- Основные сведения о сварке (Тема 6)

Содержание
- 2. Сварка - процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании
- 3. Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн, трубопроводов, корпусов судов. Сварка позволяет
- 4. В зависимости от типа активации образование связей между атомами соединяемых поверхностей происходит в твердой или жидкой
- 5. Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо только основной металл (заготовки)
- 6. 4. В сварочную ванну, представляющую собой зону сварного соединения, находящуюся в процессе сварки в расплавленном состоянии,
- 7. Металлургические процессы в сварочной ванне 5. Какие химические процессы происходят в сварочной ванне? а - раскисление
- 8. Методы электрической сварки плавлением получили широкое распространение благодаря их преимуществам по сравнению с другими методами: 1)
- 9. Сварка плавлением, однако, имеет ряд недостатков: 1. Кристаллизация металла шва протекает при растягивающих напряжениях, что является
- 10. По положению в пространстве швы подразделяются на: - нижние (Н); - «в лодочку» (Л); - горизонтальные
- 11. В зависимости от характера вводимой энергии все сварочные процессы (сварку, пайку, резку) можно отнести к термическим
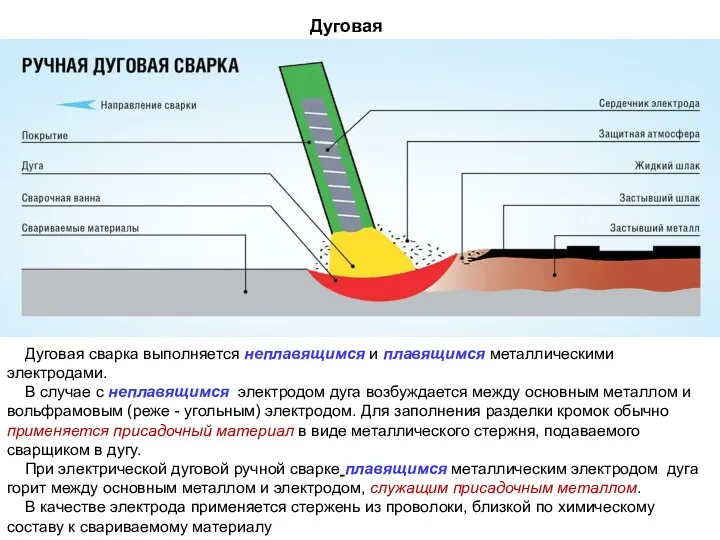
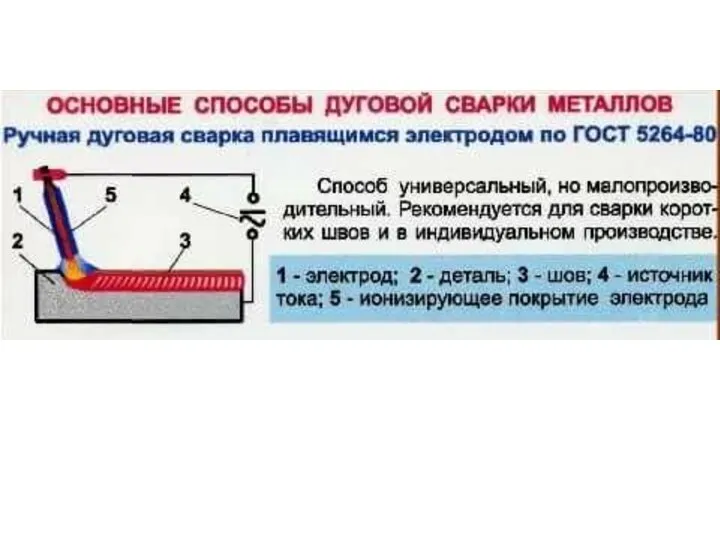
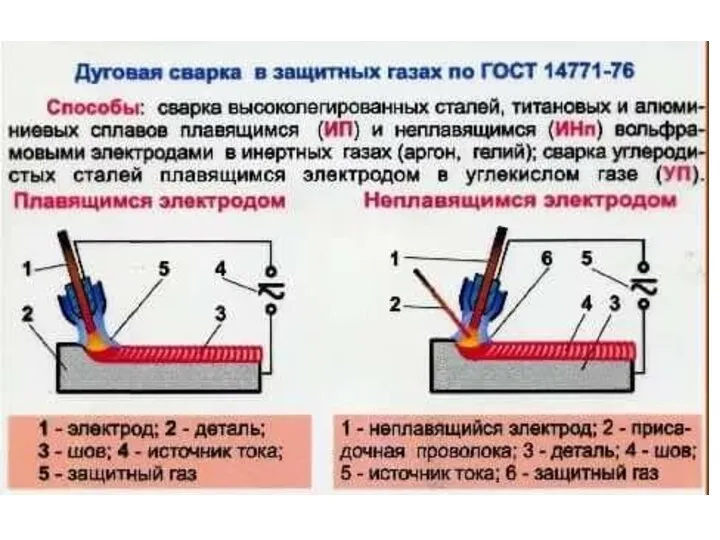
- 12. Дуговая Дуговая сварка выполняется неплавящимся и плавящимся металлическими электродами. В случае с неплавящимся электродом дуга возбуждается
- 13. На электроды наносят специальные покрытия с целью: 1 - создания шлаковой и газовой защиты расплавленного металла
- 14. Соединение стыковое без разделки кромок рекомендуется для толщин металла не более 3 мм. Наличие зазора обеспечивает
