- Обработка конических поверхностей

Содержание
- 2. Обработка конических поверхностей В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде
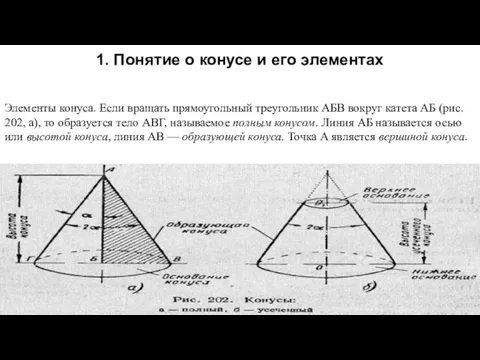
- 3. 1. Понятие о конусе и его элементах Элементы конуса. Если вращать прямоугольный треугольник АБВ вокруг катета
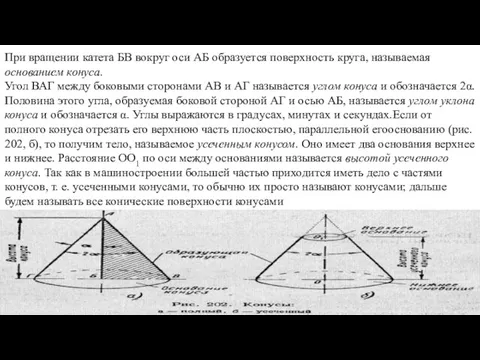
- 4. При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса. Угол ВАГ между
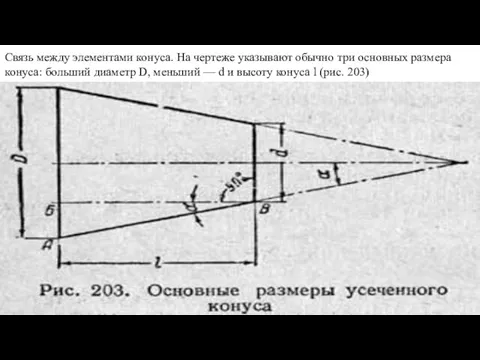
- 5. Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший
- 6. Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и
- 7. Иногда на чертеже вместо угла конуса указывается уклон конуса. Уклон конуса показывает, в какой мере отклоняется
- 8. 2. Способы получения конических поверхностей на токарном станке На токарном станке обработка конических поверхностей производится одним
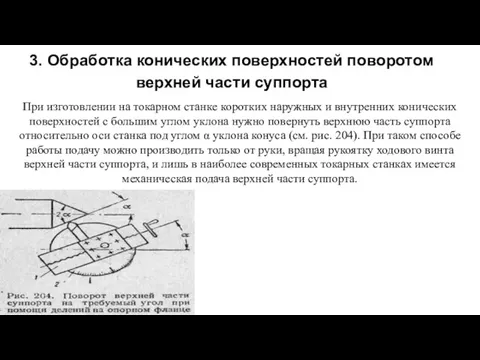
- 9. 3. Обработка конических поверхностей поворотом верхней части суппорта При изготовлении на токарном станке коротких наружных и
- 10. Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2
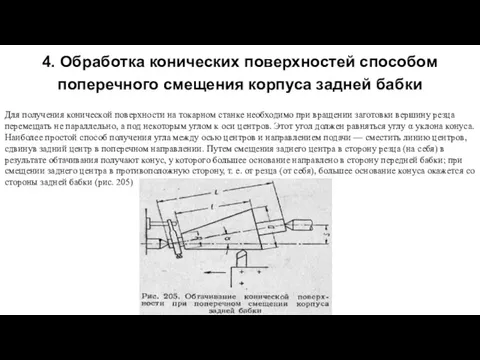
- 11. 4. Обработка конических поверхностей способом поперечного смещения корпуса задней бабки Для получения конической поверхности на токарном
- 12. Смещение корпуса задней бабки определяют по формуле где S — смещение корпуса задней бабки от оси
- 13. Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно
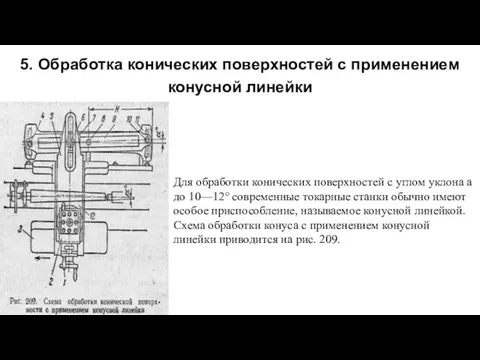
- 14. 5. Обработка конических поверхностей с применением конусной линейки Для обработки конических поверхностей с углом уклона а
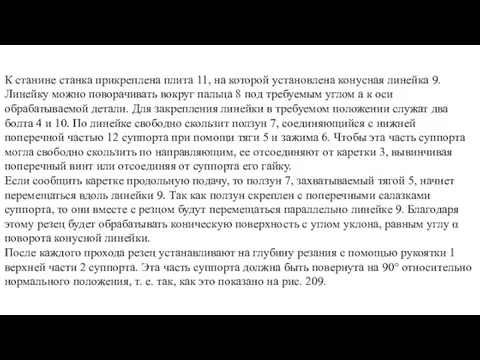
- 15. К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг
- 16. Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки
- 17. Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в
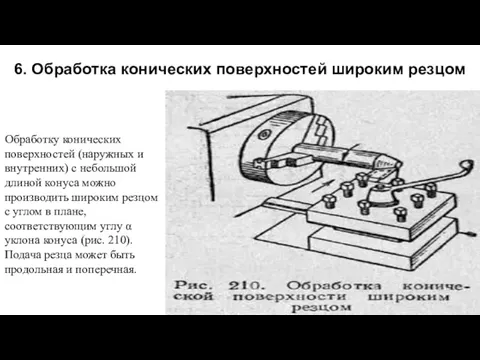
- 18. 6. Обработка конических поверхностей широким резцом Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса
- 19. Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20
