Обработка металлов резанием. Конструкция режущего инструмента. Металлорежущие станки. Основные виды работ презентация
- Обработка металлов резанием. Конструкция режущего инструмента. Металлорежущие станки. Основные виды работ

Содержание
- 2. Схемы обработки заготовок: а –продольным точением; б –поперечным точением; в – растачиванием; г – фрезерованием; д
- 3. Схема деформирования срезаемого слоя и образования стружки Виды стружки: а – элементная; б – ступенчатая; в
- 4. Элементы резания и геометрия срезаемого слоя при точении
- 5. Части и элементы токарного прямого проходного резца Схема процесса образования стружки
- 6. Углы резца в статической системе координат: Dr – движение резания; Ds – движение подачи; Pv –
- 7. Основы токарной обработки металлов Процесс обработки наружной цилиндрической поверхности а) Координатные плоскости и движения при обработке
- 8. Сила резания: а – плоская система сил; б – разложение силы резания на составляющие; Dr –
- 9. Износ и стойкость режущего инструмента: а – износ инструмента (hз) и передней (b) поверхностям; б –
- 10. Источники образования теплоты и ее распределение: Qд – количество теплоты, выделяющееся при пластическом деформировании металла; Qпп
- 11. Параметры режима резания 1. Скоростью главного движения (V) – называют расстояние, пройденное точкой режущей кромки инструмента
- 12. Классификация металлорежущих станков
- 13. Виды работ, выполняемые на станках токарной группы Основные схемы обработки заготовок на универсальном токарно-винторезном станке: а-в
- 14. Токарные резцы: а – проходной прямой; б – проходной отогнутый; в – проходной упорный; г –
- 15. Конструкция токарных резцов 1 2 8 7 6 5 4 3 10 9 11 1 –
- 16. Рабочие приспособления, применяемые в токарных станках: а – трехкулачковый патрон; б – неподвижный центр; в –
- 17. Устройство токарно-винторезного станка: 1 – станина; 2 – передняя тумба; 3 – задняя тумба; 4 –
- 18. Схемы обработки отверстий осевым инструментом а – сверление сквозного отверстия на сверлильном станке; б – сверление
- 19. Схемы обработки поверхностей на сверлильных станках: а – сверление; б – рассверливание; в – зенкерование; г
- 20. Конструкции инструментов для обработки отверстий а – сверло; б – зенкер; в – развертка. t –
- 21. Сверла: а – спиральное; 1 – передняя поверхность; 2 – поперечная кромка; 3 – главная задняя
- 22. Зенкеры, цековки, зенковки, развертки: а – зенкер; б, в – зенковка; г – односторонняя обратная цековка;
- 23. Станки сверлильной группы: а – вертикально-сверлильный станок; б - вертикально-сверлильный станок с ЧПУ; в – радиально-сверлильный
- 24. Схемы обработки заготовок на протяжных станках а, б – протягивание отверстия в детали с необработанным торцом;
- 25. Основные типы протяжек Цилиндрическая протяжка для обработки круглых отверстий состоит из хвостовика 1, шейки 2, переходного
- 26. Основные схемы фрезерования а – схема встречного фрезерования; б – схема попутного фрезерования. Dг – главное
- 27. Обработка плоскостей на горизонтально-фрезерных станках: а – горизонтальных; б – вертикальных; в – наклонных; г –
- 28. Обработка плоскостей на вертикально-фрезерных станках: а – горизонтальных; б – вертикальных; в – наклонных; г –
- 29. Фрезерование пазов: а, б – прямоугольных; в – полукруглых; г – типа «ласточкин хвост»; д –
- 30. Фрезерование фасонных поверхностей: а, б – методом копирования цилиндрической и концевой (пальцевой) фрезой соответственно; в –
- 31. Основные типы фрез 1 – цилиндрическая (а, б); 2 – торцевая (в); 3, 4, 5 –
- 32. Конструкции фрезерного инструмента а) концевая; б) шпоночная; в) торцевая. а) цилиндрическая; б) дисковая; в) угловая; г)
- 33. Станки фрезерной группы: а – горизонтально-фрезерный; б – вертикально-фрезерный; 1 – фундаментная плита; 2 – станина;
- 34. а – растачивание консольным закреплением резца; б – растачивание бор-штангой; в, г – растачивание резцом закрепленным
- 35. Расточные инструменты: а – резец для универсального токарно-винторезного станка: Lт – тело резца; Lг – головка
- 36. а-в – строгание плоских горизонтальных и наклонных поверхностей; г, д – строгание пазов и рифлений; е
- 37. Строгальный резец: а – изгиб токарного резца; б – изгиб строгального резца; Dr – движение резания;
- 38. Схемы круглого наружного шлифования в центрах: а – многопроходное; б – глубинное; в, г – с
- 39. Схемы круглого наружного бесцентрового шлифования: а – с продольной подачей; б – с поворотом направляющей линейки;
- 40. Схемы круглого внутреннего шлифования: а, б – соответственно одно- и многопроходное с продольной подачей; в, г
- 41. Схемы внутреннего бесцентрового шлифования: а – с установкой на двух роликах; б – с установкой на
- 42. Схемы внутреннего планетарного шлифования: а, б – соответственно много- и однопроходное с продольной подачей; в –
- 43. Схемы плоского шлифования: а – периферией круга с продольной, поперечной и вертикальной подачами; б – периферией
- 46. Скачать презентацию
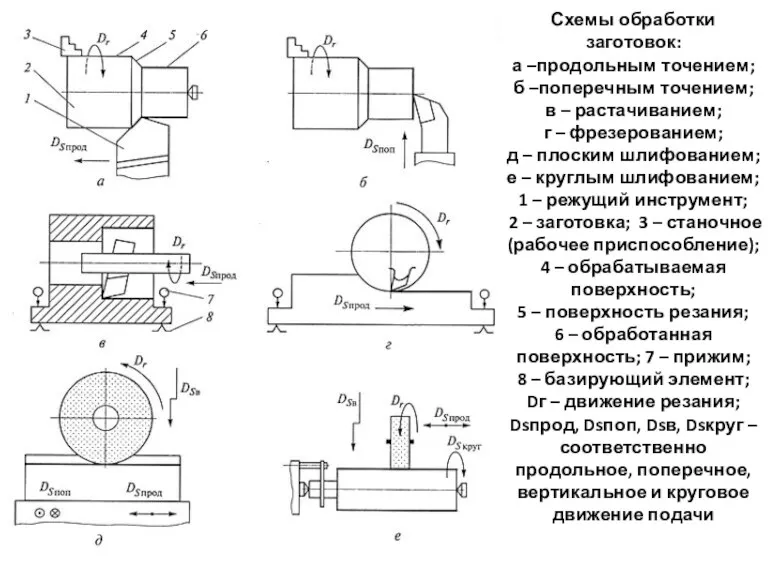
Схемы обработки заготовок:
а –продольным точением;
б –поперечным точением;
в – растачиванием;
Схемы обработки заготовок:
а –продольным точением;
б –поперечным точением;
в – растачиванием;
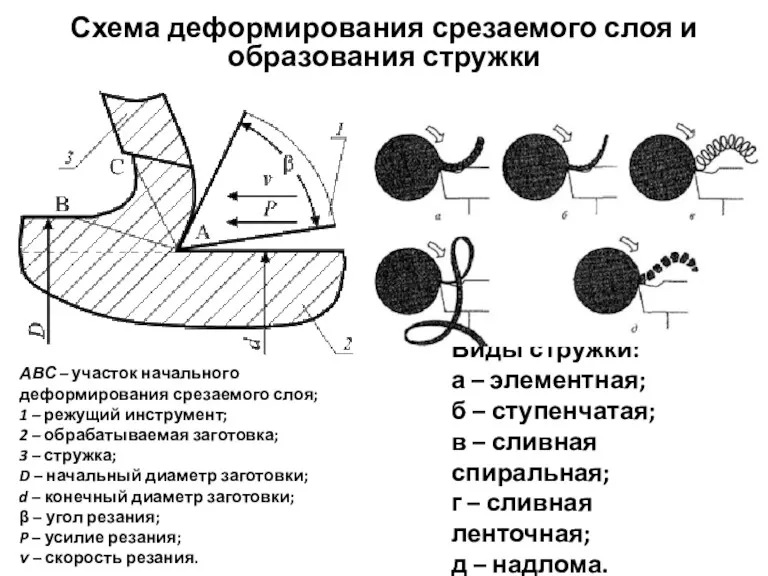
Схема деформирования срезаемого слоя и образования стружки
Виды стружки:
а – элементная;
б –
Схема деформирования срезаемого слоя и образования стружки
Виды стружки:
а – элементная;
б –
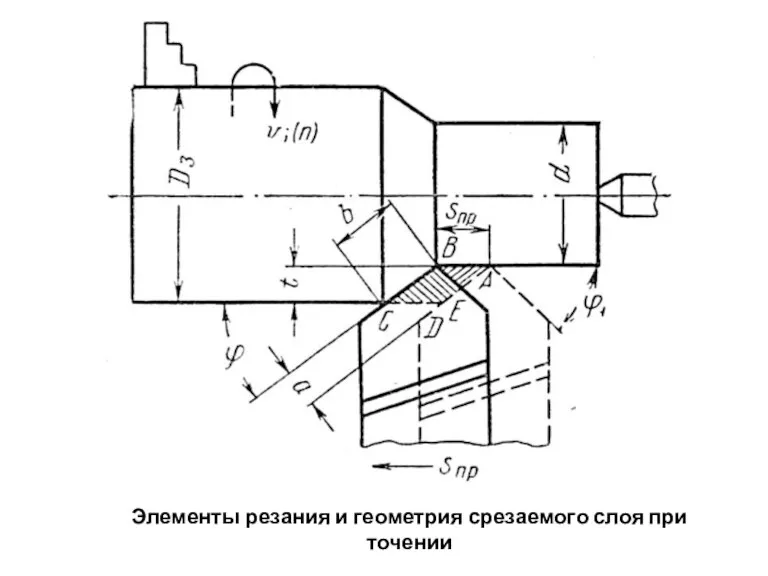
Элементы резания и геометрия срезаемого слоя при точении
Элементы резания и геометрия срезаемого слоя при точении