- 17. Поскольку в СПФ используется более высокая концентрация тепла и быстрая сварка, это позволяет значительно уменьшить деформации
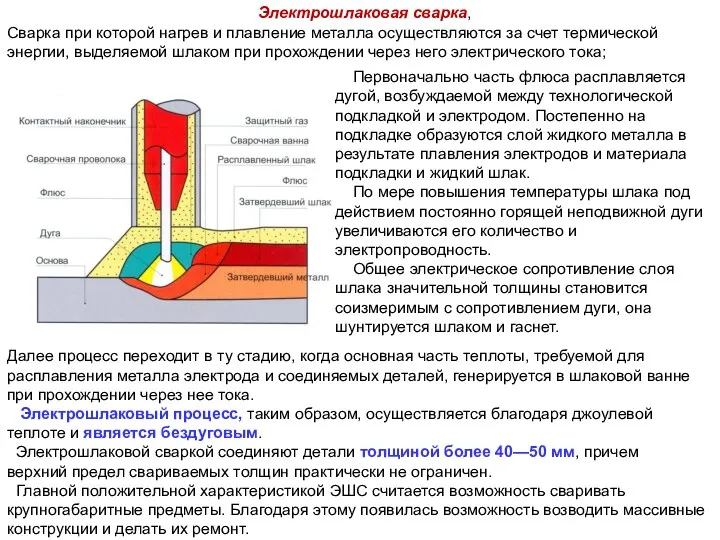
- 18. Электрошлаковая сварка, Сварка при которой нагрев и плавление металла осуществляются за счет термической энергии, выделяемой шлаком
- 19. Дополнительными преимуществами ЭШС можно считать: высокую производительность при работе с пластинками большого размера; экономию использования электрической
- 20. Электронно- лучевая сварка ЭЛС Движение электронов в сварочной установке происходит в глубоком вакууме. Поэтому установка включает
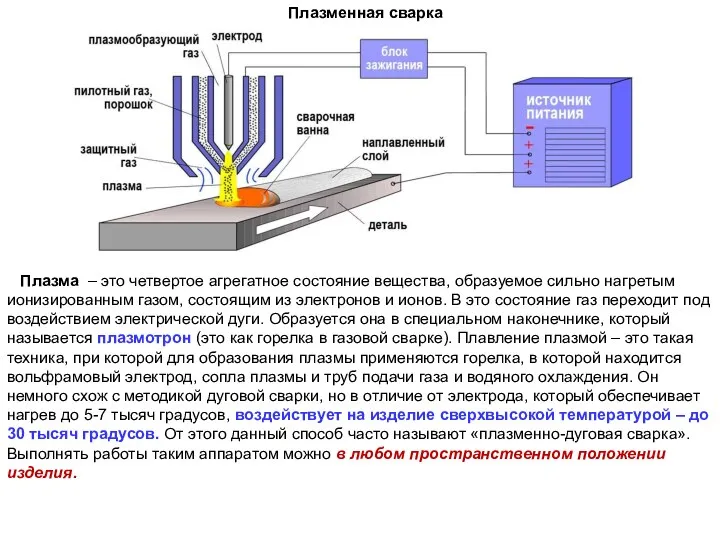
- 21. Плазменная сварка Плазма – это четвертое агрегатное состояние вещества, образуемое сильно нагретым ионизированным газом, состоящим из
- 22. Плазменная сварка имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают
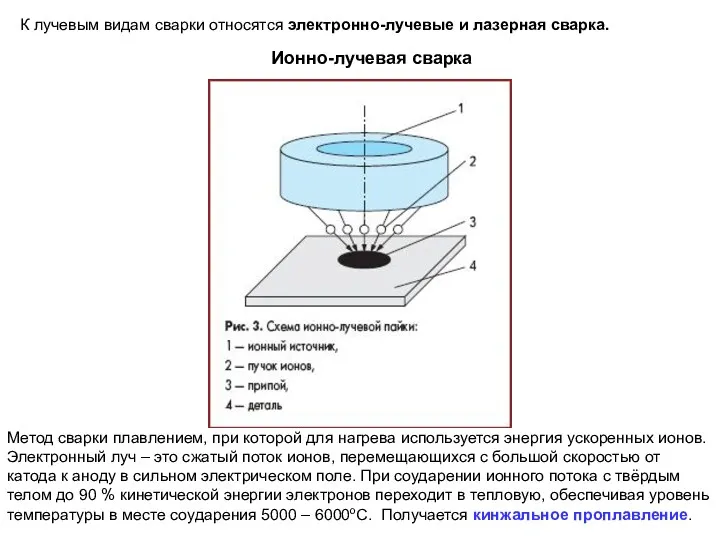
- 23. Ионно-лучевая сварка К лучевым видам сварки относятся электронно-лучевые и лазерная сварка. Метод сварки плавлением, при которой
- 24. Световая сварка (лазерная) - обеспечивать небольшое тепловое влияние на околошовную зону и малые деформации готового изделия;
- 25. Индукционная сварка
- 26. Термитная сварка двух проводов в кокиль 1 – термитная шашка, 2 – стальной кокиль (обойма), 3
- 27. Литейная сварка (термитная) стыка рельсов В тигель-форму засыпается термитная смесь, собирается схема сварки, закрепляются рельсы и
- 28. Химические способы сварки включают в себя термитную и газовую сварку. При термитной сварке для нагрева металла
- 29. Кислород, используемый для сварочных работ, поставляют к месту потребления в стальных баллонах под давлением 15 МПа.
