- Обработка металлов. Ковка

Содержание
- 2. Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его
- 3. Инструменты и приспособления для холодной ковки
- 4. Суть холодной ковки заключается в том, что при помощи дополнительного оборудования из металла вырезаются первоначальные заготовки.
- 5. 1. Улитка — приспособление для изготовления многозаходных спиральных завитков. Рисунок 3 — Кузнечная улитка четырёхсегментная 2.
- 6. 3. Твистер — оснастка для закручивания вокруг продольной оси полосы, квадрата. Рисунок 5 — Кузнечное оборудование
- 7. 5. Волна — оснастка для изготовления периодических решеток, ко-торая позволяет делать несколько типов периодических узоров типа
- 8. 7. Шаблон — оснастка шаблон для сгибания по кругу диаметром 140 мм полосы, квадрата 10х10, 12х12,
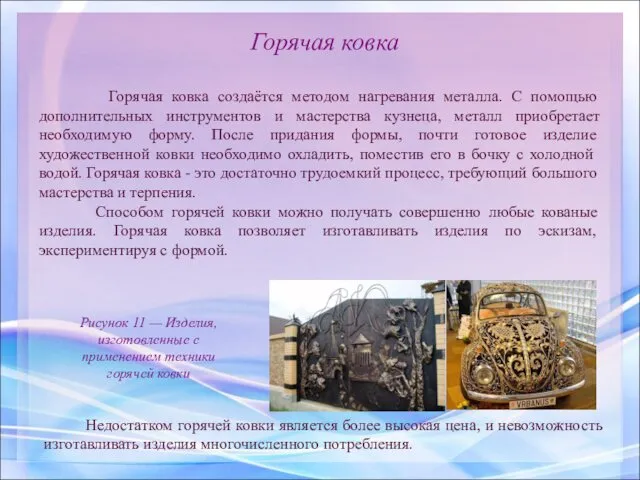
- 9. Горячая ковка Горячая ковка создаётся методом нагревания металла. С помощью дополнительных инструментов и мастерства кузнеца, металл
- 10. Горячая ковка (инструменты и приспособления) Рисунок 17 — Инструменты для ручной ковки а — гладилка, б
- 11. Ковочно-штамповочное оборудование общего назначения
- 12. Общая классификация оборудования Ковка Молоты Прессы и машины Нагревательное оборудование приводные-пневматические паровоздушные кузнечный горн гидравлические прессы
