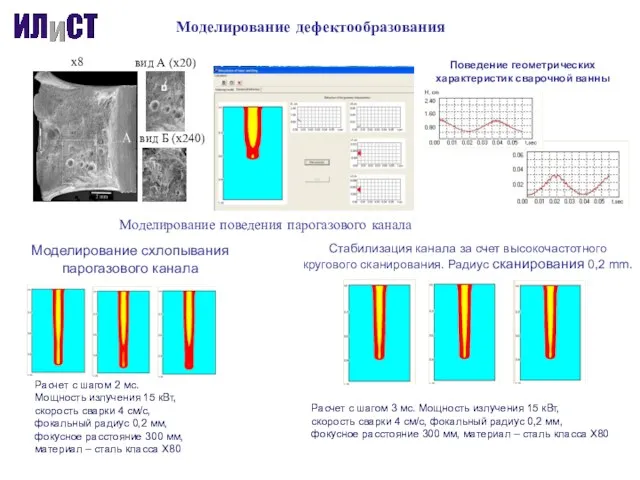
- 9. вид А (х20) вид Б (х240) х8 Моделирование дефектообразования Поведение геометрических характеристик сварочной ванны Моделирование поведения
- 10. Технологическая установка для гибридной сварки сталей больших толщин 15 kW волоконный лазер 30 m 200 mkm
- 11. Разработка технологического оборудования Сварочная головка Система наведения и позиционирования головки Система газораспределения Introduction Melt pool simulation
- 12. Сварочные эксперименты P=14,5 kW, I=440 A, V=15 m/min, v=1.2 – 3 m/min, Δ=0-2 mm
- 13. V=2,5 м/мин, I=460… 480А, U=24 В V=2,2 м/мин, I=460… 480А, U=24 В P=12,5 кВт P=15 кВт
- 14. Экономическая эффективность Влияние технологических параметров Влияние зазора, 3 m/min 0.5 mm 1 mm Влияние скорости сварки,
- 15. Металлография сварного соединения Основной металл Переходная зона Переходная зона Центральная зона Основной металл – сталь 10
- 16. Структура центральной зоны Структура переходной зоны Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность лазера 5 кВт).
- 17. Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность лазера 15 кВт). Металлопорошковая проволока POWER BRIDGE 60M Ø1,6
- 18. Химический состав наплавленного металла на шве гибридной лазерно-дуговой сварки Точка 3 (центр шва глубокого провара) Ni
- 19. Сварные швы Material – X80 Metal powder filler wire Welding speed 3 m/min Laser power 12.5
- 20. ТЕХНОЛОГИЧЕСКИЙ ЛАЗЕРНО-ДУГОВОЙ КОМПЛЕКС ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
- 21. Проведение испытаний опытных образцов технологической оснастки для лазерной и лазерно-дуговой сварки
- 22. Сертификация технологической оснастки для лазерной и лазерно-дуговой сварки
- 23. Проверка взаимной точности позиционирования сварочной головки и свариваемого стыка
- 24. Влияние испарения и диффузии примесей c c x, m T, K Zn Mg Al материалы: Al+6%Mg,
- 25. Лазерная сварка Al+1%Mg+4.5%Zn v=6 мм/с Лазерная сварка Al+1%Mg+4.5%Zn v=40 мм/с Сравнение экспериментов по испарению Mg с
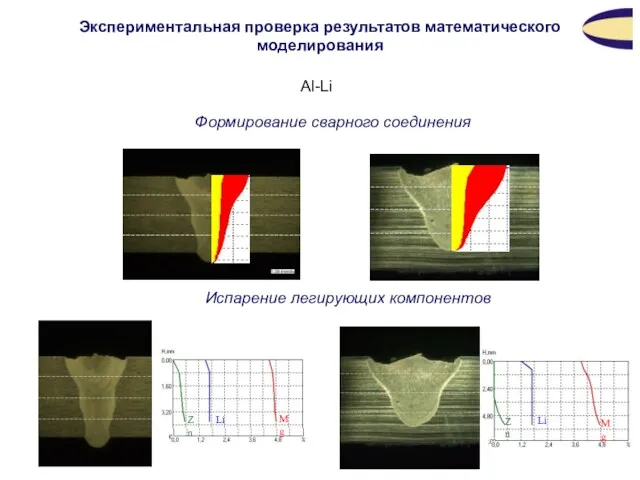
- 26. Экспериментальная проверка результатов математического моделирования Формирование сварного соединения Испарение легирующих компонентов Al-Li
