- Обработка наружных цилиндрических поверхностей

Содержание
- 2. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ При токарной обработке цилиндрических поверхностей предъявляются следующие требования: - прямолинейность образующей; -цилиндричность
- 3. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
- 4. Основные операции : черновое обтачивание (срезается основная часть припуска и точность размеров не превышает 12— 13-го
- 8. Способы закрепления заготовок в патроне. 1) при закреплении короткой заготовки только в патроне при соотношении длины
- 9. При наружном обтачивании заготовок выполняют следующие операции: 1)отрезание части заготовки под размер готовой детали с учетом
- 10. Установка резца Нужно точно осуществить установку резца. При этом его выступающая часть не может быть больше
- 11. Для закрепления резцов широко применяются болты (не меньше чем 2). При этом они должны фиксироваться равномерно,
- 12. КОНТРОЛЬ НАРУЖНОГО ДИАМЕТРА а — штангенциркулем, б — микрометром, в — калибром-скобой
- 13. Контроль наружных цилиндрических поверхностей Для проверки точности выполняемых размеров применяются различные измерительные инструменты. При выполнении токарных
- 14. Контроль наружных цилиндрических поверхностей Для измерения с точностью до 0,01 мм применяют микрометры. Не допускается измерение
- 16. Скачать презентацию
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
При токарной обработке цилиндрических поверхностей предъявляются следующие требования:
-
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
При токарной обработке цилиндрических поверхностей предъявляются следующие требования:
-

ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Основные операции :
черновое обтачивание (срезается основная часть припуска и точность
Основные операции :
черновое обтачивание (срезается основная часть припуска и точность