- 20. 7. Растачивание и развертывание конических отверстий Обработка конических отверстий является одной из наиболее трудных токарных работ;
- 21. Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части
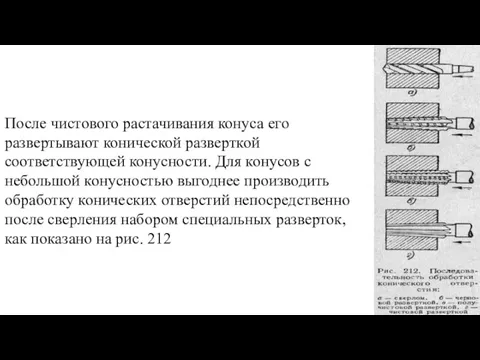
- 22. После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее
- 23. 8. Режимы резания при обработке отверстий коническими развертками Конические развертки работают в более тяжелых условиях, чем
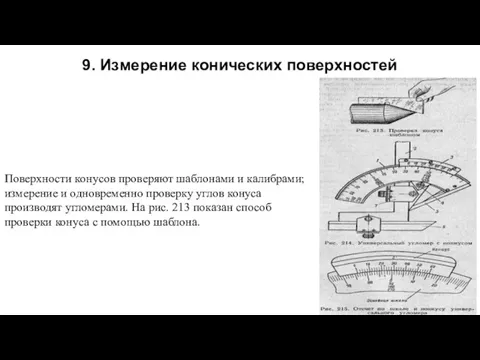
- 24. 9. Измерение конических поверхностей Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса
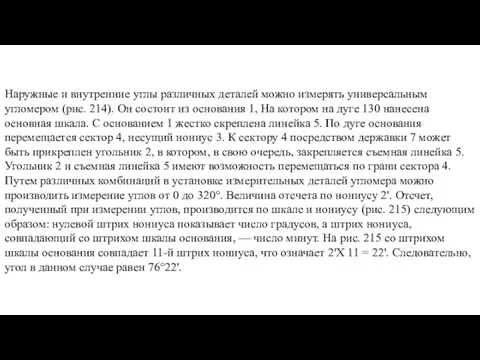
- 25. Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис. 214). Он состоит из основания
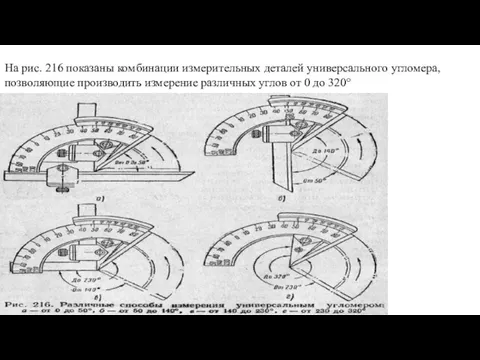
- 26. На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить измерение различных углов от 0
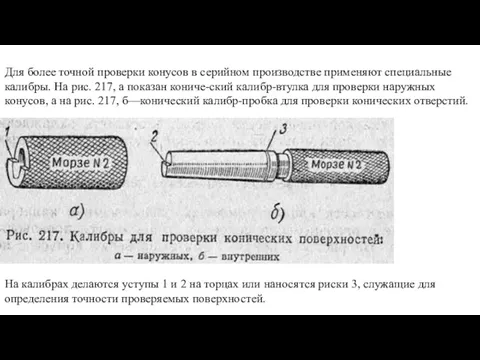
- 27. Для более точной проверки конусов в серийном производстве применяют специальные калибры. На рис. 217, а показан
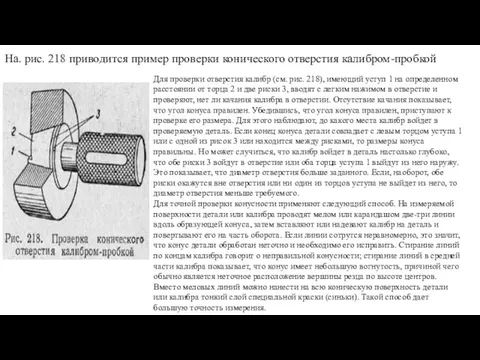
- 28. На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой Для проверки отверстия калибр (см. рис. 218),
- 29. 10. Брак при обработке конических поверхностей и меры его предупреждения При обработке конических поверхностей, помимо упомянутых
- 31. Скачать презентацию
Обработка конических поверхностей
В машиностроении, наряду с цилиндрическими, широко применяются детали с
Обработка конических поверхностей
В машиностроении, наряду с цилиндрическими, широко применяются детали с
1. Понятие о конусе и его элементах
Элементы конуса. Если вращать прямоугольный
1. Понятие о конусе и его элементах
Элементы конуса. Если вращать прямоугольный
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая
Связь между элементами конуса. На чертеже указывают обычно три основных размера
Связь между элементами конуса. На чертеже указывают обычно три основных размера

Иногда на чертеже указывается только один из диаметров конуса, например, больший
