- Оптимизация в задаче управления инструментом при листовой резке на машинах с ЧПУ

Содержание
- 2. Аннотация доклада В докладе рассматривается оптимизационная задача маршрутизации, возникающая при разработке управляющих программ для машин фигурной
- 3. Две основные функции САПР фигурного раскроя листовых материалов и проектирования УП для машин с ЧПУ 1.
- 4. Основные компоненты траектории инструмента при резке листового материала на машинах с ЧПУ 1 пробивка материала в
- 5. а) б) Пример схемы резки двух заготовок с использованием техники резки по замкнутому контуру (стандартная резка)
- 6. Формализация задачи маршрутизации. Основные определения
- 7. Специальные (нестандартные) техники резки Special techniques: 1. The multi-circuit cutting “chain cutting”; “bridges”; “snake”; “figure of
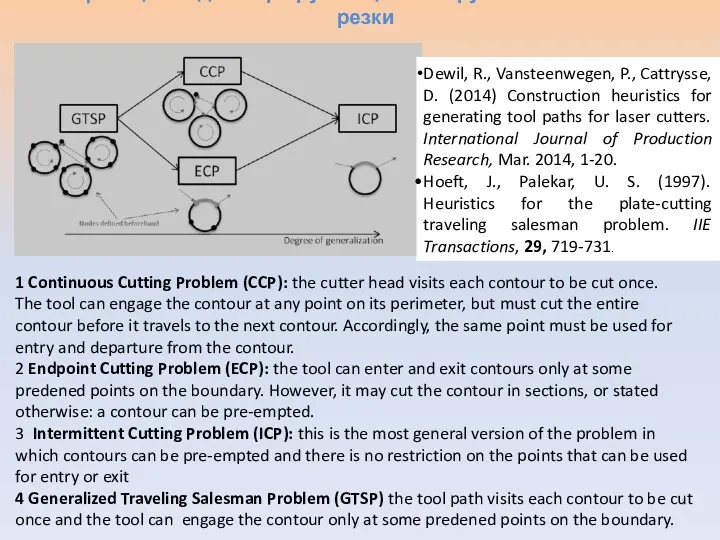
- 8. Классификация задач маршрутизации инструмента машин листовой резки 1 Continuous Cutting Problem (CCP): the cutter head visits
