- Определение износа резца в процессе токарной обработки

Содержание
- 2. Специальный вопрос по технологии машиностроения Определение износа резца в процессе токарной обработки.
- 3. Введение. Изнашивание режущего инструмента при токарной обработке значительно отличается от изнашивания деталей машин тем, что зона
- 4. Основные виды износа режущих пластин Рассматривают пять основных типов износа режущего инструмента (рисунок1) Рисунок 1. Типы
- 5. Методика измерения износа резца с помощью траекторий формообразования. В настоящее время разработано множество способов диагностирования износа
- 6. Экспериментальная установка (Рисунок 2) В шпиндель станка устанавливали прецизионную оправку 6, овальность и биение которой не
- 7. При исследованиях в качестве заготовки использовали предварительно обработанную втулку из стали 35, которую крепили на прецизионной
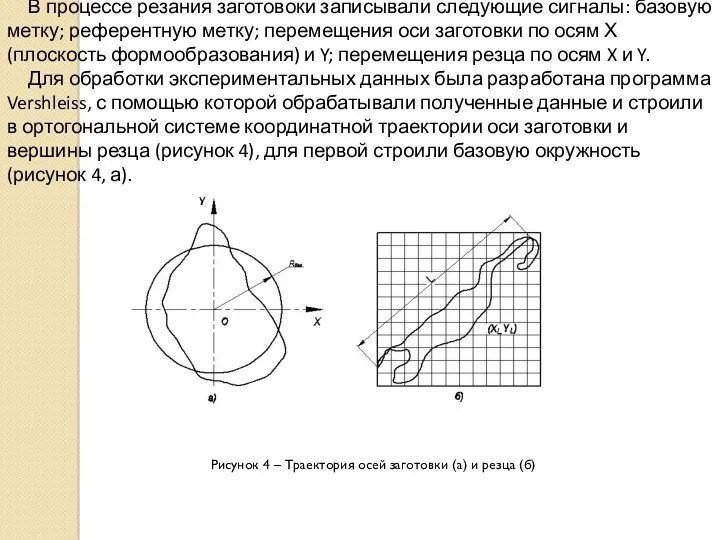
- 8. В процессе резания заготовоки записывали следующие сигналы: базовую метку; референтную метку; перемещения оси заготовки по осям
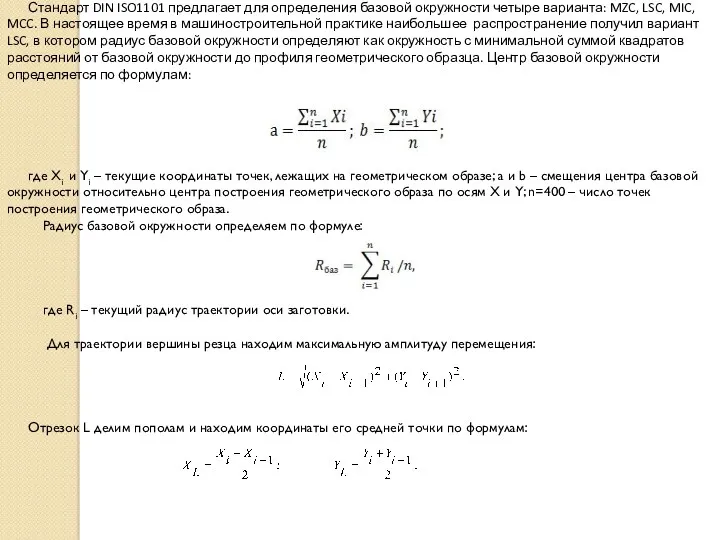
- 9. Стандарт DIN ISO1101 предлагает для определения базовой окружности четыре варианта: MZC, LSC, MIC, MCC. В настоящее
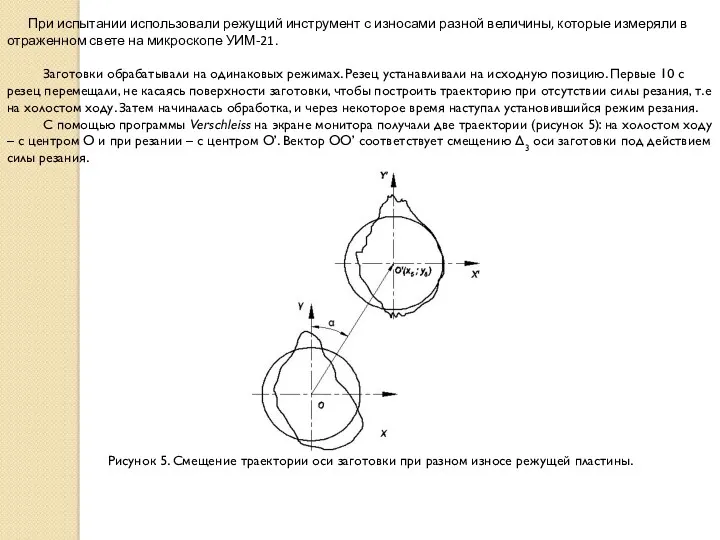
- 10. При испытании использовали режущий инструмент с износами разной величины, которые измеряли в отраженном свете на микроскопе
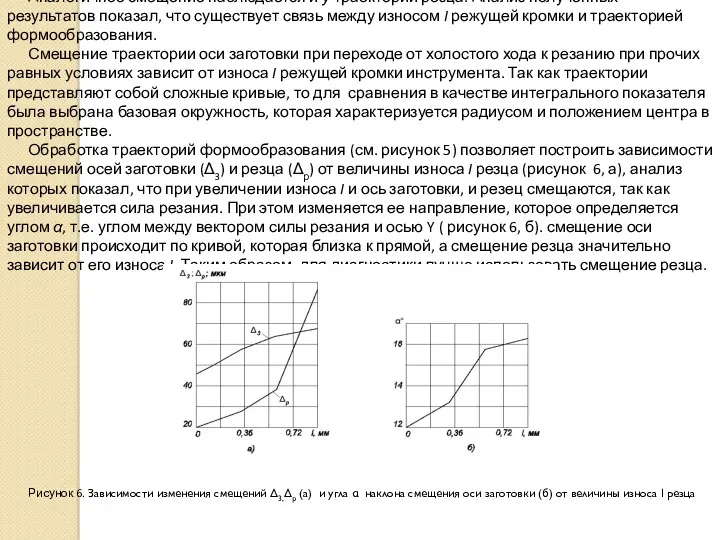
- 11. Аналогичное смещение наблюдается и у траектории резца. Анализ полученных результатов показал, что существует связь между износом
- 12. Заключение. Значение угла α также зависит от износа режущей кромки, однако его нельзя использовать для диагностики
- 14. Скачать презентацию
Специальный вопрос по технологии машиностроения
Определение износа резца в процессе токарной обработки.
Специальный вопрос по технологии машиностроения