Части и элементы токарного прямого проходного резца
Схема процесса образования стружки
Части и элементы токарного прямого проходного резца
Схема процесса образования стружки
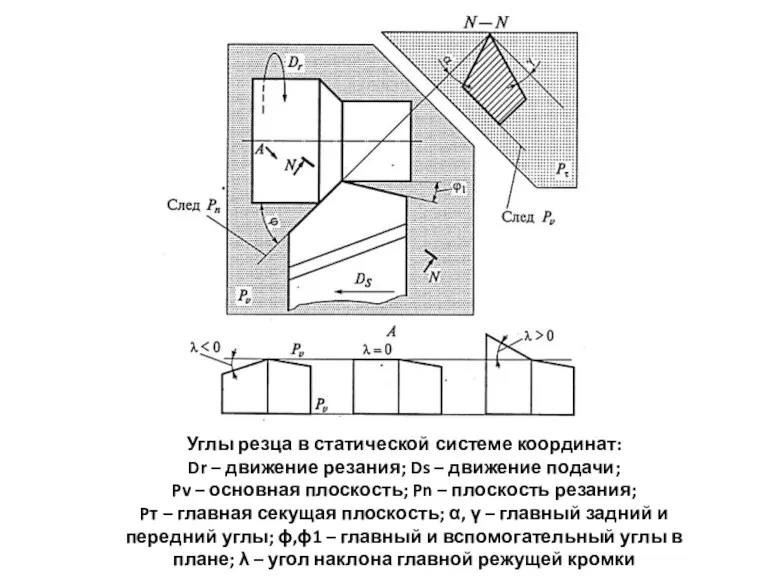
Углы резца в статической системе координат:
Dr – движение резания; Ds –
Углы резца в статической системе координат:
Dr – движение резания; Ds –

Основы токарной обработки металлов
Процесс обработки
наружной цилиндрической поверхности
а) Координатные плоскости и движения
Основы токарной обработки металлов
Процесс обработки
наружной цилиндрической поверхности
а) Координатные плоскости и движения
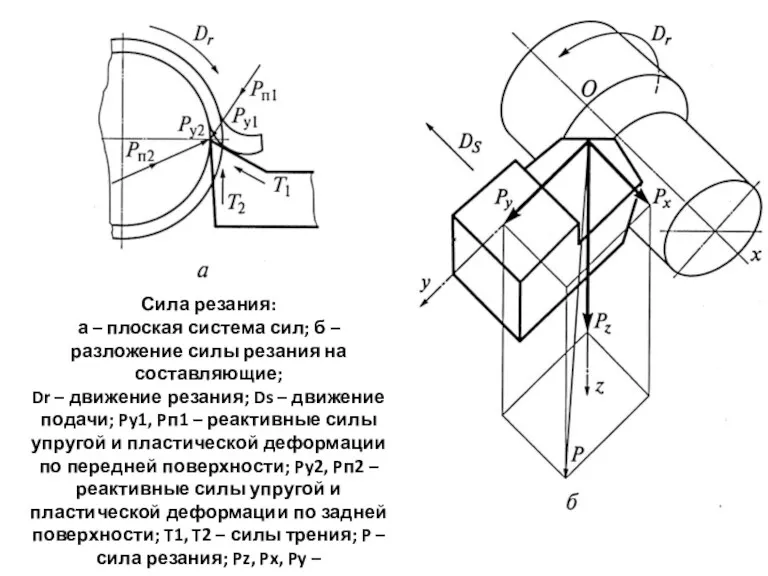
Сила резания:
а – плоская система сил; б – разложение силы резания
Сила резания:
а – плоская система сил; б – разложение силы резания
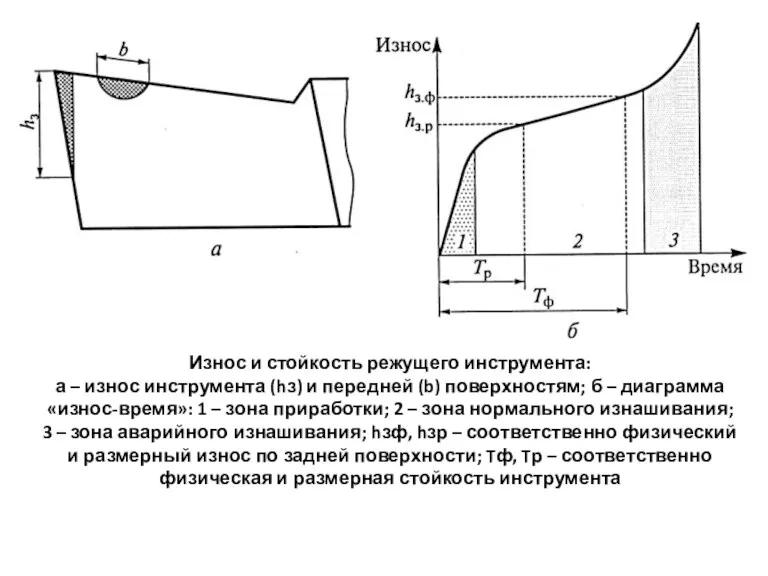
Износ и стойкость режущего инструмента:
а – износ инструмента (hз) и передней
Износ и стойкость режущего инструмента:
а – износ инструмента (hз) и передней

