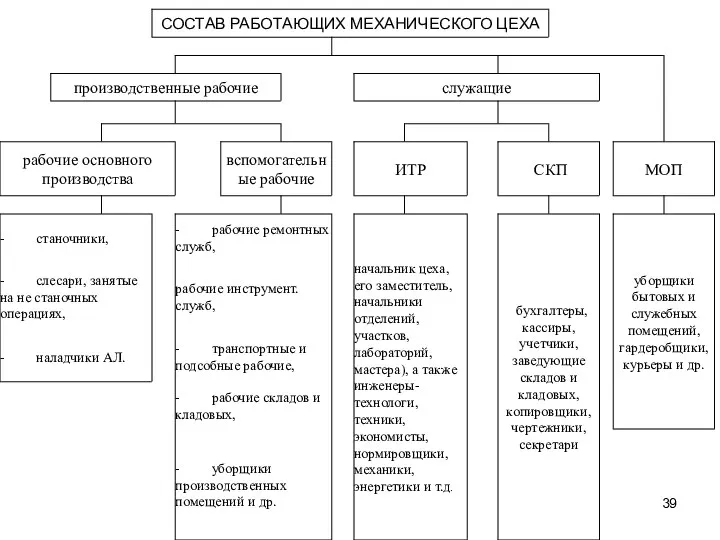
- Основные понятия и определения (состав цеха)

Содержание
- 2. Основные понятия и определения (состав цеха) - Проект – это совокупность конструкторских и технологических документов -
- 3. Задачи, решаемые при разработке проектов - экономические: - технические - организационные Все задачи должны решаться комплексно,
- 4. Экономические задачи: - выбор объекта производства и степени специализации цеха; - установление производственной программы предприятия; -
- 5. Техническиезадачи: - проектирование техпроцессов обработки (сборки); - определение годовой станкоемкости мехобработки (трудоемкости сборки); - расчет количества
- 6. Организационныезадачи: - разработка структуры управления заводом (цехом); - распределение функций и связей между отделами и отдельными
- 7. Последовательность проектирования Два последовательных этапа: предпроектный, определяют рациональность и эффективность строительства или реконструкции и проводят его
- 8. Проектные работы в одну стадию - проектирование простых, типовых и экономически проверенных объектов - разрабатывается технорабочий
- 9. Задание и исходные данные для проектирования Техническое задание – основание для проектирования участков и цехов. Разработку
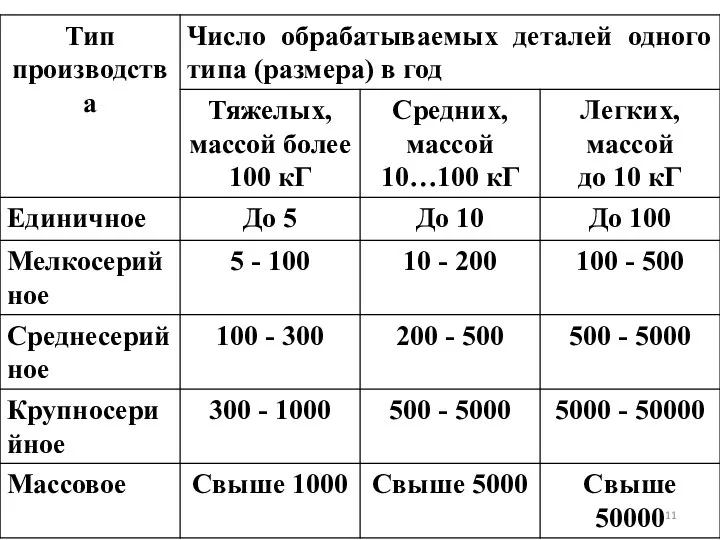
- 10. КРИТЕРИИ ВЫБОРА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ХАРАКТЕР И СОСТАВ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ В ОСНОВНОМ ОПРЕДЕЛЯЕТСЯ ТИПОМ
- 12. Основными критериями выбора технологического оборудования являются: - точность, мощность и производительность оборудования; - габариты обрабатываемых деталей;
- 13. Окончательно выбор оборудования осуществляют по минимальным приведенным затратам на годовой объем выпуска: З = С +
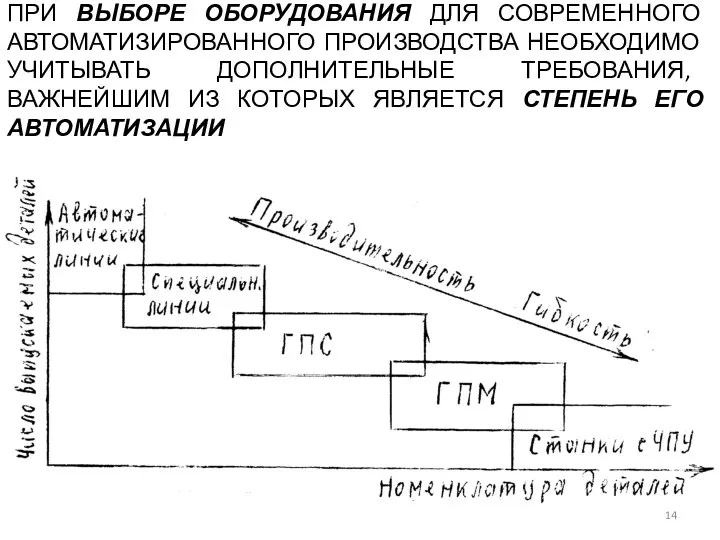
- 14. ПРИ ВЫБОРЕ ОБОРУДОВАНИЯ ДЛЯ СОВРЕМЕННОГО АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА НЕОБХОДИМО УЧИТЫВАТЬ ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ВАЖНЕЙШИМ ИЗ КОТОРЫХ ЯВЛЯЕТСЯ СТЕПЕНЬ
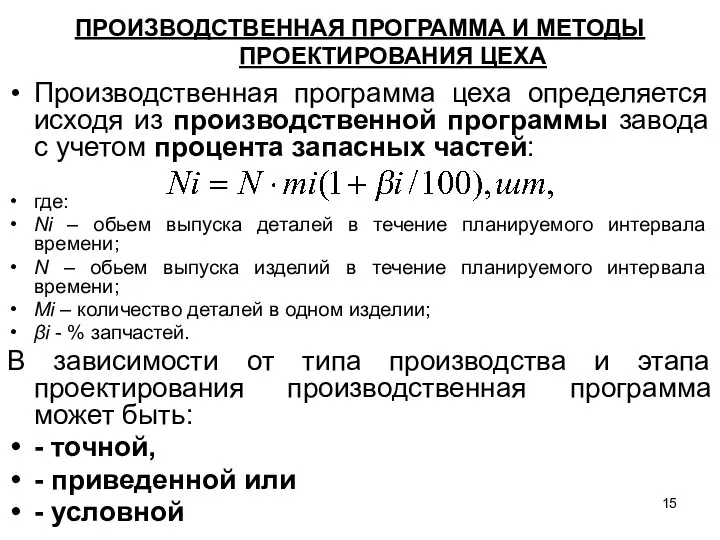
- 15. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА И МЕТОДЫ ПРОЕКТИРОВАНИЯ ЦЕХА Производственная программа цеха определяется исходя из производственной программы завода с
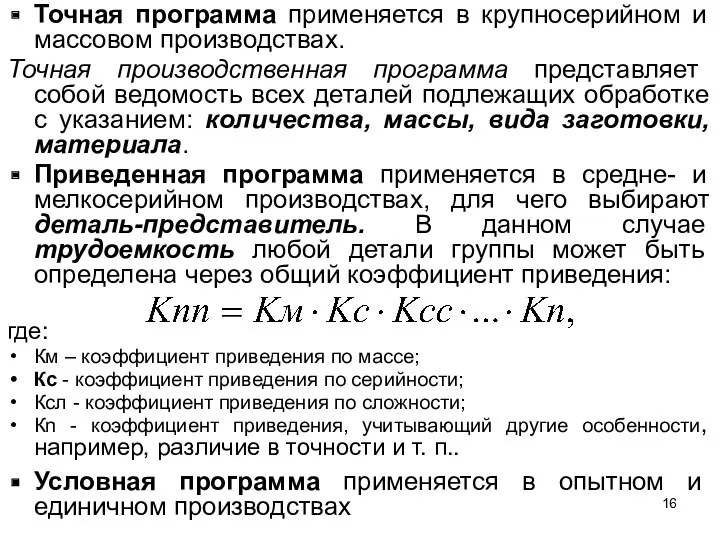
