- Обзор общих инструментов бережливого производства

Содержание
- 2. 1. Шесть сигм
- 3. Шесть сигм (Six Sigma) Концепция управления производством, разработанная в корпорации Motorola в 1986 году, популяризированная в
- 4. Характеристики «Six Sigma» Название происходит от греческой буквы сигма σ, которая обозначает в статистическом анализе понятие
- 5. Lean Six Sigma (LSS)
- 6. Компании, внедрившие LSS
- 7. Lean Six Sigma
- 8. Six Sigma
- 9. Цикл работы метода «Шесть Сигм»
- 10. Шесть Сигм — общие положения В большинстве процессов на предприятиях уровень дефектов - в пределах (3-4
- 11. Принцип «Шесть Сигм» в улучшении процессов
- 12. Принципы применения «Шесть Сигм» стремление к формированию стабильного и предсказуемого прохождения процессов для повышения результативности бизнеса;
- 13. Цикл DMAIC (define, measure, analyze, improve, control) определение целей проекта и запросов потребителей (внутренних и внешних);
- 14. Цикл DMAIC — графическая интерпретация
- 15. Шесть сигма как комплексная деятельность
- 16. 2. Kanban
- 17. Канбан(яп. カンバン камбан - «сигнал», «карточка») Метод управления бережливыми производственными линиями, использующий информационные карточки для передачи
- 18. Канбан (продолжение) Если материал израсходован (или, например, запас достиг минимального уровня), только тогда, поставщик просит доставить
- 19. Карточки канбан
- 20. Правила эффективного применения системы канбан Каждый последующий рабочий процесс изымает указанное карточкой канбан количество деталей от
- 21. Канбан: дополнительные замечания При применении карточек канбан должна быть гарантирована обзорность и безопасность системы; Карточки не
- 22. Доска канбан
- 23. Виды канбан Тарный: Представляет собой единицу тары, на которой находится бирка «канбан». Бирка «канбан» на контейнере
- 24. Виды канбан: карточный Представляет собой карточку, имеющую: цвет карточки; адрес отправителя детали; наименование детали, номер детали,
- 25. 3. Системы быстрой переналадки SMED
- 26. SMED Быстрая переналадка (Single-Minute Exchange of Dies (SMED) — быстрая смена пресс-форм) - способ сокращения издержек
- 27. Шаги реализации SMED Изучение текущей ситуации. Хронометраж всего процесса переналадки (с момента завершения производства изделия «А»