Способы закрепления заготовок
в патроне.
1) при закреплении короткой заготовки только в
Способы закрепления заготовок
в патроне.
1) при закреплении короткой заготовки только в
При наружном обтачивании заготовок выполняют следующие операции:
1)отрезание части заготовки под размер
При наружном обтачивании заготовок выполняют следующие операции:
1)отрезание части заготовки под размер
Установка резца
Нужно точно осуществить установку резца. При этом его выступающая часть
Установка резца
Нужно точно осуществить установку резца. При этом его выступающая часть
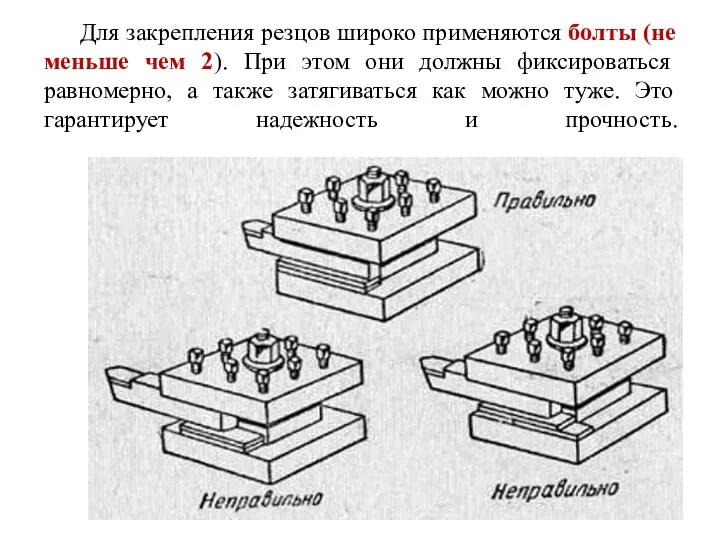
Для закрепления резцов широко применяются болты (не меньше чем 2). При
Для закрепления резцов широко применяются болты (не меньше чем 2). При
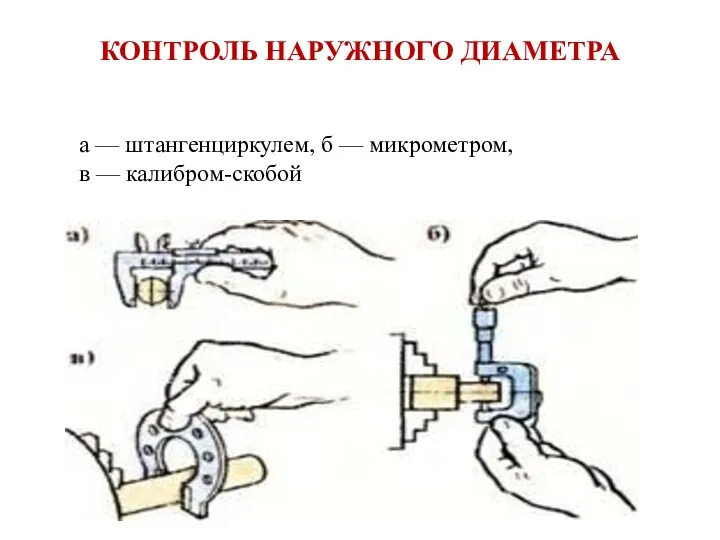
КОНТРОЛЬ НАРУЖНОГО ДИАМЕТРА
а — штангенциркулем, б — микрометром,
в — калибром-скобой
КОНТРОЛЬ НАРУЖНОГО ДИАМЕТРА
а — штангенциркулем, б — микрометром,
в — калибром-скобой
Контроль наружных цилиндрических поверхностей
Для проверки точности выполняемых размеров применяются различные измерительные
Контроль наружных цилиндрических поверхностей
Для проверки точности выполняемых размеров применяются различные измерительные
Контроль наружных цилиндрических поверхностей
Для измерения с точностью до 0,01 мм применяют
Контроль наружных цилиндрических поверхностей
Для измерения с точностью до 0,01 мм применяют
 Правила выкладывания углов. Керамический конструктор Мини Мастер
Правила выкладывания углов. Керамический конструктор Мини Мастер Сценарий внеклассного мероприятия посвященного Дню Матери.
Сценарий внеклассного мероприятия посвященного Дню Матери. Нетрадиционные уроки как средство повышения интереса к изучаемому предмету.
Нетрадиционные уроки как средство повышения интереса к изучаемому предмету. Проектирование дополнительных рабочих органов плуга
Проектирование дополнительных рабочих органов плуга Рекрутмент-маневр показания и методики
Рекрутмент-маневр показания и методики Культурное пространство Европы и культура Руси
Культурное пространство Европы и культура Руси Государственные и муниципальные унитарные предприятия
Государственные и муниципальные унитарные предприятия Пилотный проект. Город Пермь
Пилотный проект. Город Пермь Методы простых средних и скользящих средних
Методы простых средних и скользящих средних Ислам. Основные идеи ислама
Ислам. Основные идеи ислама Тренажёр для сдающих ЕГЭ по английскому языку
Тренажёр для сдающих ЕГЭ по английскому языку Бурение и освоение нефтяных и газовых скважин
Бурение и освоение нефтяных и газовых скважин Автоматизированные системы технологической подготовки производства (АСТПП)
Автоматизированные системы технологической подготовки производства (АСТПП) Вторая мировая: современные информационные возможности и организация проектной и исследовательской деятельности обучающихся
Вторая мировая: современные информационные возможности и организация проектной и исследовательской деятельности обучающихся Деньги и их роль в экономике
Деньги и их роль в экономике Основы эксплуатации строительных машин. Тема 9
Основы эксплуатации строительных машин. Тема 9 Чуковский Загадки
Чуковский Загадки Расчет железобетонных конструкций по второй группе предельных состояний
Расчет железобетонных конструкций по второй группе предельных состояний Aluminium – the Most Abundant Metals
Aluminium – the Most Abundant Metals Переливание крови
Переливание крови Практика 2017 года. Взаимодействие студентов с отделом практики
Практика 2017 года. Взаимодействие студентов с отделом практики Техническое обслуживание тормозных систем современных автомобилей
Техническое обслуживание тормозных систем современных автомобилей dobro_i_zlo
dobro_i_zlo Материалы и текстуры в Blender. Параграф 24
Материалы и текстуры в Blender. Параграф 24 Разработка фирменного стиля и логотипа компании. Создание упаковки лекарственных препаратов. Реклама лекарственных средств
Разработка фирменного стиля и логотипа компании. Создание упаковки лекарственных препаратов. Реклама лекарственных средств обобщающий урок по теме Углеводороды
обобщающий урок по теме Углеводороды Пётр Великий
Пётр Великий Организация спортивно-оздоровительных мероприятий для пожилых людей
Организация спортивно-оздоровительных мероприятий для пожилых людей