- 30. При механических методах сварки необходимо приложить давление, под влиянием которого в месте сварки возникают значительные упругопластические
- 33. При термомеханических методах сварки металл в месте соединения деталей нагревается от внешних источников теплоты до температуры
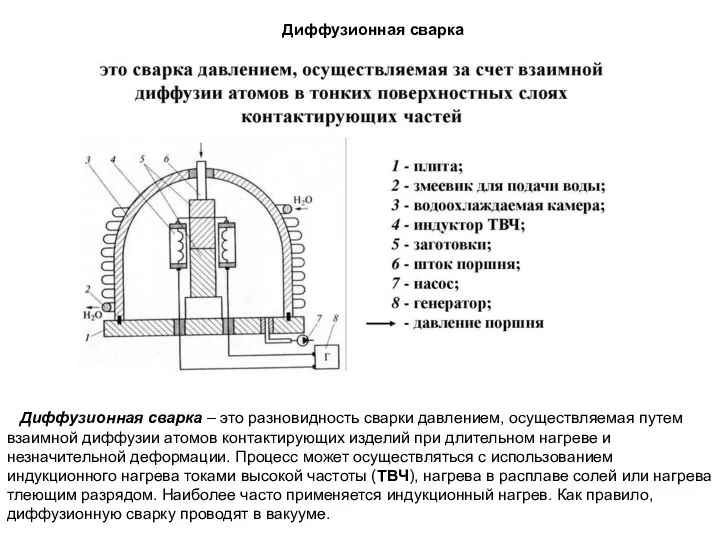
- 34. Диффузионная сварка Диффузионная сварка – это разновидность сварки давлением, осуществляемая путем взаимной диффузии атомов контактирующих изделий
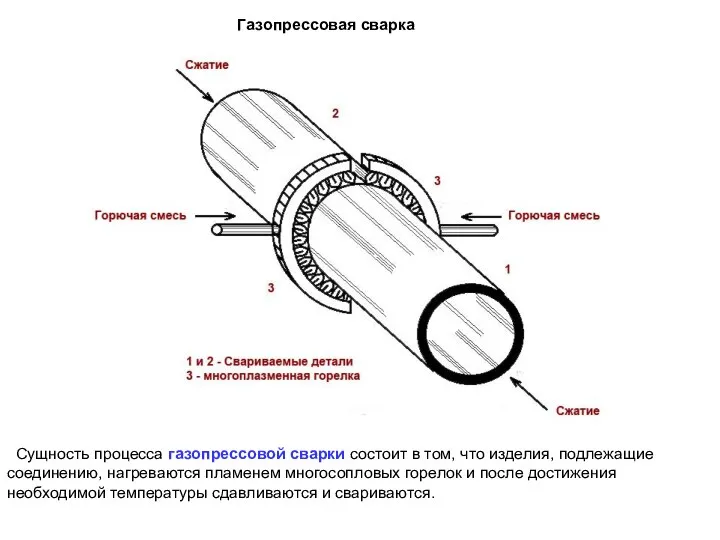
- 35. Газопрессовая сварка Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению, нагреваются пламенем многосопловых
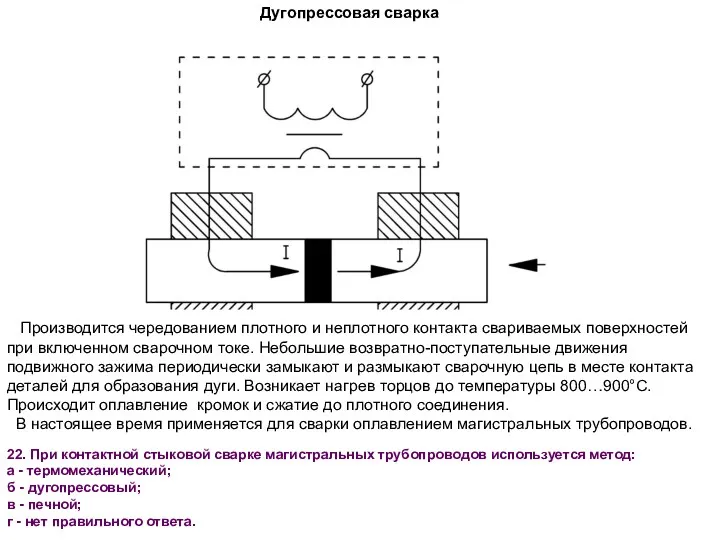
- 36. Дугопрессовая сварка Производится чередованием плотного и неплотного контакта свариваемых поверхностей при включенном сварочном токе. Небольшие возвратно-поступательные
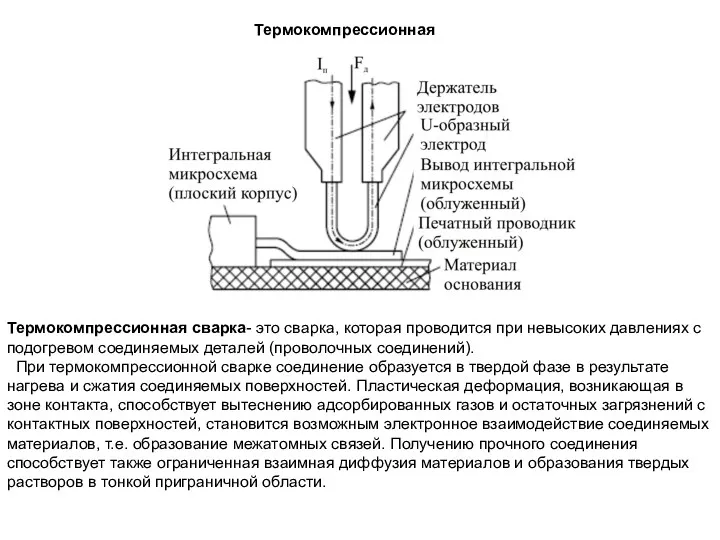
- 37. Термокомпрессионная Термокомпрессионная сварка- это сварка, которая проводится при невысоких давлениях с подогревом соединяемых деталей (проволочных соединений).
