- Обработка поверхностей без снятия стружки

Содержание
- 2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ Сущность процесса Изменение формы и размеров без разрушения путем перераспределения металла
- 3. Калибрование и дорнование — перемещение (проталкивание) шарика или специальной оправки через отверстие Инструмент сглаживает микронеровности, упрочняет
- 4. Осадка – используется для: - увеличения наружного диаметра сплошных и полых деталей, - уменьшения внутреннего диаметра
- 5. Вдавливание - высота детали не изменяется, увеличение ее диаметра происходит за счет выдавливания металла из нерабочей
- 6. Обжатие - восстановление детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров, которые не имеют
- 7. Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной поверхности детали. Способ позволяет увеличивать
- 8. Электромеханическая обработка – восстанавливают поверхности деталей неподвижных сопряжений. Процесс состоит из двух операций: высадки металла, сглаживания
- 9. Восстановление формы деталей Во время эксплуатации у многих деталей (валы, оси, рычаги, рамы, балки, и др.)
- 10. Правка в холодном состоянии - валы диаметром до 200 мм, с прогибом не более 1 мм
- 11. Недостатки механической холодной правки: - опасность обратного действия, - снижения усталостной прочности и несущей способности детали.
- 12. Правка наклепом (чеканкой) обладает простотой и небольшой трудоемкостью. При чеканке достигаются: - высокое качество правки детали,
- 13. Термический способ правки заключается в нагревании ограниченных участков детали (вала) с выпуклой стороны. Эффективность правки зависит
- 14. Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина их стенок не превышает 1
