Определение экономической точности отклонения по размеру и классу точности обрабатываемой поверхности презентация
- Определение экономической точности отклонения по размеру и классу точности обрабатываемой поверхности

Содержание
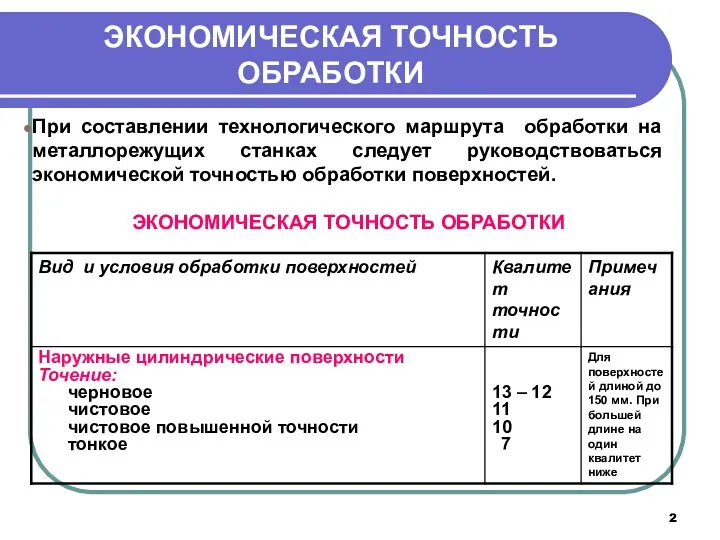
- 2. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ При составлении технологического маршрута обработки на металлорежущих станках следует руководствоваться экономической точностью обработки
- 3. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 4. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 5. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 6. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
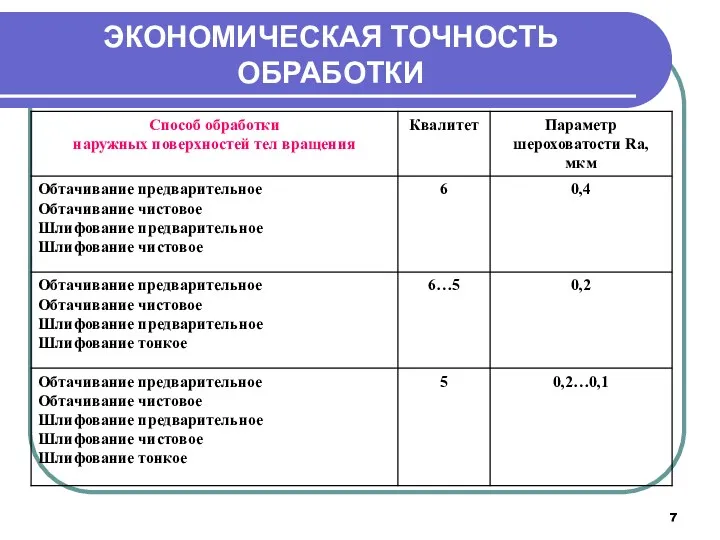
- 7. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
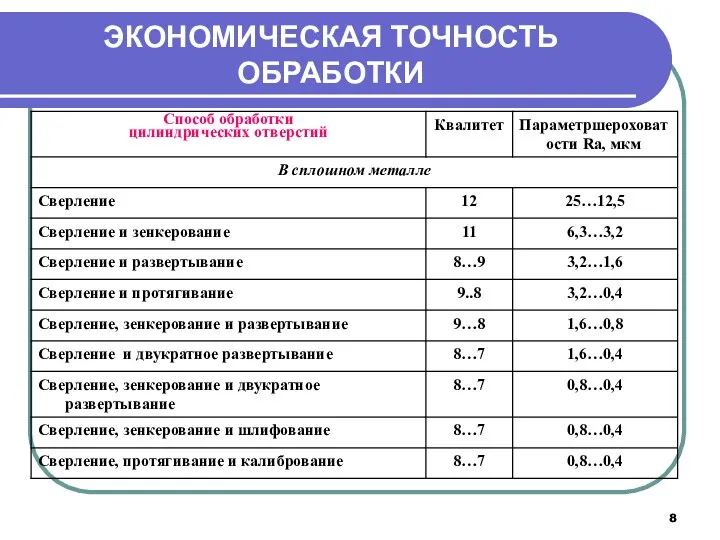
- 8. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
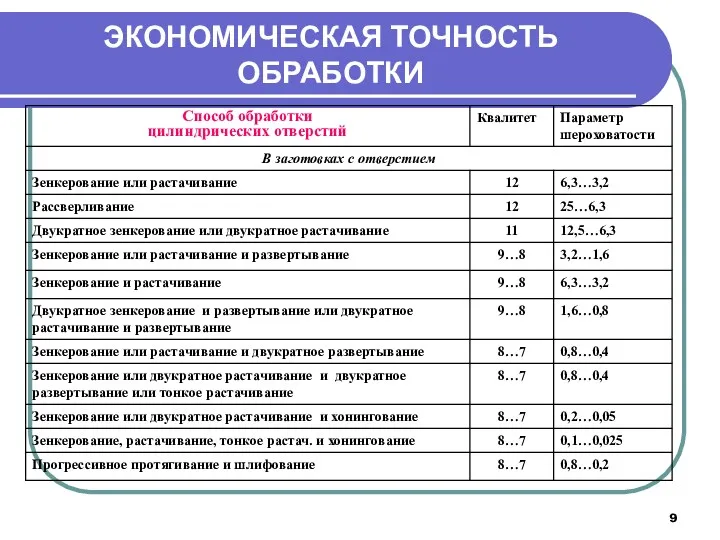
- 9. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
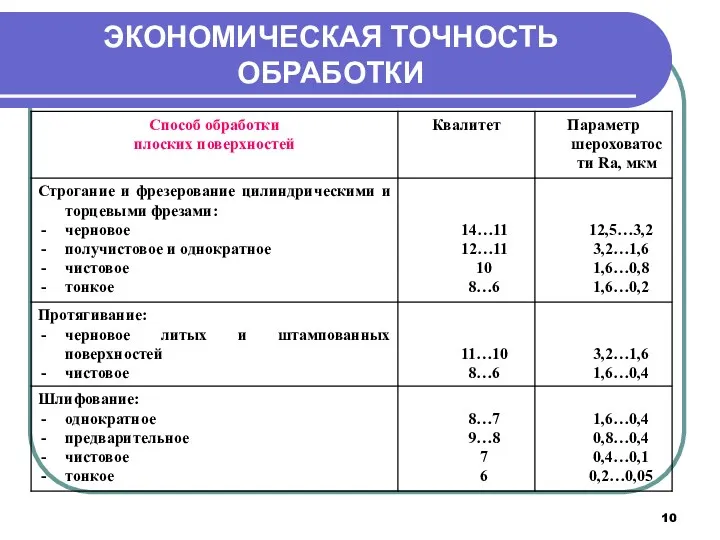
- 10. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