- 27. Экспериментальная проверка результатов математического моделирования мощность излучения 3500 Вт, фокальный радиус 0,3 мм мощность излучения 3000
- 28. Экспериментальная проверка результатов математического моделирования Изменение глубины шва при лазерной сварке Изменение ширины шва на поверхности
- 29. Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе алюминия Возможные дефекты при сварке
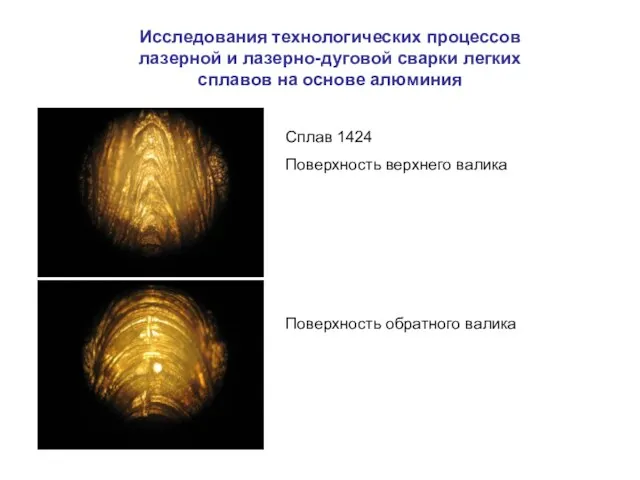
- 30. Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе алюминия Сплав 1424 Поверхность верхнего
- 31. 8 кВт, 130 мм/c Без сканирования 10 пор диаметром 0,05…0,15 мм Со сканированием 400 Гц, 0,2
- 32. 4 кВт, 60 мм/c Без сканирования 12 пор диаметром 0,05 мм Со сканированием 400 Гц, 0,2
- 33. Испытания опытных образцов сварных соединений Результаты испытаний образцов на статическое растяжение и расчета разупрочнения Временное сопротивление
- 34. Испытания опытных образцов сварных соединений Результаты измерений величины зерна в зависимости от скорости сварки Результаты измерений
- 35. Мониторинг сварочного процесса
- 37. Скачать презентацию

ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (Резка)
Российско-германский центр лазерных технологий
Основные преимущества:
высокая производительность
высокая
ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (Резка)
Российско-германский центр лазерных технологий
Основные преимущества:
высокая производительность
высокая

ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (СВАРКА)
Российско-германский центр лазерных технологий
Роботизированный комплекс для сварки
ЛАЗЕРЫ В ПРОИЗВОДСТВЕ (СВАРКА)
Российско-германский центр лазерных технологий
Роботизированный комплекс для сварки
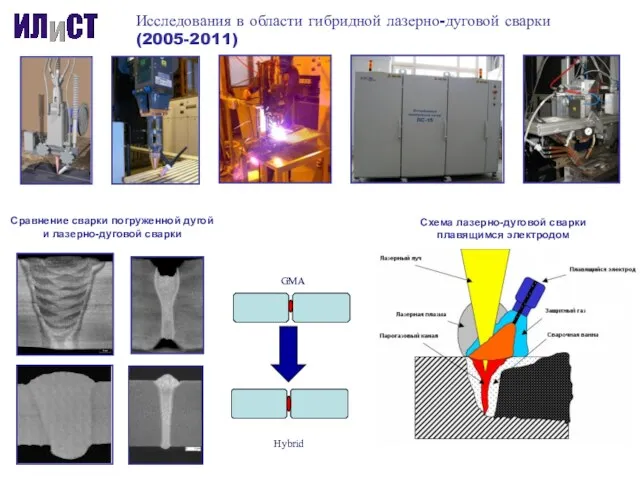
Исследования в области гибридной лазерно-дуговой сварки (2005-2011)
GMA
Hybrid
Схема лазерно-дуговой сварки плавящимся электродом
Сравнение
Исследования в области гибридной лазерно-дуговой сварки (2005-2011)
GMA
Hybrid
Схема лазерно-дуговой сварки плавящимся электродом
Сравнение
Практически установлены диапазоны изменения геометрии разделки на свариваемых листах.
Установлен диапазон изменения
Практически установлены диапазоны изменения геометрии разделки на свариваемых листах.
