- Основи технологічного проектування виробництв

Содержание
- 2. План Опори хімічних апаратів та їх вибір Колони та їх вибір Площинні конструкції (ферми) Внутрішьноцехове підйомно-транспортне
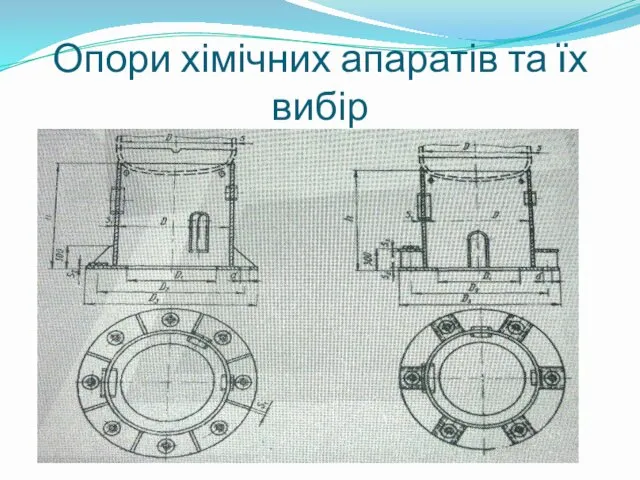
- 3. Опори хімічних апаратів та їх вибір Хімічні апарати встановлюють на фундаменти або на спеціальні підтримкові конструкції
- 4. Опори хімічних апаратів та їх вибір
- 5. Опори хімічних апаратів та їх вибір Основні розміри опорних лап залежать від допустимого навантаження. Опори можуть
- 6. Опори хімічних апаратів та їх вибір Необхідна кількість опор (зазвичай від двох до чотирьох) визначається розрахунком
- 7. Опори хімічних апаратів та їх вибір
- 8. Опори хімічних апаратів та їх вибір
- 9. Опори хімічних апаратів та їх вибір Висота циліндричних опор вибирається за умовами експлуатації апарата, але повинна
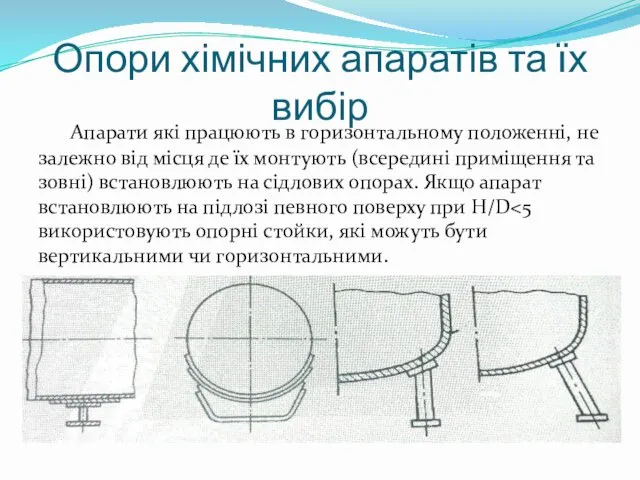
- 10. Опори хімічних апаратів та їх вибір Апарати які працюють в горизонтальному положенні, не залежно від місця
- 11. Колони
- 12. Колони – це вертикальні елементи, які підтримують розташовані вище конструкції та передають навантаження від них на
- 13. У колонах можна виділити три основні частини, які різняться за конструктивним рішенням і функціональним призначенням (рис.3.1,а):
- 15. У центрально-стиснутих колонах конструктивне рішення оголовка повинно забезпечити передачу навантаження або по центру ваги перерізу стрижня,
