- Организация работы и проектирование сварочно-жестяницкого участка в условиях МУ БГПАТП

Содержание
- 2. Краткая характеристика предприятия Муниципальное унитарное Брянское городское пассажирское автотранспортное предприятие располагается по адресу: г. Брянск, ул.
- 3. Технико-экономические показатели работы подвижного состава
- 4. Характеристика ПС и исходные данные ЛИАЗ- 525645 Кол-во автомобилей: 111 ПАЗ-320414 Кол-во автомобилей: 21
- 5. Исходные и скорректированные нормативы ТО и ремонта
- 6. Исходные и скорректированные нормативы ТО и ремонта
- 7. Расчетные показатели по сварочно-жестяницкому участку
- 8. Режим работы подразделений ТО и ТР на АТП Автомобили в АТП работают по непрерывной дневной рабочей
- 9. Схема технологического процесса на сварочно- жестяницком участке
- 10. Схема управления сварочно-жестяницком участком Начальник производства Мастер участка Сварочно-жестяницкий участок
- 11. Технологическое оборудование и оснастка сварочно-жестяницкого участка Технологическое оборудование на участке Технологическая оснастка на участке
- 12. Схема планировки сварочно-жестяницкого участка Существующая и предлагаемая планировки и расстановка оборудования участка до (слева) и после
- 13. Технологическое оборудование Аппарат точечной сварки NORDBERG WS4 (220В) Пресс электрогидравлический NORDBERG Ручной зиговочный станок BENDMAK Станок
- 14. Описания применяемого приспособления Аппарат точечной сварки NORDBERG WS4 (220В) для контактной точечной сварки и выпрямления стальных
- 15. Описания применяемого приспособления Ручная зиговочная машина позволяет производить зиговку, отбортовку кромок, формовку различных типов кромки. Используется