- 16. Точная программа применяется в крупносерийном и массовом производствах. Точная производственная программа представляет собой ведомость всех деталей
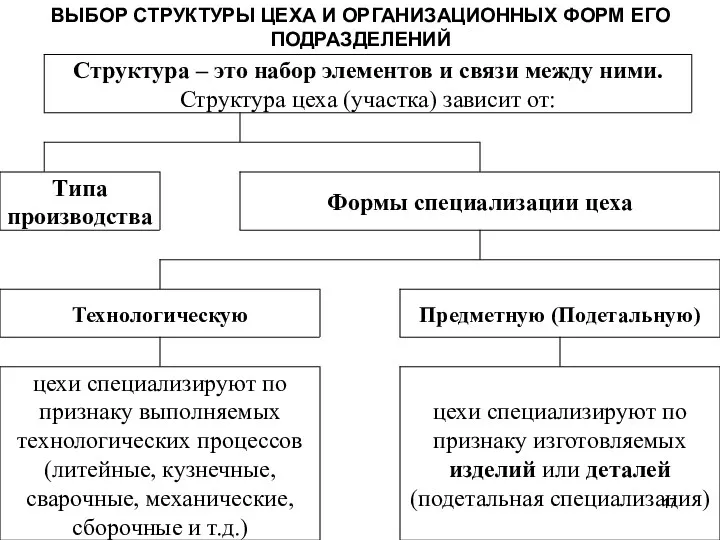
- 17. ВЫБОР СТРУКТУРЫ ЦЕХА И ОРГАНИЗАЦИОННЫХ ФОРМ ЕГО ПОДРАЗДЕЛЕНИЙ
- 18. Рекомендуемые специализации участков и цехов:
- 19. Предметная специализация цехов массового и крупносерийного производств обеспечивает прямоточность производственного процесса, когда в конце поточных линий
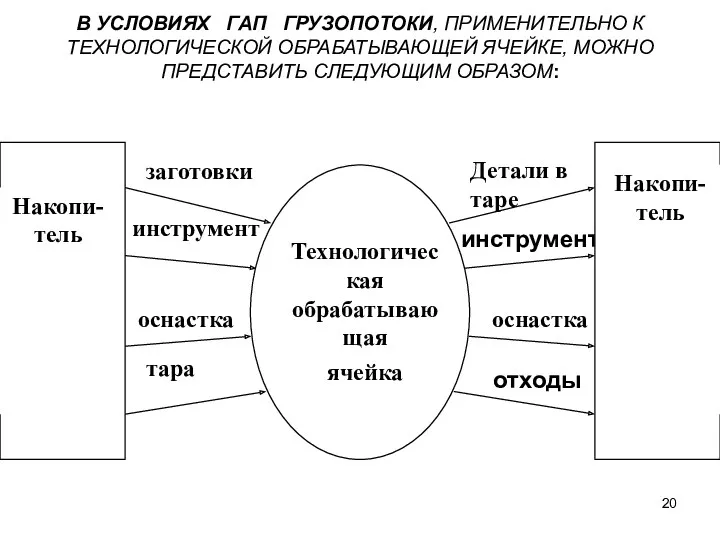
- 20. В УСЛОВИЯХ ГАП ГРУЗОПОТОКИ, ПРИМЕНИТЕЛЬНО К ТЕХНОЛОГИЧЕСКОЙ ОБРАБАТЫВАЮЩЕЙ ЯЧЕЙКЕ, МОЖНО ПРЕДСТАВИТЬ СЛЕДУЮЩИМ ОБРАЗОМ:
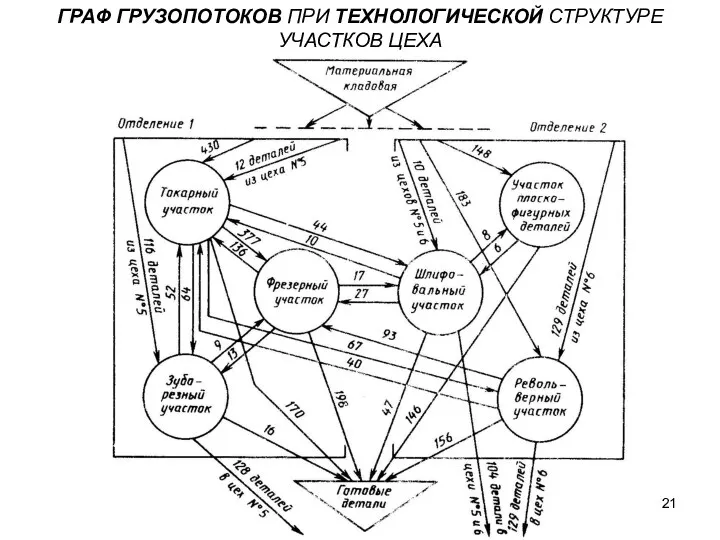
- 21. ГРАФ ГРУЗОПОТОКОВ ПРИ ТЕХНОЛОГИЧЕСКОЙ СТРУКТУРЕ УЧАСТКОВ ЦЕХА
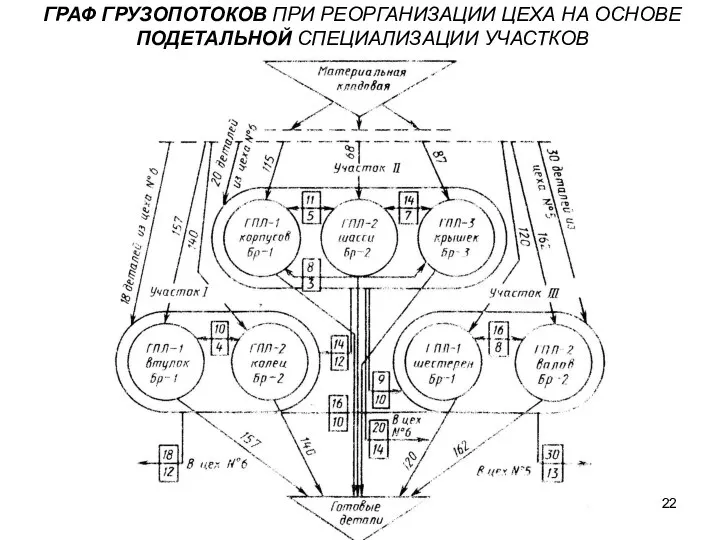
- 22. ГРАФ ГРУЗОПОТОКОВ ПРИ РЕОРГАНИЗАЦИИ ЦЕХА НА ОСНОВЕ ПОДЕТАЛЬНОЙ СПЕЦИАЛИЗАЦИИ УЧАСТКОВ
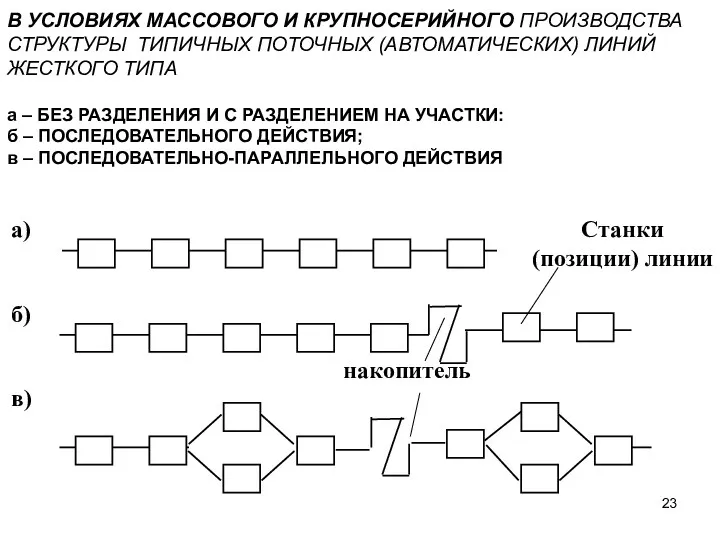
- 23. В УСЛОВИЯХ МАССОВОГО И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА СТРУКТУРЫ ТИПИЧНЫХ ПОТОЧНЫХ (АВТОМАТИЧЕСКИХ) ЛИНИЙ ЖЕСТКОГО ТИПА а – БЕЗ
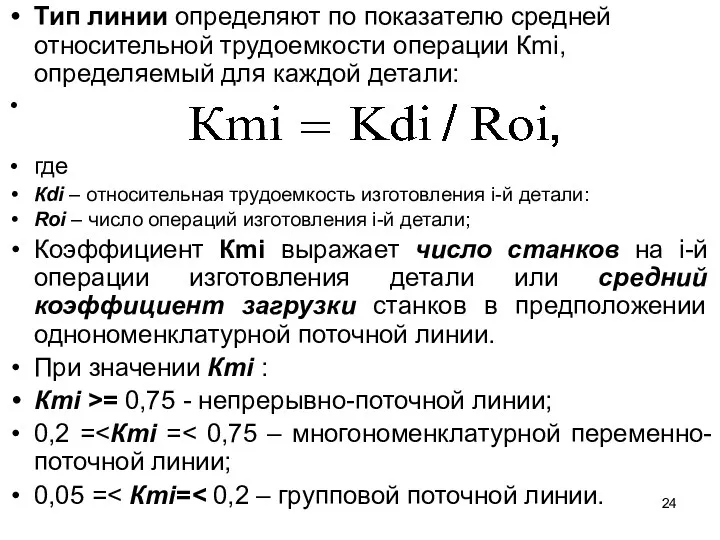
- 24. Тип линии определяют по показателю средней относительной трудоемкости операции Кmi, определяемый для каждой детали: где Кdi
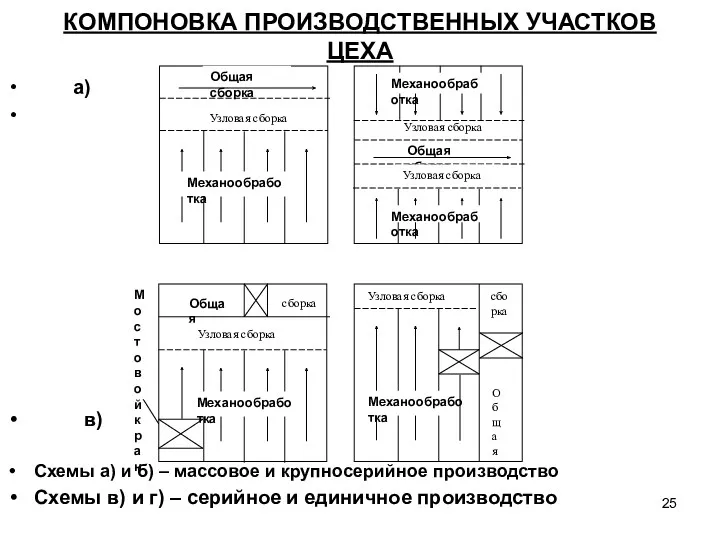
- 25. КОМПОНОВКА ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ ЦЕХА а) б) в) г) Схемы а) и б) – массовое и крупносерийное
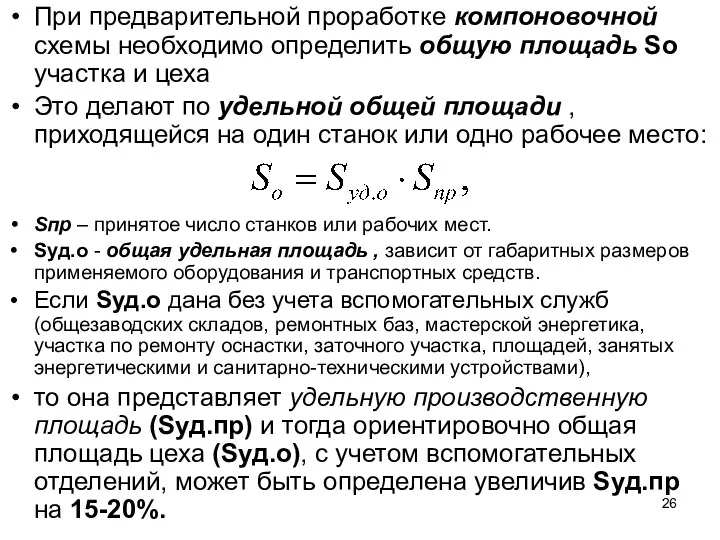
- 26. При предварительной проработке компоновочной схемы необходимо определить общую площадь Sо участка и цеха Это делают по
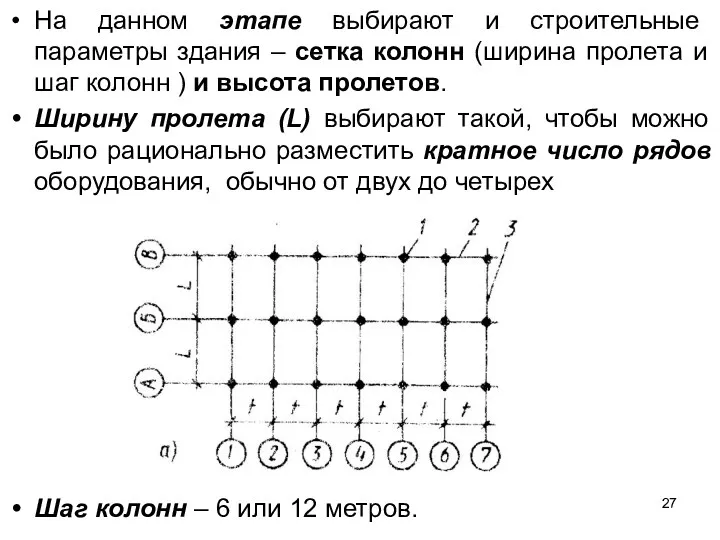
- 27. На данном этапе выбирают и строительные параметры здания – сетка колонн (ширина пролета и шаг колонн
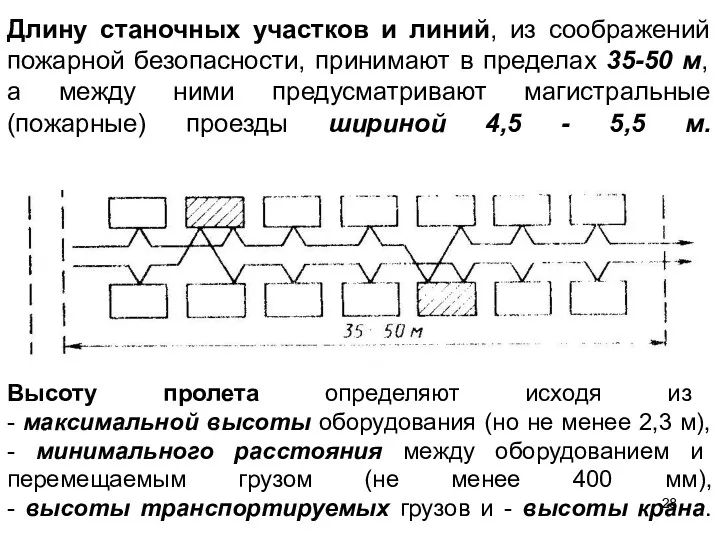
- 28. Длину станочных участков и линий, из соображений пожарной безопасности, принимают в пределах 35-50 м, а между
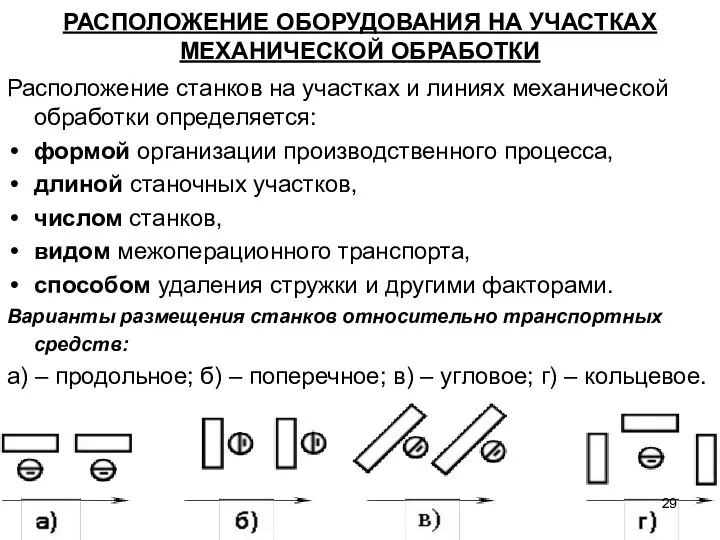
- 29. РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА УЧАСТКАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ Расположение станков на участках и линиях механической обработки определяется: формой
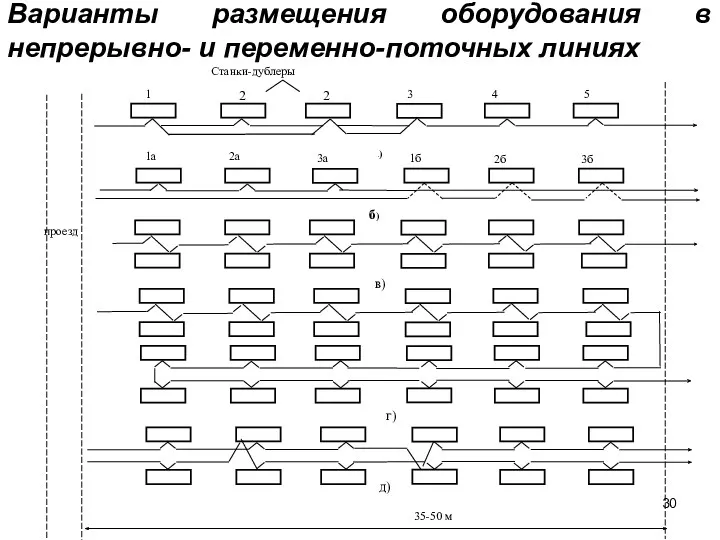
- 30. Варианты размещения оборудования в непрерывно- и переменно-поточных линиях
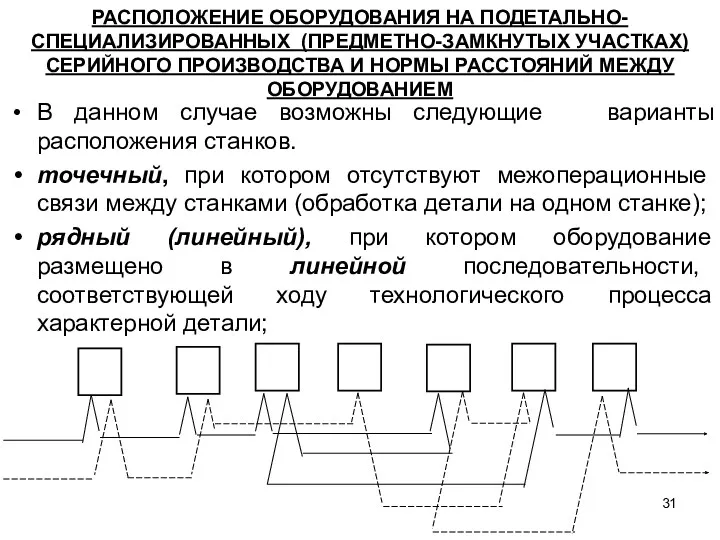