- 16. Центрово-стиснені колони Найдоцільніше застосовувати трубобетон при проектуванні центрово-стиснених колон. У цьому випадку бетон і труба працюють
- 17. Баштові опори — це багатоповерхові рамні системи, чотири стояки та розпірки яких виконані з трубобетону. Рисунок
- 18. КОЛОНИ СТАЛЕВІ СТУПІНЧАТІ ДЛЯ БУДІВЕЛЬ З МОСТОВИМИ ЕЛЕКТРИЧНИМИ КРАНАМИ ВАНТАЖОПІДЙОМНІСТЮ ДО 50 т Технічні умови ДСТУ
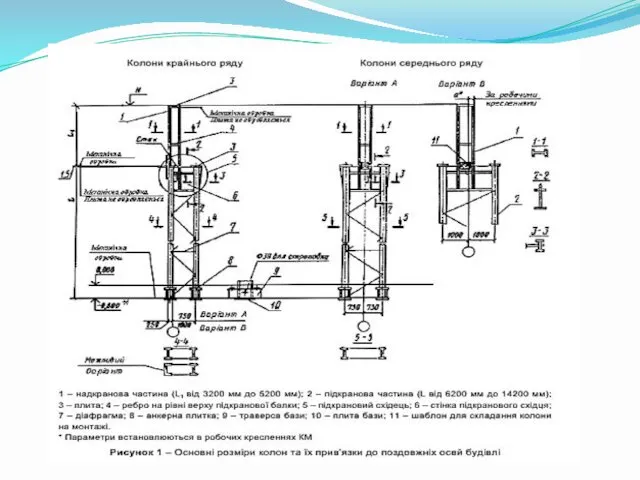
- 19. ОСНОВНІ ТИПИ ТА РОЗМІРИ КОЛОН 1. Колони повинні виготовлятися двох типів: І – з одностороннім підкрановим
- 21. Види профілів для виготовлення колон
- 22. Конструкції колон повинні поставлятись замовнику комплектно у відповідності з договором (контрактом) на поставку. До комплекту повинні
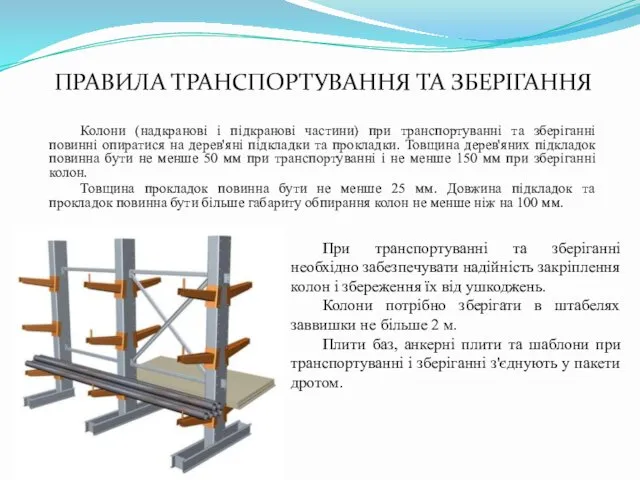
- 23. ПРАВИЛА ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ Колони (надкранові і підкранові частини) при транспортуванні та зберіганні повинні опиратися на
- 24. Площинні конструкції (ферми)
- 25. Ферма (фр. ferme, від лат. firmus — міцний, сильний) — тримальна геометрично незмінна конструкція, що складається
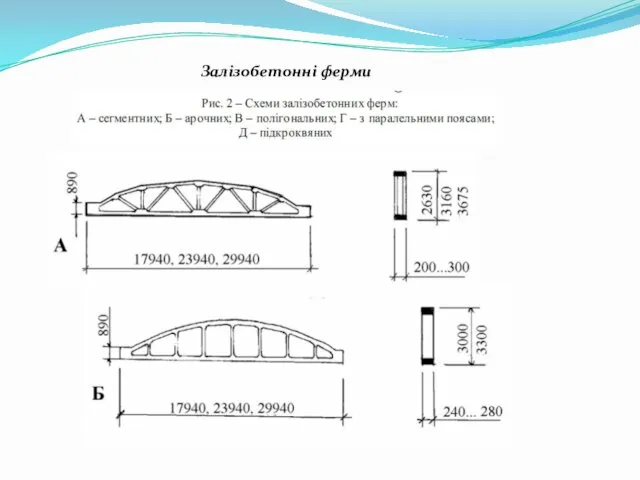
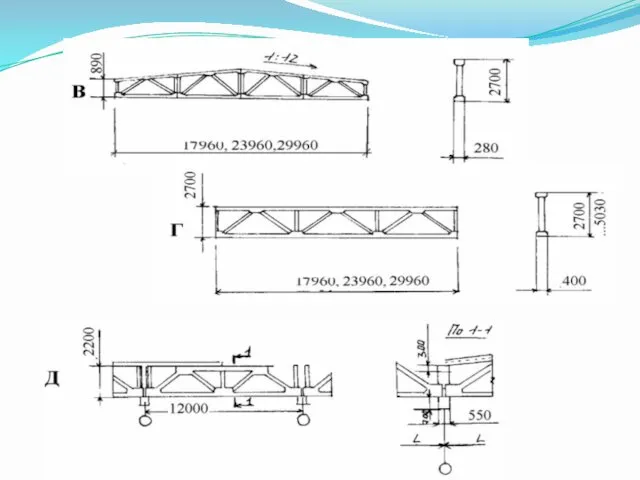
- 26. Залізобетонні ферми
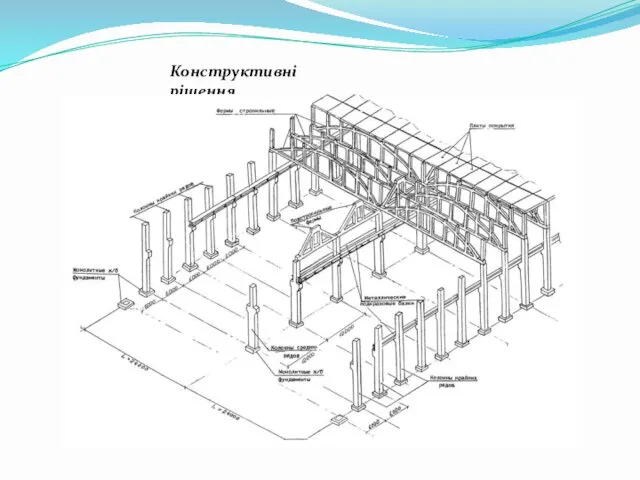
- 28. Конструктивні рішення
- 29. Конструктивні рішення Підкроквяні ферми служать для того, щоб проміжні кроквяні ферми мали опору при кроці їх