Источники образования теплоты и ее распределение:
Qд – количество теплоты, выделяющееся при
Источники образования теплоты и ее распределение:
Qд – количество теплоты, выделяющееся при
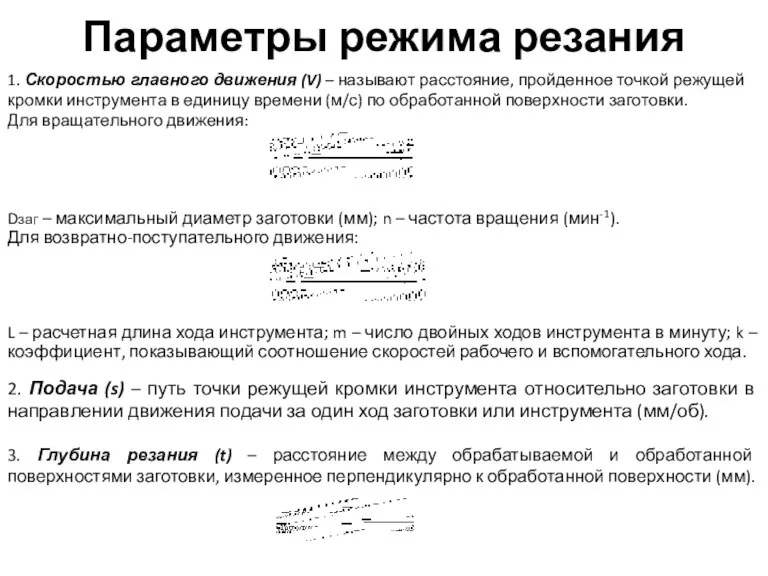
Параметры режима резания
1. Скоростью главного движения (V) – называют расстояние, пройденное
Параметры режима резания
1. Скоростью главного движения (V) – называют расстояние, пройденное

Классификация металлорежущих станков
Классификация металлорежущих станков

Виды работ, выполняемые на станках токарной группы
Основные схемы обработки заготовок на
Виды работ, выполняемые на станках токарной группы
Основные схемы обработки заготовок на
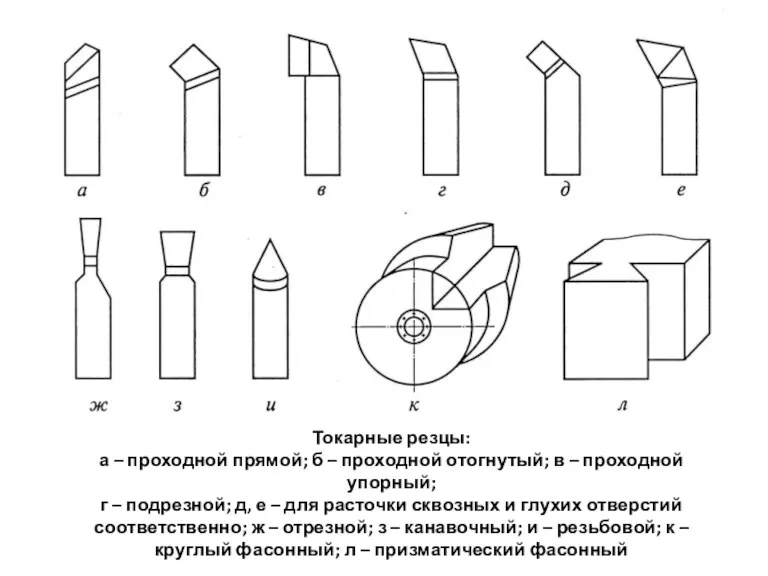
Токарные резцы:
а – проходной прямой; б – проходной отогнутый; в –
Токарные резцы:
а – проходной прямой; б – проходной отогнутый; в –

Конструкция токарных резцов
1
2
8
7
6
5
4
3
10
9
11
1 – отрезной (прорезной резец);
2 – резьбовой резец;
3 –
Конструкция токарных резцов
1
2
8
7
6
5
4
3
10
9
11
1 – отрезной (прорезной резец);
2 – резьбовой резец;
3 –
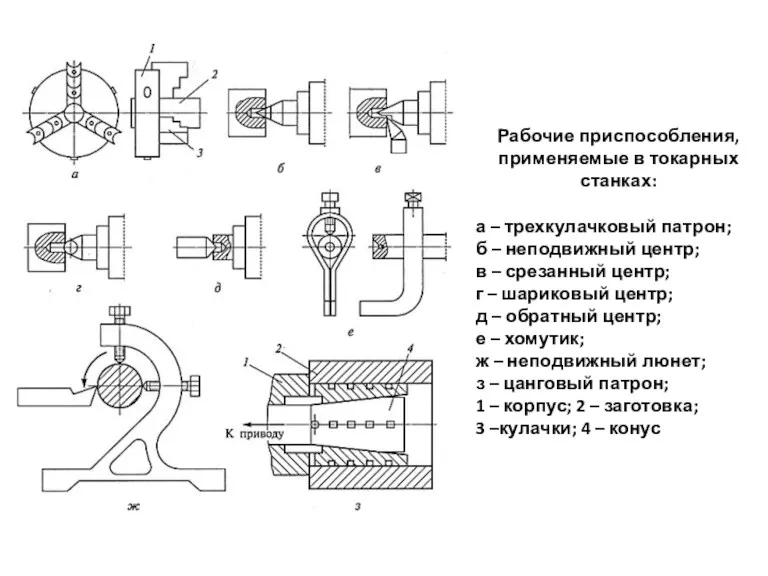
Рабочие приспособления, применяемые в токарных станках:
а – трехкулачковый патрон;
б –
Рабочие приспособления, применяемые в токарных станках:
а – трехкулачковый патрон;
б –
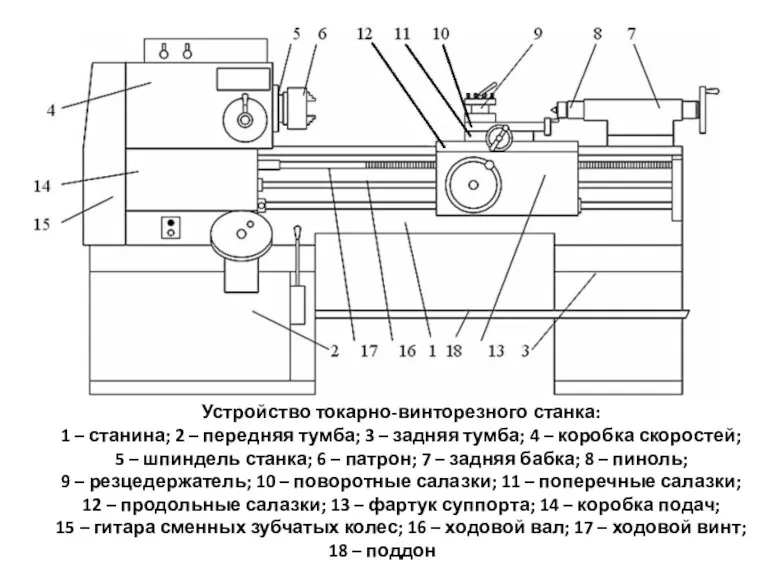
Устройство токарно-винторезного станка:
1 – станина; 2 – передняя тумба; 3 –
Устройство токарно-винторезного станка:
1 – станина; 2 – передняя тумба; 3 –