- 31. РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА ПОДЕТАЛЬНО-СПЕЦИАЛИЗИРОВАННЫХ (ПРЕДМЕТНО-ЗАМКНУТЫХ УЧАСТКАХ) СЕРИЙНОГО ПРОИЗВОДСТВА И НОРМЫ РАССТОЯНИЙ МЕЖДУ ОБОРУДОВАНИЕМ В данном случае
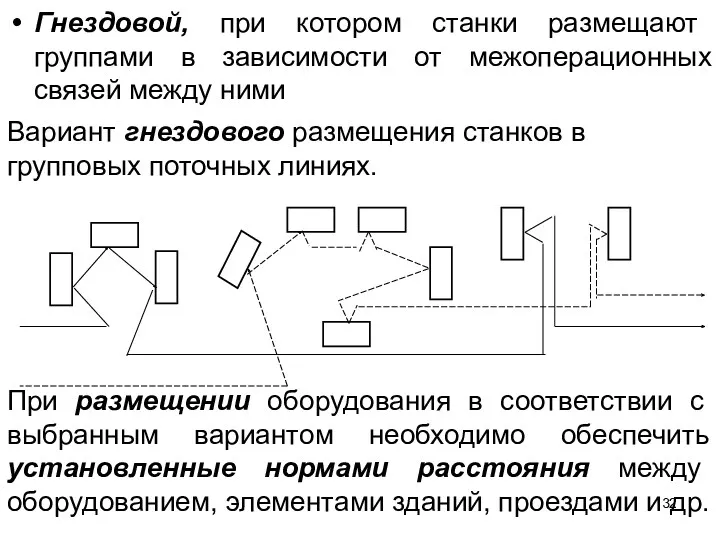
- 32. Гнездовой, при котором станки размещают группами в зависимости от межоперационных связей между ними Вариант гнездового размещения
- 33. При размещении рядом двух станков различных габаритных размеров расстояния следует выбирать по наибольшему из них. Ширину
- 34. РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ПОТОЧНОМ ПРОИЗВОДСТВЕ Поточный метод организации работы применяется в массовом и
- 35. В расчетах уже учтены потери времени на ремонт (Фо→τ), техническое и организационное обслуживание, естественные надобности и
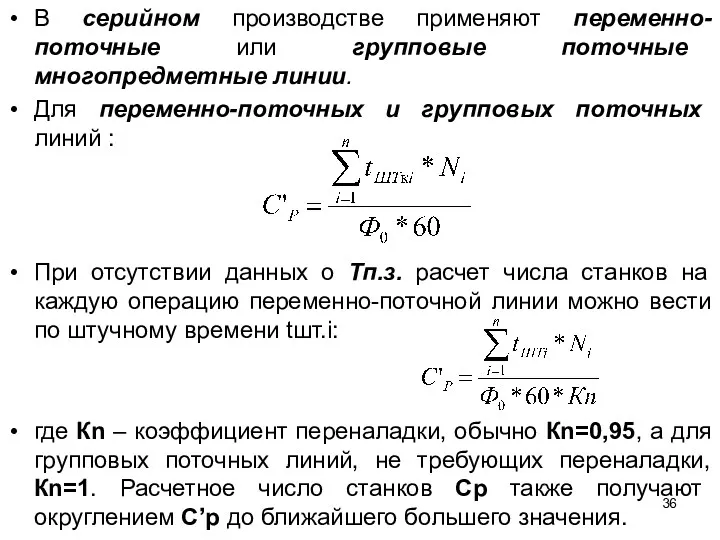
- 36. В серийном производстве применяют переменно-поточные или групповые поточные многопредметные линии. Для переменно-поточных и групповых поточных линий
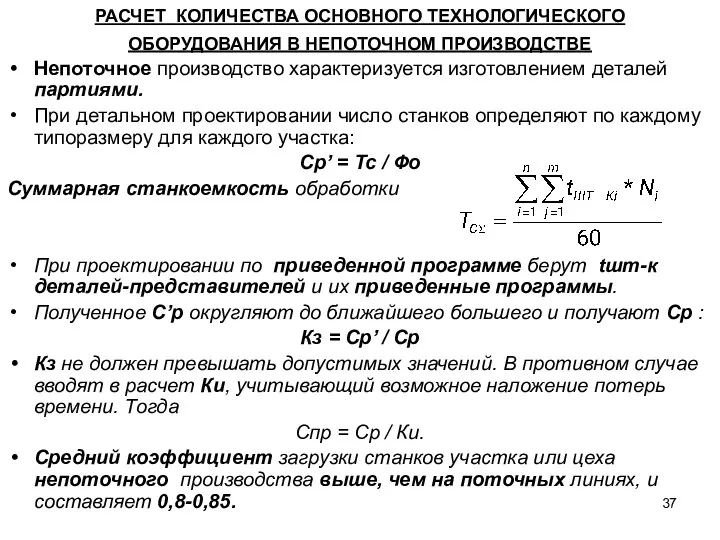
- 37. РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В НЕПОТОЧНОМ ПРОИЗВОДСТВЕ Непоточное производство характеризуется изготовлением деталей партиями. При детальном
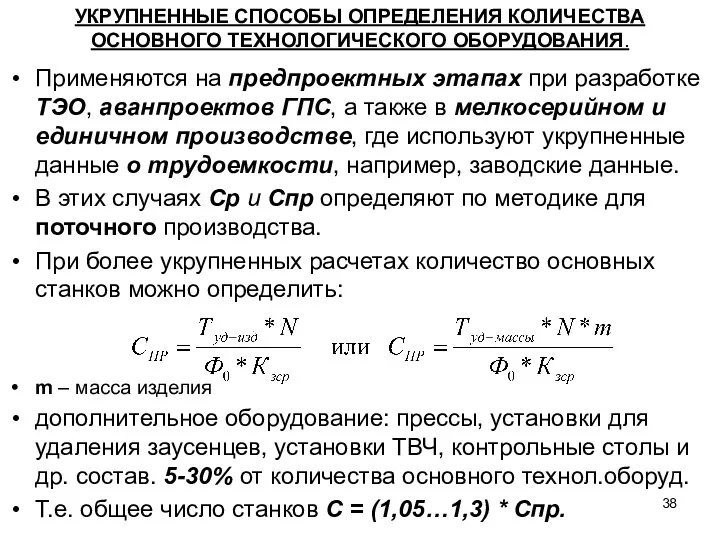
- 38. УКРУПНЕННЫЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ. Применяются на предпроектных этапах при разработке ТЭО, аванпроектов ГПС,
- 40. Трудоемкость – это затраты труда рабочего (или рабочих) по выполнению данной операции при изготовлении детали, узла
- 41. Трудоемкость определяется как отношение оплачиваемого времени за смену к числу изготовленных деталей по заданным операциям: t
- 42. . РАСЧЕТ КОЛИЧЕСТВА ОСНОВНЫХ РАБОЧИХ ДЕТАЛЬНЫМ СПОСОБОМ В ПОТОЧНОМ И НЕПОТОЧНОМ ПРОИЗВОДСТВАХ Поточное производство. Как правило,
- 43. Непоточное производство Число станочников данной специальности детальным способом определяется Рст = Суммарная трудоемкость может быть выражена
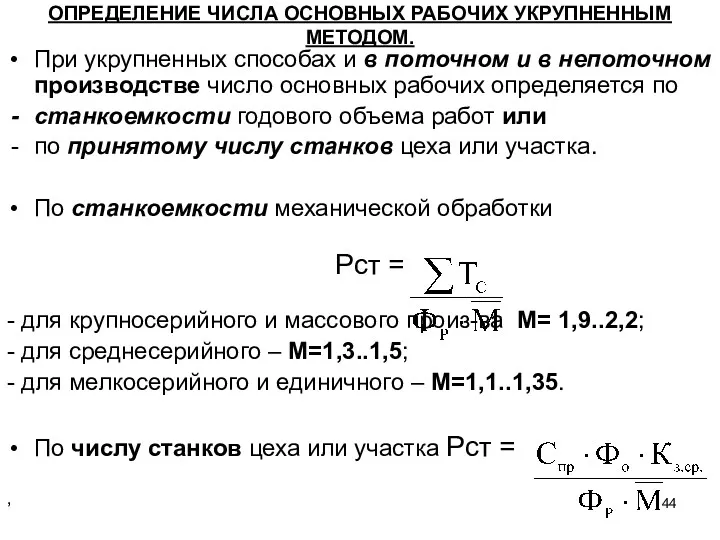
- 44. ОПРЕДЕЛЕНИЕ ЧИСЛА ОСНОВНЫХ РАБОЧИХ УКРУПНЕННЫМ МЕТОДОМ. При укрупненных способах и в поточном и в непоточном производстве
- 45. При двухсменном режиме работы число основных рабочих в первой смене рекомендуется принимать: в единичном и мелкосерийном
- 46. ОПРЕДЕЛЕНИЕ ЧИСЛА ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ, ИТР, СКП И МОП На проектном этапе число вспомогательных рабочих определяют общим