- 13. Горячая ковка (оборудование) Машинную ковку производят на ковочных молотах и ковочных гидравли-ческих прессах. машины динамического ударного
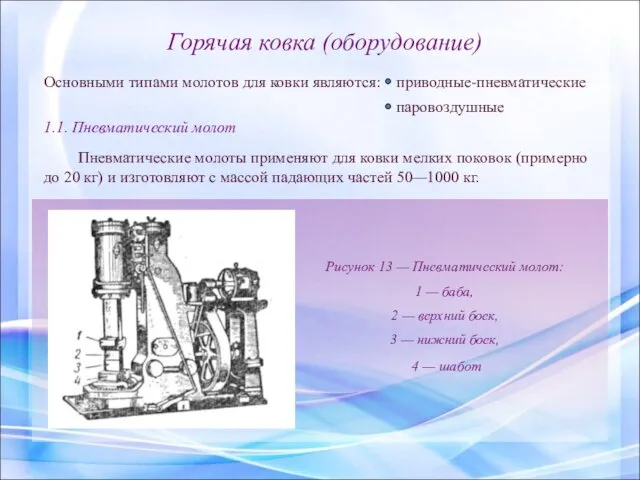
- 14. Горячая ковка (оборудование) Основными типами молотов для ковки являются: приводные-пневматические паровоздушные Пневматические молоты применяют для ковки
- 15. Такие молоты приводятся в действие паром или сжатым воздухом давлением 0,7 — 0,9 МН/м2. В зависимости
- 16. Горячая ковка (оборудование) В гидравлическом прессе усилие создается с помощью жидкости (водной эмульсии или минерального масла)
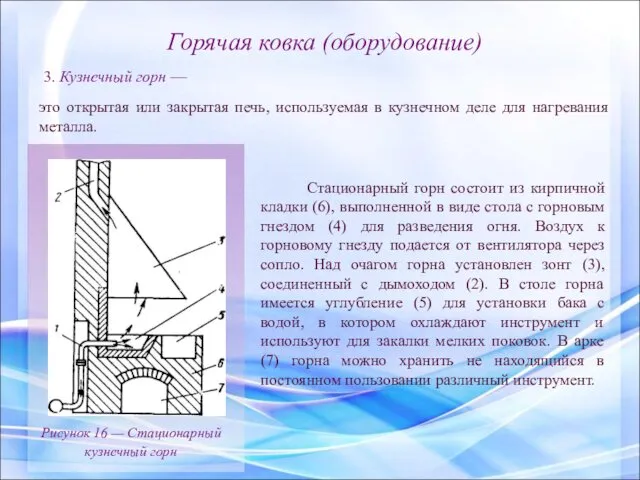
- 17. Горячая ковка (оборудование) 3. Кузнечный горн — это открытая или закрытая печь, используемая в кузнечном деле
- 18. Штамповка Штамповка — процесс пластической деформации материала с изменением формы и размеров тела. Существуют два основных
- 19. Холодная листовая штамповка (оборудование) Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой
- 20. Обрезные кривошипные прессы предназначены для обрезки заусенца, прошивки отверстий и правки штампованных поковок в простых, последовательных
- 21. Холодная листовая штамповка (оборудование) 3. Прессы для испытания штампов применяется для отладки и испытания любого типа