Установлен диапазон изменения
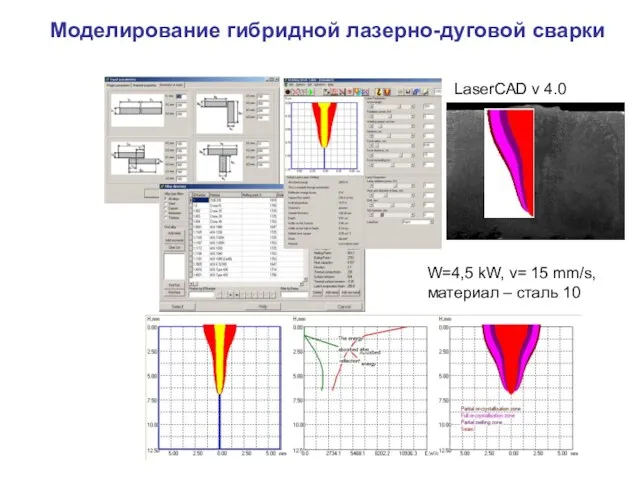
Моделирование гибридной лазерно-дуговой сварки
W=4,5 kW, v= 15 mm/s, материал – сталь
Моделирование гибридной лазерно-дуговой сварки
W=4,5 kW, v= 15 mm/s, материал – сталь
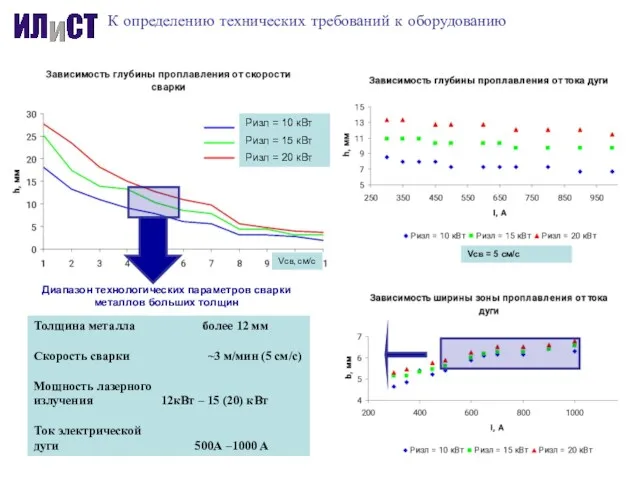
Vсв = 5 см/с
Диапазон технологических параметров сварки металлов больших толщин
Толщина металла
Vсв = 5 см/с
Диапазон технологических параметров сварки металлов больших толщин
Толщина металла
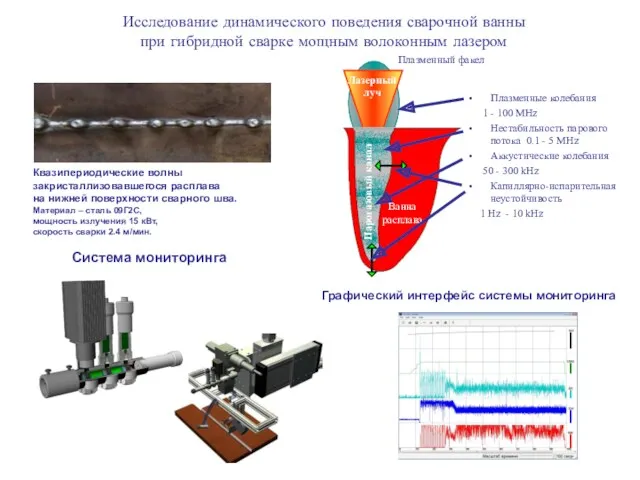
Графический интерфейс системы мониторинга
Исследование динамического поведения сварочной ванны
при гибридной
Графический интерфейс системы мониторинга
Исследование динамического поведения сварочной ванны
при гибридной
вид А (х20)
вид Б (х240)
х8
Моделирование дефектообразования
Поведение геометрических характеристик сварочной ванны
Моделирование поведения
вид А (х20)
вид Б (х240)
х8
Моделирование дефектообразования
Поведение геометрических характеристик сварочной ванны
Моделирование поведения

Технологическая установка для гибридной сварки сталей больших толщин
15 kW волоконный лазер
30
Технологическая установка для гибридной сварки сталей больших толщин
15 kW волоконный лазер
30

Разработка технологического оборудования
Сварочная головка
Система наведения и позиционирования головки
Система газораспределения
Introduction
Melt pool simulation
Modeling
Разработка технологического оборудования
Сварочная головка
Система наведения и позиционирования головки
Система газораспределения
Introduction
Melt pool simulation
Modeling

Сварочные эксперименты
P=14,5 kW, I=440 A, V=15 m/min, v=1.2 – 3 m/min,
Сварочные эксперименты
P=14,5 kW, I=440 A, V=15 m/min, v=1.2 – 3 m/min,