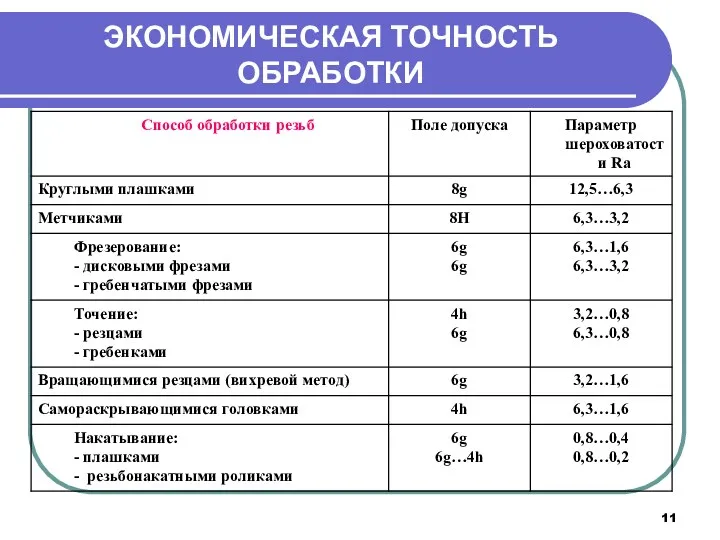
- 11. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
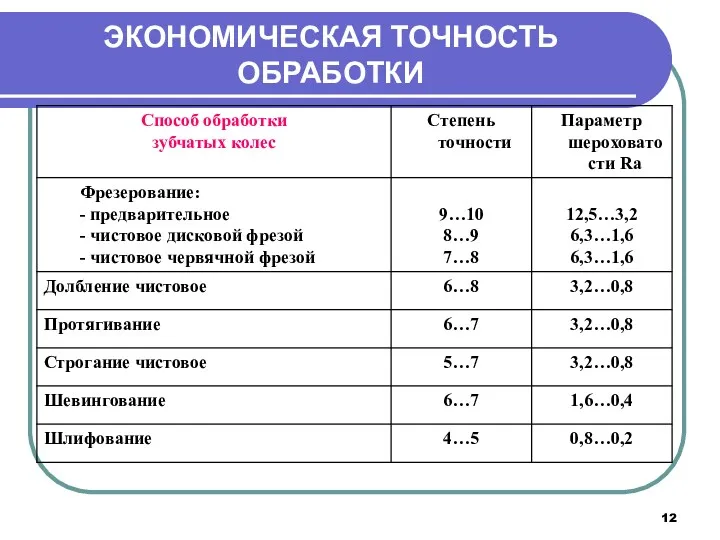
- 12. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 13. Методология разработки технологических процессов
- 14. ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Чаще всего (в курсовом и дипломном проектах) мы будем иметь дело с разработкой
- 15. ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА По степени детализации описания разрабатываемые в курсовом и дипломном проектах ТП будут
- 16. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ Работа по созданию ТП механической обработки включает следующие этапы:
- 17. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ 7. выбор средств технологического оснащения (ТО) операций; 8. определение
- 18. ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 19. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего и специального назначения Документы общего
- 20. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ Документы специального назначения : Маршрутная карта содержит полное описание ТП, включая все технологические операции,