- 16. Описания применяемого приспособления Вертикальный-сверлильный станок 2С132 Вертикально сверлильный станок 2С132 предназначен для выполнения следующих видов работ:
- 17. Сводная таблица итоговых расчетов
- 18. ЗАКЛЮЧЕНИЕ При выполнении дипломного проекта по теме: «Организация работы и проектирование сварочно-жестяницкого участка в условиях МУ
- 20. Скачать презентацию
Краткая характеристика предприятия
Муниципальное унитарное Брянское городское пассажирское автотранспортное предприятие располагается по
Краткая характеристика предприятия
Муниципальное унитарное Брянское городское пассажирское автотранспортное предприятие располагается по
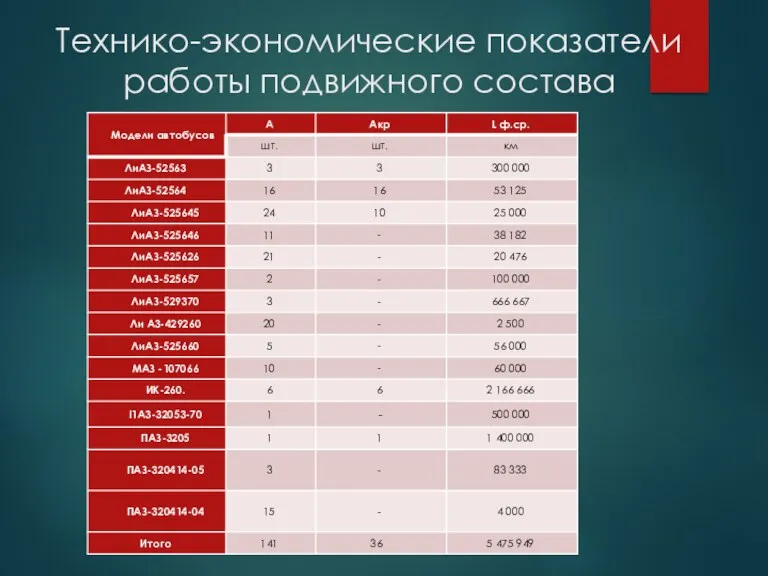
Технико-экономические показатели работы подвижного состава
Технико-экономические показатели работы подвижного состава

Характеристика ПС и исходные данные
ЛИАЗ- 525645
Кол-во автомобилей: 111
ПАЗ-320414
Кол-во автомобилей: 21
Характеристика ПС и исходные данные
ЛИАЗ- 525645
Кол-во автомобилей: 111
ПАЗ-320414
Кол-во автомобилей: 21
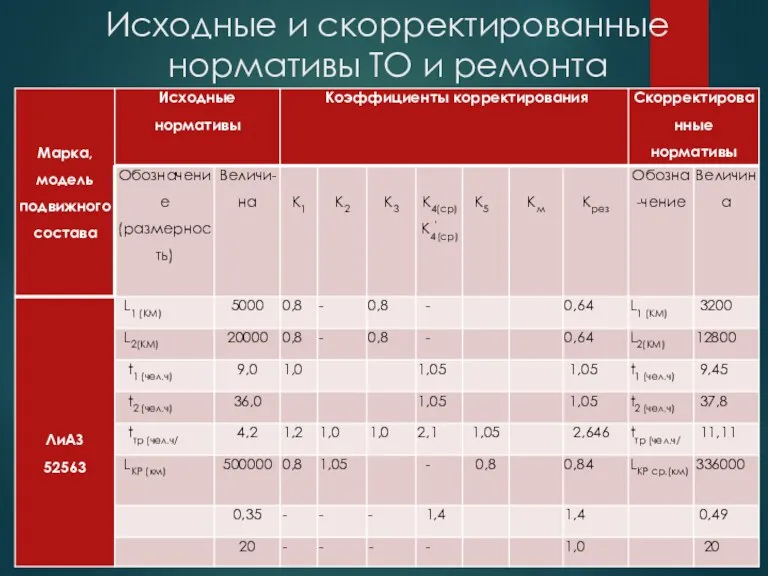
Исходные и скорректированные нормативы ТО и ремонта
Исходные и скорректированные нормативы ТО и ремонта
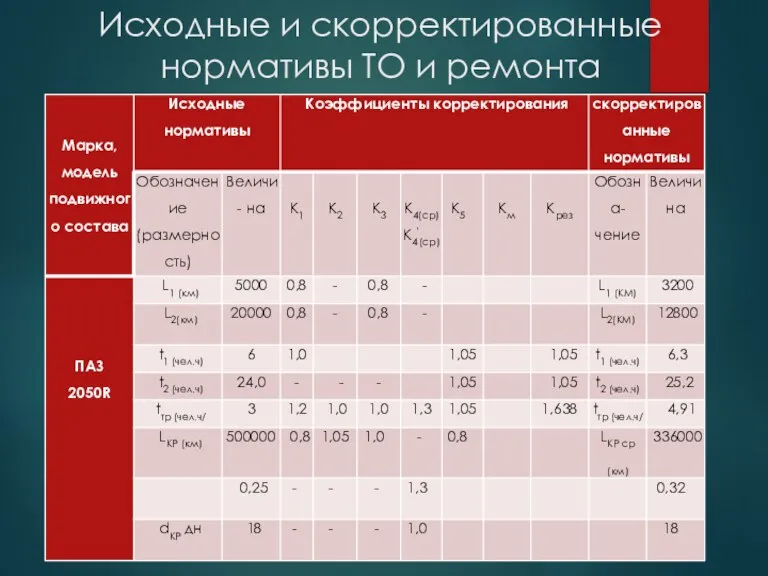
Исходные и скорректированные нормативы ТО и ремонта
Исходные и скорректированные нормативы ТО и ремонта
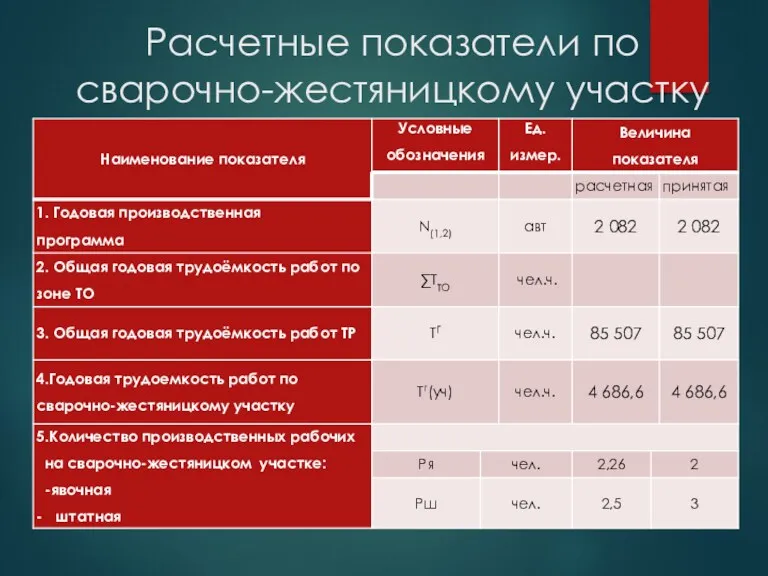
Расчетные показатели по сварочно-жестяницкому участку
Расчетные показатели по сварочно-жестяницкому участку
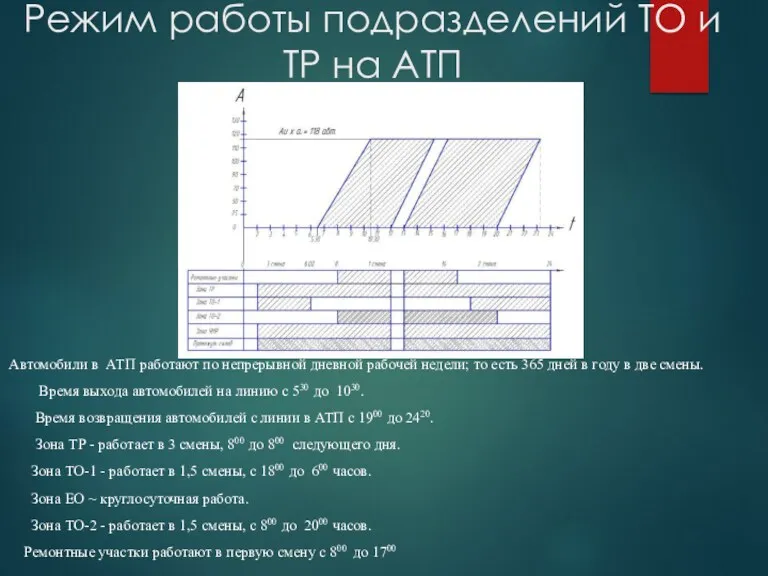
Режим работы подразделений ТО и ТР на АТП