- 30. Конструктивні рішення
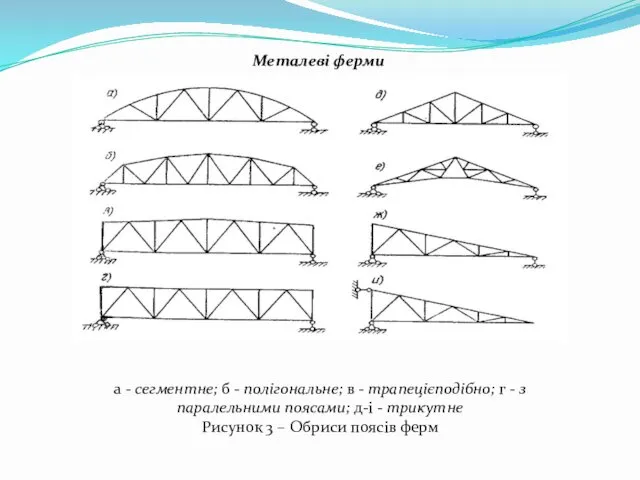
- 31. Металеві ферми а - сегментне; б - полігональне; в - трапецієподібно; г - з паралельними поясами;
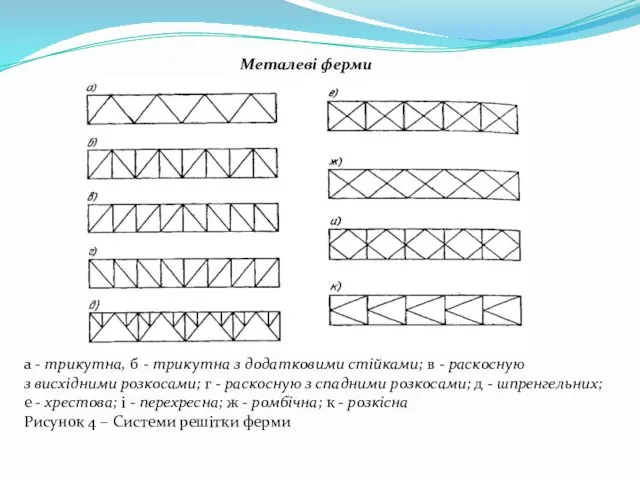
- 32. Металеві ферми а - трикутна, б - трикутна з додатковими стійками; в - раскосную з висхідними
- 33. Металеві ферми
- 34. Металеві ферми
- 35. Дерев'яні ферми
- 36. Ферми з труб Ферми з профілів
- 37. Внутрішьноцехове підйомно-транспортне устаткування Для переміщення всередині цехів сировини, напівфабрикатів і готової продукції, монтажу і демонтажу технологічного
- 38. За кількістю рухів вантажопідйомні машини поділяють на три групи: з одним рухом – вертикальне переміщення,проекція сліду
- 39. Вантажопідйомні машини з одним рухом лебідка таль ручна
- 40. Вантажопідйомні машини з одним рухом
- 41. Вантажопідйомні машини з одним рухом
- 42. Вантажопідйомні машини з двома рухамдвома рурухами таль з «кошка»
- 44. Скачать презентацию
План
Опори хімічних апаратів та їх вибір
Колони та їх вибір
Площинні конструкції (ферми)
Внутрішьноцехове
План
Опори хімічних апаратів та їх вибір
Колони та їх вибір
Площинні конструкції (ферми)
Внутрішьноцехове
Опори хімічних апаратів та їх вибір
Хімічні апарати встановлюють на фундаменти або
Опори хімічних апаратів та їх вибір
Хімічні апарати встановлюють на фундаменти або