- 28. Шаги реализации SMED (продолжение) Сокращение внутренних работ. Выработка решений, позволяющих ликвидировать корректировки, настройки, выполнение упрощённых фиксаций,
- 29. Методы реализации SMED Отделение внутренних операций установки от внешних; Преобразование внутренних операций установки к внешним; Стандартизация
- 30. Быстрая переналадка
- 32. 4. «Бутылочное горлышко»
- 33. Bottleneck Analysis
- 34. Теория ограничений TOC (Theory Of Constraints)
- 35. «Бутылочное горлышко» Обозначение любого ограничения в системе, «узкого места»; Из-за бутылочного горлышка часть чего-то, что должно
- 36. Теория ограничений TOC Возникла в 1980-е гг. благодаря работам Элии Гольдратта («Цель», «Новая цель», «Критическая цель»,
- 37. Устранение ограничения Выявить ограничения системы («бутылочные горлышки») – критический ресурс, узкие места в процессе производства; Определить
- 38. TOC-опыт Теорией ограничений пользуется 3-5 % компаний в мире, включая Motorola, Intel, Philips, Boeing, Procter and
- 39. 5. Картирование потока создания ценности
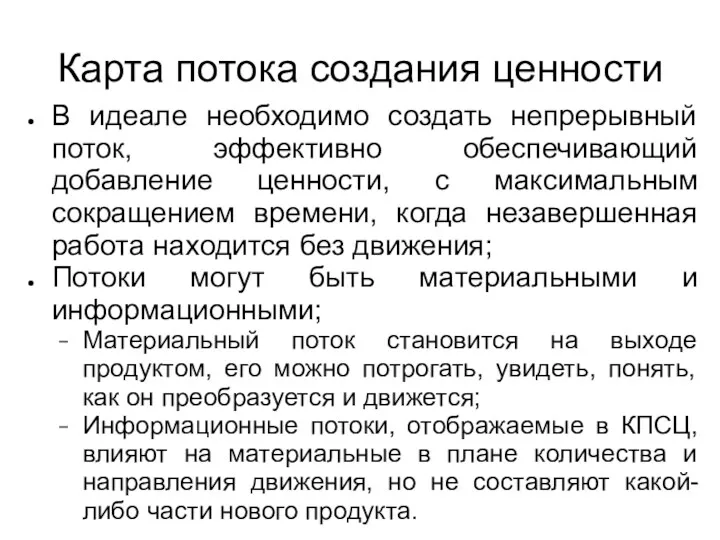
- 40. Карта потока создания ценности В идеале необходимо создать непрерывный поток, эффективно обеспечивающий добавление ценности, с максимальным
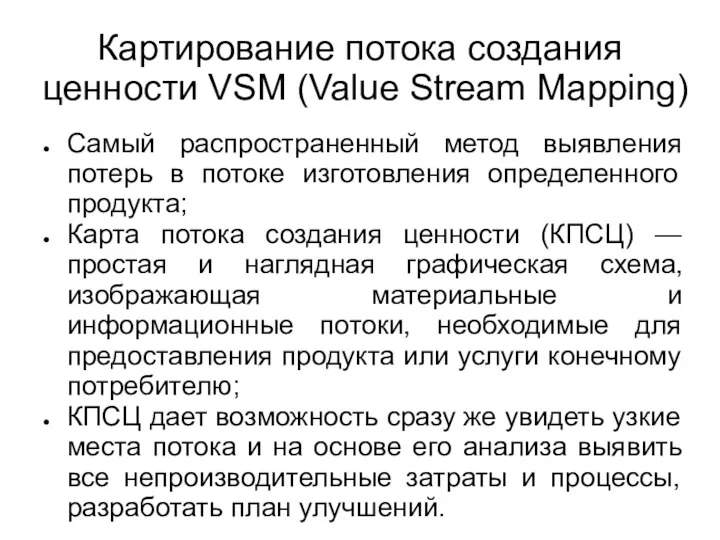
- 41. Картирование потока создания ценности VSM (Value Stream Mapping) Самый распространенный метод выявления потерь в потоке изготовления
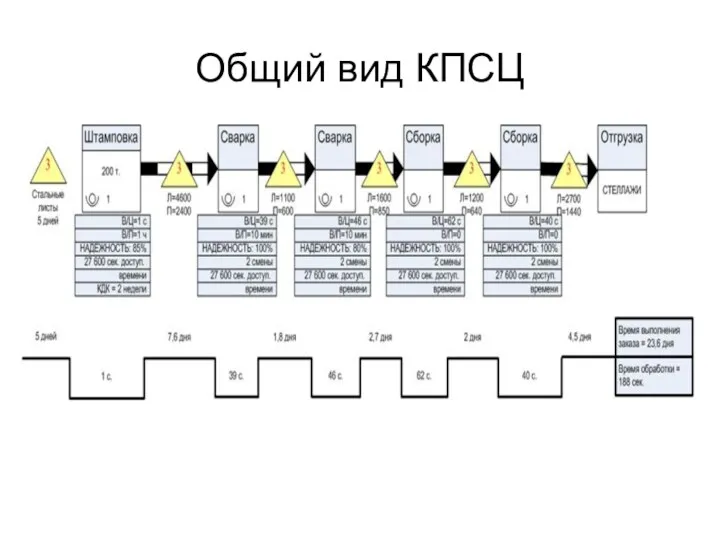
- 42. Общий вид КПСЦ
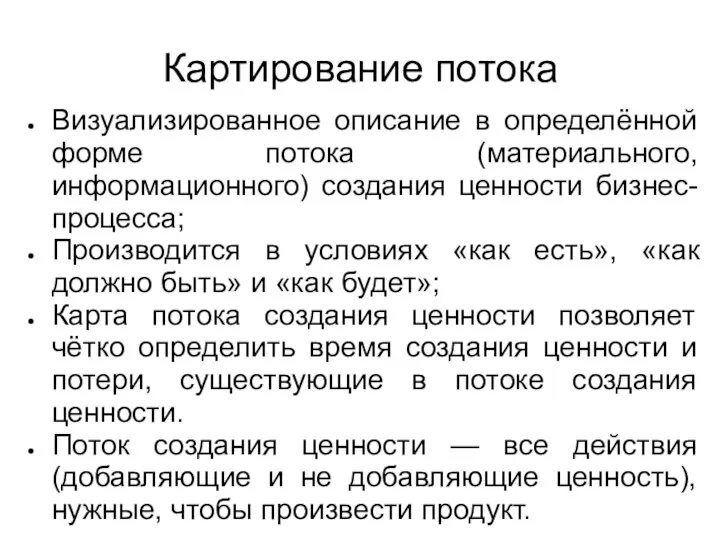
- 43. Картирование потока Визуализированное описание в определённой форме потока (материального, информационного) создания ценности бизнес-процесса; Производится в условиях
- 44. Картирование потока создания ценности Размер потерь — 80% и более; Время создания ценности - это время
- 45. Этапы картирования потока создания ценности Документирование карты текущего состояния: подробное описание процесса создания какого-либо одного продукта
- 46. Этапы картирования потока создания ценности Создание карты будущего состояния: идеальное состояние после проведения всех намеченных изменений.
- 47. Пример создания КПСЦ В цехе №1 деталь подвергается 3- м процессам обработки на 3- рабочих местах.
- 48. Схема задачи
- 49. Числовые данные задачи