- 47. ИТР - лица осуществляющие руководство цехом и его структурными подразделениями. При укрупненном проектировании численность ИТР механических
- 48. При детальных расчетах численность ИТР уточняют в соответствии с разработанной структурой цеха и схемой его управления,
- 49. СКП составляет 1,5..2 % от числа производственных рабочих. 70% из них работает в первую смену. МОП:
- 50. НАЗНАЧЕНИЕ ТРАНСПОРТНЫХ СИСТЕМ Доставка грузов в требуемый момент времени к требуемому производственному участку. Доставка, ориентирование и
- 51. Грузы классифицируюцца по массе транспортируемых грузов: (легкие, средние, тяжелые). по способу загрузки: (в таре, без тары,
- 52. Классификация транспортных систем: по назначению: межцеховые, внутрицеховые, межоперационные. по способу перемещения: грузы в таре и без
- 53. ВНУТРИЦЕХОВАЯ И МЕЖОПЕРАЦИОННАЯ ТРАНСПОРТНАЯ СИСТЕМА Внутрицеховая - предназначена для своевременной доставки грузов со склада на требуемый
- 54. Основные внутрицеховые и межоперационные транспортные средства: – электропогрузчики, – электрокары, – электротягачи, – каретки-операторы (в ГПС),
- 55. В ГПС применяют следующие основные ТС: транспортные конвейерные устройства рельсовые транспортные системы безрельсовые транспортные системы с
- 56. СХЕМЫ МЕЖОПЕРАЦИОННЫХ ТРАНСПОРТНЫХ СВЯЗЕЙ В АВТОМАТИЗИРОВАННОМ НЕПОТОЧНОМ ПРОИЗВОДСТВЕ Прямолинейная (неветвящаяся) Замкнутая Замкнутая-разветвленная
- 57. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СКЛАДОВ преобразование параметров входящего и выходящего грузопотоков с минимальными приведенными затратами (если, при
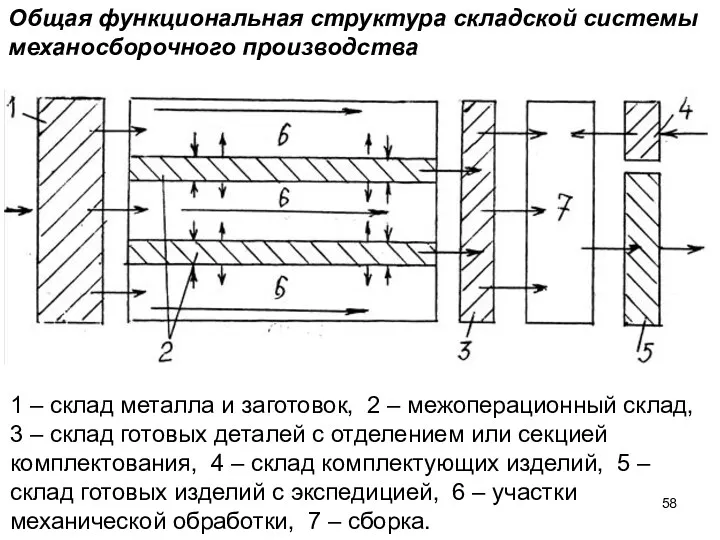
- 58. Общая функциональная структура складской системы механосборочного производства 1 – склад металла и заготовок, 2 – межоперационный
- 59. Склады механосборочного производства классифицируют: по организационной структуре (централизованные и децентрализованные) по функциональному назначению (склады металла и
- 60. ОСНОВНЫЕ ТИПЫ СКЛАДОВ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА В автоматизированном производстве (ГПС) склады являются транзитным устройством, обеспечивающим: – прием,
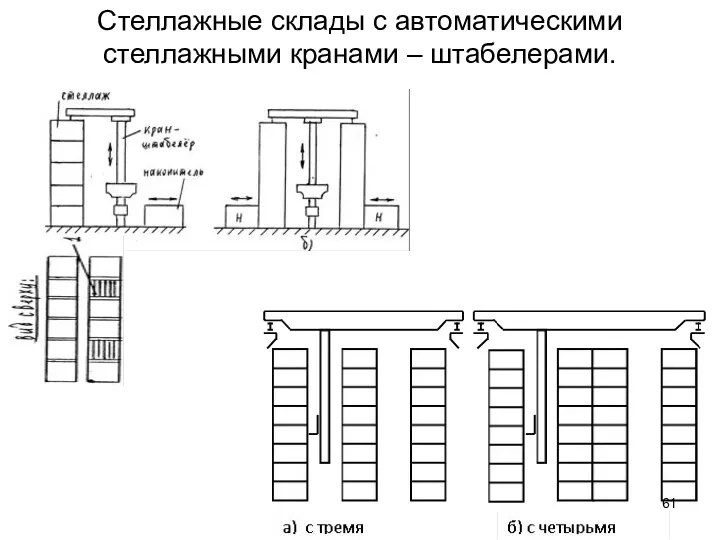
- 61. Стеллажные склады с автоматическими стеллажными кранами – штабелерами.
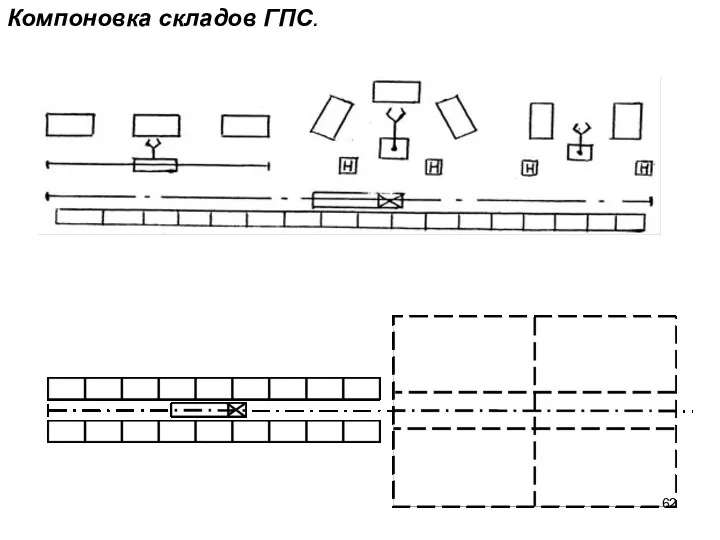
- 62. Компоновка складов ГПС.