Схемы обработки отверстий осевым инструментом
а – сверление сквозного отверстия на сверлильном
Схемы обработки отверстий осевым инструментом
а – сверление сквозного отверстия на сверлильном
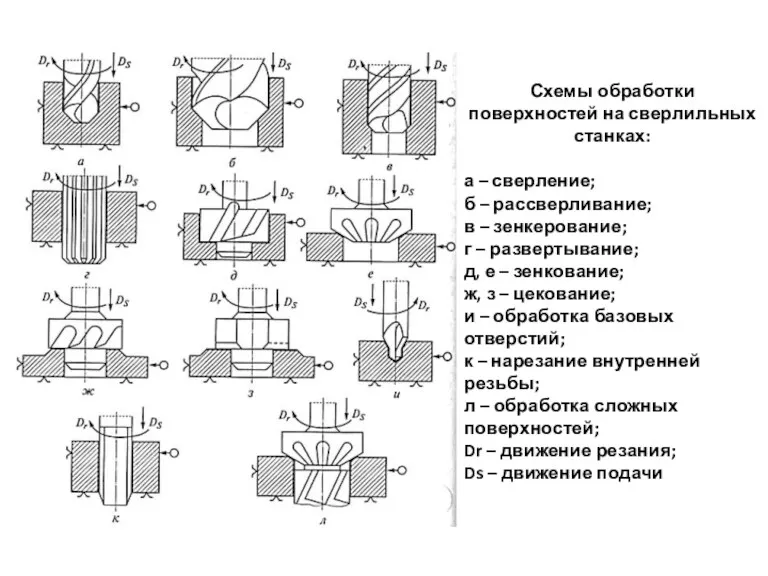
Схемы обработки поверхностей на сверлильных станках:
а – сверление;
б – рассверливание;
в
Схемы обработки поверхностей на сверлильных станках:
а – сверление;
б – рассверливание;
в

Конструкции инструментов
для обработки отверстий
а – сверло;
б – зенкер;
в – развертка.
t –
Конструкции инструментов
для обработки отверстий
а – сверло;
б – зенкер;
в – развертка.
t –
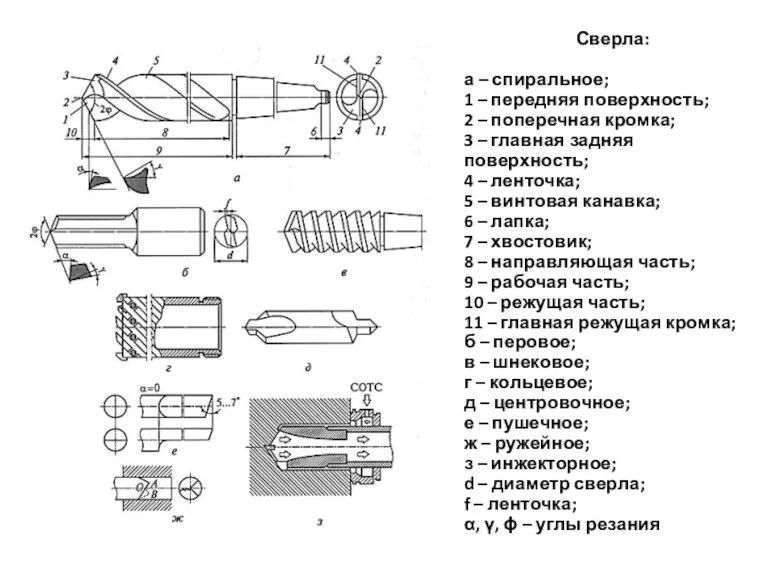
Сверла:
а – спиральное;
1 – передняя поверхность;
2 – поперечная кромка;
3 –
Сверла:
а – спиральное;
1 – передняя поверхность;
2 – поперечная кромка;
3 –
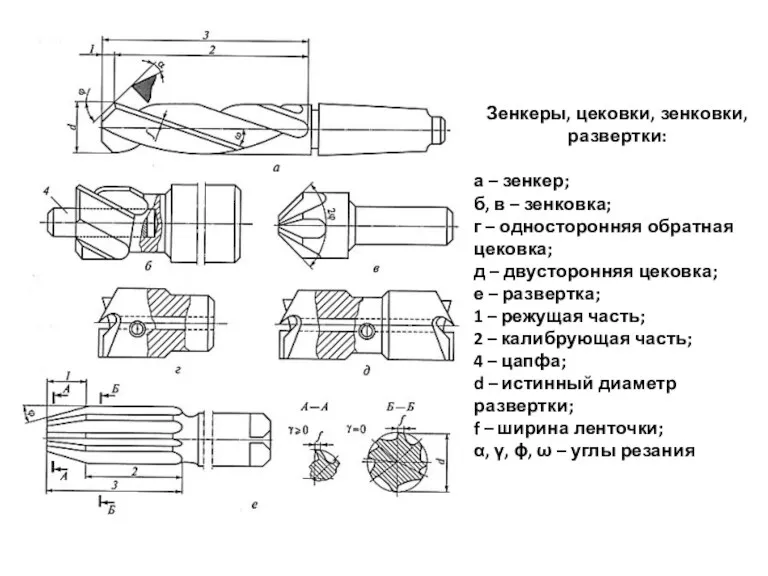
Зенкеры, цековки, зенковки, развертки:
а – зенкер;
б, в – зенковка;
г – односторонняя
Зенкеры, цековки, зенковки, развертки:
а – зенкер;
б, в – зенковка;
г – односторонняя
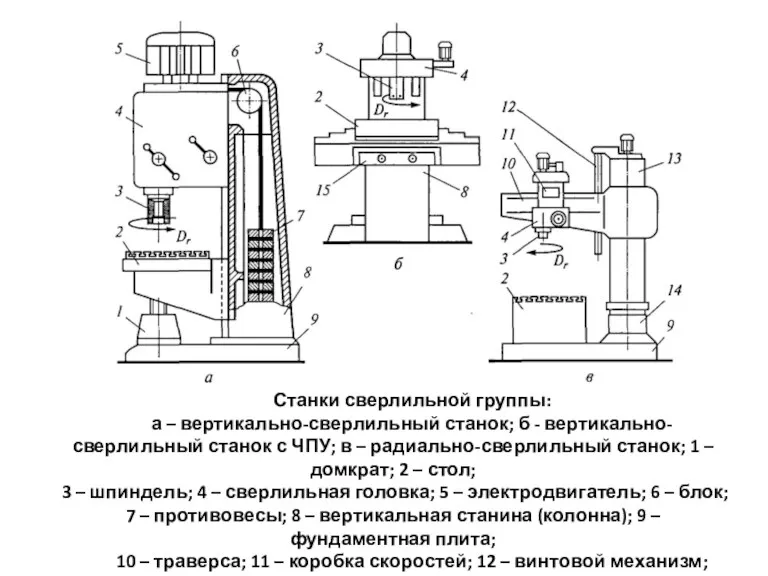
Станки сверлильной группы:
а – вертикально-сверлильный станок; б - вертикально-сверлильный станок с
Станки сверлильной группы:
а – вертикально-сверлильный станок; б - вертикально-сверлильный станок с