- 50. Характеристики исходного процесса Общая длительность процессов обработки детали 69 700 сек., при этом оперативное время (время
- 51. КПСЦ будущего состояния процесса изготовления детали
- 52. Сравнение исходного и будущего состояния процесса изготовления детали Общая длительность процесса сократилась на 59 030 сек.,
- 53. Сравнение исходного и будущего состояния процесса
- 54. Пространственное расположение рабочих мест после улучшений процесса
- 55. Пояснения Все рабочие места по процессу изготовления детали теперь находятся в цехе 1; Рабочие места организованы
- 56. Пояснение (дополнительно) Чтобы достичь намеченных показателей, потребовалось также внедрить ряд инструментов бережливого производства: для сокращения количества
- 57. КПСЦ КПСЦ – это «Схема, изображающая каждый этап материального и информационного потока, необходимых для того, чтобы
- 58. КПСЦ текущего состояния КПСЦ должна содержать: Требования заказчика; Возможности поставщика; Материальные потоки; Информационные потоки; Запасы: сколько
- 59. КПСЦ текущего состояния (продолжение) Разделение этапов/операций на создающие ценность и не создающие ценность. Расчет эффективности потока
- 60. КПСЦ текущего состояния (продолжение) Для ситуации, когда запасы по всему процессу значительно превышают потребность заказчика время
- 61. КПСЦ текущего состояния (общий вид)
- 62. КПСЦ текущего состояния (бумага)
- 63. Этапы создания КПСЦ текущего состояния Определить объект для анализа (семейство продуктов, продукт, процесс); Собрать команду; Определить
- 64. Этапы создания КПСЦ текущего состояния (продолжение) Определить объем и стратегию сбора данных о процессе (операциях, запасах,
- 65. Этапы создания КПСЦ текущего состояния (продолжение) Нанести собранную информацию на бумагу; Рассчитать эффективность потока создания ценности;
- 67. Скачать презентацию

1. Шесть сигм
1. Шесть сигм
Шесть сигм (Six Sigma)
Концепция управления производством, разработанная в корпорации Motorola в
Шесть сигм (Six Sigma)
Концепция управления производством, разработанная в корпорации Motorola в
Характеристики «Six Sigma»
Название происходит от греческой буквы сигма σ, которая обозначает
Характеристики «Six Sigma»
Название происходит от греческой буквы сигма σ, которая обозначает
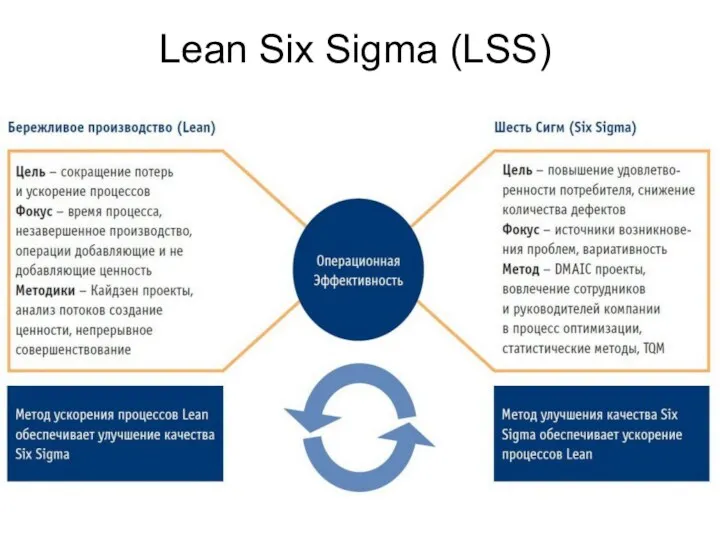
Lean Six Sigma (LSS)