Автомобили в АТП работают
Режим работы подразделений ТО и ТР на АТП
Автомобили в АТП работают
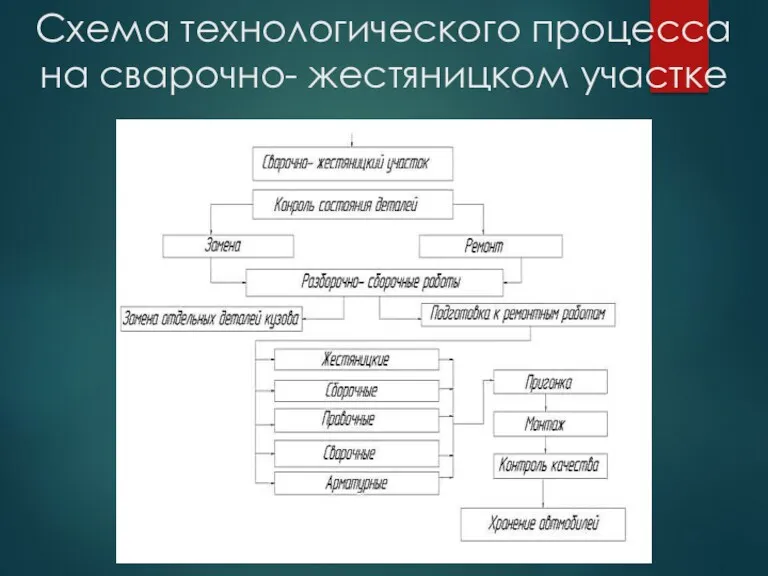
Схема технологического процесса на сварочно- жестяницком участке
Схема технологического процесса на сварочно- жестяницком участке
Схема управления сварочно-жестяницком участком
Начальник производства
Мастер участка
Сварочно-жестяницкий участок
Схема управления сварочно-жестяницком участком
Начальник производства
Мастер участка
Сварочно-жестяницкий участок
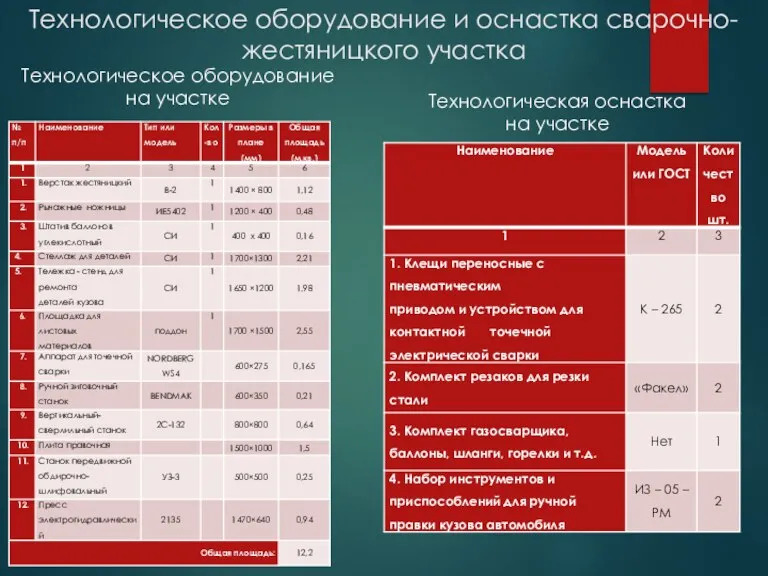
Технологическое оборудование и оснастка сварочно-жестяницкого участка
Технологическое оборудование
на участке
Технологическая оснастка
на
Технологическое оборудование и оснастка сварочно-жестяницкого участка
Технологическое оборудование
на участке
Технологическая оснастка
на

Схема планировки сварочно-жестяницкого участка
Существующая и предлагаемая планировки и расстановка оборудования участка
Схема планировки сварочно-жестяницкого участка
Существующая и предлагаемая планировки и расстановка оборудования участка

Технологическое оборудование
Аппарат точечной сварки NORDBERG WS4 (220В)
Пресс электрогидравлический
NORDBERG
Ручной зиговочный
Технологическое оборудование
Аппарат точечной сварки NORDBERG WS4 (220В)
Пресс электрогидравлический
NORDBERG
Ручной зиговочный

Описания применяемого приспособления
Аппарат точечной сварки NORDBERG WS4 (220В) для контактной точечной
Описания применяемого приспособления
Аппарат точечной сварки NORDBERG WS4 (220В) для контактной точечной
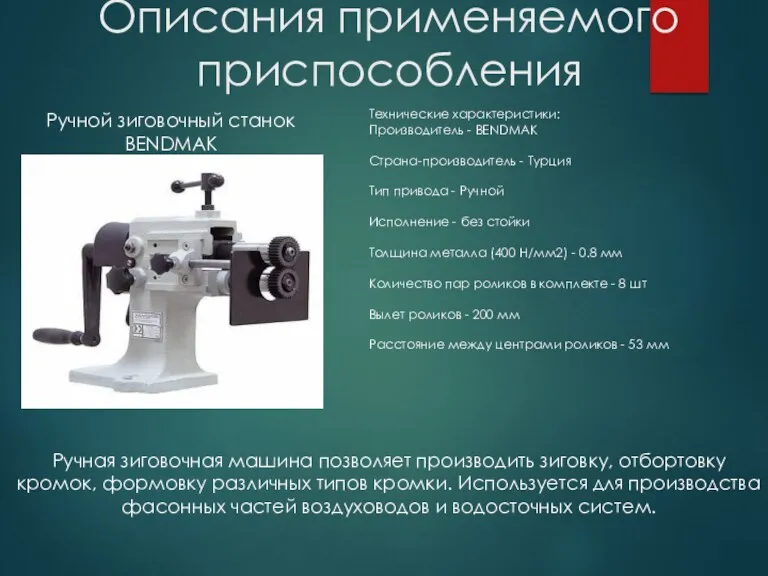
Описания применяемого приспособления