- 9. 5. Segment Continuous Cutting Problem (SCCP). Классификация задач маршрутизации инструмента машин листовой резки Petunin, Aleksandr A
- 10. Задачи минимизации времени и стоимости резки Время резки tcut= , (1) где: Lon — длина маршрута
- 11. Статические ограничения для задачи SCCP
- 12. Дискретизация множества допустимых точек врезки
- 13. Статические ограничения для задачи SCCP
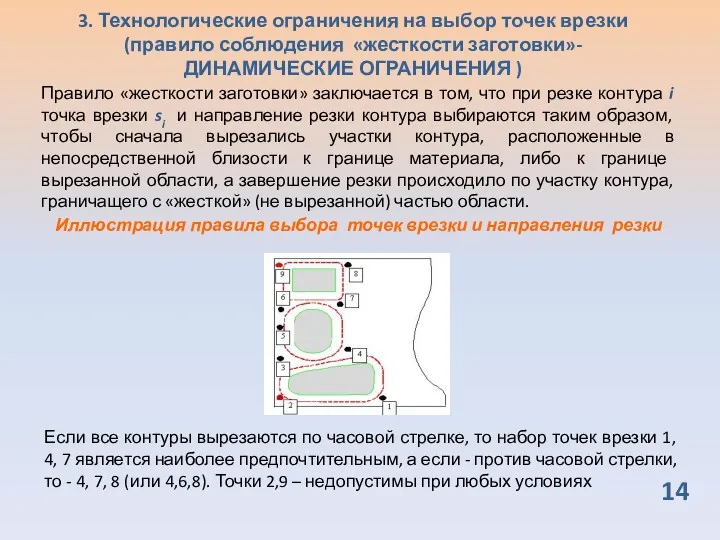
- 14. 3. Технологические ограничения на выбор точек врезки (правило соблюдения «жесткости заготовки»- ДИНАМИЧЕСКИЕ ОГРАНИЧЕНИЯ ) Правило «жесткости
- 15. 4. Иллюстрация правила «жесткости материала», влияющих на формирование ограничений на порядок резки заготовок - ДИНАМИЧЕСКИЕ ОГРАНИЧЕНИЯ
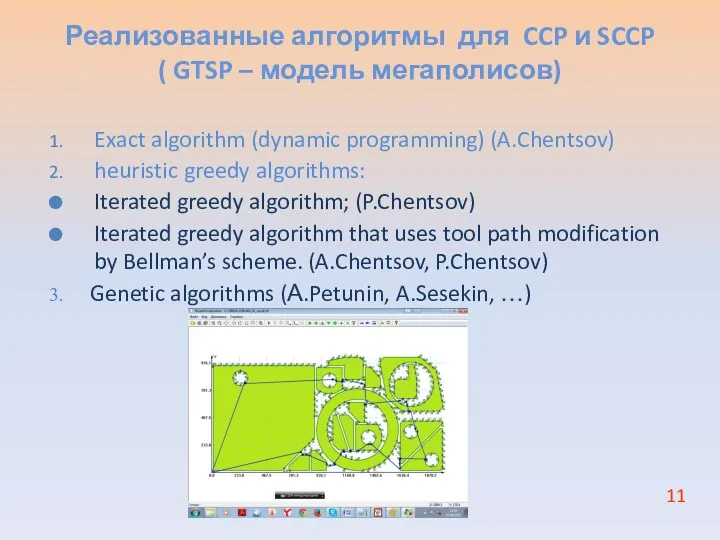
- 16. Реализованные алгоритмы для CCP и SCCP ( GTSP – модель мегаполисов) Exact algorithm (dynamic programming) (A.Chentsov)
- 17. Маршрутные задачи
- 30. Скачать презентацию
Аннотация доклада
В докладе рассматривается оптимизационная задача маршрутизации, возникающая при разработке управляющих
Аннотация доклада