Схемы обработки заготовок на протяжных станках
а, б – протягивание отверстия в
Схемы обработки заготовок на протяжных станках
а, б – протягивание отверстия в

Основные типы протяжек
Цилиндрическая протяжка для обработки круглых отверстий состоит из хвостовика
Основные типы протяжек
Цилиндрическая протяжка для обработки круглых отверстий состоит из хвостовика

Основные схемы фрезерования
а – схема встречного фрезерования;
б – схема попутного фрезерования.
Dг
Основные схемы фрезерования
а – схема встречного фрезерования;
б – схема попутного фрезерования.
Dг
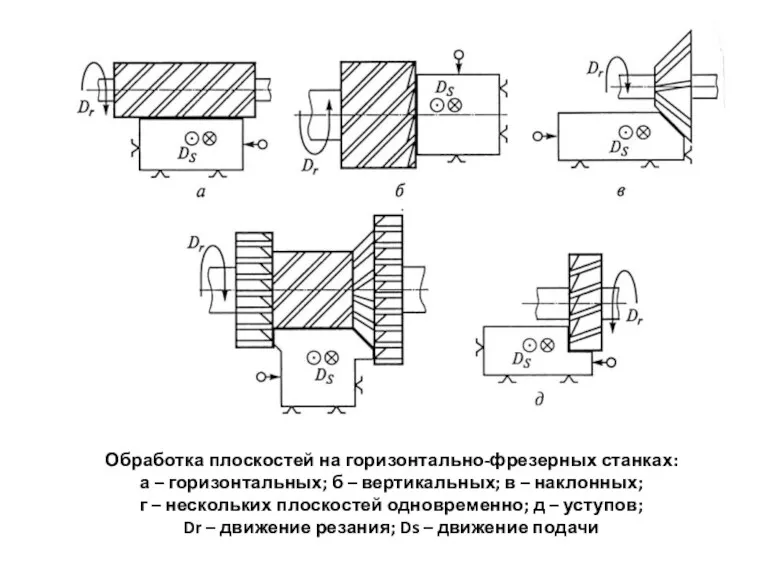
Обработка плоскостей на горизонтально-фрезерных станках:
а – горизонтальных; б – вертикальных; в
Обработка плоскостей на горизонтально-фрезерных станках:
а – горизонтальных; б – вертикальных; в
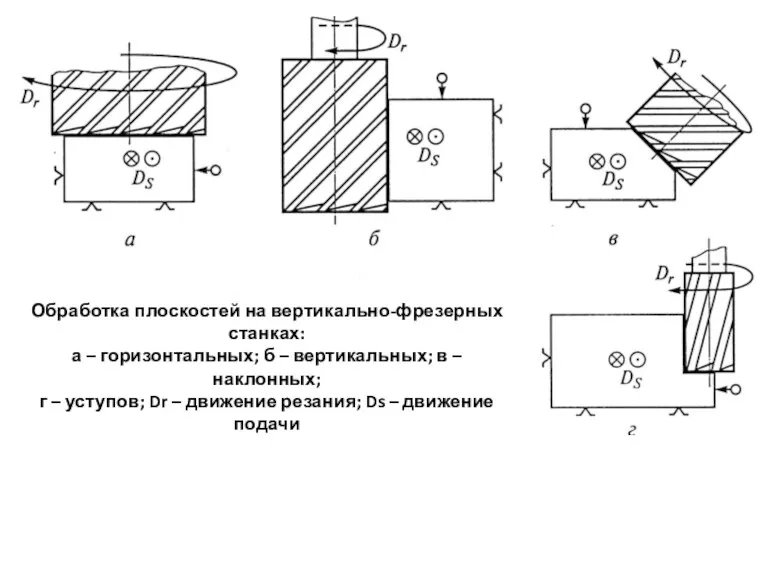
Обработка плоскостей на вертикально-фрезерных станках:
а – горизонтальных; б – вертикальных; в
Обработка плоскостей на вертикально-фрезерных станках:
а – горизонтальных; б – вертикальных; в
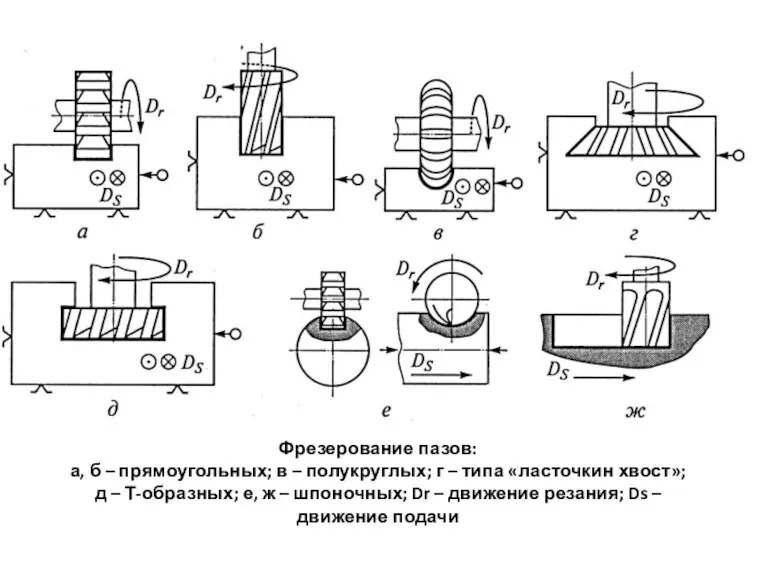
Фрезерование пазов:
а, б – прямоугольных; в – полукруглых; г – типа
Фрезерование пазов:
а, б – прямоугольных; в – полукруглых; г – типа
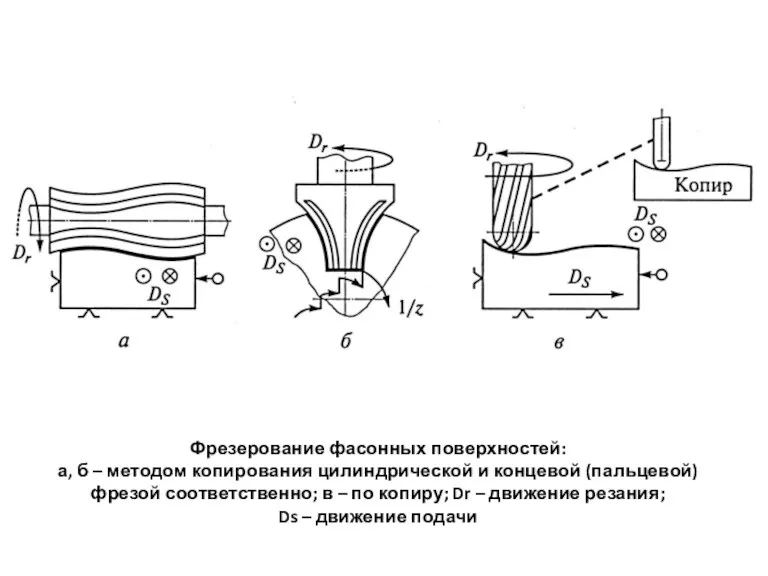
Фрезерование фасонных поверхностей:
а, б – методом копирования цилиндрической и концевой (пальцевой)
Фрезерование фасонных поверхностей:
а, б – методом копирования цилиндрической и концевой (пальцевой)