- 22. предназначены для изготовления мелких поковок простой формы последовательной вытяжкой в фасонных бойках-штампах. 5. Вертикально-ковочные машины Рисунок
- 23. Холодная листовая штамповка (оборудование) 6. Автоматические линии и комплексы Предназначены для производства деталей из полосы, рулона
- 24. Горячая объёмная штамповка (оборудование) Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование
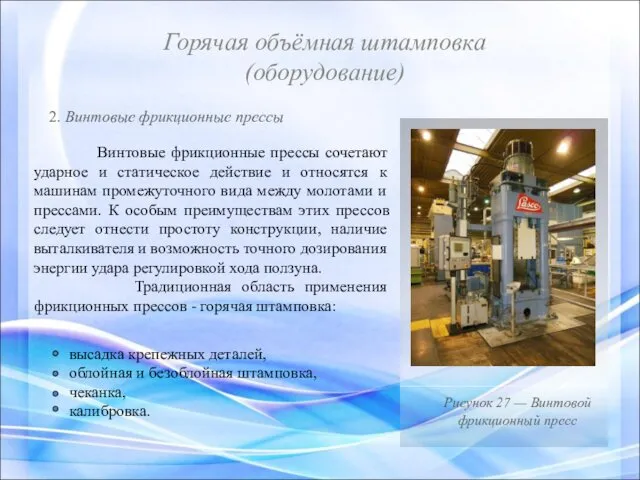
- 25. Горячая объёмная штамповка (оборудование) 2. Винтовые фрикционные прессы Винтовые фрикционные прессы сочетают ударное и статическое действие
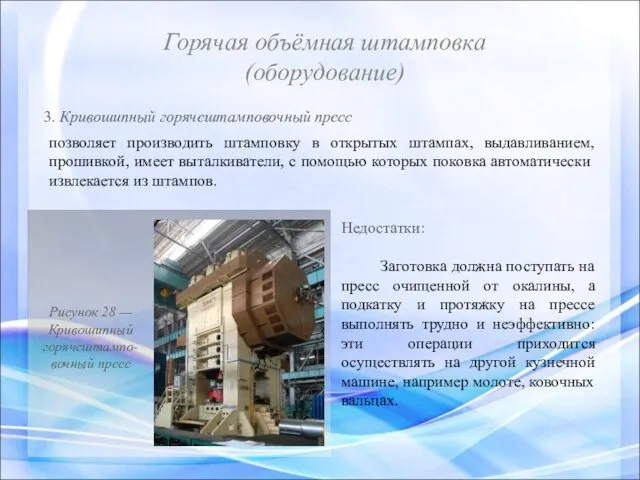
- 26. Горячая объёмная штамповка (оборудование) Недостатки: Заготовка должна поступать на пресс очищенной от окалины, а подкатку и
- 28. Скачать презентацию
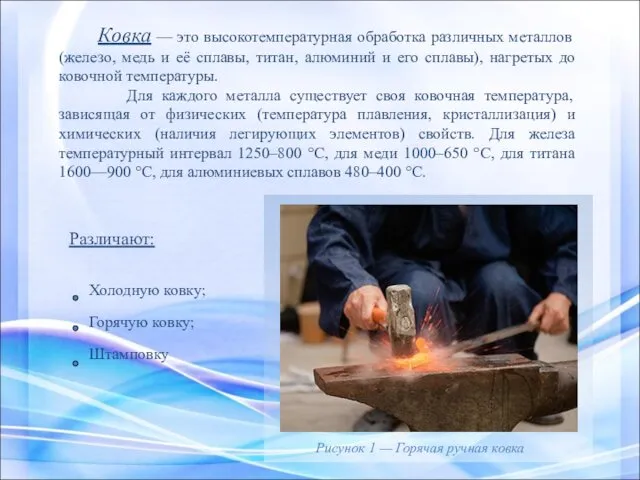
Ковка — это высокотемпературная обработка различных металлов (железо, медь и
Ковка — это высокотемпературная обработка различных металлов (железо, медь и
Инструменты и приспособления для холодной ковки
Инструменты и приспособления для холодной ковки
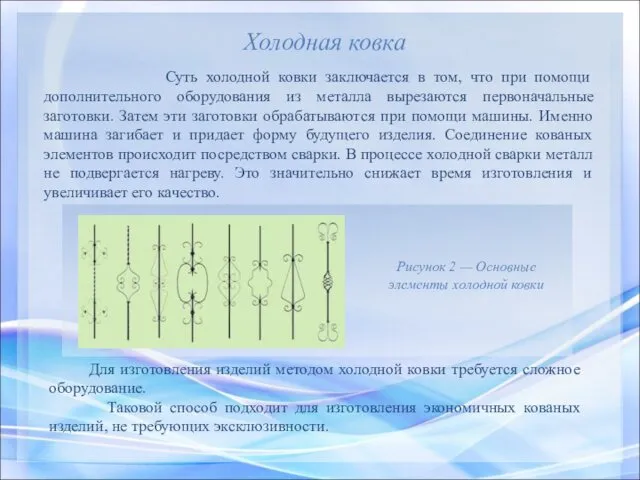
Суть холодной ковки заключается в том, что при помощи дополнительного
Суть холодной ковки заключается в том, что при помощи дополнительного