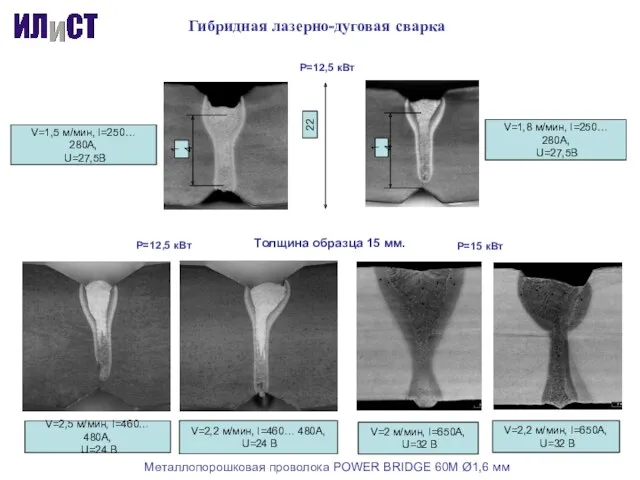
V=2,5 м/мин, I=460… 480А,
U=24 В
V=2,2 м/мин, I=460… 480А,
U=24 В
P=12,5
V=2,5 м/мин, I=460… 480А,
U=24 В
V=2,2 м/мин, I=460… 480А,
U=24 В
P=12,5
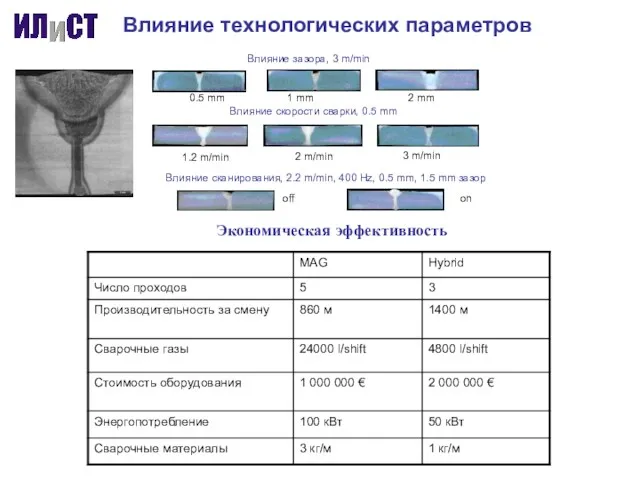
Экономическая эффективность
Влияние технологических параметров
Влияние зазора, 3 m/min
0.5 mm
1 mm
Влияние скорости сварки,
Экономическая эффективность
Влияние технологических параметров
Влияние зазора, 3 m/min
0.5 mm
1 mm
Влияние скорости сварки,

Металлография сварного соединения
Основной металл
Переходная
зона
Переходная
зона
Центральная зона
Основной металл – сталь 10
Сварочная проволока-
Metal
Металлография сварного соединения
Основной металл
Переходная
зона
Переходная
зона
Центральная зона
Основной металл – сталь 10
Сварочная проволока-
Metal

Структура центральной зоны
Структура переходной зоны
Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность
Структура центральной зоны
Структура переходной зоны
Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность
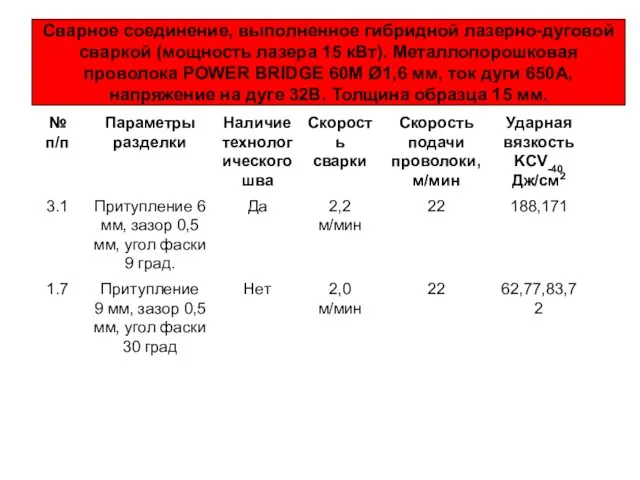
Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность лазера 15 кВт). Металлопорошковая
Сварное соединение, выполненное гибридной лазерно-дуговой сваркой (мощность лазера 15 кВт). Металлопорошковая
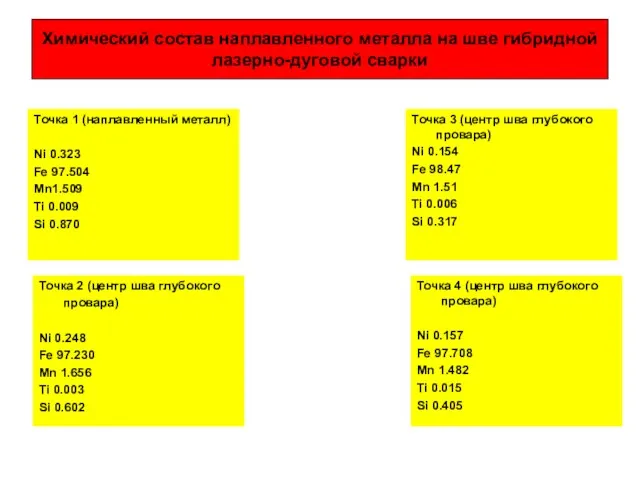
Химический состав наплавленного металла на шве гибридной лазерно-дуговой сварки
Точка 3 (центр
Химический состав наплавленного металла на шве гибридной лазерно-дуговой сварки
Точка 3 (центр
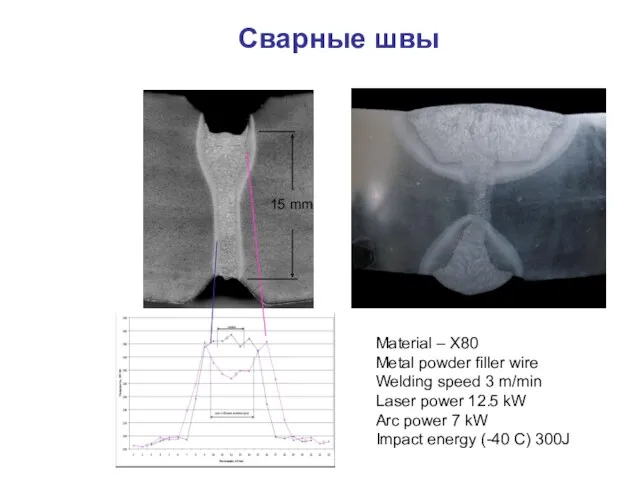
Сварные швы
Material – X80
Metal powder filler wire
Welding speed 3 m/min
Laser power
Сварные швы
Material – X80
Metal powder filler wire