Lean Six Sigma (LSS)

Компании, внедрившие LSS
Компании, внедрившие LSS
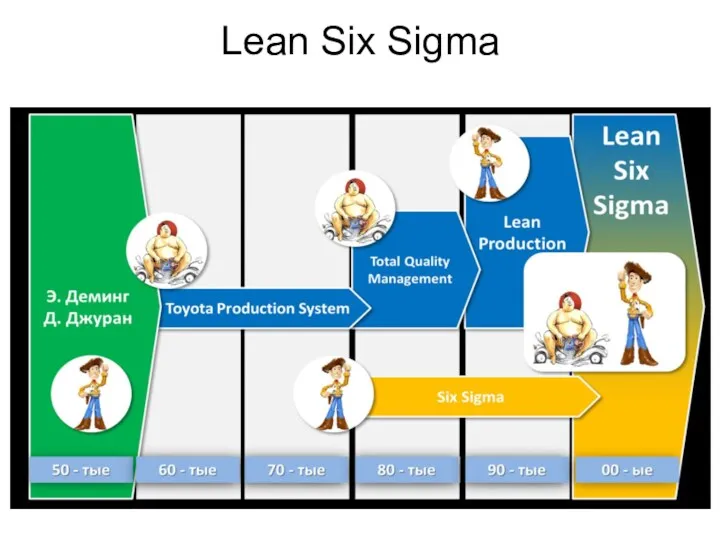
Lean Six Sigma
Lean Six Sigma
Six Sigma
Six Sigma

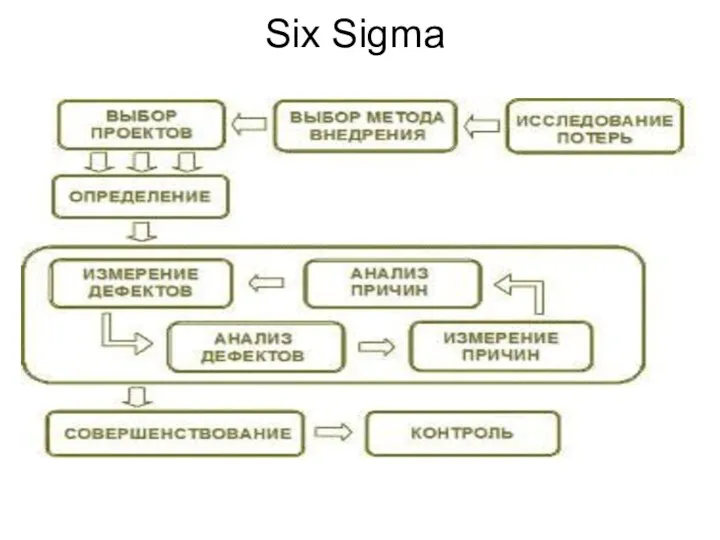
Цикл работы метода «Шесть Сигм»
Цикл работы метода «Шесть Сигм»
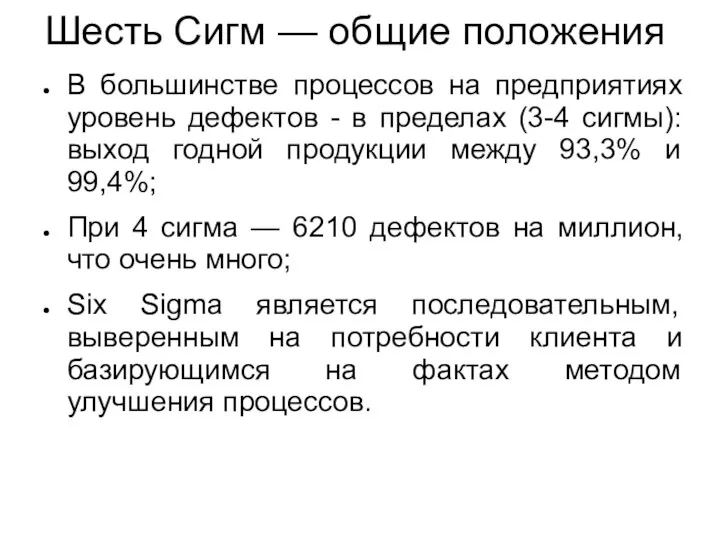
Шесть Сигм — общие положения
В большинстве процессов на предприятиях уровень дефектов
Шесть Сигм — общие положения
В большинстве процессов на предприятиях уровень дефектов
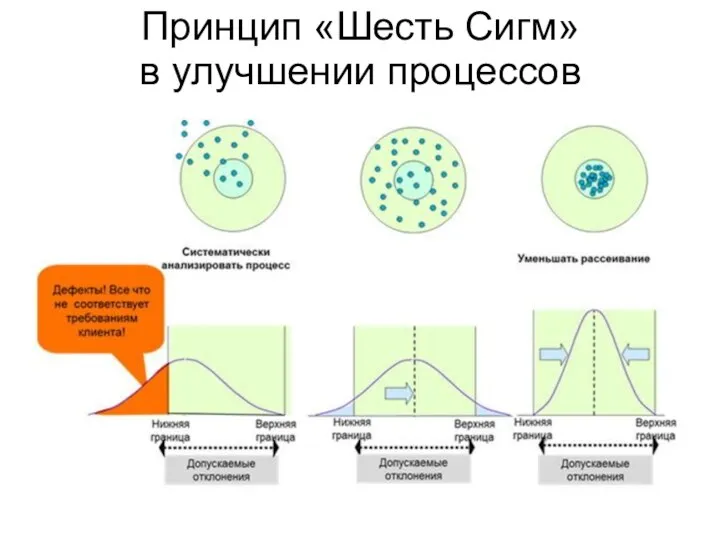
Принцип «Шесть Сигм»
в улучшении процессов
Принцип «Шесть Сигм»
в улучшении процессов
Принципы применения «Шесть Сигм»
стремление к формированию стабильного и предсказуемого прохождения процессов
Принципы применения «Шесть Сигм»
стремление к формированию стабильного и предсказуемого прохождения процессов
Цикл DMAIC (define, measure, analyze, improve, control)
определение целей проекта и запросов
Цикл DMAIC (define, measure, analyze, improve, control)
определение целей проекта и запросов

Цикл DMAIC — графическая интерпретация
Цикл DMAIC — графическая интерпретация

Шесть сигма как комплексная деятельность
Шесть сигма как комплексная деятельность
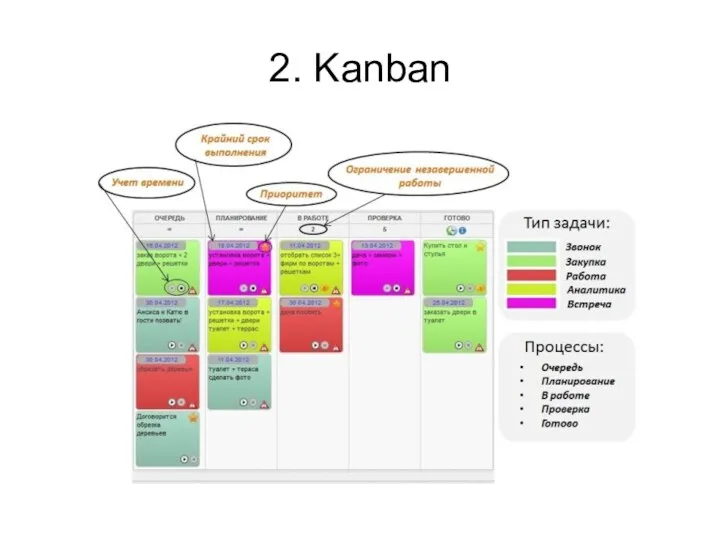
2. Kanban
2. Kanban
Канбан(яп. カンバン камбан - «сигнал», «карточка»)
Метод управления бережливыми производственными линиями, использующий
Канбан(яп. カンバン камбан - «сигнал», «карточка»)
Метод управления бережливыми производственными линиями, использующий
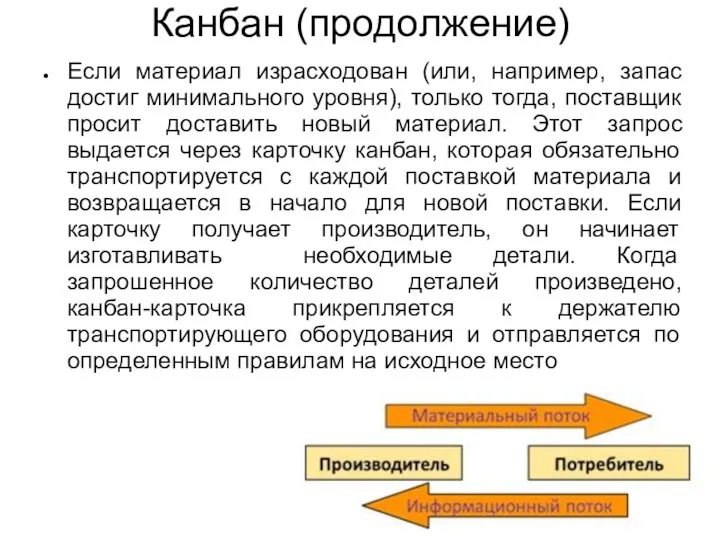
Канбан (продолжение)
Если материал израсходован (или, например, запас достиг минимального уровня), только
Канбан (продолжение)
Если материал израсходован (или, например, запас достиг минимального уровня), только
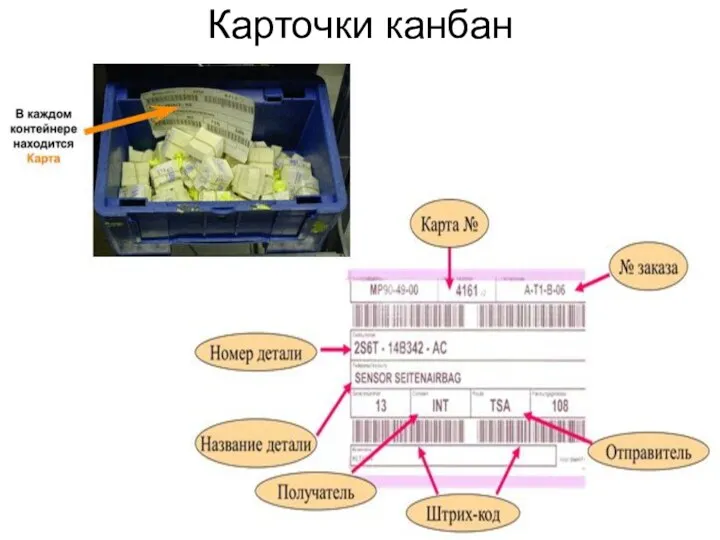
Карточки канбан
Карточки канбан
Правила эффективного применения системы канбан
Каждый последующий рабочий процесс изымает указанное карточкой
Правила эффективного применения системы канбан
Каждый последующий рабочий процесс изымает указанное карточкой
Канбан: дополнительные замечания
При применении карточек канбан должна быть гарантирована обзорность и
Канбан: дополнительные замечания
При применении карточек канбан должна быть гарантирована обзорность и
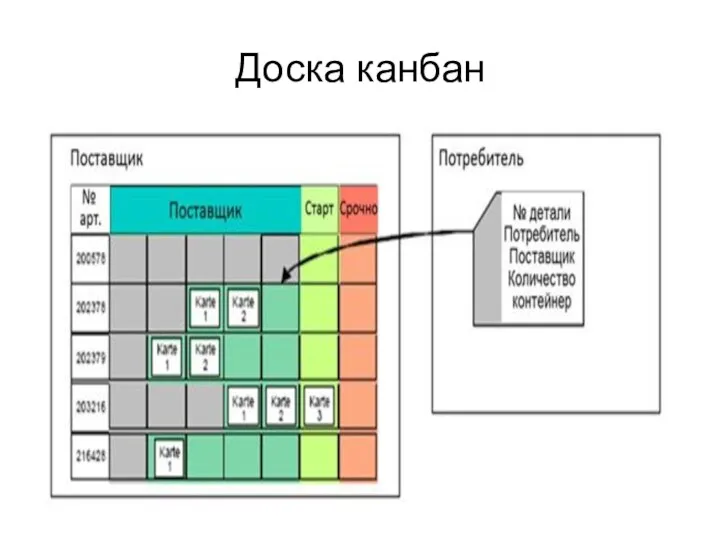
Доска канбан