Ручная зиговочная машина позволяет производить зиговку, отбортовку кромок, формовку
Описания применяемого приспособления
Ручная зиговочная машина позволяет производить зиговку, отбортовку кромок, формовку

Описания применяемого приспособления
Вертикальный-сверлильный станок 2С132
Вертикально сверлильный станок 2С132 предназначен для выполнения
Описания применяемого приспособления
Вертикальный-сверлильный станок 2С132
Вертикально сверлильный станок 2С132 предназначен для выполнения
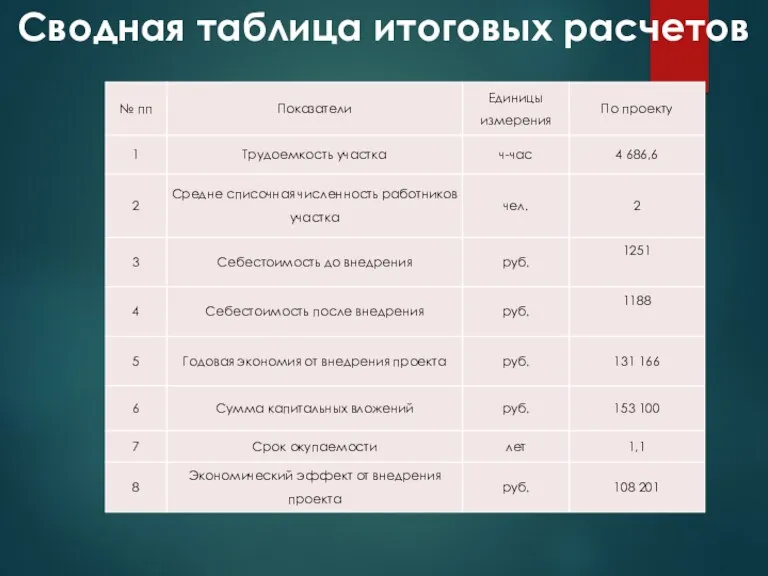
Сводная таблица итоговых расчетов
Сводная таблица итоговых расчетов
ЗАКЛЮЧЕНИЕ
При выполнении дипломного проекта по теме: «Организация работы и проектирование сварочно-жестяницкого
ЗАКЛЮЧЕНИЕ
При выполнении дипломного проекта по теме: «Организация работы и проектирование сварочно-жестяницкого
 Форум профессионалов молодёжной сферы #смородина
Форум профессионалов молодёжной сферы #смородина Переливание крови
Переливание крови Аргентина. Визитная карточка
Аргентина. Визитная карточка Подготовка объектов автоматизации к внедрению и опытной эксплуатации
Подготовка объектов автоматизации к внедрению и опытной эксплуатации Железобетонные бункера
Железобетонные бункера Проект Прошлое и настоящее усадьбы Ланских-Араповых
Проект Прошлое и настоящее усадьбы Ланских-Араповых Родина ретровірусів. Віруси – збудники СНІДу та онкогенних інфекцій
Родина ретровірусів. Віруси – збудники СНІДу та онкогенних інфекцій Лингвистика как наука о языке. Общее понятие о языке. Язык как знаковая система
Лингвистика как наука о языке. Общее понятие о языке. Язык как знаковая система Роль женщин в истории истории математики