Опори хімічних апаратів та їх вибір
Опори хімічних апаратів та їх вибір
Опори хімічних апаратів та їх вибір
Основні розміри опорних лап залежать від
Опори хімічних апаратів та їх вибір
Основні розміри опорних лап залежать від
Опори хімічних апаратів та їх вибір
Необхідна кількість опор (зазвичай від двох
Опори хімічних апаратів та їх вибір
Необхідна кількість опор (зазвичай від двох
Опори хімічних апаратів та їх вибір
Опори хімічних апаратів та їх вибір

Опори хімічних апаратів та їх вибір
Опори хімічних апаратів та їх вибір
Опори хімічних апаратів та їх вибір
Висота циліндричних опор вибирається за умовами
Опори хімічних апаратів та їх вибір
Висота циліндричних опор вибирається за умовами
Опори хімічних апаратів та їх вибір
Апарати які працюють в горизонтальному положенні,
Опори хімічних апаратів та їх вибір
Апарати які працюють в горизонтальному положенні,

Колони
Колони
Колони – це вертикальні елементи, які підтримують розташовані вище конструкції та
Колони – це вертикальні елементи, які підтримують розташовані вище конструкції та
У колонах можна виділити три основні частини, які різняться за конструктивним
У колонах можна виділити три основні частини, які різняться за конструктивним
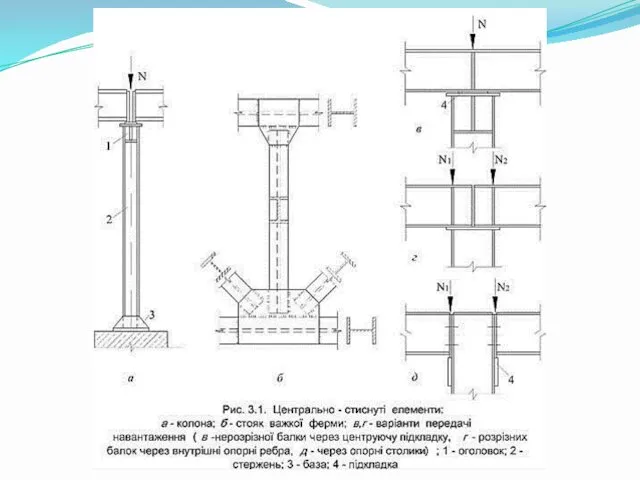
У центрально-стиснутих колонах конструктивне рішення оголовка повинно забезпечити передачу навантаження або
У центрально-стиснутих колонах конструктивне рішення оголовка повинно забезпечити передачу навантаження або
Центрово-стиснені колони
Найдоцільніше застосовувати трубобетон при проектуванні центрово-стиснених колон. У цьому випадку
Центрово-стиснені колони
Найдоцільніше застосовувати трубобетон при проектуванні центрово-стиснених колон. У цьому випадку
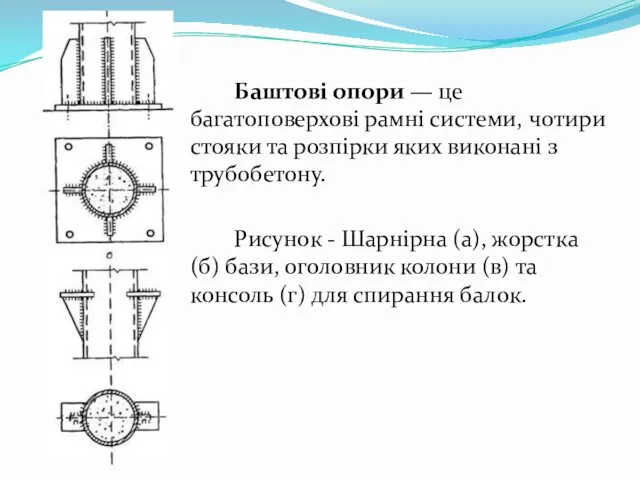
Баштові опори — це багатоповерхові рамні системи, чотири стояки та розпірки
Баштові опори — це багатоповерхові рамні системи, чотири стояки та розпірки