Доска канбан
Виды канбан
Тарный:
Представляет собой единицу тары, на которой находится бирка «канбан». Бирка
Виды канбан
Тарный:
Представляет собой единицу тары, на которой находится бирка «канбан». Бирка
Виды канбан: карточный
Представляет собой карточку, имеющую:
цвет карточки;
адрес отправителя детали;
наименование детали, номер
Виды канбан: карточный
Представляет собой карточку, имеющую:
цвет карточки;
адрес отправителя детали;
наименование детали, номер

3. Системы быстрой переналадки SMED
3. Системы быстрой переналадки SMED
SMED
Быстрая переналадка (Single-Minute Exchange of Dies (SMED) — быстрая смена пресс-форм)
SMED
Быстрая переналадка (Single-Minute Exchange of Dies (SMED) — быстрая смена пресс-форм)
Шаги реализации SMED
Изучение текущей ситуации. Хронометраж всего процесса переналадки (с момента
Шаги реализации SMED
Изучение текущей ситуации. Хронометраж всего процесса переналадки (с момента
Шаги реализации SMED (продолжение)
Сокращение внутренних работ. Выработка решений, позволяющих ликвидировать корректировки,
Шаги реализации SMED (продолжение)
Сокращение внутренних работ. Выработка решений, позволяющих ликвидировать корректировки,
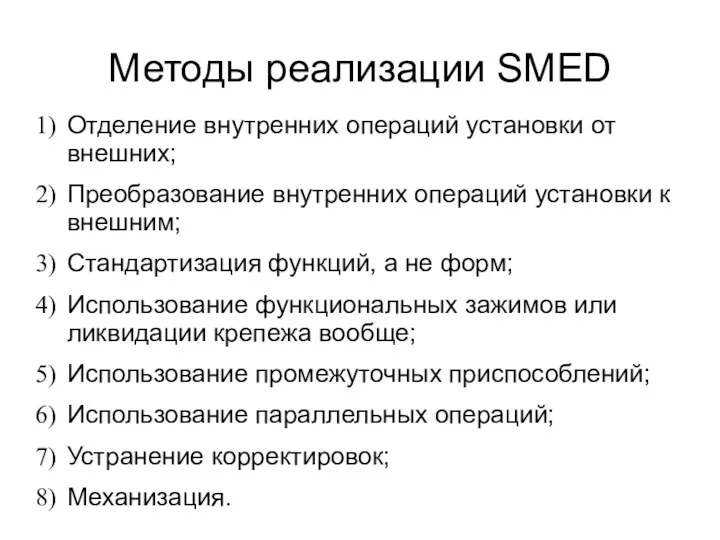
Методы реализации SMED
Отделение внутренних операций установки от внешних;
Преобразование внутренних операций установки
Методы реализации SMED
Отделение внутренних операций установки от внешних;
Преобразование внутренних операций установки

Быстрая переналадка
Быстрая переналадка

4. «Бутылочное горлышко»
4. «Бутылочное горлышко»
Bottleneck Analysis
Bottleneck Analysis

Теория ограничений
TOC (Theory Of Constraints)
Теория ограничений
TOC (Theory Of Constraints)
«Бутылочное горлышко»
Обозначение любого ограничения в системе, «узкого места»;
Из-за бутылочного горлышка
«Бутылочное горлышко»
Обозначение любого ограничения в системе, «узкого места»;
Из-за бутылочного горлышка
Теория ограничений TOC
Возникла в 1980-е гг. благодаря работам Элии Гольдратта («Цель»,
Теория ограничений TOC
Возникла в 1980-е гг. благодаря работам Элии Гольдратта («Цель»,
Устранение ограничения
Выявить ограничения системы («бутылочные горлышки») – критический ресурс, узкие места
Устранение ограничения
Выявить ограничения системы («бутылочные горлышки») – критический ресурс, узкие места
