- Обработка металлов резанием

Содержание
- 2. Режимы резания Скоростью главного движения (V) – называют расстояние, пройденное точкой режущей кромки инструмента в единицу
- 3. Классификация металлорежущих станков По общности технологического метода обработки: Токарные Сверлильные Фрезерные Шлифовальные Расточные Строгальные
- 7. Точение Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при
- 9. Обработка отверстий Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
- 10. Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются
- 11. При протягивании используется сложный дорогостоящий инструмент – протяжка. За каждым формообразующим зубом вдоль протяжки изготавливается ряд
- 13. Фрезерование Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок: многолезвийным режущим инструментом – фрезой. Главным
- 14. Схемы обработки заготовок на станках фрезерной группы
- 15. Шлифование Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала. Абразивные
- 16. Схемы обработки заготовок на станках шлифовальной группы
- 17. Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью, типом связки, твердостью и пр.
- 18. Технологические методы отделочной (финишной) обработки поверхностей деталей машин Хонингование Хонингование применяют для получения поверхностей высокой точности
- 19. Суперфиниширование Суперфиниширование уменьшает шероховатость поверхности, оставшуюся от предыдущей обработки. Получают очень гладкую поверхность, сетчатый рельеф, благоприятные
- 20. Полирование Полированием уменьшают шероховатость поверхности. Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения
- 22. Скачать презентацию
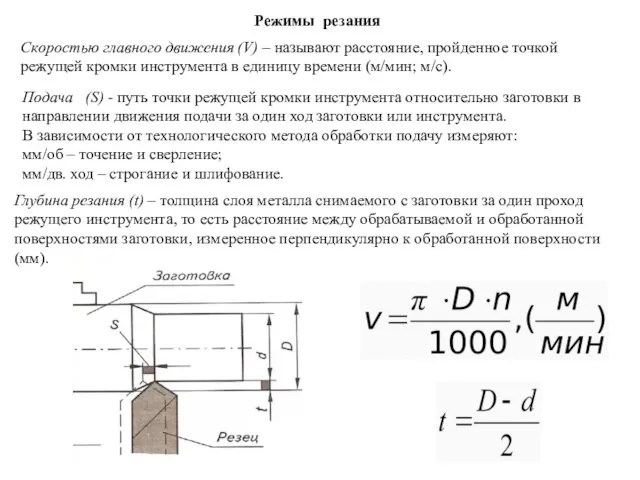
Режимы резания
Скоростью главного движения (V) – называют расстояние, пройденное точкой режущей
Режимы резания
Скоростью главного движения (V) – называют расстояние, пройденное точкой режущей

Классификация металлорежущих станков
По общности технологического метода обработки:
Токарные
Сверлильные
Фрезерные
Шлифовальные
Расточные
Строгальные
Классификация металлорежущих станков
По общности технологического метода обработки:
Токарные
Сверлильные
Фрезерные
Шлифовальные
Расточные
Строгальные



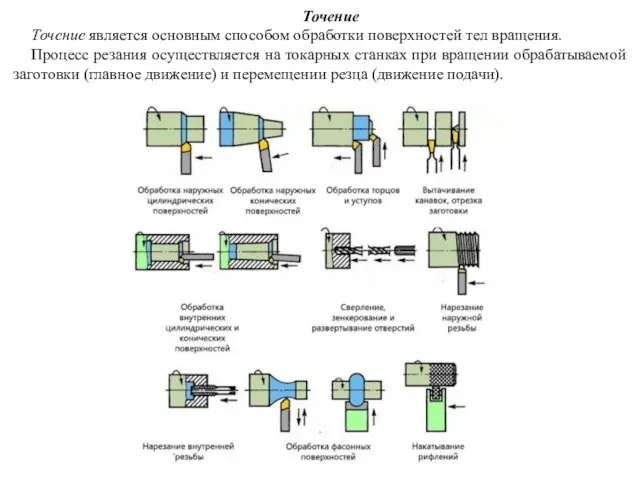
Точение
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на
Точение
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на

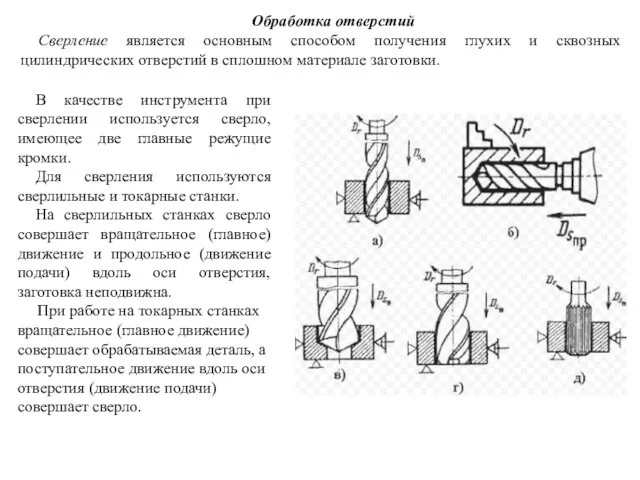
Обработка отверстий
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий
Обработка отверстий
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий
Для получения отверстий более высокой точности и чистоты поверхности после сверления
Для получения отверстий более высокой точности и чистоты поверхности после сверления