КОЛОНИ СТАЛЕВІ СТУПІНЧАТІ ДЛЯ БУДІВЕЛЬ
З МОСТОВИМИ ЕЛЕКТРИЧНИМИ КРАНАМИ
ВАНТАЖОПІДЙОМНІСТЮ ДО 50 т
Технічні
КОЛОНИ СТАЛЕВІ СТУПІНЧАТІ ДЛЯ БУДІВЕЛЬ
З МОСТОВИМИ ЕЛЕКТРИЧНИМИ КРАНАМИ
ВАНТАЖОПІДЙОМНІСТЮ ДО 50 т
Технічні
ОСНОВНІ ТИПИ ТА РОЗМІРИ КОЛОН
1. Колони повинні виготовлятися двох типів:
І
ОСНОВНІ ТИПИ ТА РОЗМІРИ КОЛОН
1. Колони повинні виготовлятися двох типів:
І
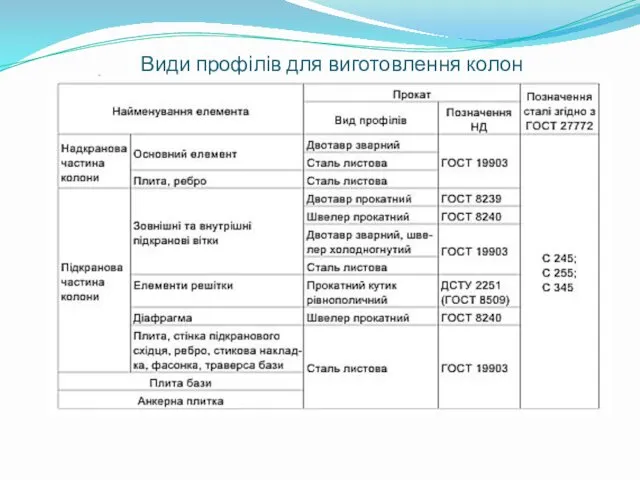
Види профілів для виготовлення колон
Види профілів для виготовлення колон
Конструкції колон повинні поставлятись замовнику комплектно у відповідності з договором (контрактом)
Конструкції колон повинні поставлятись замовнику комплектно у відповідності з договором (контрактом)
ПРАВИЛА ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ
Колони (надкранові і підкранові частини) при транспортуванні та
ПРАВИЛА ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ
Колони (надкранові і підкранові частини) при транспортуванні та
Площинні конструкції (ферми)
Площинні конструкції (ферми)

Ферма (фр. ferme, від лат. firmus — міцний, сильний) — тримальна геометрично незмінна
Ферма (фр. ferme, від лат. firmus — міцний, сильний) — тримальна геометрично незмінна
Залізобетонні ферми
Залізобетонні ферми
Конструктивні рішення
Конструктивні рішення

Конструктивні рішення
Підкроквяні ферми служать для того, щоб проміжні кроквяні ферми мали
Конструктивні рішення
Підкроквяні ферми служать для того, щоб проміжні кроквяні ферми мали

Конструктивні рішення
Конструктивні рішення
Металеві ферми
а - сегментне; б - полігональне; в - трапецієподібно; г
Металеві ферми
а - сегментне; б - полігональне; в - трапецієподібно; г
Металеві ферми
а - трикутна, б - трикутна з додатковими стійками; в
Металеві ферми
а - трикутна, б - трикутна з додатковими стійками; в
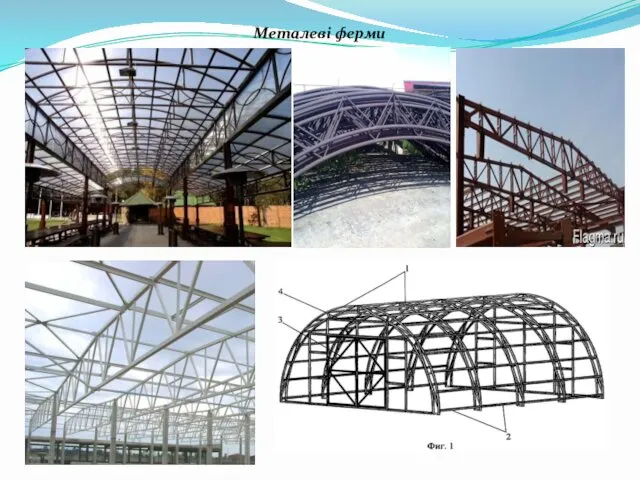
Металеві ферми
Металеві ферми