1. Улитка —
приспособление для изготовления многозаходных спиральных завитков.
Рисунок 3 —
1. Улитка —
приспособление для изготовления многозаходных спиральных завитков.
Рисунок 3 —

3. Твистер —
оснастка для закручивания вокруг продольной оси полосы, квадрата.
Рисунок
3. Твистер —
оснастка для закручивания вокруг продольной оси полосы, квадрата.
Рисунок

5. Волна —
оснастка для изготовления периодических решеток, ко-торая позволяет делать
5. Волна —
оснастка для изготовления периодических решеток, ко-торая позволяет делать

7. Шаблон —
оснастка шаблон для сгибания по кругу диаметром 140
7. Шаблон —
оснастка шаблон для сгибания по кругу диаметром 140
Горячая ковка
Горячая ковка создаётся методом нагревания металла. С помощью дополнительных
Горячая ковка
Горячая ковка создаётся методом нагревания металла. С помощью дополнительных
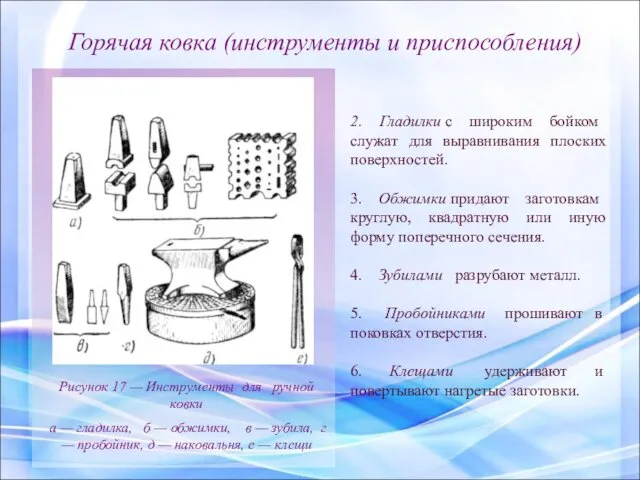
Горячая ковка (инструменты и приспособления)
Рисунок 17 — Инструменты для ручной ковки
Горячая ковка (инструменты и приспособления)
Рисунок 17 — Инструменты для ручной ковки
Ковочно-штамповочное оборудование общего назначения
Ковочно-штамповочное оборудование общего назначения
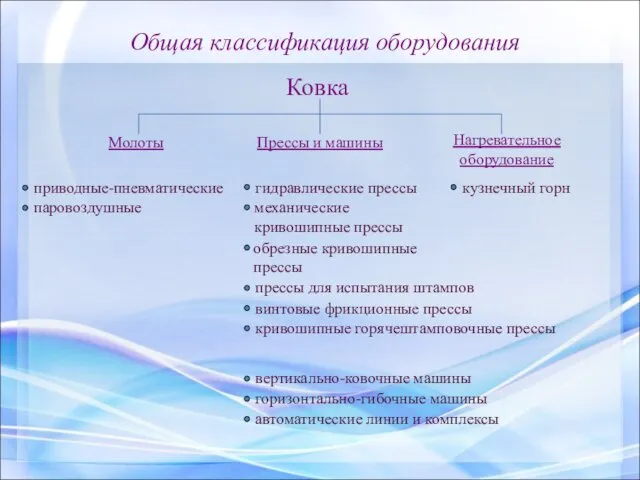
Общая классификация оборудования
Ковка
Молоты
Прессы и машины
Нагревательное оборудование
приводные-пневматические
паровоздушные
кузнечный горн
гидравлические прессы
механические
кривошипные прессы
обрезные
Общая классификация оборудования
Ковка
Молоты
Прессы и машины
Нагревательное оборудование
приводные-пневматические
паровоздушные
кузнечный горн
гидравлические прессы
механические
кривошипные прессы
обрезные
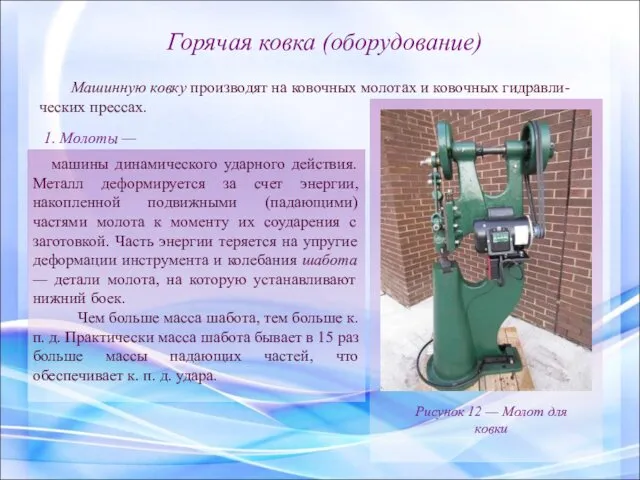
Горячая ковка (оборудование)
Машинную ковку производят на ковочных молотах и ковочных
Горячая ковка (оборудование)
Машинную ковку производят на ковочных молотах и ковочных
Горячая ковка (оборудование)
Основными типами молотов для ковки являются: приводные-пневматические
паровоздушные
Пневматические молоты
Горячая ковка (оборудование)
Основными типами молотов для ковки являются: приводные-пневматические
паровоздушные
Пневматические молоты
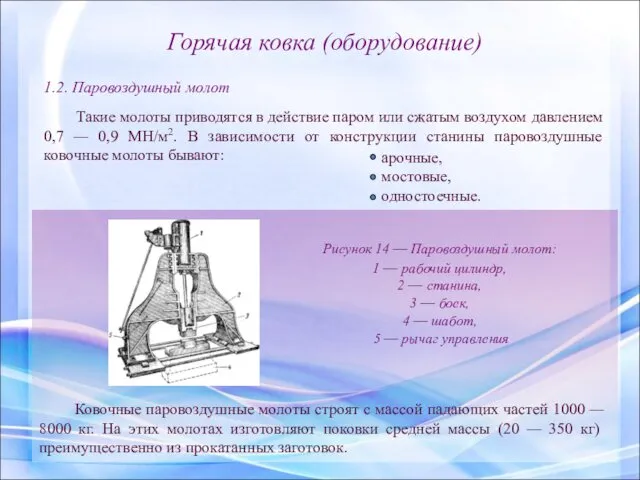
Такие молоты приводятся в действие паром или сжатым воздухом давлением
Такие молоты приводятся в действие паром или сжатым воздухом давлением