TOC-опыт
Теорией ограничений пользуется 3-5 % компаний в мире, включая Motorola, Intel,
TOC-опыт
Теорией ограничений пользуется 3-5 % компаний в мире, включая Motorola, Intel,

5. Картирование потока создания ценности
5. Картирование потока создания ценности
Карта потока создания ценности
В идеале необходимо создать непрерывный поток, эффективно обеспечивающий
Карта потока создания ценности
В идеале необходимо создать непрерывный поток, эффективно обеспечивающий
Картирование потока создания ценности VSM (Value Stream Mapping)
Самый распространенный метод выявления
Картирование потока создания ценности VSM (Value Stream Mapping)
Самый распространенный метод выявления
Общий вид КПСЦ
Общий вид КПСЦ
Картирование потока
Визуализированное описание в определённой форме потока (материального, информационного) создания ценности
Картирование потока
Визуализированное описание в определённой форме потока (материального, информационного) создания ценности
Картирование потока создания ценности
Размер потерь — 80% и более;
Время создания ценности
Картирование потока создания ценности
Размер потерь — 80% и более;
Время создания ценности
Этапы картирования потока создания ценности
Документирование карты текущего состояния: подробное описание процесса
Этапы картирования потока создания ценности
Документирование карты текущего состояния: подробное описание процесса
Этапы картирования потока создания ценности
Создание карты будущего состояния: идеальное состояние после
Этапы картирования потока создания ценности
Создание карты будущего состояния: идеальное состояние после
Пример создания КПСЦ
В цехе №1 деталь подвергается 3- м процессам обработки
Пример создания КПСЦ
В цехе №1 деталь подвергается 3- м процессам обработки
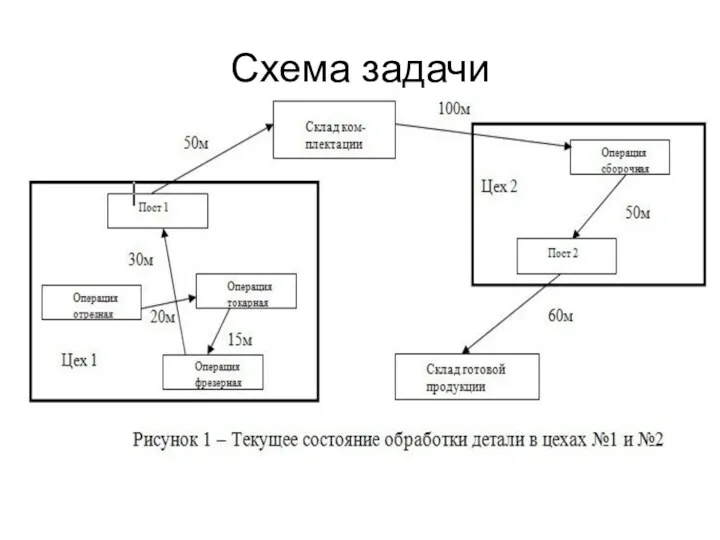
Схема задачи
Схема задачи
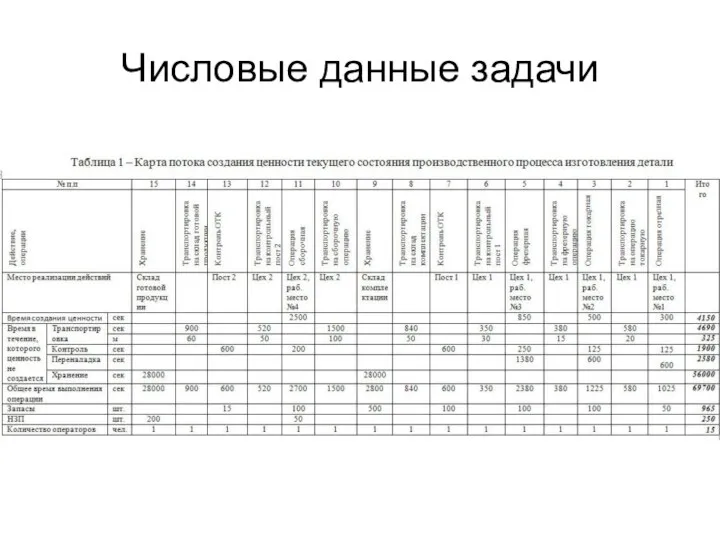
Числовые данные задачи
Числовые данные задачи
Характеристики исходного процесса
Общая длительность процессов обработки детали 69 700 сек., при
Характеристики исходного процесса
Общая длительность процессов обработки детали 69 700 сек., при

КПСЦ будущего состояния процесса изготовления детали
КПСЦ будущего состояния процесса изготовления детали
Сравнение исходного и будущего состояния процесса изготовления детали