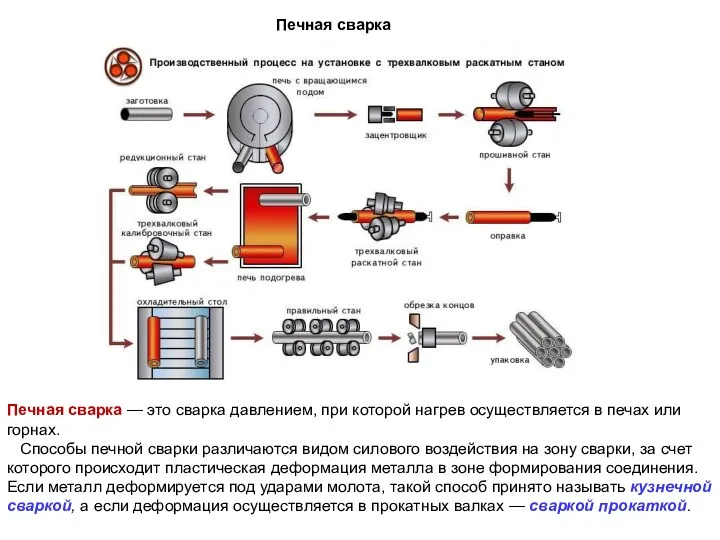
- 38. Печная сварка Печная сварка — это сварка давлением, при которой нагрев осуществляется в печах или горнах.
- 39. Наплавкой называется процесс нанесения слоя расплавленного металла на поверхность металлического изделия. Наплавкой на изделии образуют поверхностный
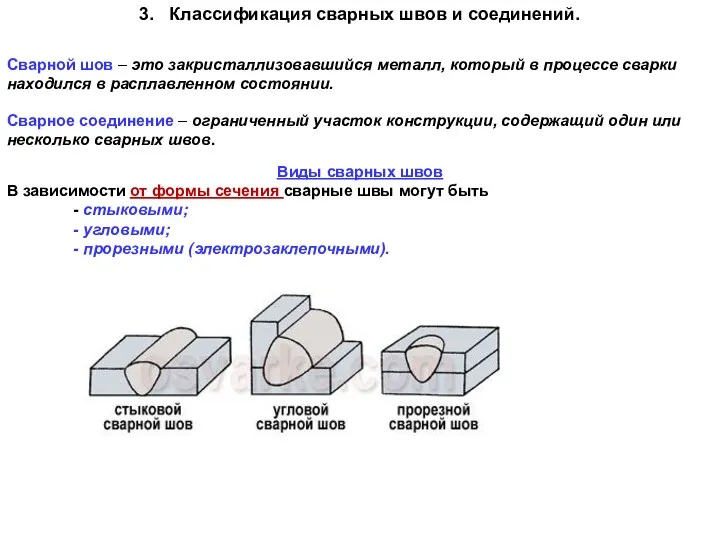
- 40. 3. Классификация сварных швов и соединений. Сварной шов – это закристаллизовавшийся металл, который в процессе сварки
- 41. В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений: - стыковые соединения; -
- 42. Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их
- 43. Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся элементов. Торцовым соединением называется такое сварное
- 44. Геометрические параметры сварного шва Основные геометрические параметры стыкового шва: S – толщина свариваемого металла; e –
- 45. Основные геометрические параметры углового шва: k – катет углового шва q – выпуклость шва; p –
- 46. Катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва
- 47. Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов –
- 48. Сварные швы по внешнему виду подразделяются на - нормальные (плоские); - выпуклые (усиленные) и - вогнутые
- 49. По выполнению сварные швы могут быть односторонними и двусторонними. По количеству слоев сварка бывает однослойной и
- 50. Многослойный шов используется при сварке толстого металла, а также чтобы уменьшить зону термического влияния. Проход –
- 52. Форма поперечного сечения для разных типов сварного соединения по ГОСТ 5264-80 27. Какой сварной шов обозначается
- 53. По назначению сварные швы бывают: - прочные; - плотные (герметичные); - прочно-плотные. В зависимости от условий
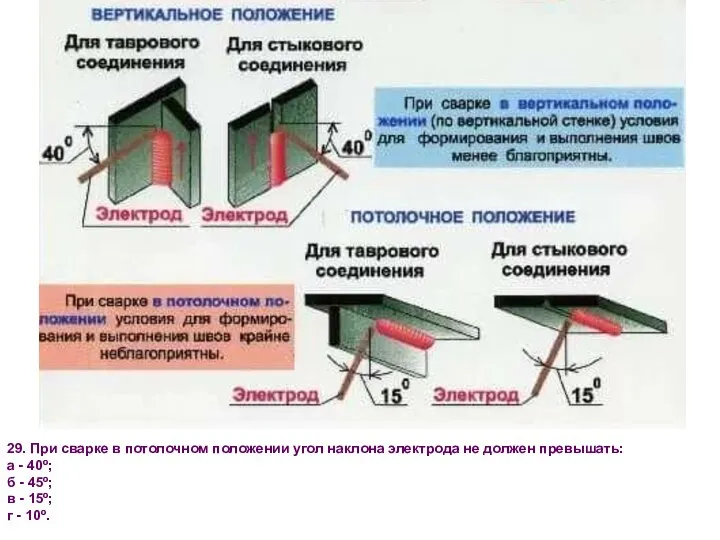