Основные типы фрез
1 – цилиндрическая (а, б);
2 – торцевая (в);
3, 4,
Основные типы фрез
1 – цилиндрическая (а, б);
2 – торцевая (в);
3, 4,

Конструкции фрезерного инструмента
а) концевая;
б) шпоночная;
в) торцевая.
а) цилиндрическая;
б) дисковая;
в) угловая;
г) фасонная.
Конструкции фрезерного инструмента
а) концевая;
б) шпоночная;
в) торцевая.
а) цилиндрическая;
б) дисковая;
в) угловая;
г) фасонная.
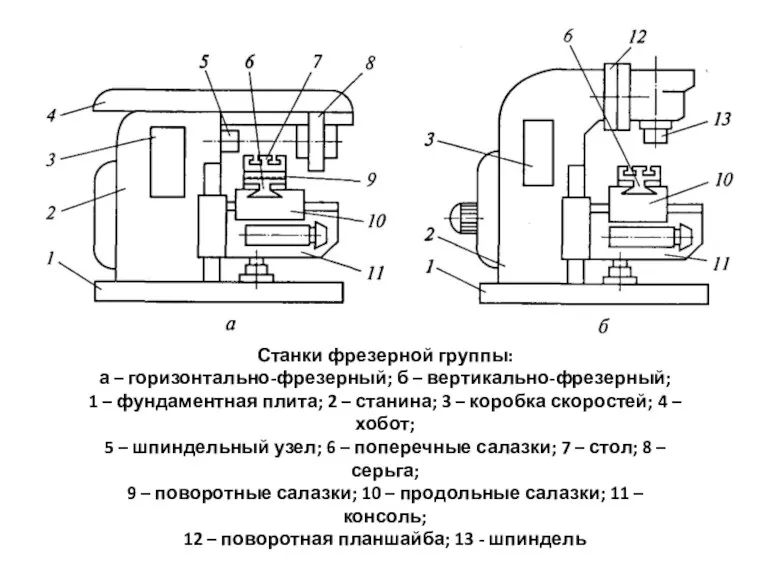
Станки фрезерной группы:
а – горизонтально-фрезерный; б – вертикально-фрезерный;
1 – фундаментная плита;
Станки фрезерной группы:
а – горизонтально-фрезерный; б – вертикально-фрезерный;
1 – фундаментная плита;

а – растачивание консольным закреплением резца;
б – растачивание бор-штангой;
в, г –
а – растачивание консольным закреплением резца; б – растачивание бор-штангой; в, г –
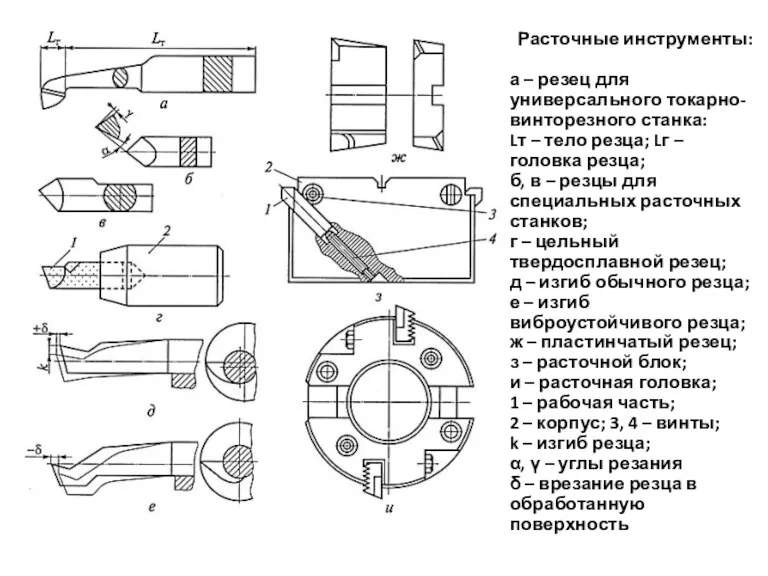
Расточные инструменты:
а – резец для универсального токарно-винторезного станка:
Lт – тело
Расточные инструменты:
а – резец для универсального токарно-винторезного станка:
Lт – тело