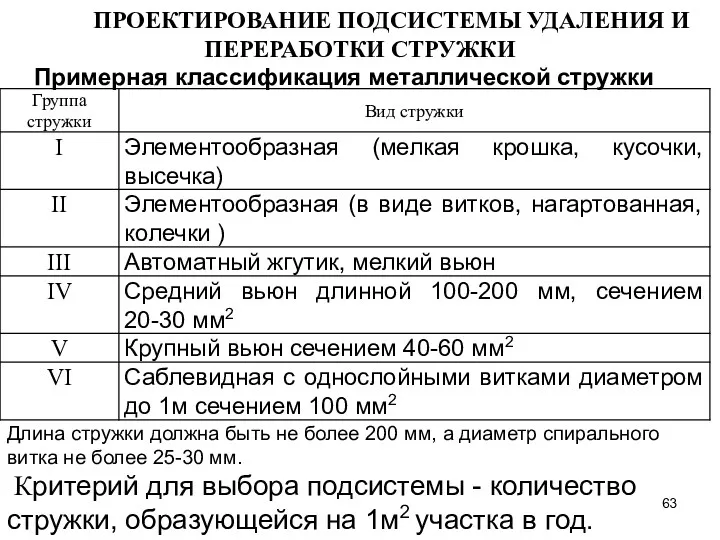
- 63. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ УДАЛЕНИЯ И ПЕРЕРАБОТКИ СТРУЖКИ Примерная классификация металлической стружки Длина стружки должна быть не более
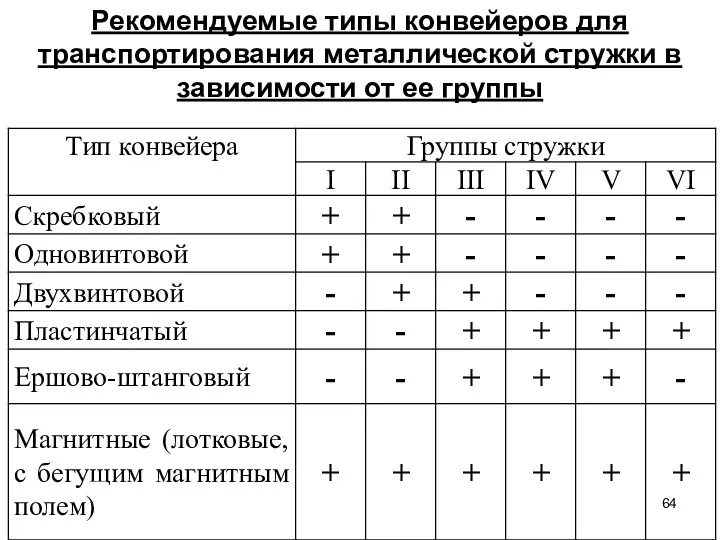
- 64. Рекомендуемые типы конвейеров для транспортирования металлической стружки в зависимости от ее группы
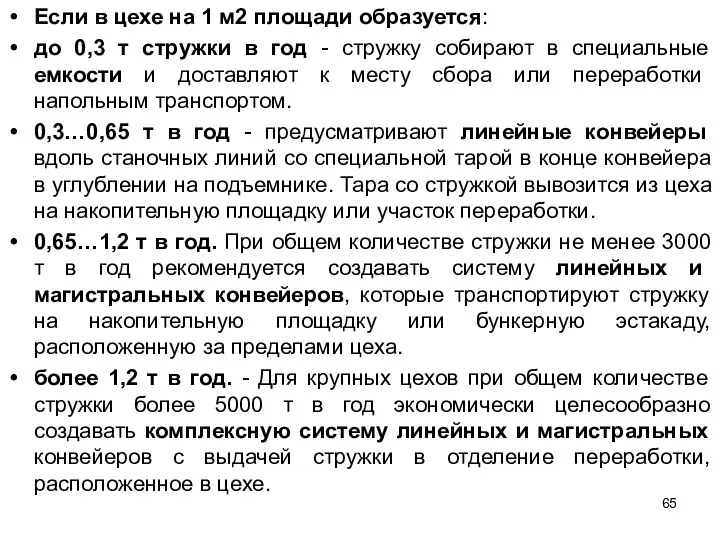
- 65. Если в цехе на 1 м2 площади образуется: до 0,3 т стружки в год - стружку
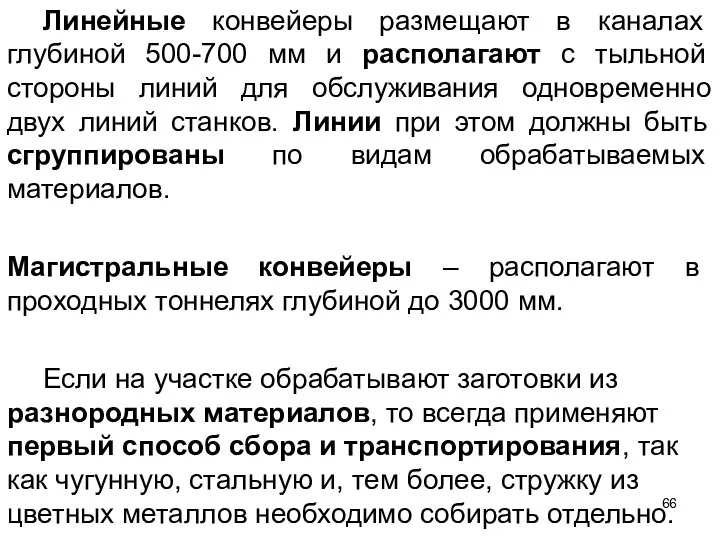
- 66. Линейные конвейеры размещают в каналах глубиной 500-700 мм и располагают с тыльной стороны линий для обслуживания
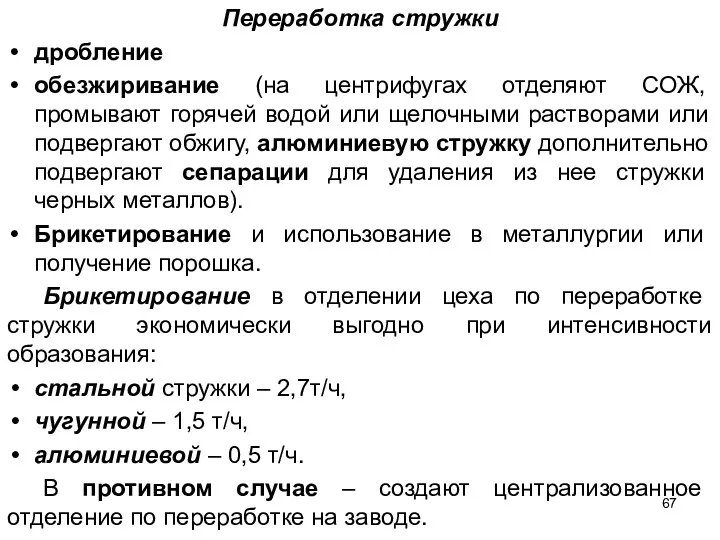
- 67. Переработка стружки дробление обезжиривание (на центрифугах отделяют СОЖ, промывают горячей водой или щелочными растворами или подвергают
- 68. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ ПРИГОТОВЛЕНИЯ И РАЗДАЧИ ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ (СОЖ) В механических цехах применяют следующие способы снабжения станков
- 69. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ 1 . Каркасные здания – основной тип производственных зданий. Каркас выполнен
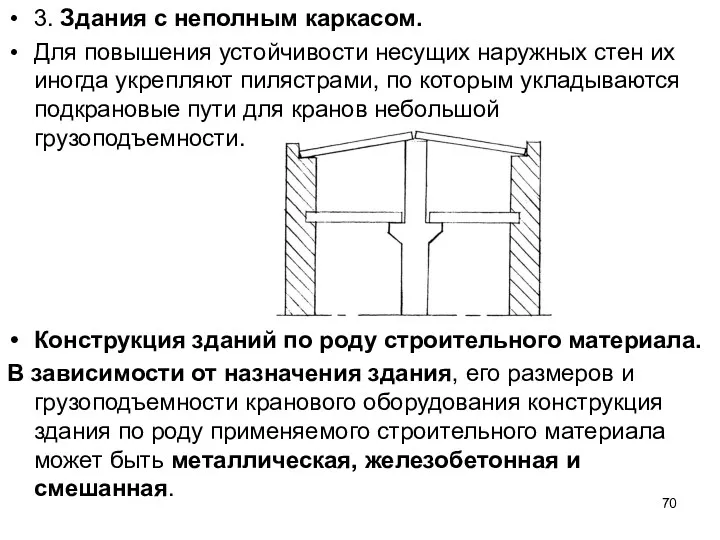
- 70. 3. Здания с неполным каркасом. Для повышения устойчивости несущих наружных стен их иногда укрепляют пилястрами, по
- 71. КРОВЛИ ПРОМЫШЛЕННЫХ ЗДАНИЙ . Кровли зданий могут быть скатными и плоскими. Скатные кровли устраиваются со светоаэрационными
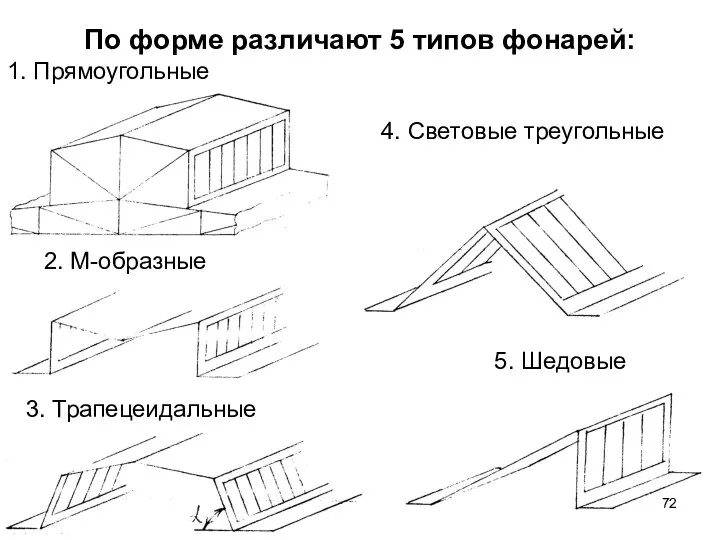
- 72. По форме различают 5 типов фонарей: 1. Прямоугольные 2. М-образные 3. Трапецеидальные 4. Световые треугольные 5.