Роль женщин в истории истории математики Преступления против государственной власти, интересов государственной службы и службы в органах местного самоуправления
Преступления против государственной власти, интересов государственной службы и службы в органах местного самоуправления Луна
Луна День Матери 2015 год
День Матери 2015 год Самое-самое интересное о железной дороге
Самое-самое интересное о железной дороге Пропорции головы человека (ИЗО)
Пропорции головы человека (ИЗО) Общая характеристика грибов
Общая характеристика грибов Выявление особенностей связного повествовательного высказывания у старших дошкольников с интеллектуальными нарушениями
Выявление особенностей связного повествовательного высказывания у старших дошкольников с интеллектуальными нарушениями Семейный праздник 23 + 8 (2 класс)
Семейный праздник 23 + 8 (2 класс) Этапы развития искусства Ренессанса
Этапы развития искусства Ренессанса Конфуцианство. Жизнь Конфуция и его учения
Конфуцианство. Жизнь Конфуция и его учения Детям о космосе
Детям о космосе Программная инженерия. Тестирование
Программная инженерия. Тестирование Игра Третий лишний
Игра Третий лишний Векторы на плоскости
Векторы на плоскости ЛРС седативного действия
ЛРС седативного действия Части речи. Существительное
Части речи. Существительное Автоматизация процесса извлечения метаданных из слабоструктурированных документов
Автоматизация процесса извлечения метаданных из слабоструктурированных документов Социальная политика государства
Социальная политика государства моя визитка
моя визитка