- 56. 29. При сварке в потолочном положении угол наклона электрода не должен превышать: а - 40º; б
- 57. При сварке вертикального сварного шва можно применять четыре вида колебательных движений электродом. Z-образные (зет-образные) колебательные движения
- 59. А. Влияние параметров режима сварки на форму и размеры шва К основным параметрам режима дуговой сварки
- 60. С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется. 31. При увеличении
- 61. С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота
- 62. С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч),
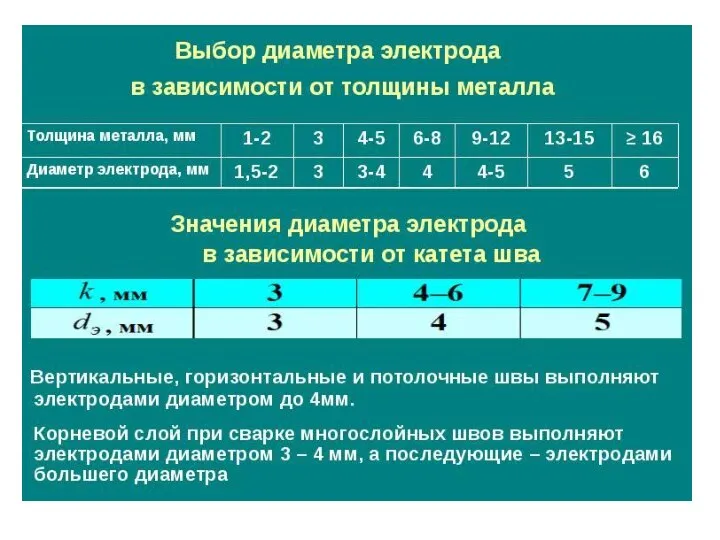
- 63. С уменьшением диаметра проволоки – электрода (при прочих равных условиях) возрастает плотность тока в электроде, что
- 65. 36. При сварке на спуск: а - глубина провара будет уменьшается; б - выпуклость шва увеличивается;
- 67. 38. При сварке углом вперед: а - глубина провара будет уменьшается; б - выпуклость шва увеличивается;
- 69. Расстояние между концом электрода и поверхностью расплавленного металла при сварке на малых сварочных токах или расстояние
- 70. Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину проплавления, повышает частоту обрыва дуги при
- 71. Во время горения сварочной дуги под электродом на поверхности свариваемого изделия образуется углубление, в котором находится
- 72. Чтобы избежать кратера применяют следующие способы: начинают и оканчивают шов на основном металле постепенно удлиняют сварочную
- 73. Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным
- 75. Скачать презентацию
Сварка - процесс получения неразъемных соединений посредством установления межатомных связей между
Сварка - процесс получения неразъемных соединений посредством установления межатомных связей между
Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн,
Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн,
В зависимости от типа активации образование связей между атомами соединяемых
В зависимости от типа активации образование связей между атомами соединяемых
Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо
Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо
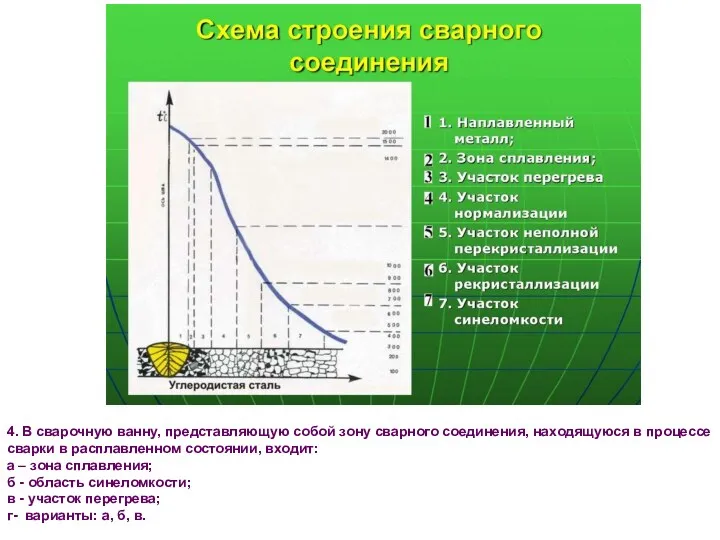
4. В сварочную ванну, представляющую собой зону сварного соединения, находящуюся в
4. В сварочную ванну, представляющую собой зону сварного соединения, находящуюся в
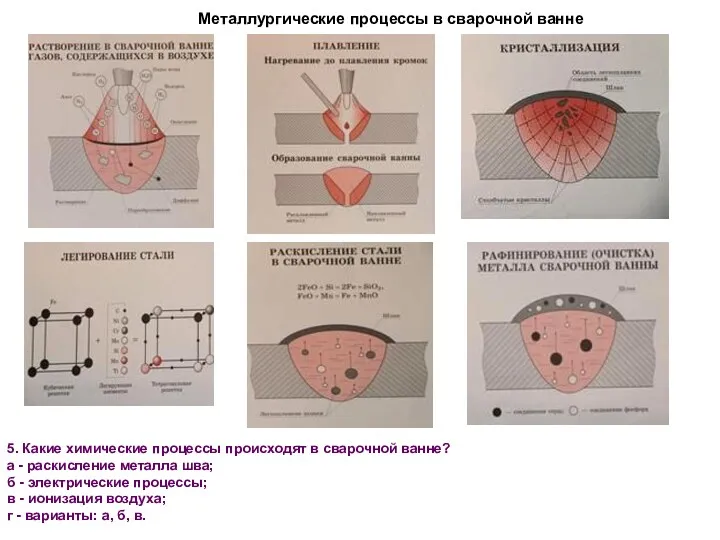
Металлургические процессы в сварочной ванне
5. Какие химические процессы происходят
Металлургические процессы в сварочной ванне
5. Какие химические процессы происходят
Методы электрической сварки плавлением получили широкое распространение
благодаря их преимуществам по
Методы электрической сварки плавлением получили широкое распространение
благодаря их преимуществам по
Сварка плавлением, однако, имеет ряд недостатков:
1. Кристаллизация металла шва протекает при растягивающих
Сварка плавлением, однако, имеет ряд недостатков:
1. Кристаллизация металла шва протекает при растягивающих
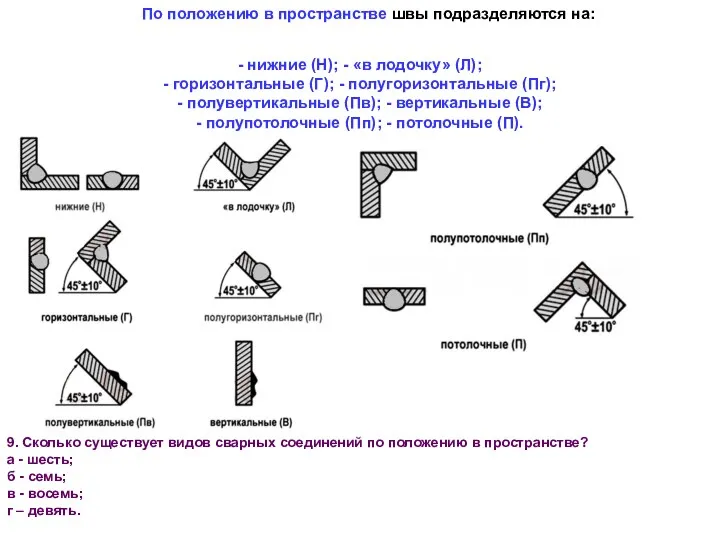
По положению в пространстве швы подразделяются на:
- нижние (Н); -
По положению в пространстве швы подразделяются на:
- нижние (Н); -
В зависимости от характера вводимой энергии все сварочные процессы (сварку, пайку,
резку)
В зависимости от характера вводимой энергии все сварочные процессы (сварку, пайку, резку)
Дуговая
Дуговая сварка выполняется неплавящимся и плавящимся металлическими электродами.
В случае с
Дуговая
Дуговая сварка выполняется неплавящимся и плавящимся металлическими электродами.