Горячая ковка (оборудование)
В гидравлическом прессе усилие создается с помощью жидкости
Горячая ковка (оборудование)
В гидравлическом прессе усилие создается с помощью жидкости
Горячая ковка (оборудование)
3. Кузнечный горн —
это открытая или закрытая печь,
Горячая ковка (оборудование)
3. Кузнечный горн —
это открытая или закрытая печь,

Штамповка
Штамповка — процесс пластической деформации материала с изменением формы и
Штамповка
Штамповка — процесс пластической деформации материала с изменением формы и

Холодная листовая штамповка
(оборудование)
Сущность способа заключается в процессе, где в качестве
Холодная листовая штамповка
(оборудование)
Сущность способа заключается в процессе, где в качестве
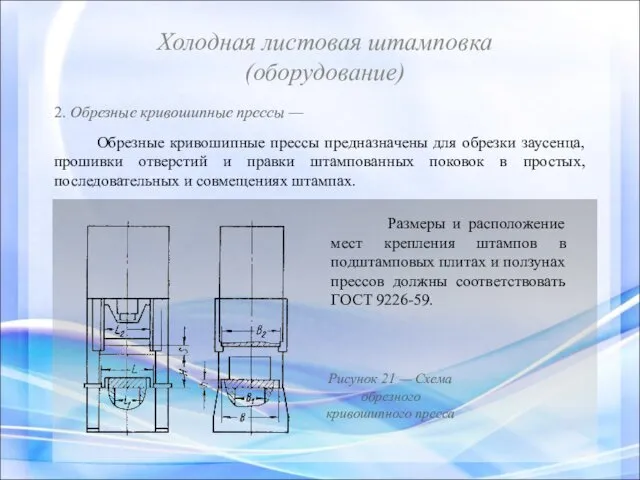
Обрезные кривошипные прессы предназначены для обрезки заусенца, прошивки отверстий и
Обрезные кривошипные прессы предназначены для обрезки заусенца, прошивки отверстий и
Холодная листовая штамповка
(оборудование)
3. Прессы для испытания штампов
применяется для отладки и испытания
Холодная листовая штамповка
(оборудование)
3. Прессы для испытания штампов
применяется для отладки и испытания