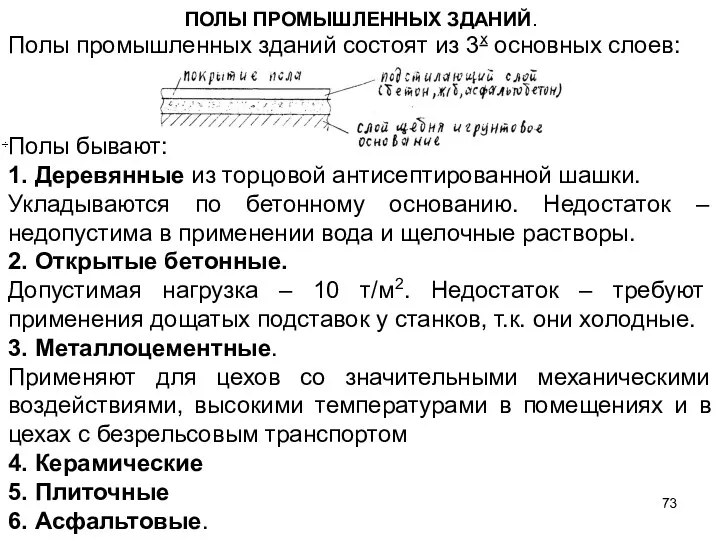
- 73. ПОЛЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ. Полы промышленных зданий состоят из 3х основных слоев: Полы бывают: 1. Деревянные из
- 74. ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ ОДНОЭТАЖНЫХ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ Производственные здания различают по объемно планировочным и эксплуатационным решениям. В массовом
- 75. Основными структурными частями одноэтажных промышленных зданий являются пролеты ( часть здания, ограниченная в продольном направлении двумя
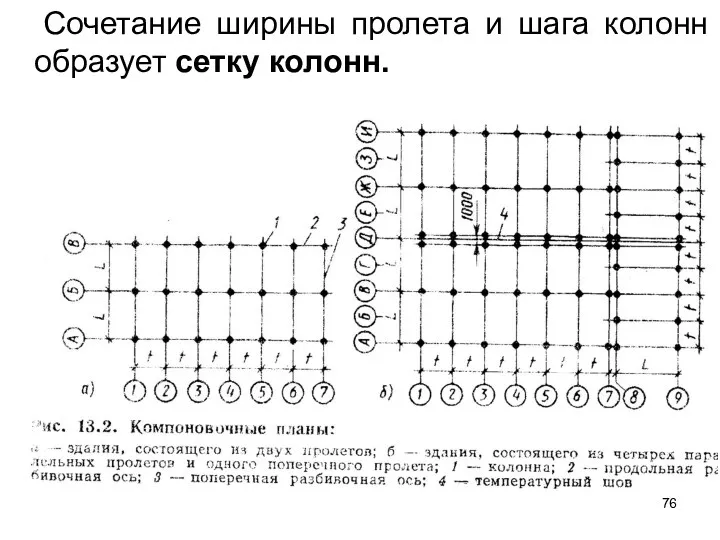
- 76. Сочетание ширины пролета и шага колонн образует сетку колонн.
- 77. Ширина пролета - кратна 6 м, и зависит от габаритных размеров оборудования и средств транспорта: Ширину
- 78. Высота кратна 1,2 м, min высота здания – 6 м. Высоту пролета (зданий) определяют исходя из:
- 79. При проектировании участков и цехов ГПС целесообразно использовать пролеты с мостовыми кранами, чтобы обеспечить, в частности,
- 80. Нанесли сетку колонн – начинаете расставлять технологическое оборудование, но до этого должны подумать о системе транспорта
- 81. При размещении станков необходимо стремиться - к достижению прямоточности производства - к наилучшему использованию подкрановых площадей
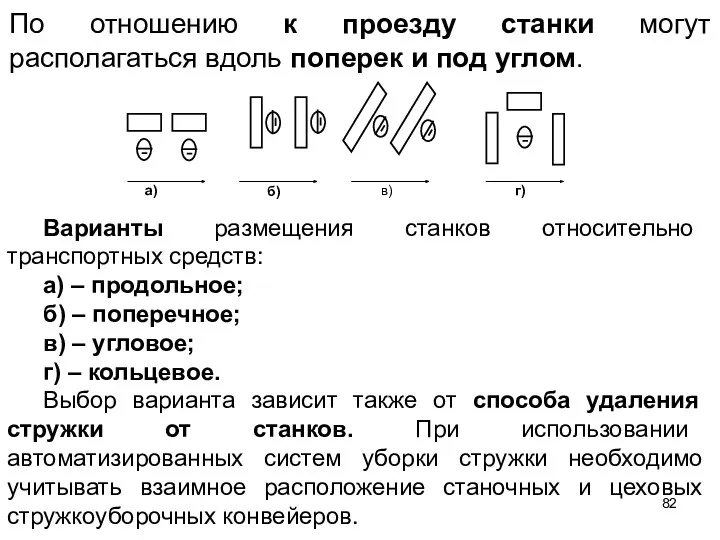
- 82. По отношению к проезду станки могут располагаться вдоль поперек и под углом. Варианты размещения станков относительно
- 83. Расстояние между станками, станками и элементами зданий и проездами, ширина проездов в зависимости от различных видов
- 84. На планировке должно быть изображено оборудование и устройства, относящиеся к рабочему месту: станки, автоматические линии и
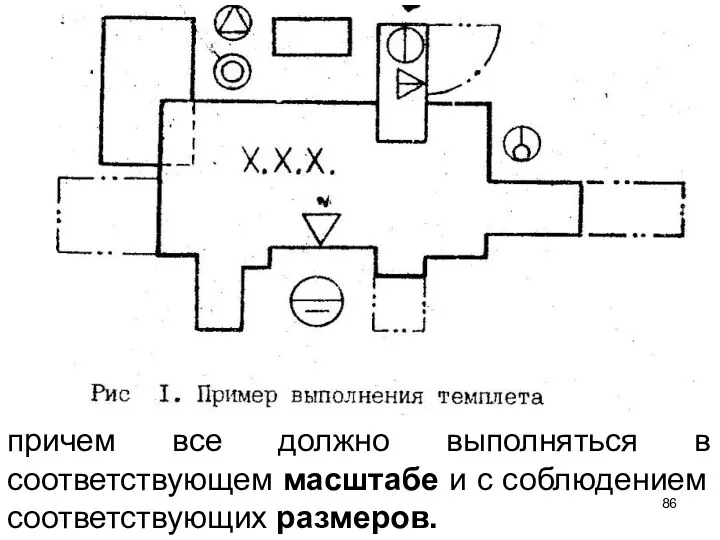
- 85. но технологическое оборудование на планировке наносится в виде темплетов, , которые выполняются в соответствии с ГОСТ
- 86. причем все должно выполняться в соответствующем масштабе и с соблюдением соответствующих размеров.
- 88. транспортные устройства, относящиеся к рабочему месту; условные обозначения точек подвода (отвода) энергии всех видов, смазочных жидкостей,
- 89. В начале каждой линии механической обработки на планировке необходимо проставить номер обрабатываемой детали (допускается проставлять на
- 90. На строительной части плана. колонны с осями и обозначением номера каждой колонны с указанием шага колонн,
- 91. На планировке указывается: - общая площадь участка, м2; - производственная площадь, м2; - удельная площадь, м2/станок;
- 94. Разработка планировки начинается с выбора и нанесения сетки колонн.
- 98. Скачать презентацию
Основные понятия и определения (состав цеха)
- Проект – это совокупность конструкторских и технологических
Основные понятия и определения (состав цеха)
- Проект – это совокупность конструкторских и технологических
Задачи, решаемые при разработке проектов
- экономические:
- технические
- организационные
Все задачи должны решаться
комплексно, так
Задачи, решаемые при разработке проектов
- экономические:
- технические
- организационные
Все задачи должны решаться
комплексно, так
Экономические задачи:
- выбор объекта производства и степени специализации цеха;
- установление производственной программы предприятия;
-
Экономические задачи:
- выбор объекта производства и степени специализации цеха;
- установление производственной программы предприятия;
-
Техническиезадачи:
- проектирование техпроцессов обработки (сборки);
- определение годовой станкоемкости мехобработки (трудоемкости сборки);
- расчет
Техническиезадачи:
- проектирование техпроцессов обработки (сборки);
- определение годовой станкоемкости мехобработки (трудоемкости сборки);
- расчет
Организационныезадачи:
- разработка структуры управления заводом (цехом);
- распределение функций и связей между отделами и
Организационныезадачи:
- разработка структуры управления заводом (цехом);
- распределение функций и связей между отделами и
Последовательность проектирования
Два последовательных этапа:
предпроектный, определяют рациональность и эффективность строительства или реконструкции и проводят
Последовательность проектирования
Два последовательных этапа:
предпроектный, определяют рациональность и эффективность строительства или реконструкции и проводят
Проектные работы
в одну стадию - проектирование простых, типовых и экономически проверенных объектов
-
Проектные работы
в одну стадию - проектирование простых, типовых и экономически проверенных объектов
-
Задание и исходные данные для проектирования
Техническое задание – основание для проектирования участков и
Задание и исходные данные для проектирования
Техническое задание – основание для проектирования участков и
КРИТЕРИИ ВЫБОРА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
ХАРАКТЕР И СОСТАВ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ В ОСНОВНОМ
КРИТЕРИИ ВЫБОРА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ХАРАКТЕР И СОСТАВ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ В ОСНОВНОМ
Основными критериями выбора технологического оборудования являются:
- точность, мощность и производительность оборудования;
- габариты обрабатываемых
Основными критериями выбора технологического оборудования являются:
- точность, мощность и производительность оборудования;
- габариты обрабатываемых
Окончательно выбор оборудования осуществляют по минимальным приведенным затратам на годовой объем выпуска:
З
Окончательно выбор оборудования осуществляют по минимальным приведенным затратам на годовой объем выпуска:
З
ПРИ ВЫБОРЕ ОБОРУДОВАНИЯ ДЛЯ СОВРЕМЕННОГО АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА НЕОБХОДИМО УЧИТЫВАТЬ ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ВАЖНЕЙШИМ ИЗ
ПРИ ВЫБОРЕ ОБОРУДОВАНИЯ ДЛЯ СОВРЕМЕННОГО АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА НЕОБХОДИМО УЧИТЫВАТЬ ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ВАЖНЕЙШИМ ИЗ
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА И МЕТОДЫ ПРОЕКТИРОВАНИЯ ЦЕХА
Производственная программа цеха определяется исходя из производственной программы
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА И МЕТОДЫ ПРОЕКТИРОВАНИЯ ЦЕХА
Производственная программа цеха определяется исходя из производственной программы
Точная программа применяется в крупносерийном и массовом производствах.
Точная производственная программа представляет собой ведомость
Точная программа применяется в крупносерийном и массовом производствах.