- 21. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
- 22. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
- 23. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
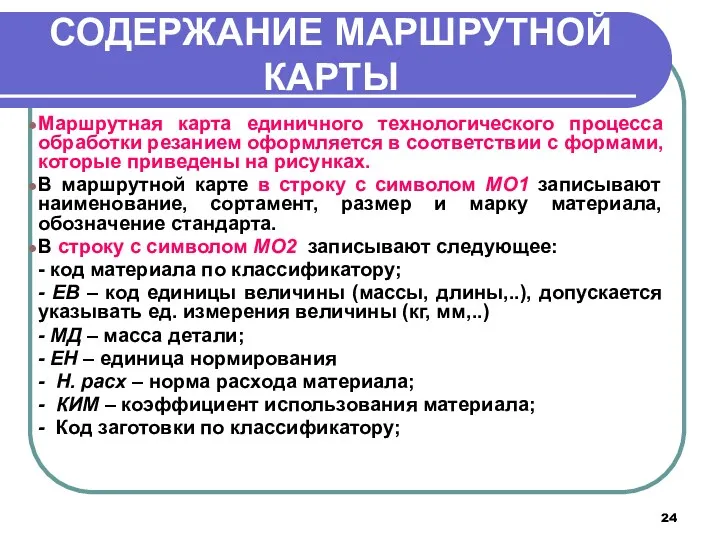
- 24. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ Маршрутная карта единичного технологического процесса обработки резанием оформляется в соответствии с формами, которые
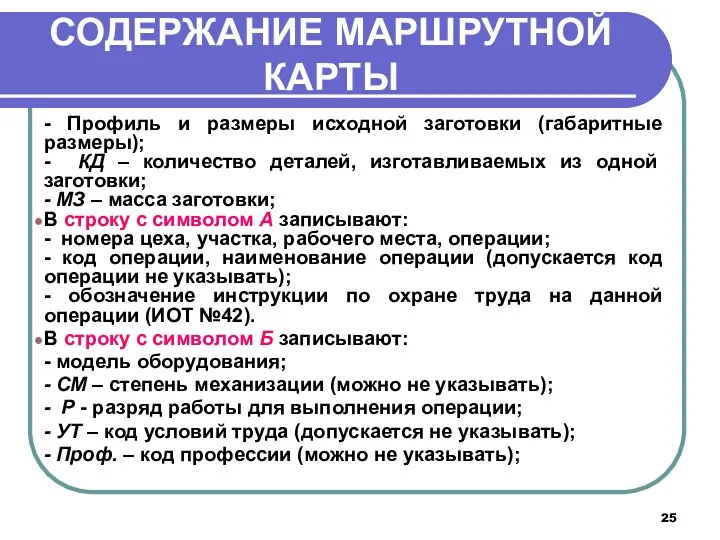
- 25. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ - Профиль и размеры исходной заготовки (габаритные размеры); - КД – количество деталей,
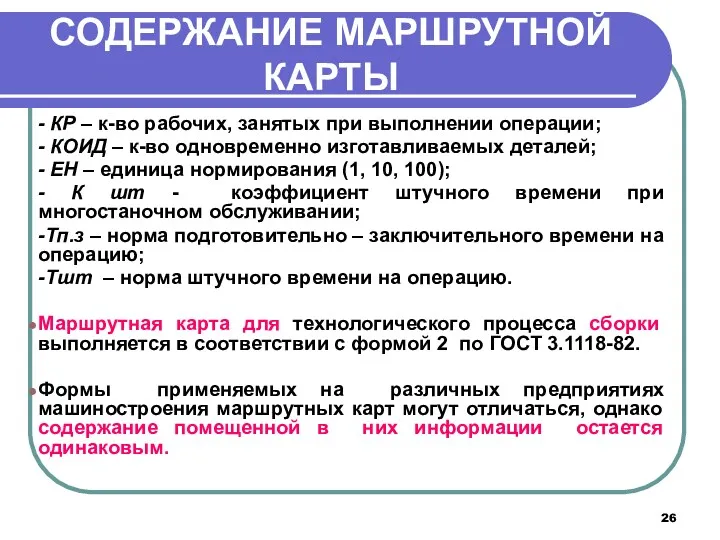
- 26. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ - КР – к-во рабочих, занятых при выполнении операции; - КОИД – к-во
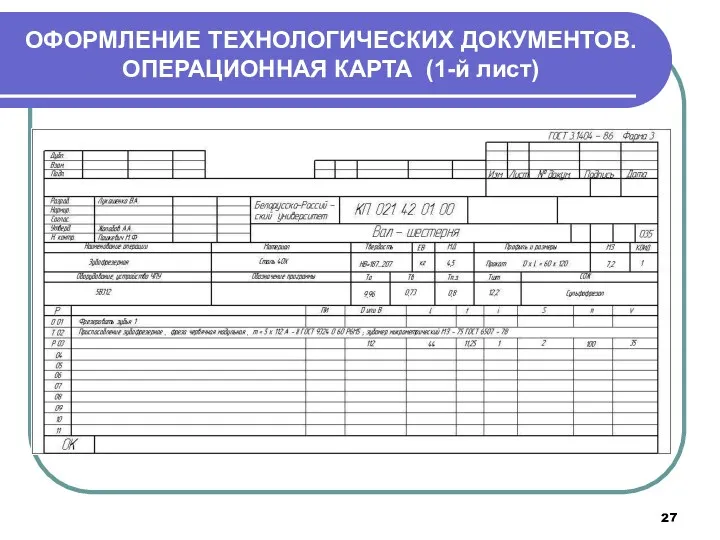
- 27. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
- 28. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
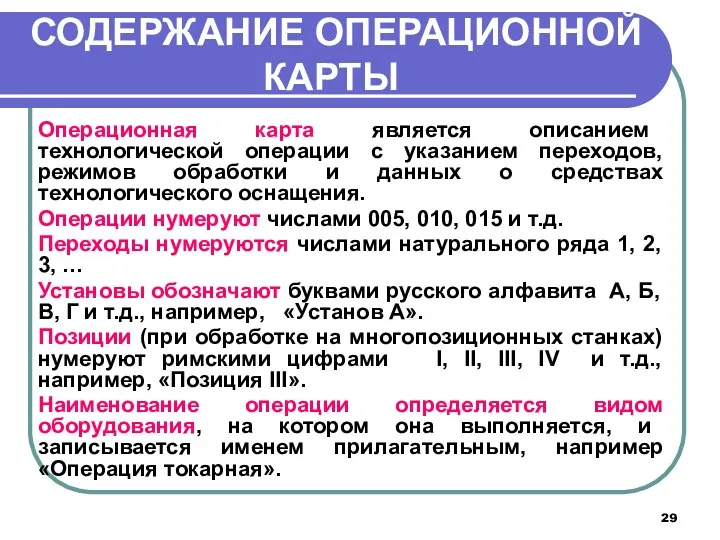
- 29. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Операционная карта является описанием технологической операции с указанием переходов, режимов обработки и данных