Металеві ферми
Металеві ферми

Дерев'яні ферми
Дерев'яні ферми

Ферми з труб
Ферми з профілів
Ферми з труб
Ферми з профілів
Внутрішьноцехове підйомно-транспортне устаткування
Для переміщення всередині цехів сировини, напівфабрикатів і готової продукції,
Внутрішьноцехове підйомно-транспортне устаткування
Для переміщення всередині цехів сировини, напівфабрикатів і готової продукції,
За кількістю рухів вантажопідйомні машини поділяють на три групи:
з одним рухом
За кількістю рухів вантажопідйомні машини поділяють на три групи:
з одним рухом

Вантажопідйомні машини з одним рухом
лебідка таль ручна
Вантажопідйомні машини з одним рухом
лебідка таль ручна

Вантажопідйомні машини з одним рухом
Вантажопідйомні машини з одним рухом

Вантажопідйомні машини з одним рухом
Вантажопідйомні машини з одним рухом

Вантажопідйомні машини з двома рухамдвома рурухами
таль з «кошка»
Вантажопідйомні машини з двома рухамдвома рурухами
таль з «кошка»
 Основы производственных процессов. Сканеры
Основы производственных процессов. Сканеры Презентация по теме По страницам любимых сказок Диск
Презентация по теме По страницам любимых сказок Диск Экспериментальные методы исследования структуры
Экспериментальные методы исследования структуры Состояние и перспектива использования БПЛА при решении прикладных задач на территории г. Воронежа и прилегающих районов
Состояние и перспектива использования БПЛА при решении прикладных задач на территории г. Воронежа и прилегающих районов British Museum. Британский музей
British Museum. Британский музей Сиқырлы ұяшық
Сиқырлы ұяшық Механика коптера. Класс беспилотных технологий
Механика коптера. Класс беспилотных технологий Презентация Сера
Презентация Сера Трансперсональная психология
Трансперсональная психология УДИВИТЕЛЬНЫЕ И ЗАГАДОЧНЫЕ ОЗЁРА
УДИВИТЕЛЬНЫЕ И ЗАГАДОЧНЫЕ ОЗЁРА Презентация проектаРазвитие художественно-творческих способностей дошкольника через внедрение продуктивных видов деятельности
Презентация проектаРазвитие художественно-творческих способностей дошкольника через внедрение продуктивных видов деятельности Токоограничивающие реакторы
Токоограничивающие реакторы Особенности развития количественных представлений дошкольников
Особенности развития количественных представлений дошкольников Washing Machine. Model:N09. Service Manual
Washing Machine. Model:N09. Service Manual Световой режим жилища и его основные категории, используемые при строительстве. Коэффициент естественной освещенности
Световой режим жилища и его основные категории, используемые при строительстве. Коэффициент естественной освещенности Презентация к уроку географии по теме:Тундра и арктические пустыни
Презентация к уроку географии по теме:Тундра и арктические пустыни Предмет политической философии. Основные вехи становления и развития политической философии. Лекция 1
Предмет политической философии. Основные вехи становления и развития политической философии. Лекция 1 Начало изучения электрических явлений. 8 класс
Начало изучения электрических явлений. 8 класс Презентация История шоколада
Презентация История шоколада Алфавит
Алфавит Портфолио педагога детской школы искусств, Шынгисбаевой А.В
Портфолио педагога детской школы искусств, Шынгисбаевой А.В Методическая разработка Путешествие в Космос
Методическая разработка Путешествие в Космос Традиционная японская одежда
Традиционная японская одежда Малярные работы
Малярные работы Автоматические устройства
Автоматические устройства Трагедия в Беслане.
Трагедия в Беслане. Родительское собрание Дополнительное образование: занятия в детских объединениях - кружках.
Родительское собрание Дополнительное образование: занятия в детских объединениях - кружках. Траншейный экскаватор
Траншейный экскаватор