- 15. Восстановление механических свойств деталей поверхностным пластическим деформированием (ППД) Это вид обработки давлением, при которой с помощью
- 16. ППД цилиндрических отверстий и наружных цилиндрических поверхностей обкатывание (раскатывание) осуществляется роликовым инструментом раскатками и применяется для
- 17. Режимы обработки: - скорость обкатывания — 60... 100 м/мин; - осевая подача 0,1...0,4 мм/об; - усилие
- 19. Скачать презентацию
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Сущность процесса
Изменение формы и размеров без разрушения
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Сущность процесса
Изменение формы и размеров без разрушения
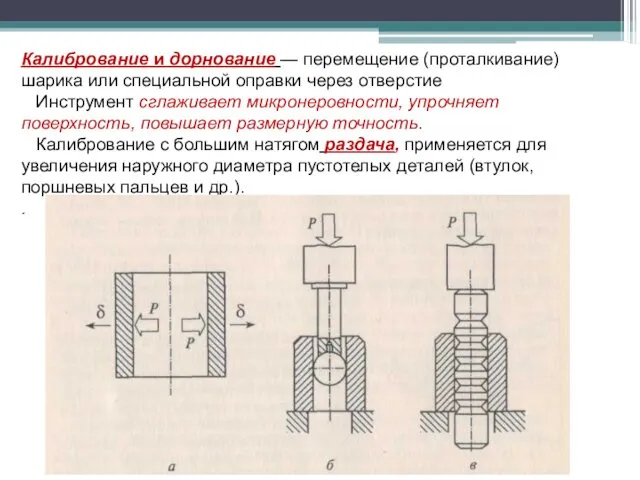
Калибрование и дорнование — перемещение (проталкивание) шарика или специальной оправки через
Калибрование и дорнование — перемещение (проталкивание) шарика или специальной оправки через
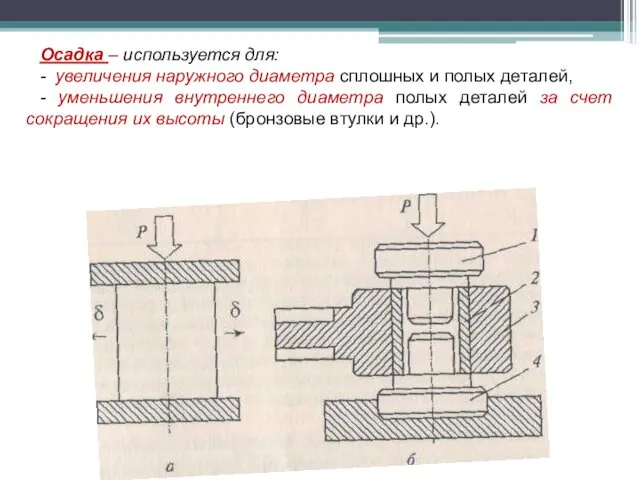
Осадка – используется для:
- увеличения наружного диаметра сплошных и полых деталей,
-
Осадка – используется для:
- увеличения наружного диаметра сплошных и полых деталей,
-
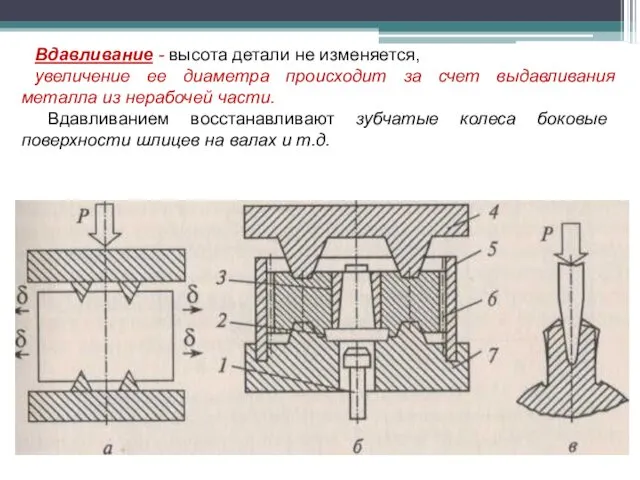
Вдавливание - высота детали не изменяется,
увеличение ее диаметра происходит за счет
Вдавливание - высота детали не изменяется,
увеличение ее диаметра происходит за счет
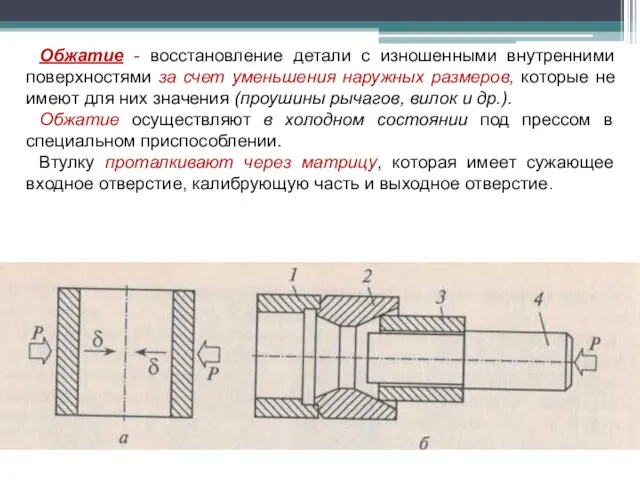
Обжатие - восстановление детали с изношенными внутренними поверхностями за счет уменьшения
Обжатие - восстановление детали с изношенными внутренними поверхностями за счет уменьшения
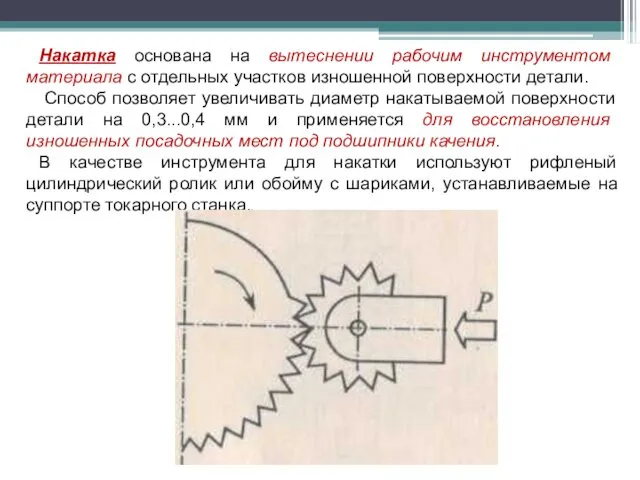
Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной
Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной
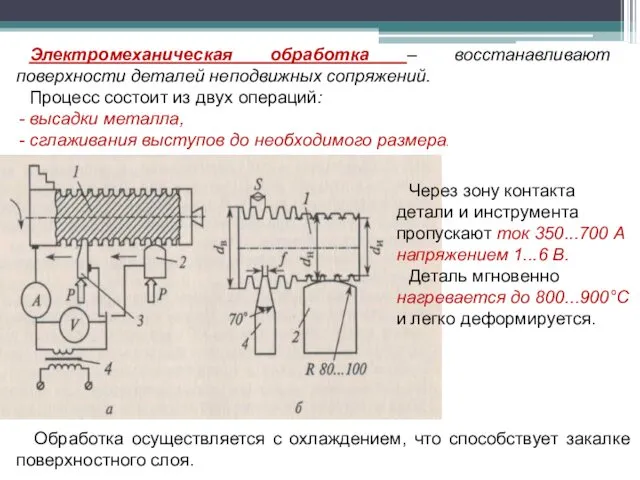
Электромеханическая обработка – восстанавливают поверхности деталей неподвижных сопряжений.