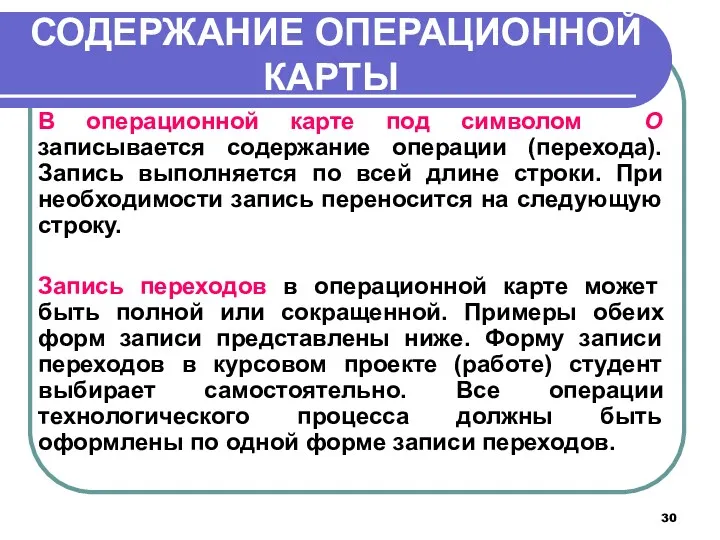
- 30. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В операционной карте под символом О записывается содержание операции (перехода). Запись выполняется по
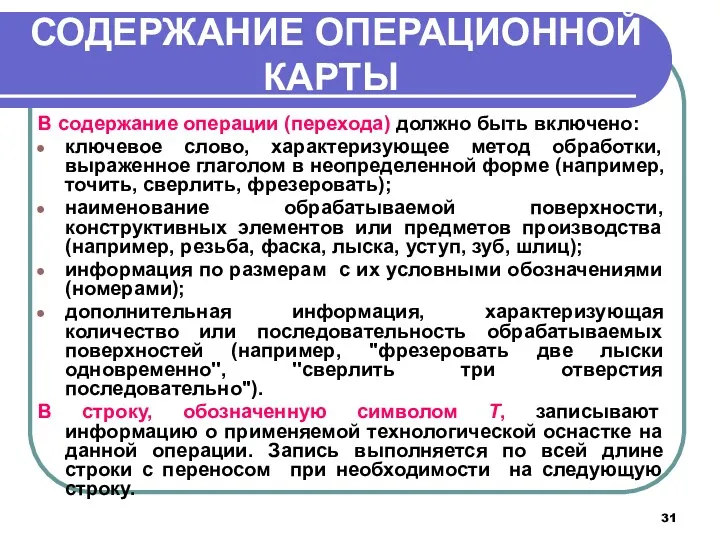
- 31. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В содержание операции (перехода) должно быть включено: ключевое слово, характеризующее метод обработки, выраженное
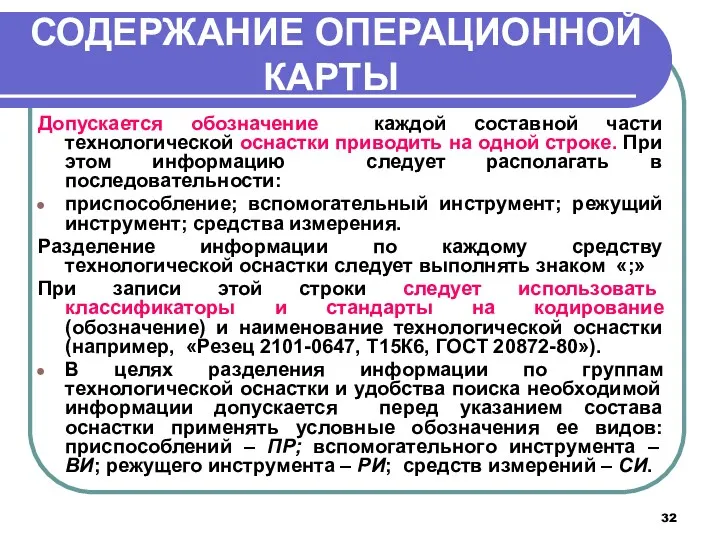
- 32. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Допускается обозначение каждой составной части технологической оснастки приводить на одной строке. При этом
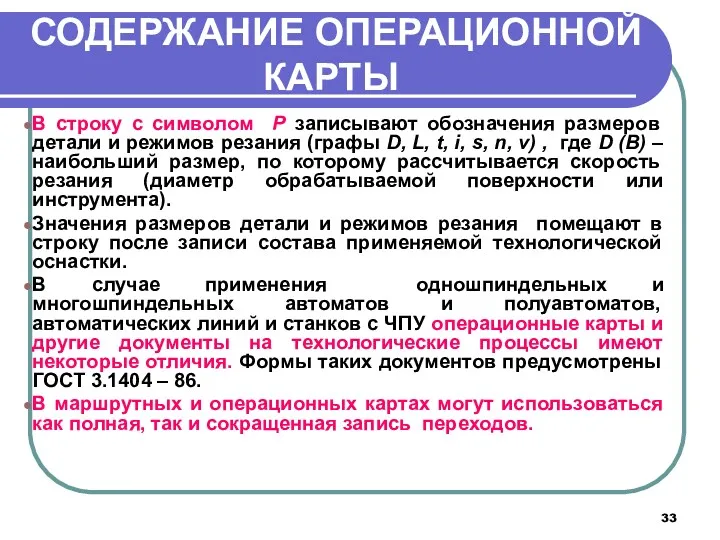
- 33. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В строку с символом Р записывают обозначения размеров детали и режимов резания (графы
- 34. ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
- 35. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
- 36. ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
- 37. ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