В докладе рассматривается оптимизационная задача маршрутизации, возникающая при разработке управляющих

Две основные функции САПР фигурного раскроя листовых материалов и проектирования УП
Две основные функции САПР фигурного раскроя листовых материалов и проектирования УП

Основные компоненты траектории инструмента при резке листового материала на машинах с
Основные компоненты траектории инструмента при резке листового материала на машинах с
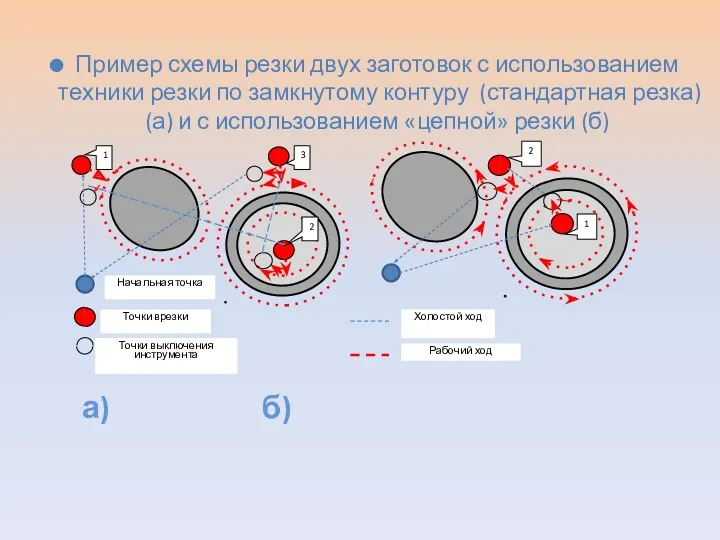
а) б)
Пример схемы резки двух заготовок с использованием техники резки по замкнутому
а) б)
Пример схемы резки двух заготовок с использованием техники резки по замкнутому
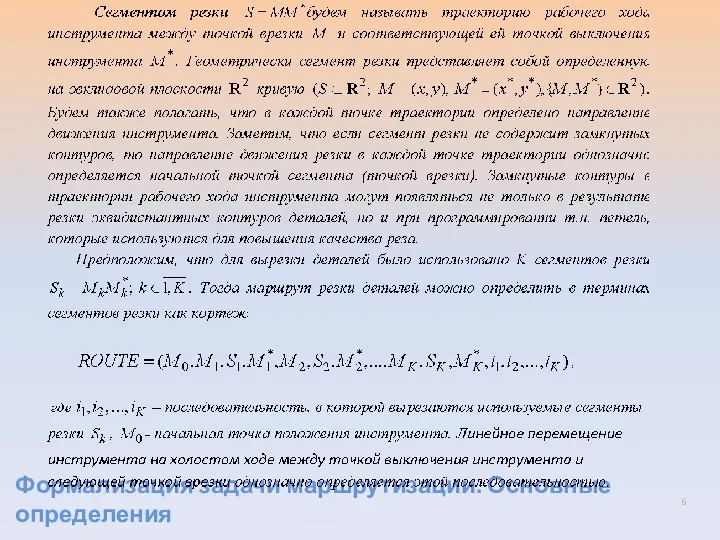
Формализация задачи маршрутизации. Основные определения
Формализация задачи маршрутизации. Основные определения
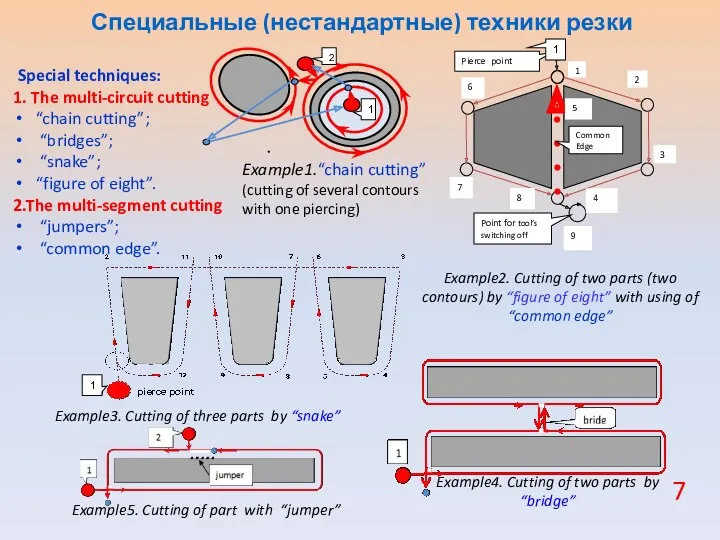
Специальные (нестандартные) техники резки
Special techniques:
1. The multi-circuit cutting
“chain cutting”;
Специальные (нестандартные) техники резки
Special techniques:
1. The multi-circuit cutting
“chain cutting”;