При протягивании используется сложный дорогостоящий инструмент – протяжка.
За каждым формообразующим
При протягивании используется сложный дорогостоящий инструмент – протяжка.
За каждым формообразующим

Фрезерование
Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок: многолезвийным режущим
Фрезерование
Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок: многолезвийным режущим
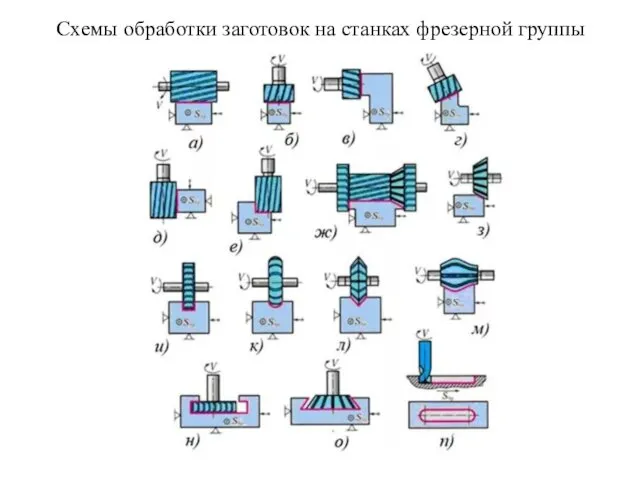
Схемы обработки заготовок на станках фрезерной группы
Схемы обработки заготовок на станках фрезерной группы
Шлифование
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих
Шлифование
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих

Схемы обработки заготовок на станках шлифовальной группы
Схемы обработки заготовок на станках шлифовальной группы

Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью,
Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью,

Технологические методы отделочной (финишной) обработки поверхностей деталей машин
Хонингование
Хонингование применяют для получения
Технологические методы отделочной (финишной) обработки поверхностей деталей машин
Хонингование
Хонингование применяют для получения

Суперфиниширование
Суперфиниширование уменьшает шероховатость поверхности, оставшуюся от предыдущей обработки.
Получают очень гладкую
Суперфиниширование
Суперфиниширование уменьшает шероховатость поверхности, оставшуюся от предыдущей обработки.
Получают очень гладкую

Полирование
Полированием уменьшают шероховатость поверхности.
Этим способом получают зеркальный блеск на ответственных
Полирование
Полированием уменьшают шероховатость поверхности.
Этим способом получают зеркальный блеск на ответственных
 Педагогика: анализ основных теоретических аспектов
Педагогика: анализ основных теоретических аспектов Любимый уголок моей республики
Любимый уголок моей республики Электроизмерительные приборы. 8 класс
Электроизмерительные приборы. 8 класс Highway construction
Highway construction Завершальний етап ліквідації поліомієліту. Перехід до бОПВ
Завершальний етап ліквідації поліомієліту. Перехід до бОПВ Профессия - стропальщик
Профессия - стропальщик Деревенское подворье: Стиль кантри в ландшафтном дизайне.
Деревенское подворье: Стиль кантри в ландшафтном дизайне. Аналоговый датчик линии
Аналоговый датчик линии Проект Фабрика загадок Диск
Проект Фабрика загадок Диск Холецистит у детей
Холецистит у детей Сигналы ограждения на железнодорожном транспорте
Сигналы ограждения на железнодорожном транспорте Столяр
Столяр Василий Андреевич Жуковский (1783-1852)
Василий Андреевич Жуковский (1783-1852) Родительское собрание на тему: Безопасность детей в Интернете
Родительское собрание на тему: Безопасность детей в Интернете Право на образование
Право на образование Учет взносов и отчислений на обязательное социальное медицинское страхование (ОСМС)
Учет взносов и отчислений на обязательное социальное медицинское страхование (ОСМС) Магия в первобытной культуре. Виды, приемы, механизмы
Магия в первобытной культуре. Виды, приемы, механизмы Построение образовательного пространства детей младшего дошкольного возраста в игровой деятельности
Построение образовательного пространства детей младшего дошкольного возраста в игровой деятельности Знаки препинания в сложном предложении
Знаки препинания в сложном предложении Фрезерование. Выбор торцевых фрез
Фрезерование. Выбор торцевых фрез Скрининговые тесты в диагностике состояния системы гемостаза
Скрининговые тесты в диагностике состояния системы гемостаза ГК Стронг. Гипсостружечная плита
ГК Стронг. Гипсостружечная плита Словарь-презентация терминов по морфологии. Именные части речи
Словарь-презентация терминов по морфологии. Именные части речи Шаблон презентации проекта
Шаблон презентации проекта Стихи собственного сочинения учащихся 3 класса Диск
Стихи собственного сочинения учащихся 3 класса Диск Талисманы Олимпиад
Талисманы Олимпиад Формирование чувства цвета у детей дошкольного возраста
Формирование чувства цвета у детей дошкольного возраста Климат Южной Америки.
Климат Южной Америки.