Точная производственная программа представляет собой ведомость
ВЫБОР СТРУКТУРЫ ЦЕХА И ОРГАНИЗАЦИОННЫХ ФОРМ ЕГО ПОДРАЗДЕЛЕНИЙ
ВЫБОР СТРУКТУРЫ ЦЕХА И ОРГАНИЗАЦИОННЫХ ФОРМ ЕГО ПОДРАЗДЕЛЕНИЙ
Рекомендуемые специализации участков и цехов:
Рекомендуемые специализации участков и цехов:

Предметная специализация цехов массового и крупносерийного производств обеспечивает прямоточность производственного процесса, когда в
Предметная специализация цехов массового и крупносерийного производств обеспечивает прямоточность производственного процесса, когда в
В УСЛОВИЯХ ГАП ГРУЗОПОТОКИ, ПРИМЕНИТЕЛЬНО К ТЕХНОЛОГИЧЕСКОЙ ОБРАБАТЫВАЮЩЕЙ ЯЧЕЙКЕ, МОЖНО ПРЕДСТАВИТЬ СЛЕДУЮЩИМ ОБРАЗОМ:
В УСЛОВИЯХ ГАП ГРУЗОПОТОКИ, ПРИМЕНИТЕЛЬНО К ТЕХНОЛОГИЧЕСКОЙ ОБРАБАТЫВАЮЩЕЙ ЯЧЕЙКЕ, МОЖНО ПРЕДСТАВИТЬ СЛЕДУЮЩИМ ОБРАЗОМ:
ГРАФ ГРУЗОПОТОКОВ ПРИ ТЕХНОЛОГИЧЕСКОЙ СТРУКТУРЕ УЧАСТКОВ ЦЕХА
ГРАФ ГРУЗОПОТОКОВ ПРИ ТЕХНОЛОГИЧЕСКОЙ СТРУКТУРЕ УЧАСТКОВ ЦЕХА
ГРАФ ГРУЗОПОТОКОВ ПРИ РЕОРГАНИЗАЦИИ ЦЕХА НА ОСНОВЕ ПОДЕТАЛЬНОЙ СПЕЦИАЛИЗАЦИИ УЧАСТКОВ
ГРАФ ГРУЗОПОТОКОВ ПРИ РЕОРГАНИЗАЦИИ ЦЕХА НА ОСНОВЕ ПОДЕТАЛЬНОЙ СПЕЦИАЛИЗАЦИИ УЧАСТКОВ
В УСЛОВИЯХ МАССОВОГО И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА СТРУКТУРЫ ТИПИЧНЫХ ПОТОЧНЫХ (АВТОМАТИЧЕСКИХ) ЛИНИЙ ЖЕСТКОГО ТИПА
а
В УСЛОВИЯХ МАССОВОГО И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА СТРУКТУРЫ ТИПИЧНЫХ ПОТОЧНЫХ (АВТОМАТИЧЕСКИХ) ЛИНИЙ ЖЕСТКОГО ТИПА а
Тип линии определяют по показателю средней относительной трудоемкости операции Кmi, определяемый для каждой
Тип линии определяют по показателю средней относительной трудоемкости операции Кmi, определяемый для каждой
КОМПОНОВКА ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ ЦЕХА
а) б)
в) г)
Схемы а) и б) –
КОМПОНОВКА ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ ЦЕХА
а) б)
в) г)
Схемы а) и б) –
При предварительной проработке компоновочной схемы необходимо определить общую площадь Sо участка и цеха
При предварительной проработке компоновочной схемы необходимо определить общую площадь Sо участка и цеха
На данном этапе выбирают и строительные параметры здания – сетка колонн (ширина пролета
На данном этапе выбирают и строительные параметры здания – сетка колонн (ширина пролета
Длину станочных участков и линий, из соображений пожарной безопасности, принимают в пределах 35-50
Длину станочных участков и линий, из соображений пожарной безопасности, принимают в пределах 35-50
РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА УЧАСТКАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Расположение станков на участках и линиях механической обработки
РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА УЧАСТКАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Расположение станков на участках и линиях механической обработки
Варианты размещения оборудования в непрерывно- и переменно-поточных линиях
Варианты размещения оборудования в непрерывно- и переменно-поточных линиях
РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА ПОДЕТАЛЬНО-СПЕЦИАЛИЗИРОВАННЫХ (ПРЕДМЕТНО-ЗАМКНУТЫХ УЧАСТКАХ) СЕРИЙНОГО ПРОИЗВОДСТВА И НОРМЫ РАССТОЯНИЙ МЕЖДУ ОБОРУДОВАНИЕМ
В
РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ НА ПОДЕТАЛЬНО-СПЕЦИАЛИЗИРОВАННЫХ (ПРЕДМЕТНО-ЗАМКНУТЫХ УЧАСТКАХ) СЕРИЙНОГО ПРОИЗВОДСТВА И НОРМЫ РАССТОЯНИЙ МЕЖДУ ОБОРУДОВАНИЕМ
В
Гнездовой, при котором станки размещают группами в зависимости от межоперационных связей между ними
Вариант
Гнездовой, при котором станки размещают группами в зависимости от межоперационных связей между ними
Вариант
При размещении рядом двух станков различных габаритных размеров расстояния следует выбирать по наибольшему
При размещении рядом двух станков различных габаритных размеров расстояния следует выбирать по наибольшему
РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ПОТОЧНОМ ПРОИЗВОДСТВЕ
Поточный метод организации работы применяется в
РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ПОТОЧНОМ ПРОИЗВОДСТВЕ
Поточный метод организации работы применяется в
В расчетах уже учтены потери времени на ремонт (Фо→τ), техническое и организационное обслуживание,
В расчетах уже учтены потери времени на ремонт (Фо→τ), техническое и организационное обслуживание,
В серийном производстве применяют переменно-поточные или групповые поточные многопредметные линии.
Для переменно-поточных и групповых
В серийном производстве применяют переменно-поточные или групповые поточные многопредметные линии.
Для переменно-поточных и групповых
РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В НЕПОТОЧНОМ ПРОИЗВОДСТВЕ
Непоточное производство характеризуется изготовлением деталей
РАСЧЕТ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В НЕПОТОЧНОМ ПРОИЗВОДСТВЕ
Непоточное производство характеризуется изготовлением деталей
УКРУПНЕННЫЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ.
Применяются на предпроектных этапах при разработке ТЭО,
УКРУПНЕННЫЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ.
Применяются на предпроектных этапах при разработке ТЭО,
Трудоемкость – это затраты труда рабочего (или рабочих) по выполнению данной операции при
Трудоемкость – это затраты труда рабочего (или рабочих) по выполнению данной операции при
Трудоемкость определяется как отношение оплачиваемого времени за смену к числу изготовленных деталей по
Трудоемкость определяется как отношение оплачиваемого времени за смену к числу изготовленных деталей по
. РАСЧЕТ КОЛИЧЕСТВА ОСНОВНЫХ РАБОЧИХ ДЕТАЛЬНЫМ СПОСОБОМ В ПОТОЧНОМ И НЕПОТОЧНОМ ПРОИЗВОДСТВАХ
Поточное
. РАСЧЕТ КОЛИЧЕСТВА ОСНОВНЫХ РАБОЧИХ ДЕТАЛЬНЫМ СПОСОБОМ В ПОТОЧНОМ И НЕПОТОЧНОМ ПРОИЗВОДСТВАХ
Поточное
Непоточное производство
Число станочников данной специальности детальным способом определяется
Рст =
Суммарная трудоемкость может быть
Непоточное производство
Число станочников данной специальности детальным способом определяется
Рст =
Суммарная трудоемкость может быть
ОПРЕДЕЛЕНИЕ ЧИСЛА ОСНОВНЫХ РАБОЧИХ УКРУПНЕННЫМ МЕТОДОМ.
При укрупненных способах и в поточном и
ОПРЕДЕЛЕНИЕ ЧИСЛА ОСНОВНЫХ РАБОЧИХ УКРУПНЕННЫМ МЕТОДОМ.
При укрупненных способах и в поточном и
При двухсменном режиме работы число основных рабочих в первой смене рекомендуется принимать:
в
При двухсменном режиме работы число основных рабочих в первой смене рекомендуется принимать:
в
ОПРЕДЕЛЕНИЕ ЧИСЛА ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ, ИТР, СКП И МОП
На проектном этапе число вспомогательных рабочих
ОПРЕДЕЛЕНИЕ ЧИСЛА ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ, ИТР, СКП И МОП
На проектном этапе число вспомогательных рабочих
ИТР - лица осуществляющие руководство цехом и его структурными подразделениями.
При укрупненном проектировании
ИТР - лица осуществляющие руководство цехом и его структурными подразделениями.
При укрупненном проектировании
При детальных расчетах численность ИТР уточняют в соответствии с разработанной структурой цеха и
При детальных расчетах численность ИТР уточняют в соответствии с разработанной структурой цеха и
СКП
составляет 1,5..2 % от числа производственных рабочих. 70% из них работает
СКП
составляет 1,5..2 % от числа производственных рабочих. 70% из них работает
НАЗНАЧЕНИЕ ТРАНСПОРТНЫХ СИСТЕМ
Доставка грузов в требуемый момент времени к требуемому производственному участку.
Доставка, ориентирование
НАЗНАЧЕНИЕ ТРАНСПОРТНЫХ СИСТЕМ
Доставка грузов в требуемый момент времени к требуемому производственному участку.
Доставка, ориентирование
Грузы классифицируюцца
по массе транспортируемых грузов: (легкие, средние, тяжелые).
по способу загрузки: (в таре, без
Грузы классифицируюцца
по массе транспортируемых грузов: (легкие, средние, тяжелые).
по способу загрузки: (в таре, без
Классификация транспортных систем:
по назначению: межцеховые, внутрицеховые, межоперационные.
по способу перемещения: грузы в таре и
Классификация транспортных систем:
по назначению: межцеховые, внутрицеховые, межоперационные.