Процесс состоит из двух
Электромеханическая обработка – восстанавливают поверхности деталей неподвижных сопряжений.
Процесс состоит из двух
Восстановление формы деталей
Во время эксплуатации у многих деталей (валы, оси, рычаги,
Восстановление формы деталей
Во время эксплуатации у многих деталей (валы, оси, рычаги,
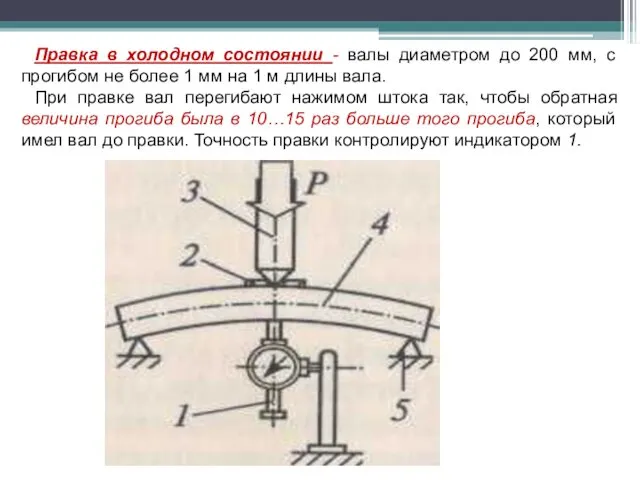
Правка в холодном состоянии - валы диаметром до 200 мм, с
Правка в холодном состоянии - валы диаметром до 200 мм, с
Недостатки механической холодной правки:
- опасность обратного действия,
- снижения
Недостатки механической холодной правки:
- опасность обратного действия,
- снижения
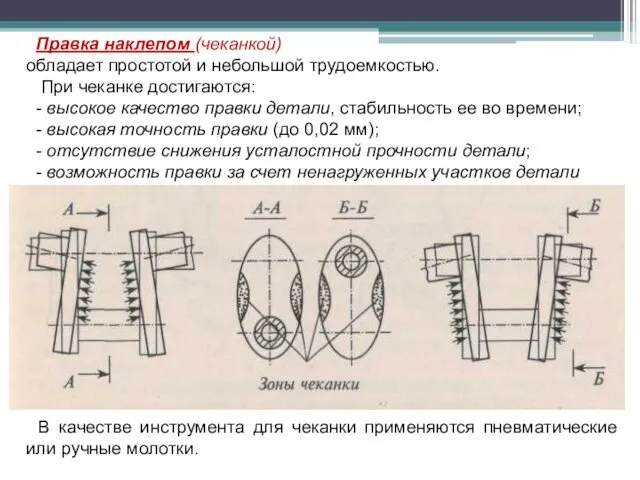
Правка наклепом (чеканкой)
обладает простотой и небольшой трудоемкостью.
При
Правка наклепом (чеканкой)
обладает простотой и небольшой трудоемкостью.