а-в – строгание плоских горизонтальных и наклонных поверхностей;
г, д – строгание
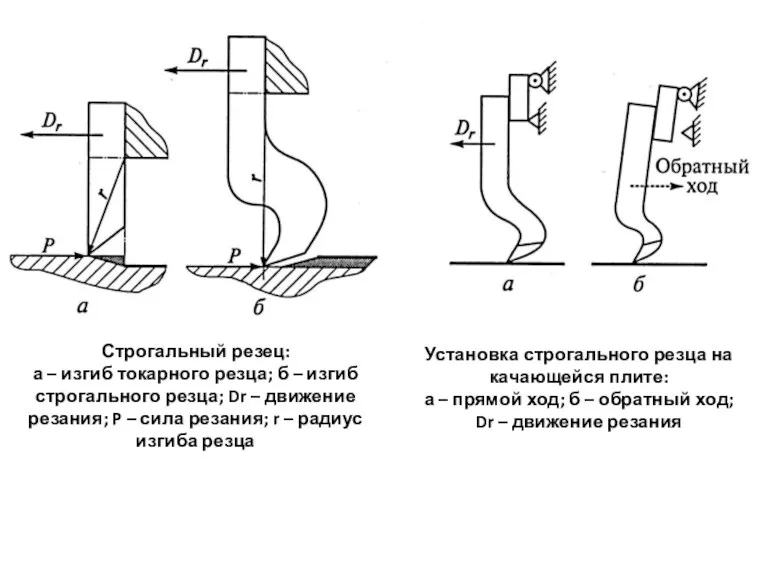
Строгальный резец:
а – изгиб токарного резца; б – изгиб строгального резца;
Строгальный резец:
а – изгиб токарного резца; б – изгиб строгального резца;
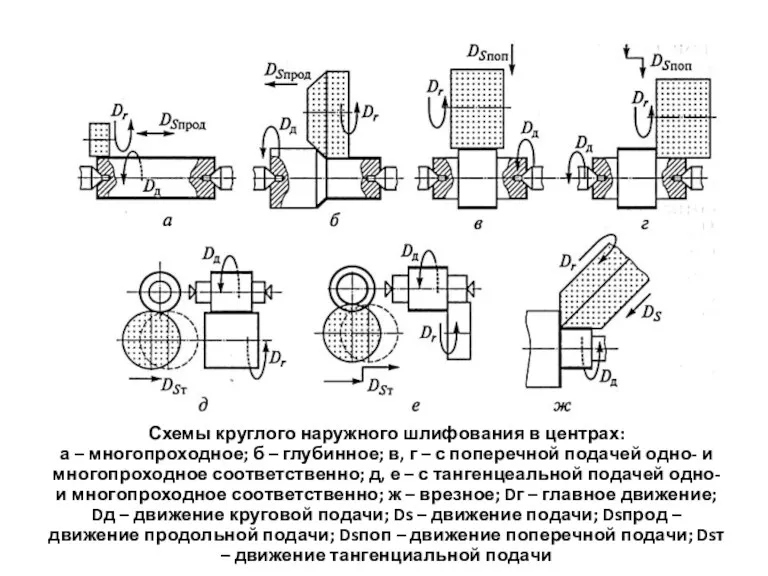
Схемы круглого наружного шлифования в центрах:
а – многопроходное; б – глубинное;
Схемы круглого наружного шлифования в центрах:
а – многопроходное; б – глубинное;
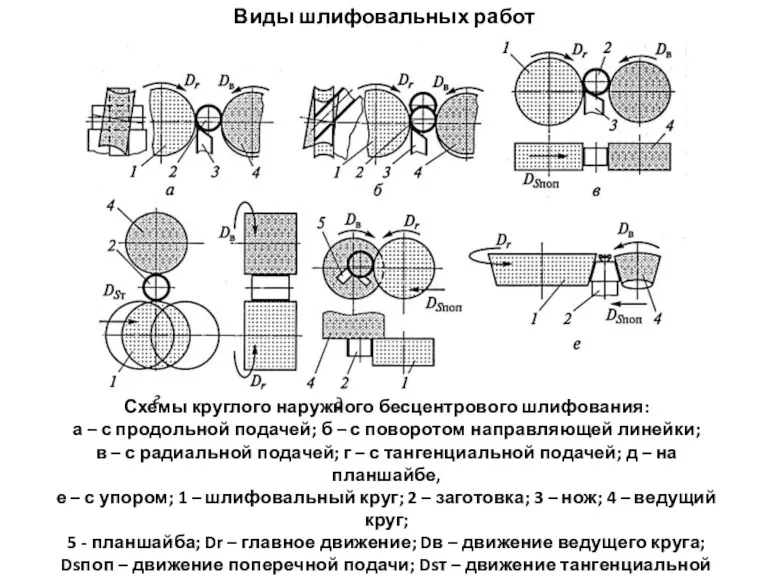
Схемы круглого наружного бесцентрового шлифования:
а – с продольной подачей; б –
Схемы круглого наружного бесцентрового шлифования:
а – с продольной подачей; б –
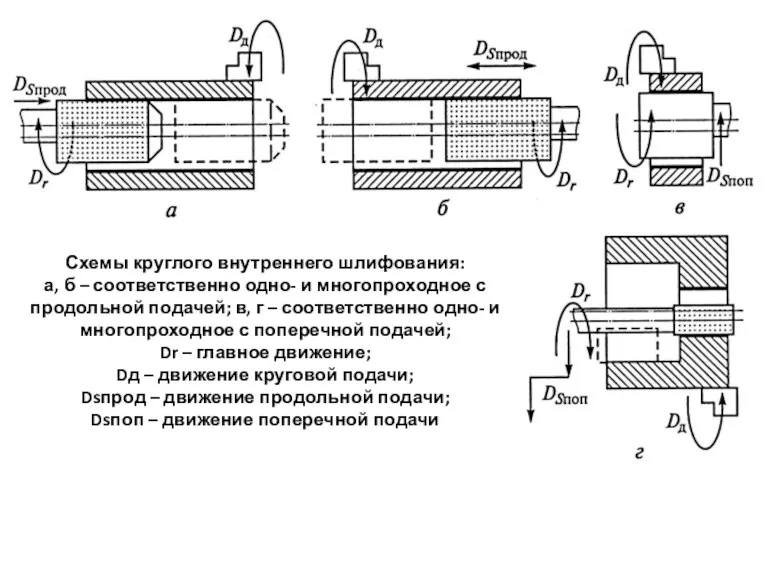
Схемы круглого внутреннего шлифования:
а, б – соответственно одно- и многопроходное с
Схемы круглого внутреннего шлифования:
а, б – соответственно одно- и многопроходное с
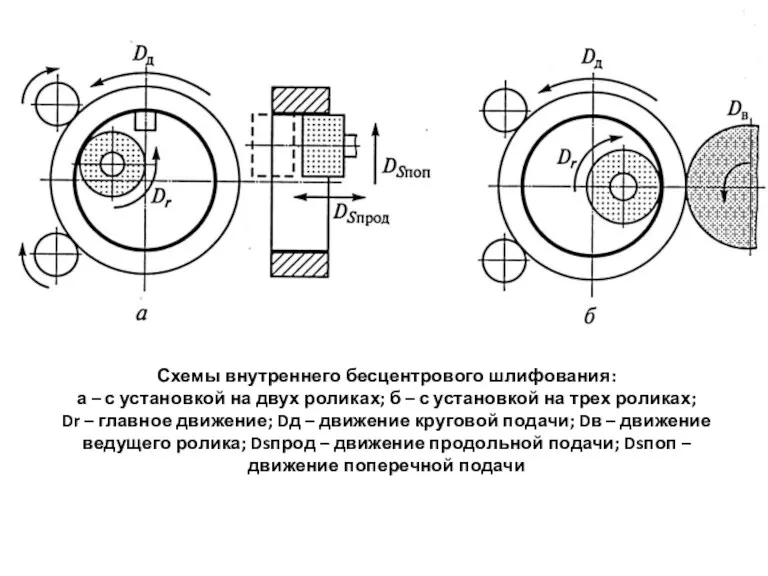
Схемы внутреннего бесцентрового шлифования:
а – с установкой на двух роликах; б
Схемы внутреннего бесцентрового шлифования:
а – с установкой на двух роликах; б
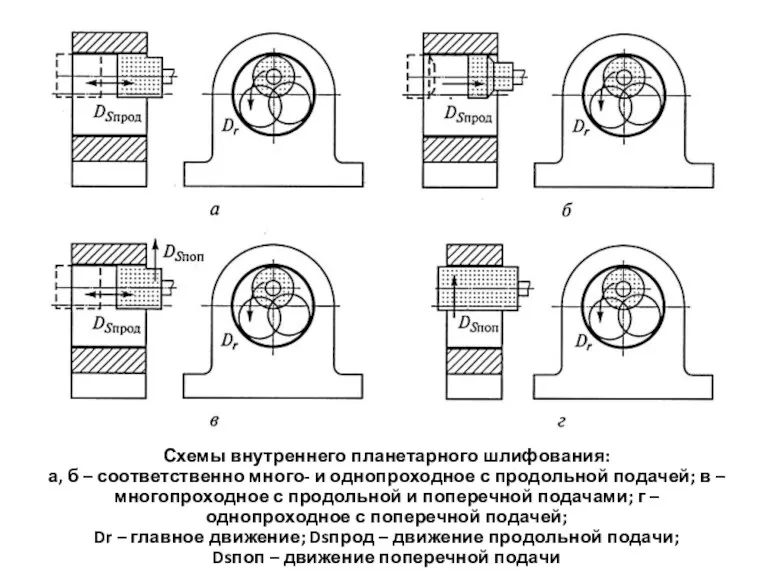
Схемы внутреннего планетарного шлифования:
а, б – соответственно много- и однопроходное с
Схемы внутреннего планетарного шлифования:
а, б – соответственно много- и однопроходное с
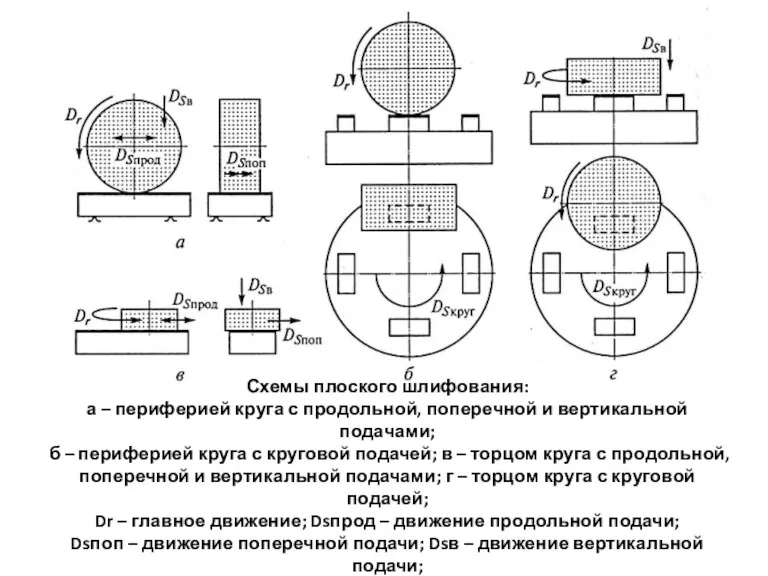
Схемы плоского шлифования:
а – периферией круга с продольной, поперечной и вертикальной
Схемы плоского шлифования:
а – периферией круга с продольной, поперечной и вертикальной