В случае с
На электроды наносят специальные покрытия с целью:
1 - создания шлаковой и
На электроды наносят специальные покрытия с целью:
1 - создания шлаковой и
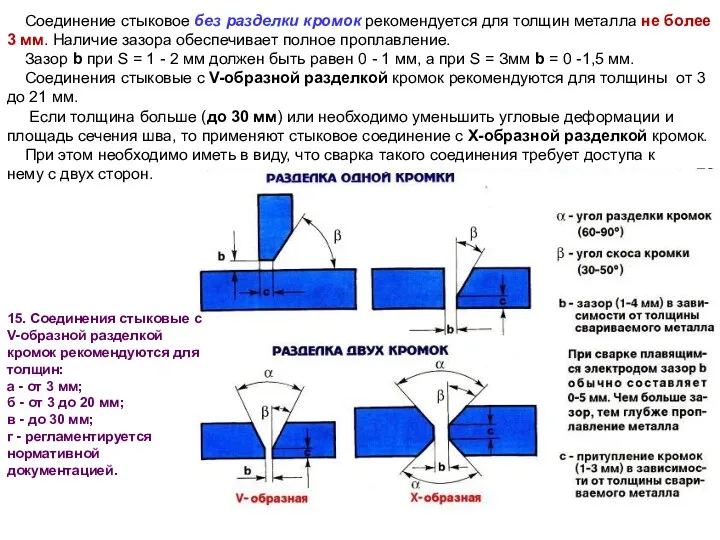
Соединение стыковое без разделки кромок рекомендуется для толщин металла не более
Соединение стыковое без разделки кромок рекомендуется для толщин металла не более

Поскольку в СПФ используется более высокая концентрация тепла и быстрая
Поскольку в СПФ используется более высокая концентрация тепла и быстрая
Электрошлаковая сварка,
Сварка при которой нагрев и плавление металла осуществляются
Электрошлаковая сварка,
Сварка при которой нагрев и плавление металла осуществляются
Дополнительными преимуществами ЭШС можно считать:
высокую производительность при работе с пластинками
Дополнительными преимуществами ЭШС можно считать:
высокую производительность при работе с пластинками

Электронно- лучевая сварка ЭЛС
Движение электронов в сварочной установке происходит в глубоком
Электронно- лучевая сварка ЭЛС
Движение электронов в сварочной установке происходит в глубоком
Плазменная сварка
Плазма – это четвертое агрегатное состояние вещества, образуемое
Плазменная сварка
Плазма – это четвертое агрегатное состояние вещества, образуемое
Плазменная сварка имеет свои преимущества и недостатки, как и другие
Плазменная сварка имеет свои преимущества и недостатки, как и другие
Ионно-лучевая сварка
К лучевым видам сварки относятся электронно-лучевые и лазерная сварка.
Метод сварки
К лучевым видам сварки относятся электронно-лучевые и лазерная сварка.
Метод сварки
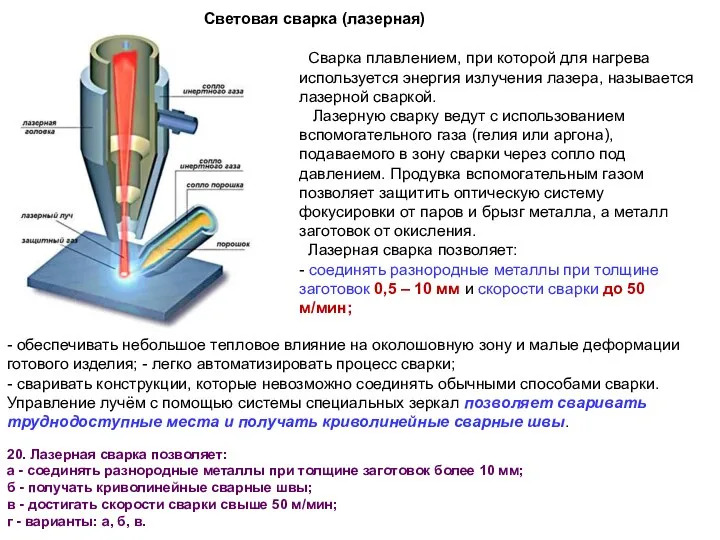
Световая сварка (лазерная)
- обеспечивать небольшое тепловое влияние на околошовную зону и
Световая сварка (лазерная)
- обеспечивать небольшое тепловое влияние на околошовную зону и
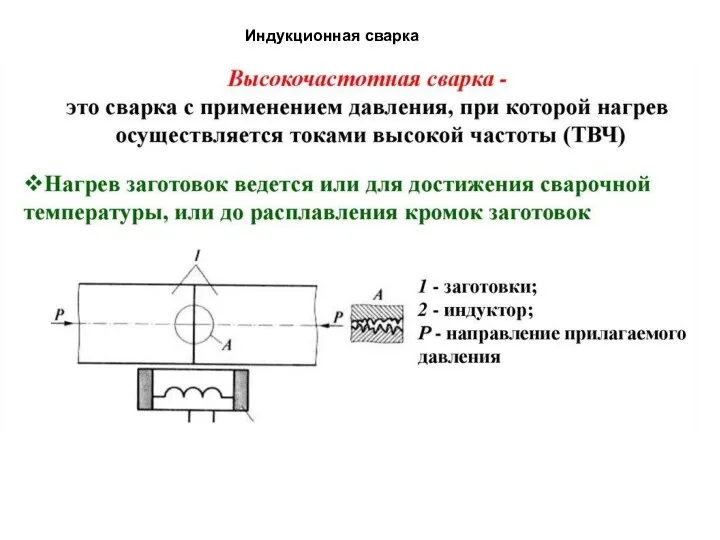
Индукционная сварка
Индукционная сварка
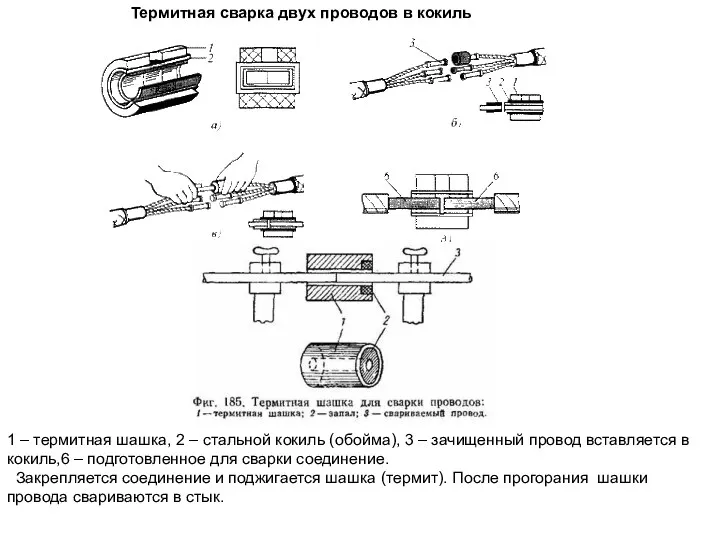
Термитная сварка двух проводов в кокиль
1 – термитная шашка, 2
Термитная сварка двух проводов в кокиль
1 – термитная шашка, 2

Литейная сварка (термитная) стыка рельсов
В тигель-форму засыпается термитная смесь, собирается
Литейная сварка (термитная) стыка рельсов
В тигель-форму засыпается термитная смесь, собирается
Химические способы сварки включают в себя термитную и газовую сварку.