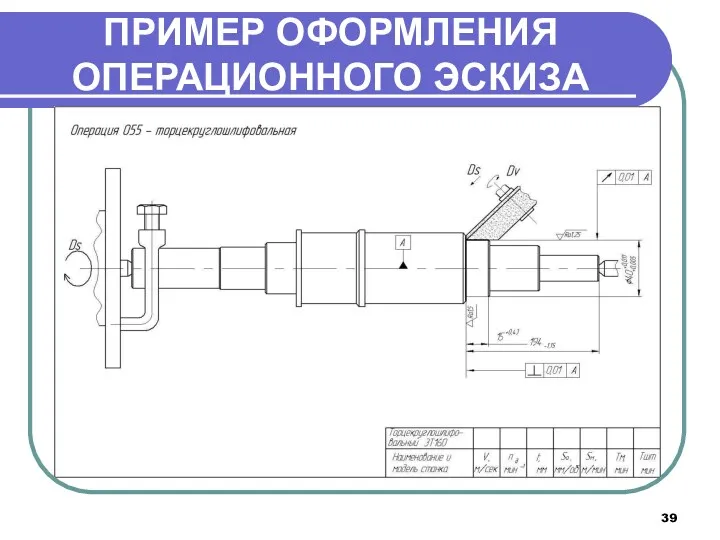
- 38. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
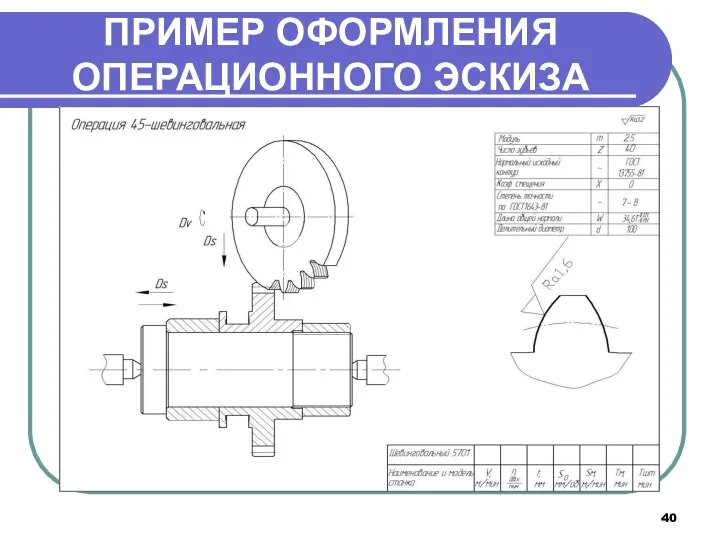
- 39. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 40. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 42. Скачать презентацию
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ

ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
Методология разработки технологических процессов
Методология разработки технологических процессов
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Чаще всего (в курсовом и дипломном проектах) мы будем
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Чаще всего (в курсовом и дипломном проектах) мы будем
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания разрабатываемые в курсовом и
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания разрабатываемые в курсовом и
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения

ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
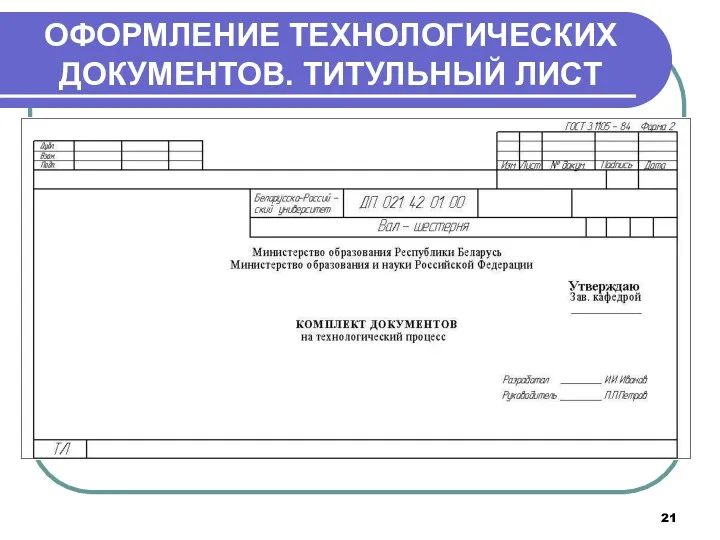
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