Классификация задач маршрутизации инструмента машин листовой резки
1 Continuous Cutting Problem (CCP):
Классификация задач маршрутизации инструмента машин листовой резки
1 Continuous Cutting Problem (CCP):
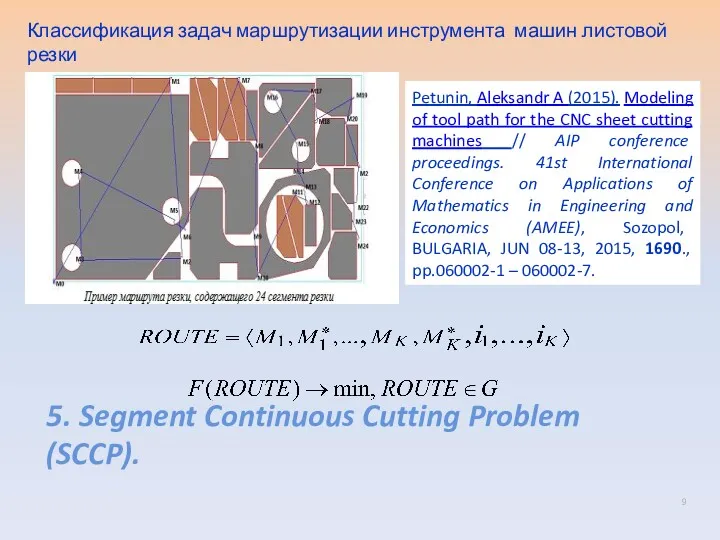
5. Segment Continuous Cutting Problem (SCCP).
Классификация задач маршрутизации инструмента машин листовой
5. Segment Continuous Cutting Problem (SCCP).
Классификация задач маршрутизации инструмента машин листовой
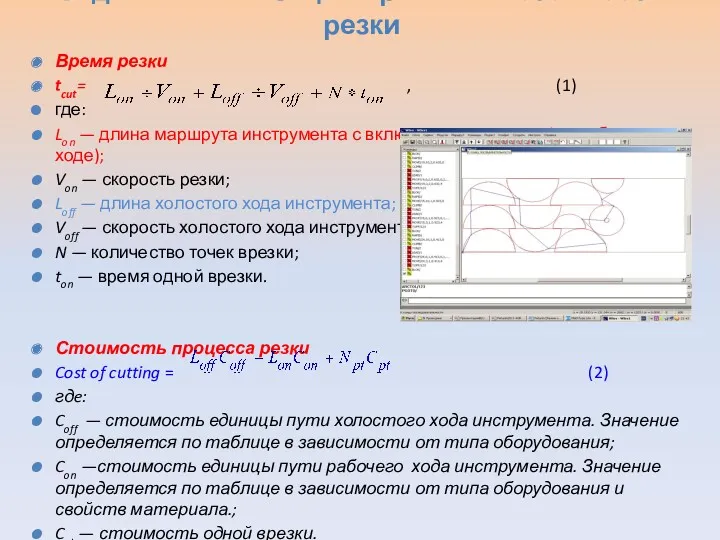
Задачи минимизации времени и стоимости резки
Время резки
tcut= , (1)
где:
Lon
Задачи минимизации времени и стоимости резки
Время резки
tcut= , (1)
где:
Lon
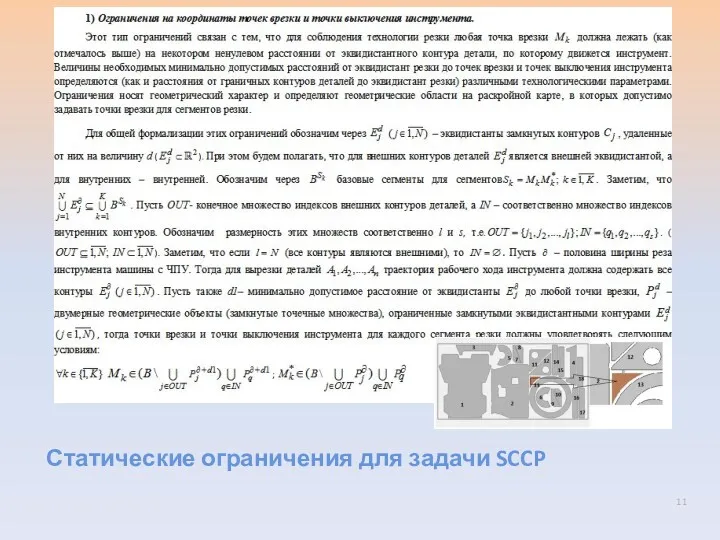
Статические ограничения для задачи SCCP
Статические ограничения для задачи SCCP
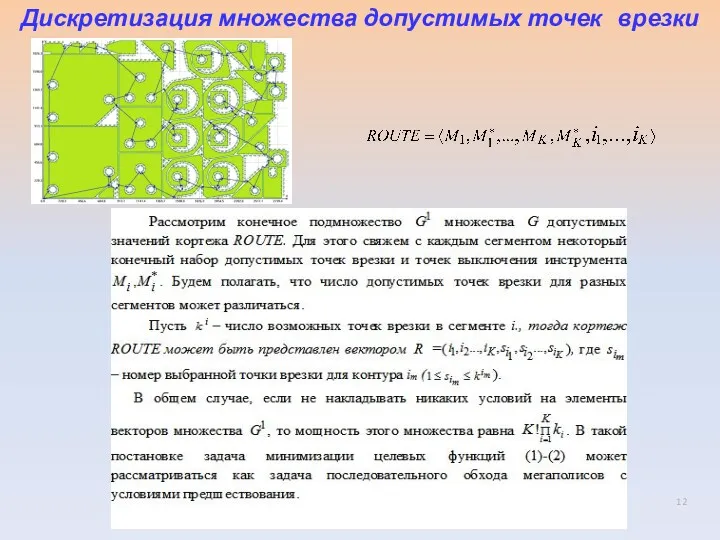
Дискретизация множества допустимых точек врезки
Дискретизация множества допустимых точек врезки
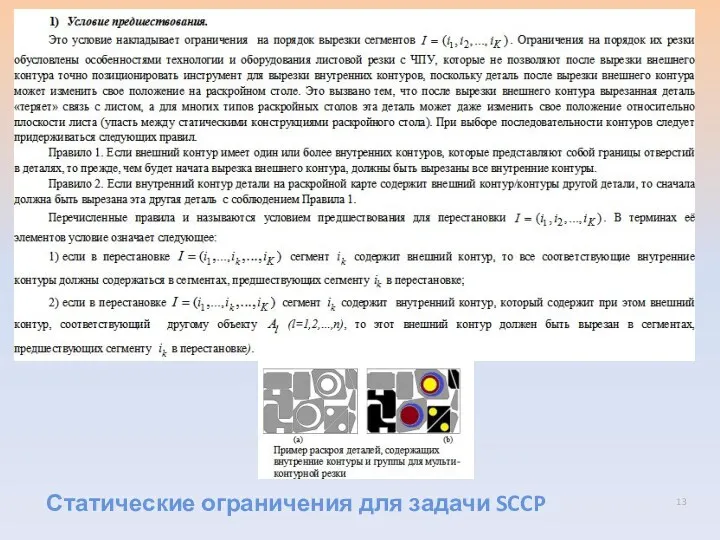
Статические ограничения для задачи SCCP
Статические ограничения для задачи SCCP
3. Технологические ограничения на выбор точек врезки
(правило соблюдения «жесткости заготовки»-
ДИНАМИЧЕСКИЕ
3. Технологические ограничения на выбор точек врезки (правило соблюдения «жесткости заготовки»- ДИНАМИЧЕСКИЕ

4. Иллюстрация правила «жесткости материала», влияющих на формирование ограничений на порядок
4. Иллюстрация правила «жесткости материала», влияющих на формирование ограничений на порядок
Реализованные алгоритмы для CCP и SCCP
( GTSP – модель мегаполисов)
Реализованные алгоритмы для CCP и SCCP ( GTSP – модель мегаполисов)
Маршрутные задачи
Маршрутные задачи
 Никитин Рубин Казань
Никитин Рубин Казань Презентация: из истории Памятника Архитектуры и культуры Краснодарского края Свято-Троицкого храма ст. Платнировской. 1906 - 2011