 Экономическая психология
Экономическая психология Планирование работы по коррекции различных форм дисграфии
Планирование работы по коррекции различных форм дисграфии Метеовеличины. Атмосферное давление
Метеовеличины. Атмосферное давление Применение производной для решения задач
Применение производной для решения задач Охраняемые животные Крыма
Охраняемые животные Крыма Е. Благинина Кукушка и Котёнок
Е. Благинина Кукушка и Котёнок Учебно-методические комплексы для начальной школы
Учебно-методические комплексы для начальной школы Добро и зло
Добро и зло Ипотека для молодых учителей
Ипотека для молодых учителей Урок-проект: Прямое плетение из бумаги
Урок-проект: Прямое плетение из бумаги Объект уголовного правонарушения
Объект уголовного правонарушения От героев былых времен... Презентация для классного часа
От героев былых времен... Презентация для классного часа Дзержинский Феликс Эдмундович
Дзержинский Феликс Эдмундович Презентация к 200 юбилею М.Ю. Лермонтова
Презентация к 200 юбилею М.Ю. Лермонтова Технологии разработки Internet-приложений
Технологии разработки Internet-приложений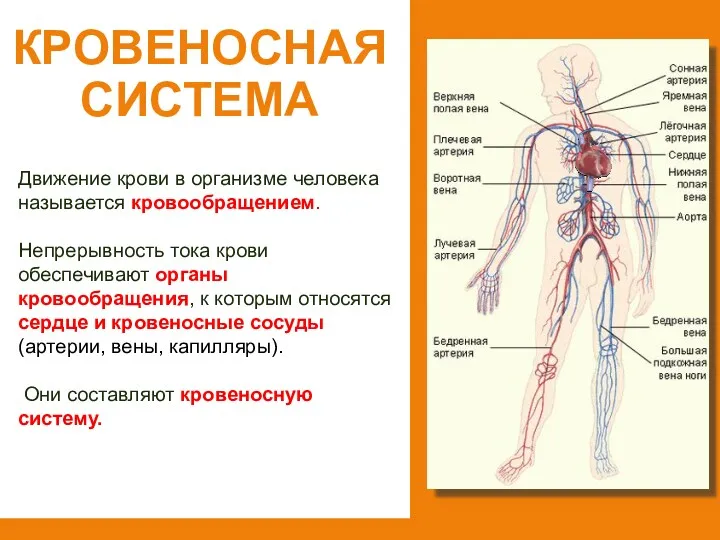 Кровеносная система
Кровеносная система Киберпреступность
Киберпреступность Тушение пожаров на железнодорожном транспорте
Тушение пожаров на железнодорожном транспорте Реклама и PR в комплексе интегрированных коммуникаций
Реклама и PR в комплексе интегрированных коммуникаций Моделирование процессов разработки нефтяного месторождения
Моделирование процессов разработки нефтяного месторождения Механизм поддержания равновесия в модели IS–LM посредством мостиков, связывающих рынки товаров и денег
Механизм поддержания равновесия в модели IS–LM посредством мостиков, связывающих рынки товаров и денег Кл.час с использованием проектной деятельности Тема: Люблю березку русскую
Кл.час с использованием проектной деятельности Тема: Люблю березку русскую Технология 3D - MID
Технология 3D - MID Измерение углов. Транспортир.
Измерение углов. Транспортир. Презентация проекта Моя семья - моя радость!
Презентация проекта Моя семья - моя радость! Из истории пионерской организации Красноэховской школы
Из истории пионерской организации Красноэховской школы Нейроэндокринные опухоли поджелудочной железы
Нейроэндокринные опухоли поджелудочной железы Система счисления
Система счисления