по способу перемещения: грузы в таре и
ВНУТРИЦЕХОВАЯ И МЕЖОПЕРАЦИОННАЯ ТРАНСПОРТНАЯ СИСТЕМА
Внутрицеховая - предназначена для своевременной доставки грузов со
ВНУТРИЦЕХОВАЯ И МЕЖОПЕРАЦИОННАЯ ТРАНСПОРТНАЯ СИСТЕМА
Внутрицеховая - предназначена для своевременной доставки грузов со
Основные внутрицеховые и межоперационные транспортные средства:
– электропогрузчики,
– электрокары,
– электротягачи,
–
Основные внутрицеховые и межоперационные транспортные средства:
– электропогрузчики,
– электрокары,
– электротягачи,
–
В ГПС применяют следующие основные ТС:
транспортные конвейерные устройства
рельсовые транспортные системы
безрельсовые транспортные системы с
В ГПС применяют следующие основные ТС:
транспортные конвейерные устройства
рельсовые транспортные системы
безрельсовые транспортные системы с
СХЕМЫ МЕЖОПЕРАЦИОННЫХ ТРАНСПОРТНЫХ СВЯЗЕЙ В АВТОМАТИЗИРОВАННОМ НЕПОТОЧНОМ ПРОИЗВОДСТВЕ
Прямолинейная
(неветвящаяся)
Замкнутая
Замкнутая-разветвленная
СХЕМЫ МЕЖОПЕРАЦИОННЫХ ТРАНСПОРТНЫХ СВЯЗЕЙ В АВТОМАТИЗИРОВАННОМ НЕПОТОЧНОМ ПРОИЗВОДСТВЕ
Прямолинейная
(неветвящаяся)
Замкнутая
Замкнутая-разветвленная

НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СКЛАДОВ
преобразование параметров входящего и выходящего грузопотоков с минимальными приведенными затратами
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СКЛАДОВ
преобразование параметров входящего и выходящего грузопотоков с минимальными приведенными затратами
Общая функциональная структура складской системы механосборочного производства
1 – склад металла и заготовок, 2
Общая функциональная структура складской системы механосборочного производства
1 – склад металла и заготовок, 2
Склады механосборочного производства классифицируют:
по организационной структуре (централизованные и децентрализованные)
по функциональному назначению (склады металла
Склады механосборочного производства классифицируют:
по организационной структуре (централизованные и децентрализованные)
по функциональному назначению (склады металла
ОСНОВНЫЕ ТИПЫ СКЛАДОВ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
В автоматизированном производстве (ГПС) склады являются транзитным устройством, обеспечивающим:
ОСНОВНЫЕ ТИПЫ СКЛАДОВ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
В автоматизированном производстве (ГПС) склады являются транзитным устройством, обеспечивающим:
Стеллажные склады с автоматическими стеллажными кранами – штабелерами.
Стеллажные склады с автоматическими стеллажными кранами – штабелерами.
Компоновка складов ГПС.
Компоновка складов ГПС.
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ УДАЛЕНИЯ И ПЕРЕРАБОТКИ СТРУЖКИ
Примерная классификация металлической стружки
Длина стружки должна быть
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ УДАЛЕНИЯ И ПЕРЕРАБОТКИ СТРУЖКИ
Примерная классификация металлической стружки
Длина стружки должна быть
Рекомендуемые типы конвейеров для транспортирования металлической стружки в зависимости от ее группы
Рекомендуемые типы конвейеров для транспортирования металлической стружки в зависимости от ее группы
Если в цехе на 1 м2 площади образуется:
до 0,3 т стружки в год
Если в цехе на 1 м2 площади образуется:
до 0,3 т стружки в год
Линейные конвейеры размещают в каналах глубиной 500-700 мм и располагают с тыльной стороны
Линейные конвейеры размещают в каналах глубиной 500-700 мм и располагают с тыльной стороны
Переработка стружки
дробление
обезжиривание (на центрифугах отделяют СОЖ, промывают горячей водой или щелочными растворами или
Переработка стружки
дробление
обезжиривание (на центрифугах отделяют СОЖ, промывают горячей водой или щелочными растворами или
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ ПРИГОТОВЛЕНИЯ И РАЗДАЧИ ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ (СОЖ)
В механических цехах применяют следующие способы
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ ПРИГОТОВЛЕНИЯ И РАЗДАЧИ ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ (СОЖ)
В механических цехах применяют следующие способы
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ
1 . Каркасные здания – основной тип производственных зданий. Каркас
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ
1 . Каркасные здания – основной тип производственных зданий. Каркас

3. Здания с неполным каркасом.
Для повышения устойчивости несущих наружных стен их иногда
3. Здания с неполным каркасом.
Для повышения устойчивости несущих наружных стен их иногда
КРОВЛИ ПРОМЫШЛЕННЫХ ЗДАНИЙ
.
Кровли зданий могут быть скатными и плоскими.
Скатные кровли устраиваются
КРОВЛИ ПРОМЫШЛЕННЫХ ЗДАНИЙ
.
Кровли зданий могут быть скатными и плоскими.
Скатные кровли устраиваются
По форме различают 5 типов фонарей:
1. Прямоугольные
2. М-образные
3. Трапецеидальные
4. Световые треугольные
5. Шедовые
По форме различают 5 типов фонарей:
1. Прямоугольные
2. М-образные
3. Трапецеидальные
4. Световые треугольные
5. Шедовые
ПОЛЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ.
Полы промышленных зданий состоят из 3х основных слоев:
Полы бывают:
1. Деревянные из
ПОЛЫ ПРОМЫШЛЕННЫХ ЗДАНИЙ.
Полы промышленных зданий состоят из 3х основных слоев:
Полы бывают:
1. Деревянные из
ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ ОДНОЭТАЖНЫХ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
Производственные здания различают
по объемно планировочным и
эксплуатационным решениям.
В массовом строительстве
ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ ОДНОЭТАЖНЫХ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
Производственные здания различают
по объемно планировочным и
эксплуатационным решениям.
В массовом строительстве
Основными структурными
частями одноэтажных
промышленных зданий
являются пролеты ( часть
здания, ограниченная в
продольном направлении
двумя параллельными
рядами колонн). Их
основными
Основными структурными
частями одноэтажных
промышленных зданий
являются пролеты ( часть
здания, ограниченная в
продольном направлении
двумя параллельными
рядами колонн). Их
основными

Сочетание ширины пролета и шага колонн образует сетку колонн.
Сочетание ширины пролета и шага колонн образует сетку колонн.
Ширина пролета - кратна 6 м, и зависит от габаритных размеров оборудования и
Ширина пролета - кратна 6 м, и зависит от габаритных размеров оборудования и
Высота кратна 1,2 м, min высота здания – 6 м.
Высоту пролета (зданий) определяют
Высота кратна 1,2 м, min высота здания – 6 м.
Высоту пролета (зданий) определяют
При проектировании участков и цехов ГПС
целесообразно использовать пролеты с мостовыми кранами, чтобы
При проектировании участков и цехов ГПС
целесообразно использовать пролеты с мостовыми кранами, чтобы
Нанесли сетку колонн – начинаете расставлять технологическое оборудование, но до этого должны подумать
Нанесли сетку колонн – начинаете расставлять технологическое оборудование, но до этого должны подумать
При размещении станков необходимо стремиться
- к достижению прямоточности производства
- к наилучшему использованию подкрановых
При размещении станков необходимо стремиться
- к достижению прямоточности производства
- к наилучшему использованию подкрановых
По отношению к проезду станки могут располагаться вдоль поперек и под углом.
Варианты
По отношению к проезду станки могут располагаться вдоль поперек и под углом.
Варианты
Расстояние между
станками,
станками и элементами зданий и проездами,
ширина проездов в зависимости от различных видов
Расстояние между
станками,
станками и элементами зданий и проездами,
ширина проездов в зависимости от различных видов
На планировке должно быть изображено оборудование и устройства, относящиеся к рабочему месту:
станки, автоматические
На планировке должно быть изображено оборудование и устройства, относящиеся к рабочему месту:
станки, автоматические
но технологическое оборудование на планировке наносится в виде темплетов, , которые выполняются в
но технологическое оборудование на планировке наносится в виде темплетов, , которые выполняются в

причем все должно выполняться в соответствующем масштабе и с соблюдением соответствующих размеров.
причем все должно выполняться в соответствующем масштабе и с соблюдением соответствующих размеров.

транспортные устройства, относящиеся к рабочему месту;
условные обозначения точек подвода (отвода) энергии всех видов,
транспортные устройства, относящиеся к рабочему месту;
условные обозначения точек подвода (отвода) энергии всех видов,
В начале каждой линии механической обработки на планировке необходимо проставить номер обрабатываемой детали
В начале каждой линии механической обработки на планировке необходимо проставить номер обрабатываемой детали
На строительной части плана.
колонны с осями и обозначением номера каждой колонны с указанием
На строительной части плана.
колонны с осями и обозначением номера каждой колонны с указанием
На планировке указывается:
- общая площадь участка, м2;
- производственная площадь, м2;
- удельная площадь, м2/станок;
-
На планировке указывается:
- общая площадь участка, м2;
- производственная площадь, м2;
- удельная площадь, м2/станок;
-


Разработка планировки начинается с выбора и нанесения сетки колонн.
Разработка планировки начинается с выбора и нанесения сетки колонн.

 Жеміс-көкөніс шаруашылығы
Жеміс-көкөніс шаруашылығы Макроэкономические показатели и их измерение
Макроэкономические показатели и их измерение МегаФон – надежный партнер для вашего бизнеса
МегаФон – надежный партнер для вашего бизнеса Педагогическая гостинная для родителей Речевое развитие детей дошкольного возраста
Педагогическая гостинная для родителей Речевое развитие детей дошкольного возраста Трансформаторы напряжением свыше 1000 В
Трансформаторы напряжением свыше 1000 В Дерево целей
Дерево целей Итоги сортоиспытания плодовых культур в Центральном регионе России
Итоги сортоиспытания плодовых культур в Центральном регионе России Что нового?: ответы клинических рекомендаций по сахарному диабету
Что нового?: ответы клинических рекомендаций по сахарному диабету Стратегия ведения бренда в социальных сетях
Стратегия ведения бренда в социальных сетях Жизнь первобытных людей
Жизнь первобытных людей Памяти юных героев войны посвящается...
Памяти юных героев войны посвящается... Измерительные приборы и преобразователи
Измерительные приборы и преобразователи презентация к курсу История и культура Санкт- Петербурга
презентация к курсу История и культура Санкт- Петербурга Регуляция клеточного цикла и биологическая роль митоза и мейоза
Регуляция клеточного цикла и биологическая роль митоза и мейоза Мир насекомых. Бионика, как связь природы и техники
Мир насекомых. Бионика, как связь природы и техники Литература Древнего Рима периода распада полиса (конец II века до н.э. - 30-е годы до н.э.)
Литература Древнего Рима периода распада полиса (конец II века до н.э. - 30-е годы до н.э.) Соединительно-тканный массаж
Соединительно-тканный массаж Невербальные средства общения. Методика работы с пиктограммами в процессе обучения и воспитания детей с ОВЗ
Невербальные средства общения. Методика работы с пиктограммами в процессе обучения и воспитания детей с ОВЗ Обработка деталей на станках с программным управлением
Обработка деталей на станках с программным управлением Работа на средствах связи. Выполнение нормативов и учебных задач
Работа на средствах связи. Выполнение нормативов и учебных задач Государственное управление агропромышленным комплексом
Государственное управление агропромышленным комплексом Дорога жизни в блокадный Ленинград
Дорога жизни в блокадный Ленинград Презентация Скоро, скоро Новый год!
Презентация Скоро, скоро Новый год! Кальций. Маңызды химиялық формулалар
Кальций. Маңызды химиялық формулалар Электрические цепи. Общие сведения
Электрические цепи. Общие сведения Творческий отчет учителя
Творческий отчет учителя Сборка персонального компьютера
Сборка персонального компьютера Тепловые явления. Методы вычисления количества выделенной или поглощенной теплоты
Тепловые явления. Методы вычисления количества выделенной или поглощенной теплоты