Иногда на чертеже указывается только один из диаметров конуса, например, больший
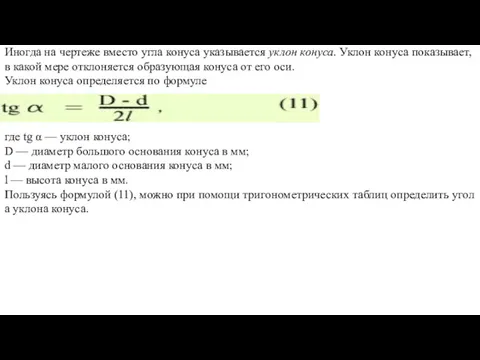
Иногда на чертеже вместо угла конуса указывается уклон конуса. Уклон конуса
Иногда на чертеже вместо угла конуса указывается уклон конуса. Уклон конуса
2. Способы получения конических поверхностей на токарном станке
На токарном станке обработка
2. Способы получения конических поверхностей на токарном станке
На токарном станке обработка
3. Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном
3. Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном
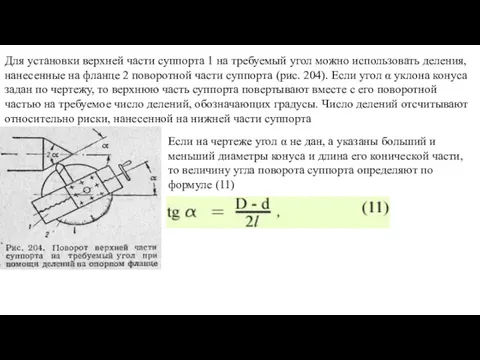
Для установки верхней части суппорта 1 на требуемый угол можно использовать
Для установки верхней части суппорта 1 на требуемый угол можно использовать
4. Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения
4. Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения

Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса
Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в
5. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей
5. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей
К станине станка прикреплена плита 11, на которой установлена конусная линейка
К станине станка прикреплена плита 11, на которой установлена конусная линейка
Если даны диаметры оснований конуса D и d и его длина
Если даны диаметры оснований конуса D и d и его длина
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной
6. Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних)
6. Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних)
Однако использование широкого резца на обычных станках возможно только при длине
Однако использование широкого резца на обычных станках возможно только при длине

7. Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из
7. Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для
8. Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в
8. Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в
9. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и
9. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис.