Welding speed 3 m/min
Laser power

ТЕХНОЛОГИЧЕСКИЙ ЛАЗЕРНО-ДУГОВОЙ КОМПЛЕКС ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНОЛОГИЧЕСКИЙ ЛАЗЕРНО-ДУГОВОЙ КОМПЛЕКС ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
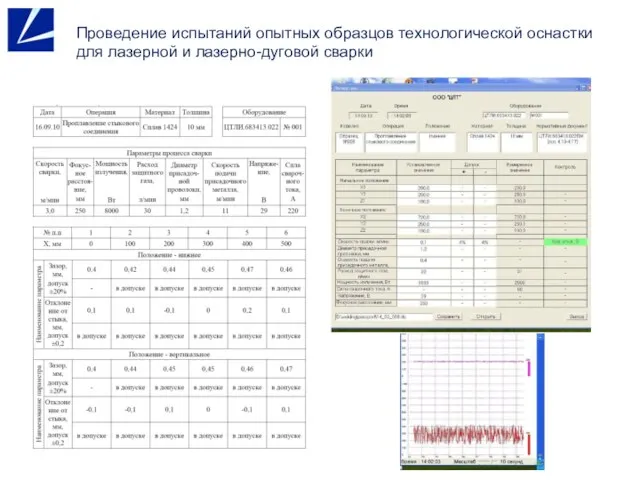
Проведение испытаний опытных образцов технологической оснастки для лазерной и лазерно-дуговой сварки
Проведение испытаний опытных образцов технологической оснастки для лазерной и лазерно-дуговой сварки

Сертификация технологической оснастки для лазерной и лазерно-дуговой сварки
Сертификация технологической оснастки для лазерной и лазерно-дуговой сварки
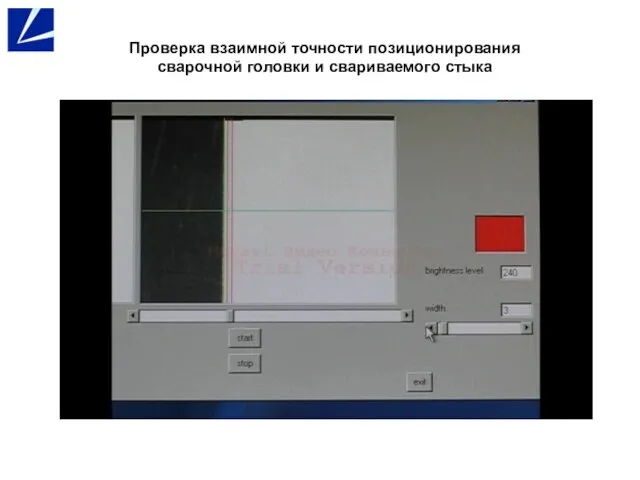
Проверка взаимной точности позиционирования сварочной головки и свариваемого стыка
Проверка взаимной точности позиционирования сварочной головки и свариваемого стыка
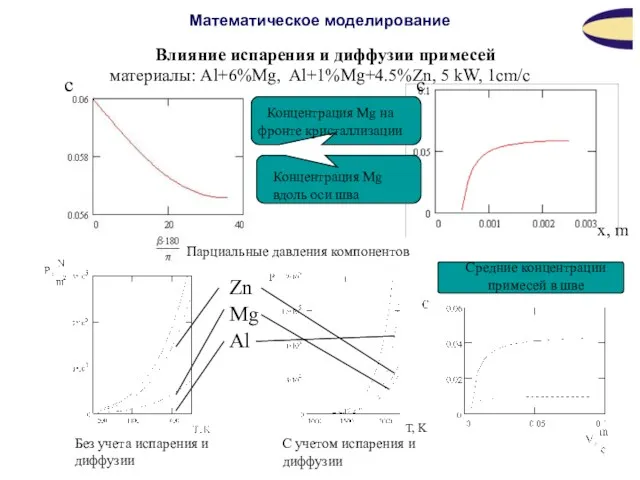
Влияние испарения и диффузии примесей
c
c
x, m
T, K
Zn
Mg
Al
материалы: Al+6%Mg, Al+1%Mg+4.5%Zn, 5 kW,
Влияние испарения и диффузии примесей
c
c
x, m
T, K
Zn
Mg
Al
материалы: Al+6%Mg, Al+1%Mg+4.5%Zn, 5 kW,
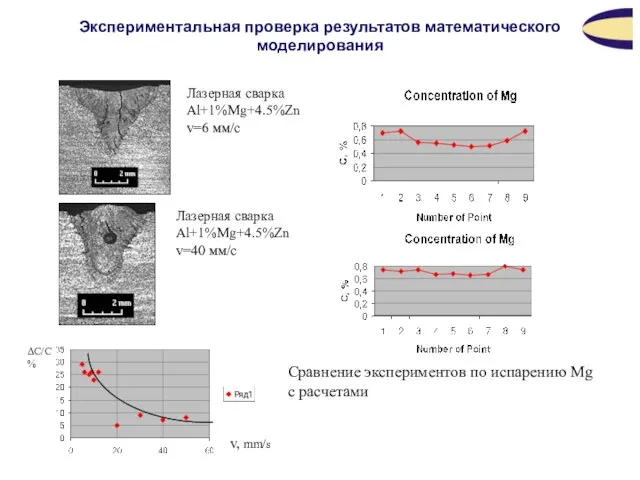
Лазерная сварка Al+1%Mg+4.5%Zn
v=6 мм/с
Лазерная сварка Al+1%Mg+4.5%Zn
v=40 мм/с
Сравнение экспериментов по испарению Mg
Лазерная сварка Al+1%Mg+4.5%Zn
v=6 мм/с
Лазерная сварка Al+1%Mg+4.5%Zn
v=40 мм/с
Сравнение экспериментов по испарению Mg
Экспериментальная проверка результатов математического моделирования
Формирование сварного соединения
Испарение легирующих компонентов
Al-Li
Экспериментальная проверка результатов математического моделирования
Формирование сварного соединения
Испарение легирующих компонентов
Al-Li
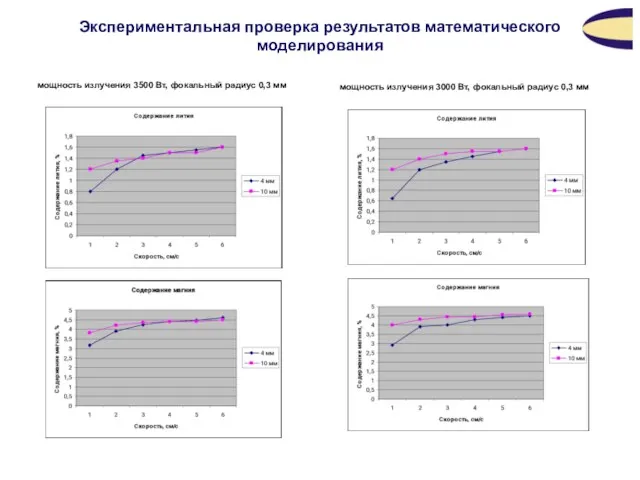