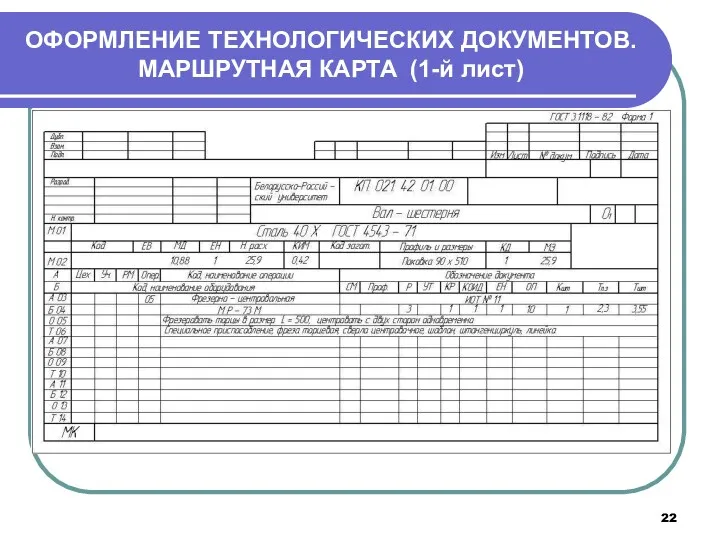
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
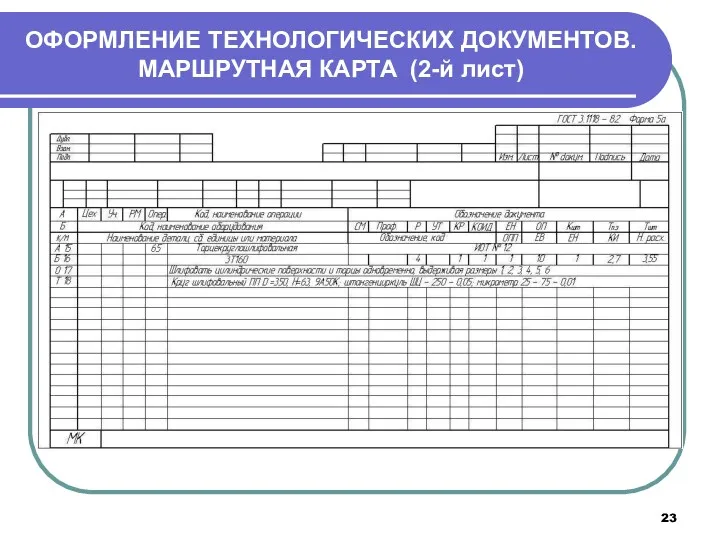
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- Профиль и размеры исходной заготовки (габаритные размеры);
- КД
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- Профиль и размеры исходной заготовки (габаритные размеры);
- КД
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)

ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали
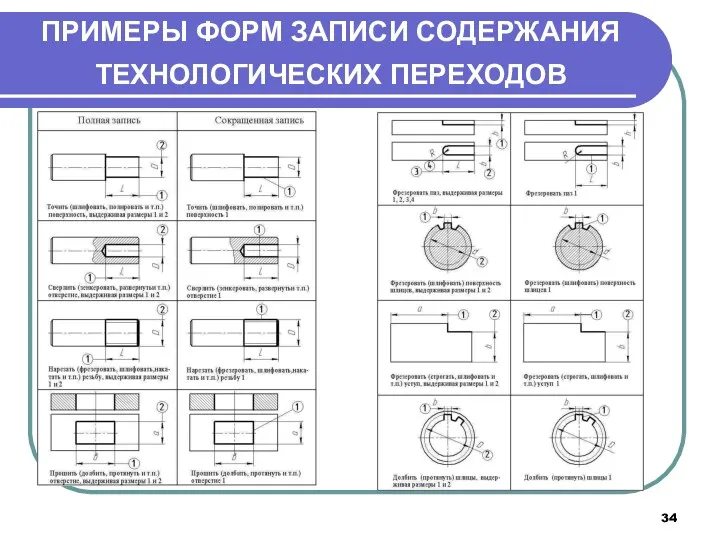
ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
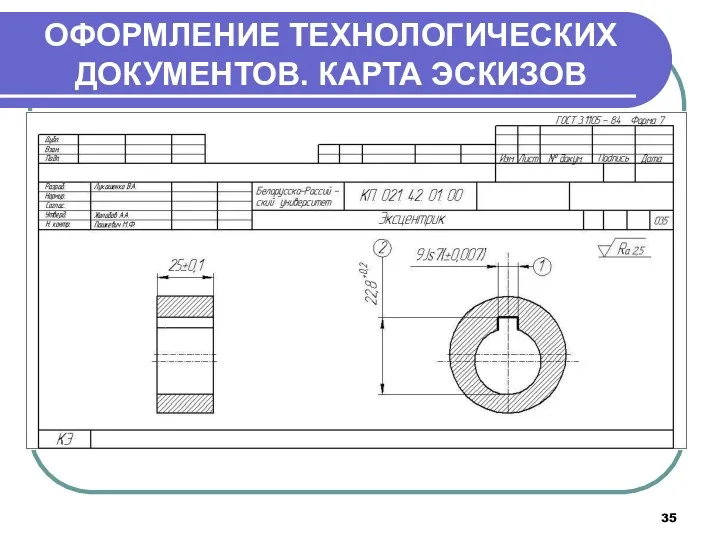
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
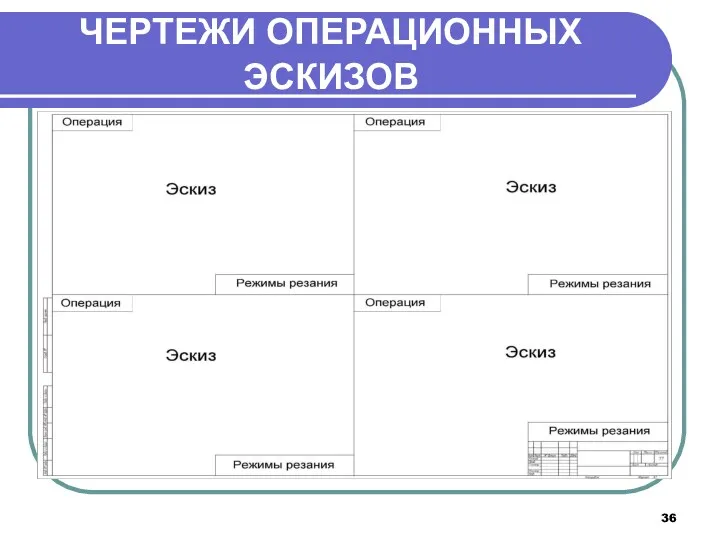
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
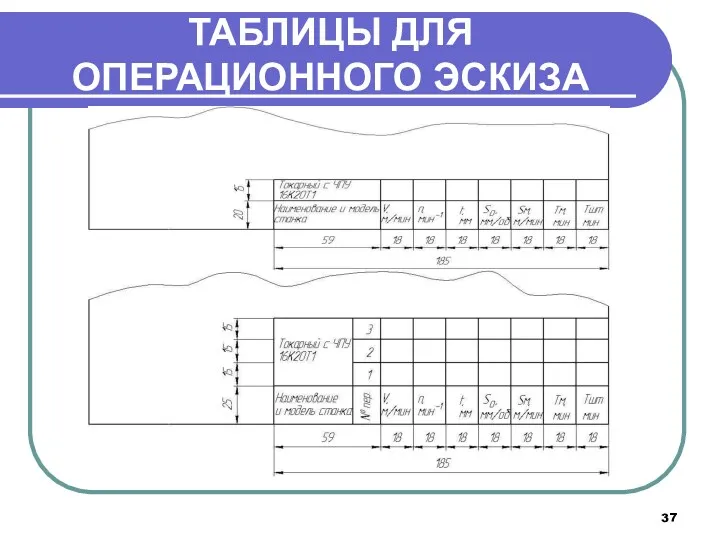
ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА

ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
 Биотрансформация ядов
Биотрансформация ядов Презентация Области применения металлов
Презентация Области применения металлов Защита от воздействия высоких и низких температур