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить
Для более точной проверки конусов в серийном производстве применяют специальные калибры.
Для более точной проверки конусов в серийном производстве применяют специальные калибры.
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой
Для проверки отверстия
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой
Для проверки отверстия
10. Брак при обработке конических поверхностей и меры его предупреждения
При обработке
10. Брак при обработке конических поверхностей и меры его предупреждения
При обработке
 Презентації з української мови
Презентації з української мови СТЕПЕННАЯ ФУНКЦИЯ для 9АВ
СТЕПЕННАЯ ФУНКЦИЯ для 9АВ Проект К новой семье. Адаптация ребенка в семье
Проект К новой семье. Адаптация ребенка в семье Части графа. Операции над частями графа
Части графа. Операции над частями графа Применение солнечных электростанций в энергоэффективном (энергоактивном) архитектурном проектировании
Применение солнечных электростанций в энергоэффективном (энергоактивном) архитектурном проектировании Основы научно-технического творчества. Требования к выполнению расчетно-графической работы, докладов, конспектов
Основы научно-технического творчества. Требования к выполнению расчетно-графической работы, докладов, конспектов Особенности психологического консультирования, основанного на православном мировоззрении
Особенности психологического консультирования, основанного на православном мировоззрении Презентация Наш помощник - светофор.
Презентация Наш помощник - светофор. Музыка как вид искусства 1
Музыка как вид искусства 1 Дом будущего
Дом будущего Математическая система Mathcad. Компьютерные технологии решения математических задач
Математическая система Mathcad. Компьютерные технологии решения математических задач Исследование Есть ли интернет зависимость в нашем классе
Исследование Есть ли интернет зависимость в нашем классе Компьютерно -игровая зависимость и её профилактика.
Компьютерно -игровая зависимость и её профилактика. Диагностика угроз финансовой составляющей экономической безопасности
Диагностика угроз финансовой составляющей экономической безопасности Математическое и имитационное моделирование
Математическое и имитационное моделирование Концепция инклюзивного образования в Республике Татарстан
Концепция инклюзивного образования в Республике Татарстан ЖК Кристалл
ЖК Кристалл LW-P series IPG Fiber laser tube cutting machine. Technical solutions and quotations
LW-P series IPG Fiber laser tube cutting machine. Technical solutions and quotations Презентация Овощи и фрукты, кубанские продукты
Презентация Овощи и фрукты, кубанские продукты Музыка Нового года в разных странах
Музыка Нового года в разных странах Проект Слава Победе!
Проект Слава Победе! Створення текстового документа. Введення і редагування тексту. 9 клас
Створення текстового документа. Введення і редагування тексту. 9 клас Имя на карте Приморья. Анимированная игра Колесо фортуны
Имя на карте Приморья. Анимированная игра Колесо фортуны Кузбасс: вчера. сегодня, завтра
Кузбасс: вчера. сегодня, завтра Аппликация из опилок
Аппликация из опилок Своя игра по информатике
Своя игра по информатике Портфолио выполненных работ по окрашиванию бровей и ресниц
Портфолио выполненных работ по окрашиванию бровей и ресниц Презентация Ребусы. Имена девочек
Презентация Ребусы. Имена девочек