Определение износа резца в процессе токарной обработки.
Введение.
Изнашивание режущего инструмента при токарной обработке значительно отличается от изнашивания деталей
Введение.
Изнашивание режущего инструмента при токарной обработке значительно отличается от изнашивания деталей

Основные виды износа режущих пластин
Рассматривают пять основных типов износа режущего инструмента
Основные виды износа режущих пластин
Рассматривают пять основных типов износа режущего инструмента
Методика измерения износа резца с помощью траекторий формообразования.
В настоящее время разработано
Методика измерения износа резца с помощью траекторий формообразования.
В настоящее время разработано

Экспериментальная установка
(Рисунок 2)
В шпиндель станка устанавливали прецизионную оправку 6, овальность и
Экспериментальная установка
(Рисунок 2)
В шпиндель станка устанавливали прецизионную оправку 6, овальность и
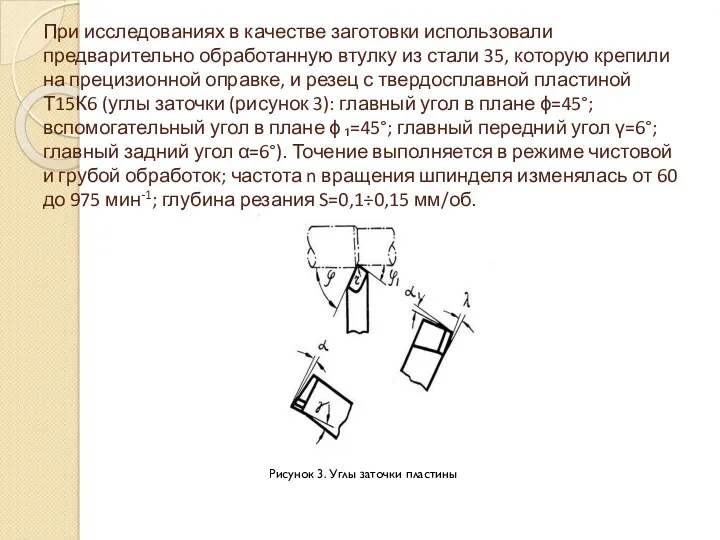
При исследованиях в качестве заготовки использовали предварительно обработанную втулку из стали
При исследованиях в качестве заготовки использовали предварительно обработанную втулку из стали
В процессе резания заготовоки записывали следующие сигналы: базовую метку; референтную метку;
В процессе резания заготовоки записывали следующие сигналы: базовую метку; референтную метку;
Стандарт DIN ISO1101 предлагает для определения базовой окружности четыре варианта: MZC,
Стандарт DIN ISO1101 предлагает для определения базовой окружности четыре варианта: MZC,
При испытании использовали режущий инструмент с износами разной величины, которые измеряли
При испытании использовали режущий инструмент с износами разной величины, которые измеряли
Аналогичное смещение наблюдается и у траектории резца. Анализ полученных результатов показал,
Аналогичное смещение наблюдается и у траектории резца. Анализ полученных результатов показал,
Заключение.