Защита от воздействия высоких и низких температур Операции над графами и их свойства
Операции над графами и их свойства Здание как сочетание различных объемов
Здание как сочетание различных объемов Основные элементы вязания крючком
Основные элементы вязания крючком Презентация к уроку: Основания
Презентация к уроку: Основания Телефонні лінії зв’язку. Комунікаційні системи глобальних мереж
Телефонні лінії зв’язку. Комунікаційні системи глобальних мереж Удивительные птицы мира (Топ-20)
Удивительные птицы мира (Топ-20) АиР Судорожный синдром
АиР Судорожный синдром Презентация Сотрудничество семьи и школы в развитии личностных УУД младших школьников
Презентация Сотрудничество семьи и школы в развитии личностных УУД младших школьников Чистые интервалы
Чистые интервалы Электротравма. Поражение атмосферным электричеством
Электротравма. Поражение атмосферным электричеством Электроэнергетика России
Электроэнергетика России О предоставлении субсидий на возмещение части прямых понесенных затрат, направленных на создание и модернизацию объектов
О предоставлении субсидий на возмещение части прямых понесенных затрат, направленных на создание и модернизацию объектов Классы неорганических соединений
Классы неорганических соединений Душистый льется чай
Душистый льется чай Building blocks. Atoms. Elements. Structure of the atom
Building blocks. Atoms. Elements. Structure of the atom Forecasting techniques. Barometric methods
Forecasting techniques. Barometric methods Презентация Центр книги.
Презентация Центр книги. Презентация Развитие навыков письма и чтения посредством образовательной кинезиологической программы BRAIN GYM
Презентация Развитие навыков письма и чтения посредством образовательной кинезиологической программы BRAIN GYM Классификация глобальных проблем
Классификация глобальных проблем Технология возделывания картофеля
Технология возделывания картофеля Цветоведение
Цветоведение Правка металла
Правка металла презентация для родителей один день из жизни группы
презентация для родителей один день из жизни группы Теоретическая механика. Курс лекций
Теоретическая механика. Курс лекций Прорастание картофеля в разных условиях
Прорастание картофеля в разных условиях