Экспериментальная проверка результатов математического моделирования
мощность излучения 3500 Вт, фокальный радиус 0,3
Экспериментальная проверка результатов математического моделирования
мощность излучения 3500 Вт, фокальный радиус 0,3
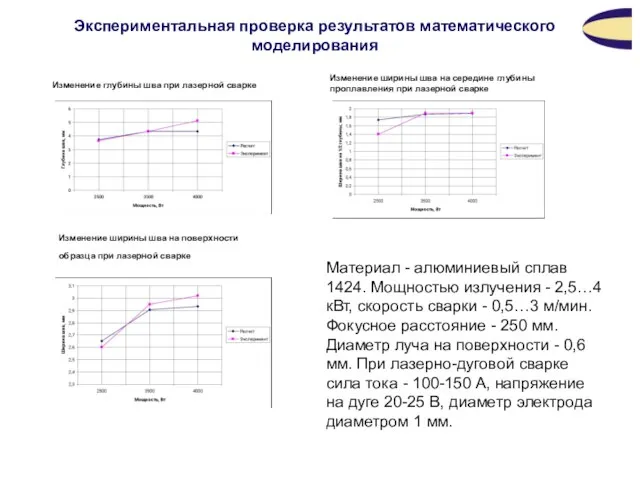
Экспериментальная проверка результатов математического моделирования
Изменение глубины шва при лазерной сварке
Изменение
Экспериментальная проверка результатов математического моделирования
Изменение глубины шва при лазерной сварке
Изменение
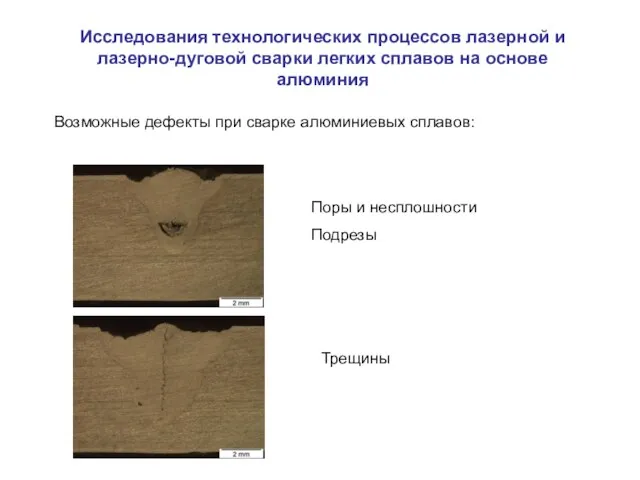
Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе
Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе
Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе
Исследования технологических процессов лазерной и лазерно-дуговой сварки легких сплавов на основе
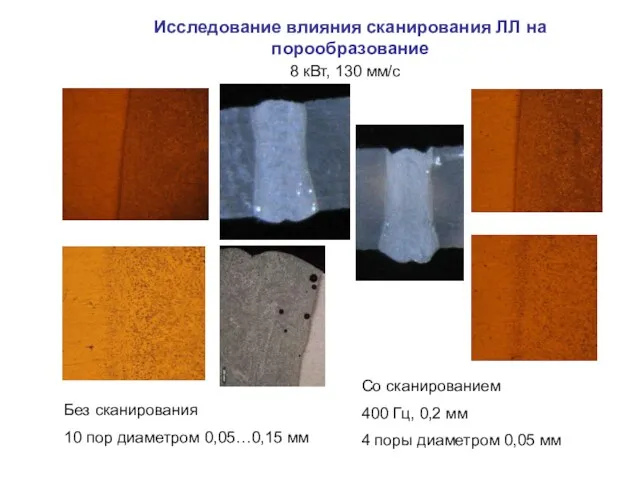
8 кВт, 130 мм/c
Без сканирования
10 пор диаметром 0,05…0,15 мм
Со сканированием
400 Гц,
8 кВт, 130 мм/c
Без сканирования
10 пор диаметром 0,05…0,15 мм
Со сканированием
400 Гц,
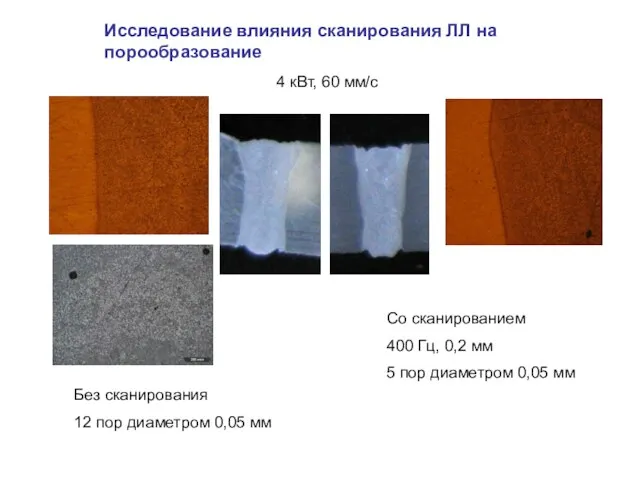
4 кВт, 60 мм/c
Без сканирования
12 пор диаметром 0,05 мм
Со сканированием
400 Гц,
4 кВт, 60 мм/c
Без сканирования
12 пор диаметром 0,05 мм
Со сканированием
400 Гц,
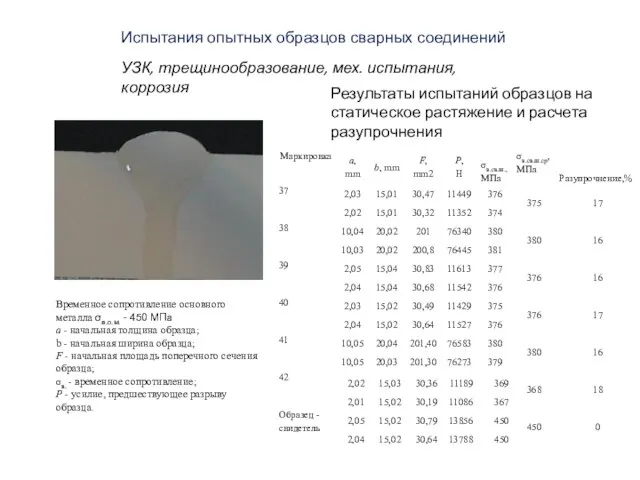
Испытания опытных образцов сварных соединений
Результаты испытаний образцов на статическое растяжение и
Испытания опытных образцов сварных соединений
Результаты испытаний образцов на статическое растяжение и
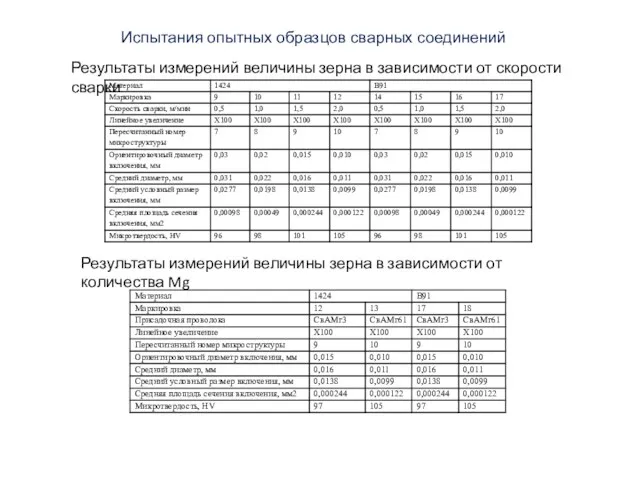
Испытания опытных образцов сварных соединений
Результаты измерений величины зерна в зависимости от
Испытания опытных образцов сварных соединений