предназначены для изготовления мелких поковок простой формы последовательной вытяжкой в фасонных
предназначены для изготовления мелких поковок простой формы последовательной вытяжкой в фасонных

Холодная листовая штамповка
(оборудование)
6. Автоматические линии и комплексы
Предназначены для производства деталей
Холодная листовая штамповка
(оборудование)
6. Автоматические линии и комплексы
Предназначены для производства деталей

Горячая объёмная штамповка
(оборудование)
Горячая объёмная штамповка — это вид обработки металлов
Горячая объёмная штамповка
(оборудование)
Горячая объёмная штамповка — это вид обработки металлов
Горячая объёмная штамповка
(оборудование)
2. Винтовые фрикционные прессы
Винтовые фрикционные прессы сочетают ударное
Горячая объёмная штамповка
(оборудование)
2. Винтовые фрикционные прессы
Винтовые фрикционные прессы сочетают ударное
Горячая объёмная штамповка
(оборудование)
Недостатки:
Заготовка должна поступать на пресс очищенной от
Горячая объёмная штамповка
(оборудование)
Недостатки:
Заготовка должна поступать на пресс очищенной от
 Гидрографическое и водохозяйственное районирование территории РФ
Гидрографическое и водохозяйственное районирование территории РФ Презентация Детям о Космосе
Презентация Детям о Космосе Инфекционный контроль. Дезинфекция
Инфекционный контроль. Дезинфекция Презентации для уроков Истории и культуры Санкт-Петербурга
Презентации для уроков Истории и культуры Санкт-Петербурга Повторение материала к разделу Обработка материалов 7 класс
Повторение материала к разделу Обработка материалов 7 класс Развитие критического мышления через чтение и письмо при работе с художественным текстом
Развитие критического мышления через чтение и письмо при работе с художественным текстом Физика колебаний. Лекция 7
Физика колебаний. Лекция 7 Презентация 14. Пейзаж второй половины XIX в. Часть 2_ Васильев, Куинджи
Презентация 14. Пейзаж второй половины XIX в. Часть 2_ Васильев, Куинджи Презентация Профилактика детского дорожно-транспортного травматизма
Презентация Профилактика детского дорожно-транспортного травматизма Профилактика коронавирусной инфекции
Профилактика коронавирусной инфекции Милосердие, забота о слабых, взаимопомощь
Милосердие, забота о слабых, взаимопомощь Старинные меры длины
Старинные меры длины Крым
Крым Клинико-лабораторные этапы протезирования металлическими штампованными коронками. (Занятие 4)
Клинико-лабораторные этапы протезирования металлическими штампованными коронками. (Занятие 4) Компланарные векторы
Компланарные векторы Презентация : Активные методы обучения
Презентация : Активные методы обучения Использование информационных технологий в работе ДОУ с родителями
Использование информационных технологий в работе ДОУ с родителями Возможности учебных предметов в осознании учащимися ценности здоровья
Возможности учебных предметов в осознании учащимися ценности здоровья Как работает наш организм Диск
Как работает наш организм Диск Нужна ли философия современному человеку
Нужна ли философия современному человеку Трансакционные издержки
Трансакционные издержки Низкопотенциальные внутренние энергоресурсы промышленных предприятий. Определение и классификация
Низкопотенциальные внутренние энергоресурсы промышленных предприятий. Определение и классификация Сердце отдаю детям
Сердце отдаю детям Диффузия
Диффузия С 8 марта
С 8 марта Подсчет запасов и оценка ресурсов нефти и газа
Подсчет запасов и оценка ресурсов нефти и газа Основной пример презентации по результатам практической работы по дисциплине Рынок транспортных услуг
Основной пример презентации по результатам практической работы по дисциплине Рынок транспортных услуг Подготовка к ГИА по географии
Подготовка к ГИА по географии