Общая длительность процесса сократилась
Сравнение исходного и будущего состояния процесса изготовления детали
Общая длительность процесса сократилась
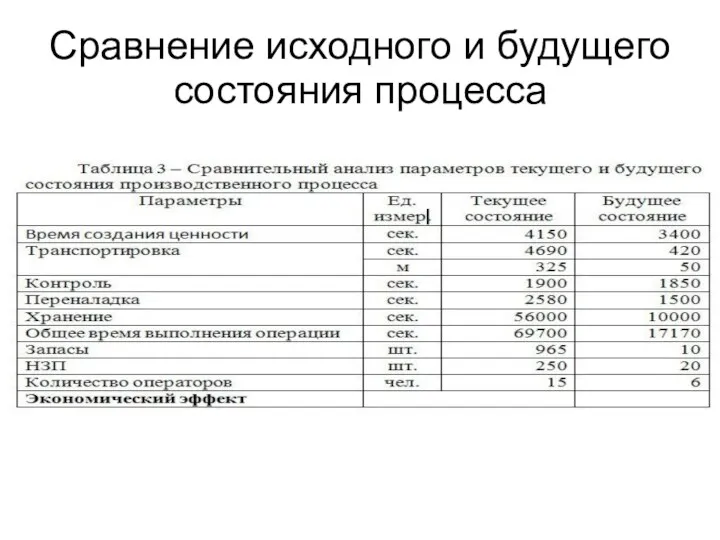
Сравнение исходного и будущего состояния процесса
Сравнение исходного и будущего состояния процесса
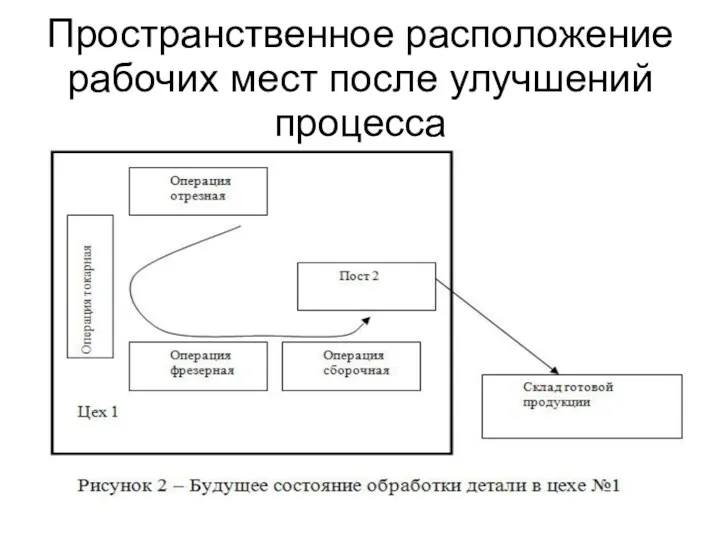
Пространственное расположение рабочих мест после улучшений процесса
Пространственное расположение рабочих мест после улучшений процесса
Пояснения
Все рабочие места по процессу изготовления детали теперь находятся в цехе
Пояснения
Все рабочие места по процессу изготовления детали теперь находятся в цехе
Пояснение (дополнительно)
Чтобы достичь намеченных показателей, потребовалось также внедрить ряд инструментов бережливого
Пояснение (дополнительно)
Чтобы достичь намеченных показателей, потребовалось также внедрить ряд инструментов бережливого
КПСЦ
КПСЦ – это «Схема, изображающая каждый этап материального и информационного
КПСЦ
КПСЦ – это «Схема, изображающая каждый этап материального и информационного
КПСЦ текущего состояния
КПСЦ должна содержать:
Требования заказчика;
Возможности поставщика;
Материальные потоки;
КПСЦ текущего состояния
КПСЦ должна содержать:
Требования заказчика;
Возможности поставщика;
Материальные потоки;
КПСЦ текущего состояния (продолжение)
Разделение этапов/операций на создающие ценность и не
КПСЦ текущего состояния (продолжение)
Разделение этапов/операций на создающие ценность и не
КПСЦ текущего состояния (продолжение)
Для ситуации, когда запасы по всему процессу значительно
КПСЦ текущего состояния (продолжение)
Для ситуации, когда запасы по всему процессу значительно

КПСЦ текущего состояния
(общий вид)
КПСЦ текущего состояния
(общий вид)
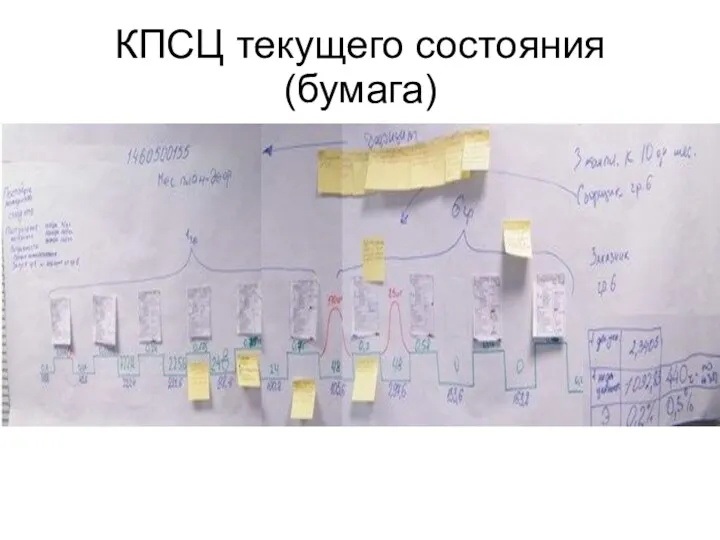
КПСЦ текущего состояния (бумага)
КПСЦ текущего состояния (бумага)
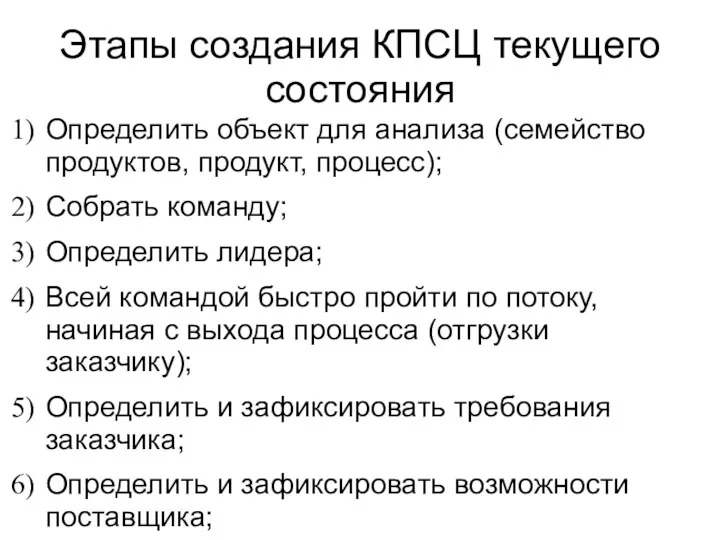
Этапы создания КПСЦ текущего состояния
Определить объект для анализа (семейство продуктов, продукт,
Этапы создания КПСЦ текущего состояния
Определить объект для анализа (семейство продуктов, продукт,
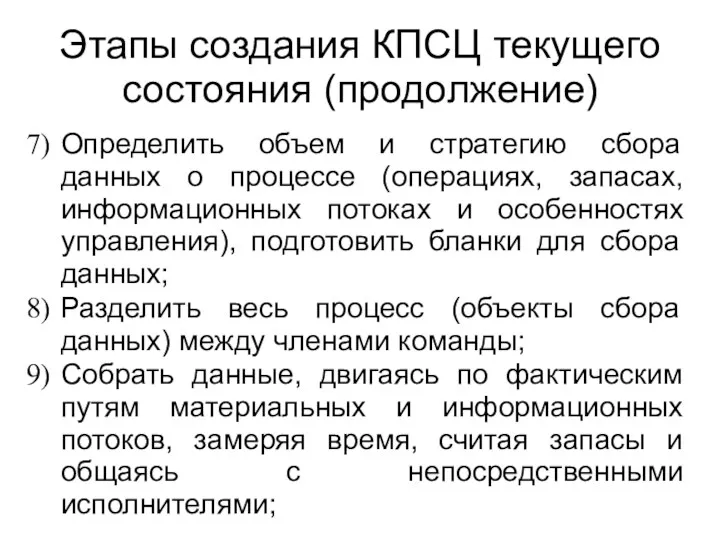
Этапы создания КПСЦ текущего состояния (продолжение)
Определить объем и стратегию сбора данных
Этапы создания КПСЦ текущего состояния (продолжение)
Определить объем и стратегию сбора данных