Результаты измерений величины зерна в зависимости от
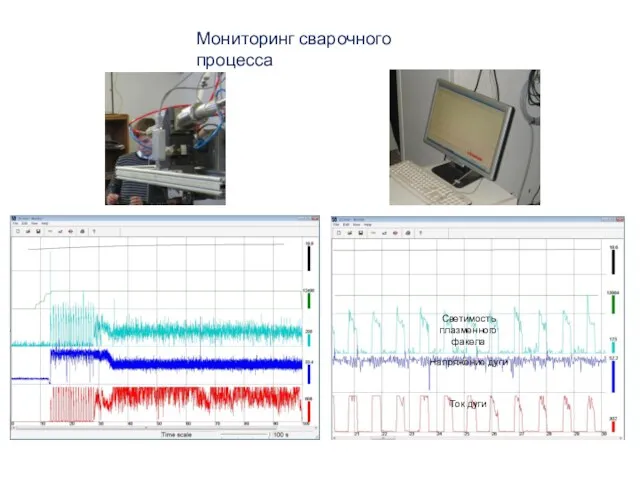
Мониторинг сварочного процесса
Мониторинг сварочного процесса
 Приказ от 28 марта 2014 г. N 155н Об утверждении правил по охране труда при работе на высоте
Приказ от 28 марта 2014 г. N 155н Об утверждении правил по охране труда при работе на высоте презентация Масленица
презентация Масленица Транспорт углеводородов. Технологические особенности транспорта нефти, нефтепродуктов и газа
Транспорт углеводородов. Технологические особенности транспорта нефти, нефтепродуктов и газа Презентация Путешествие в страну Здоровья
Презентация Путешествие в страну Здоровья Витаминно-минеральные комплексы для беременных
Витаминно-минеральные комплексы для беременных Художественная культура мусульманского Востока
Художественная культура мусульманского Востока Презентация к уроку технологии Инструменты помощники
Презентация к уроку технологии Инструменты помощники Московский технологический университет. Центр дистанционного обучения. Развитие информационного общества
Московский технологический университет. Центр дистанционного обучения. Развитие информационного общества Схема обследования стоматологического больного с патологией пародонта
Схема обследования стоматологического больного с патологией пародонта Биополимеры. Белки, их строение
Биополимеры. Белки, их строение Индукционные плиты
Индукционные плиты Повторение по курсу 9 класса
Повторение по курсу 9 класса С.А. Диденко. Дифференцированный подход в обучении по физической культуре
С.А. Диденко. Дифференцированный подход в обучении по физической культуре Типы антенн. Антенно-фидерные устройства и распространение радиоволн. Лекция №17