При
Термический способ правки заключается в нагревании ограниченных участков детали (вала) с
Термический способ правки заключается в нагревании ограниченных участков детали (вала) с
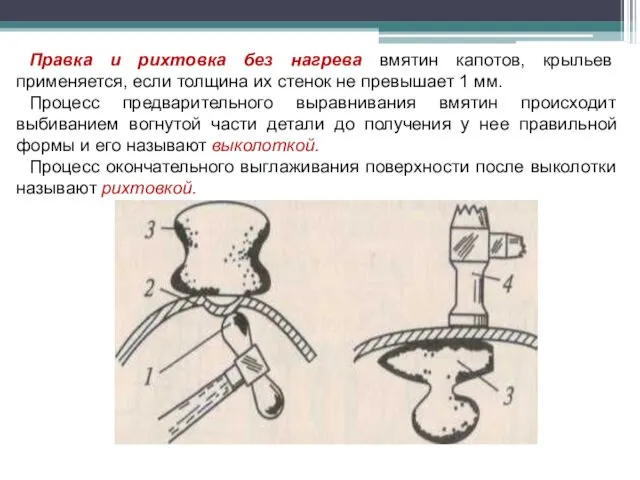
Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина
Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина
Восстановление механических свойств деталей поверхностным пластическим деформированием (ППД)
Это вид обработки
Восстановление механических свойств деталей поверхностным пластическим деформированием (ППД)
Это вид обработки

ППД цилиндрических отверстий и наружных цилиндрических поверхностей обкатывание (раскатывание) осуществляется роликовым
ППД цилиндрических отверстий и наружных цилиндрических поверхностей обкатывание (раскатывание) осуществляется роликовым
Режимы обработки:
- скорость обкатывания — 60... 100 м/мин;
- осевая
Режимы обработки:
- скорость обкатывания — 60... 100 м/мин;
- осевая
 Карл Маркс (5 мая 1818 года -14 марта 1883 года). Биография. Деятельность и учения
Карл Маркс (5 мая 1818 года -14 марта 1883 года). Биография. Деятельность и учения Норма права
Норма права Правила поведения в театре.
Правила поведения в театре. Городской транспортный комплекс
Городской транспортный комплекс Oracle. Управление активами. Проектный подход
Oracle. Управление активами. Проектный подход Машиностроительные материалы
Машиностроительные материалы Логика высказываний. (Лекция 2)
Логика высказываний. (Лекция 2) Ежик (сказка с шариком и кольцом Су-Джок)
Ежик (сказка с шариком и кольцом Су-Джок) Конструктивные элементы зданий
Конструктивные элементы зданий Огонь-наш друг и враг
Огонь-наш друг и враг Шиповые соединения
Шиповые соединения Презентация к стихотворению Е. Серегиной Полет над Каширой прордолжение 3
Презентация к стихотворению Е. Серегиной Полет над Каширой прордолжение 3 Проект Эколята –Дошколята
Проект Эколята –Дошколята Загадки о весне
Загадки о весне презентация Инновационный проект Использование информационно-коммуникационных технологий в условиях семейного детского сада
презентация Инновационный проект Использование информационно-коммуникационных технологий в условиях семейного детского сада Антон Иванович Деникин (1872-1947)
Антон Иванович Деникин (1872-1947) Ақсай мұнай газ кен орны
Ақсай мұнай газ кен орны Lappo
Lappo Пауки-древнейшие обитатели нашей планеты
Пауки-древнейшие обитатели нашей планеты Размножение организмов
Размножение организмов Планировка участка по ремонту двигателей
Планировка участка по ремонту двигателей презентация к занятию Дифференциация букв Б и Д
презентация к занятию Дифференциация букв Б и Д Кристаллические и аморфные тела
Кристаллические и аморфные тела Цифрові фотокамери
Цифрові фотокамери Явление вторичного излучения радиоволн. Отражение, рассеяние и переизлучение радиоволн объектами (целями). Лекция №4
Явление вторичного излучения радиоволн. Отражение, рассеяние и переизлучение радиоволн объектами (целями). Лекция №4 презентация Мой город-Волгодонск
презентация Мой город-Волгодонск Презентация к родительскому собранию на тему Здоровое питание детей
Презентация к родительскому собранию на тему Здоровое питание детей Андрій Чебикін
Андрій Чебикін