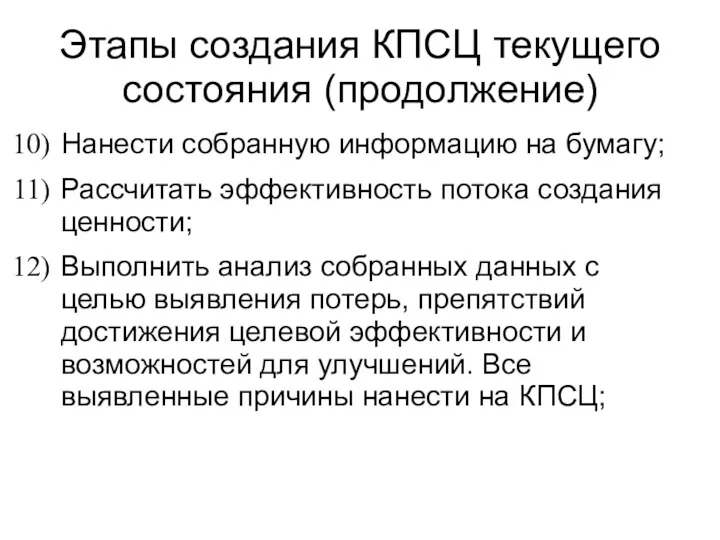
Этапы создания КПСЦ текущего состояния (продолжение)
Нанести собранную информацию на бумагу;
Рассчитать эффективность
Этапы создания КПСЦ текущего состояния (продолжение)
Нанести собранную информацию на бумагу;
Рассчитать эффективность
 Внутренняя политика Николая I
Внутренняя политика Николая I Патология световосприятия
Патология световосприятия Информатика
Информатика Профессия электрик
Профессия электрик Крестовые походы. Повод к началу крестовых походов
Крестовые походы. Повод к началу крестовых походов Южная Европа
Южная Европа Деревенское подворье: Стиль кантри в ландшафтном дизайне.
Деревенское подворье: Стиль кантри в ландшафтном дизайне. Знаменитые жители СПб
Знаменитые жители СПб День Матери Диск
День Матери Диск Приглашение на свадьбу
Приглашение на свадьбу Возобновляемые углеводородные ресурсы и их использование в системах распределенной энергетики
Возобновляемые углеводородные ресурсы и их использование в системах распределенной энергетики Организация деятельности приёмной Апатитского городского суда
Организация деятельности приёмной Апатитского городского суда Анализ напряженно-деформированного состояния инженерных конструкций. Освоение подземного пространства
Анализ напряженно-деформированного состояния инженерных конструкций. Освоение подземного пространства Методы выделения и очистки ДНК
Методы выделения и очистки ДНК فناوری نانو در روسازی
فناوری نانو در روسازی Презентация для детей Домашние животные
Презентация для детей Домашние животные 20 лет вместе с вами. Condor
20 лет вместе с вами. Condor Буквия. Гласные
Буквия. Гласные Осенние фантазии
Осенние фантазии Социальный проект в 6 классе
Социальный проект в 6 классе Неопределённая форма глагола
Неопределённая форма глагола население Африки
население Африки Мотивация успеха и боязнь неудачи (опросник А.А.Реана)
Мотивация успеха и боязнь неудачи (опросник А.А.Реана) Матрёшка
Матрёшка ПРЕЗЕНТАЦИЯ ДЛЯ ИНТЕРАКТИВНОЙ ДОСКИ. Почва. Состав, образование. 5 класс
ПРЕЗЕНТАЦИЯ ДЛЯ ИНТЕРАКТИВНОЙ ДОСКИ. Почва. Состав, образование. 5 класс Правовое регулирование занятости и трудоустройства
Правовое регулирование занятости и трудоустройства Своя игра 5-6 классы
Своя игра 5-6 классы История успеха компании Sony
История успеха компании Sony