Презентация: из истории Памятника Архитектуры и культуры Краснодарского края Свято-Троицкого храма ст. Платнировской. 1906 - 2011 Консультация для педагогов Толерантность
Консультация для педагогов Толерантность Густав Роберт Кирхгов
Густав Роберт Кирхгов Гробница Тутанхамона. История открытия
Гробница Тутанхамона. История открытия Построение розы ветров
Построение розы ветров класс тематический натюрморт
класс тематический натюрморт Мотивация деятельности человека
Мотивация деятельности человека Когортные исследования
Когортные исследования Музыкальная физкультминутка
Музыкальная физкультминутка Кремний и его соединения
Кремний и его соединения پروژه ساعت سون سگمنت
پروژه ساعت سون سگمنت Презентации к уроку естествознания
Презентации к уроку естествознания Радиомаяк азимутальный РМА–90. Аппаратура управления и проверки
Радиомаяк азимутальный РМА–90. Аппаратура управления и проверки Философия и ее роль в жизни общества
Философия и ее роль в жизни общества Sonic Theology
Sonic Theology Формы государства
Формы государства Коррекционно-развивающие программы, методики и технологии работы с детьми раннего возраста
Коррекционно-развивающие программы, методики и технологии работы с детьми раннего возраста ВИДЫ СВЯЗИ
ВИДЫ СВЯЗИ Библейские аллюзии в сериале Люцифер
Библейские аллюзии в сериале Люцифер Александр II: начало правления. Крестьянская реформа 1861 г
Александр II: начало правления. Крестьянская реформа 1861 г Особенности туризма как объекта управления
Особенности туризма как объекта управления Ядролық энергетикалық қондырғылар
Ядролық энергетикалық қондырғылар Роль методического объединения классных руководителей в современной школе
Роль методического объединения классных руководителей в современной школе Игра для ЭОР
Игра для ЭОР Наша свадьба год назад
Наша свадьба год назад Презентация
Презентация Край родной-Талдомский
Край родной-Талдомский