Типы антенн. Антенно-фидерные устройства и распространение радиоволн. Лекция №17 презентация к уроку Общая характеристика элементов IIА группы
презентация к уроку Общая характеристика элементов IIА группы Основные фонды машиностроительного предприятия
Основные фонды машиностроительного предприятия Отчетная документация педагога - психолога
Отчетная документация педагога - психолога Финансовая грамотность
Финансовая грамотность 20231031_nauchno-issledovatelskiy_proekt_po_nervnoy_sisteme
20231031_nauchno-issledovatelskiy_proekt_po_nervnoy_sisteme навички ефективного спілкування (6 клас)
навички ефективного спілкування (6 клас) Тема любви и творчества в романе М.А. Булгакова Мастер и Маргарита
Тема любви и творчества в романе М.А. Булгакова Мастер и Маргарита Газовые турбины в энергетике – задачи и возможности
Газовые турбины в энергетике – задачи и возможности Презентация экспозиции уникального экспоната
Презентация экспозиции уникального экспоната Проблемы нарушения сердечного ритма у населения в Южном Казахстане
Проблемы нарушения сердечного ритма у населения в Южном Казахстане 300-летие Нижегородской губернии (часть 1)
300-летие Нижегородской губернии (часть 1) Презентация к НОД в подготовительной группеПутешествие в подводный мир
Презентация к НОД в подготовительной группеПутешествие в подводный мир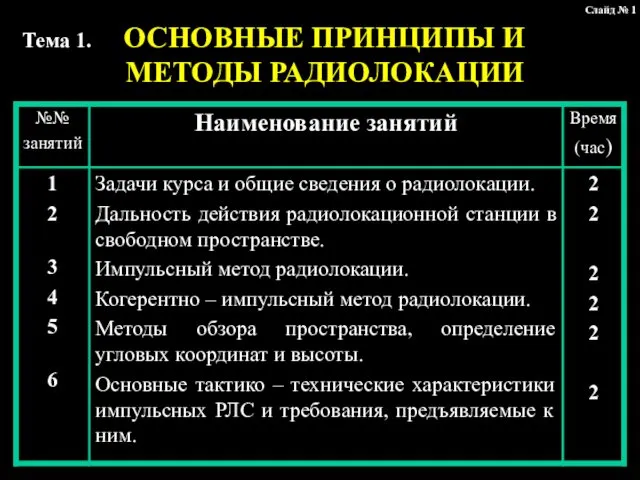 Принципы и методы радиолокации. (Тема 1)
Принципы и методы радиолокации. (Тема 1) Изучение способов измерения уровня с помощью поплавковых, волноводных, ультразвуковых а также гидростатических датчиков уровня
Изучение способов измерения уровня с помощью поплавковых, волноводных, ультразвуковых а также гидростатических датчиков уровня