Значение угла α также зависит от износа режущей кромки, однако его
Заключение.
Значение угла α также зависит от износа режущей кромки, однако его
 Снегири на ветках.
Снегири на ветках. Остановка кровообращения и дыхания. Технология оказания экстренной медицинской помощи
Остановка кровообращения и дыхания. Технология оказания экстренной медицинской помощи Технология подключения, настройки и проверки работоспособности печатающих устройств
Технология подключения, настройки и проверки работоспособности печатающих устройств Использование агротоплива для сушки зерна. Модернизация зерносушилки ДСП32 на участке Кононовка
Использование агротоплива для сушки зерна. Модернизация зерносушилки ДСП32 на участке Кононовка Частотні характеристики лінійних електричних кіл другого порядку. Частотні властивості послідовного коливального контуру
Частотні характеристики лінійних електричних кіл другого порядку. Частотні властивості послідовного коливального контуру Методика высокоточного нивелирования при создании опорной сети на аэродромах государственной авиации
Методика высокоточного нивелирования при создании опорной сети на аэродромах государственной авиации Приложение к родительскому собранию Уроки для родителей. Истина всегда рядом
Приложение к родительскому собранию Уроки для родителей. Истина всегда рядом Балалар жасындағы пульпит. Балалардағы пульпитті емдеудің биологиялық әдісі
Балалар жасындағы пульпит. Балалардағы пульпитті емдеудің биологиялық әдісі Древнееврейский алфавит
Древнееврейский алфавит МБДОУ комбинированного вида (с логопедическими группами) Г. Бугульма
МБДОУ комбинированного вида (с логопедическими группами) Г. Бугульма Япония в XVI-XVIII вв
Япония в XVI-XVIII вв Нормы и правила планировки частного дома
Нормы и правила планировки частного дома 1_Введение
1_Введение Живые снежинки
Живые снежинки Парк-усадьба Бабушки русской революции в селе Луговец Мглинского района Брянской области РФ. Концепция развития территории
Парк-усадьба Бабушки русской революции в селе Луговец Мглинского района Брянской области РФ. Концепция развития территории Вязание крючком
Вязание крючком Какие бывают дожди
Какие бывают дожди Презентация Правила личной гигиены
Презентация Правила личной гигиены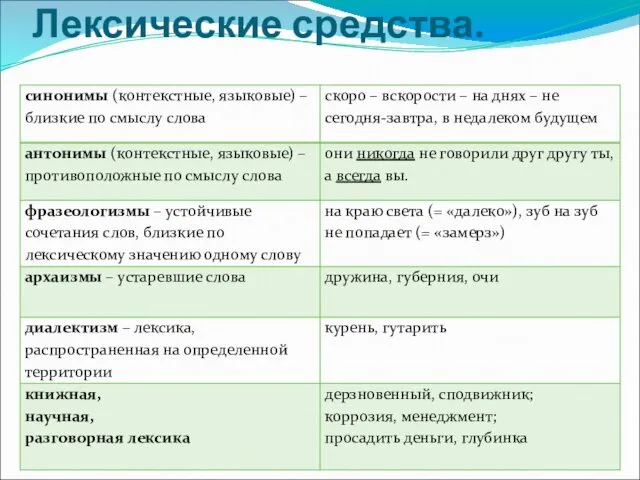 Лексические средства языка
Лексические средства языка Предмет теории государства и права. Теория государства и права в системе юридических наук
Предмет теории государства и права. Теория государства и права в системе юридических наук Ребусы по химии Диск
Ребусы по химии Диск Рафаэль Санти
Рафаэль Санти Блеск и сила здоровых волос с точки зрения химии
Блеск и сила здоровых волос с точки зрения химии Стратегический менеджмент
Стратегический менеджмент Профессия “Повар”
Профессия “Повар” Устройство и конструкция БВС
Устройство и конструкция БВС Чтение информации на этикетке упакованного товара и изучение его подлинности по штриховому коду
Чтение информации на этикетке упакованного товара и изучение его подлинности по штриховому коду Образовательная робототехника Lego Education
Образовательная робототехника Lego Education