Химические способы сварки включают в себя термитную и газовую сварку.
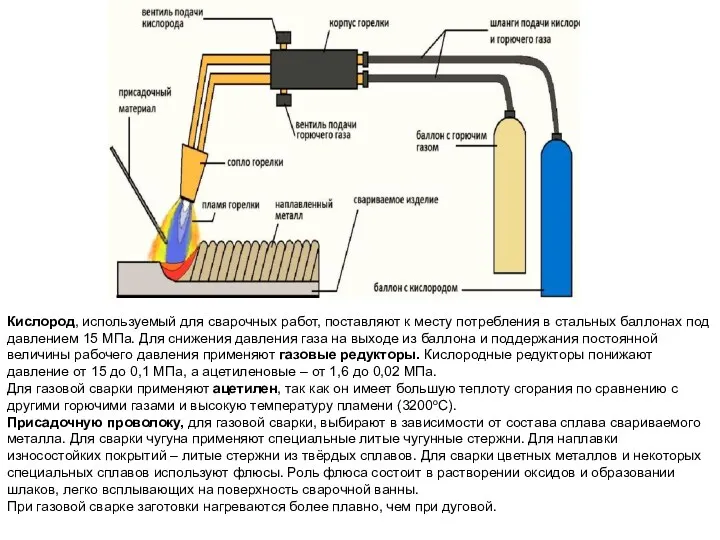
Кислород, используемый для сварочных работ, поставляют к месту потребления в стальных
Кислород, используемый для сварочных работ, поставляют к месту потребления в стальных

При механических методах сварки необходимо приложить давление, под влиянием которого в
При механических методах сварки необходимо приложить давление, под влиянием которого в

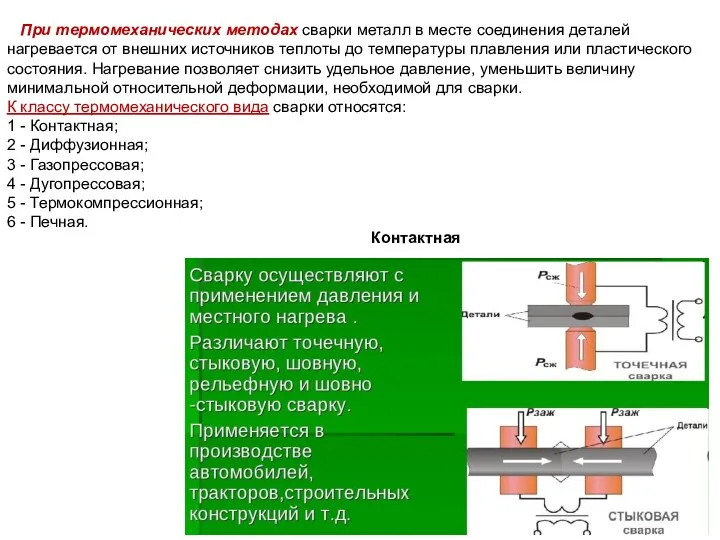
При термомеханических методах сварки металл в месте соединения деталей нагревается
При термомеханических методах сварки металл в месте соединения деталей нагревается
Диффузионная сварка
Диффузионная сварка – это разновидность сварки давлением, осуществляемая путем взаимной
Диффузионная сварка
Диффузионная сварка – это разновидность сварки давлением, осуществляемая путем взаимной
Газопрессовая сварка
Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению,
Газопрессовая сварка
Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению,
Дугопрессовая сварка
Производится чередованием плотного и неплотного контакта свариваемых поверхностей при
Дугопрессовая сварка
Производится чередованием плотного и неплотного контакта свариваемых поверхностей при
Термокомпрессионная
Термокомпрессионная сварка- это сварка, которая проводится при невысоких давлениях с подогревом
Термокомпрессионная
Термокомпрессионная сварка- это сварка, которая проводится при невысоких давлениях с подогревом
Печная сварка
Печная сварка — это сварка давлением, при которой нагрев
Печная сварка
Печная сварка — это сварка давлением, при которой нагрев
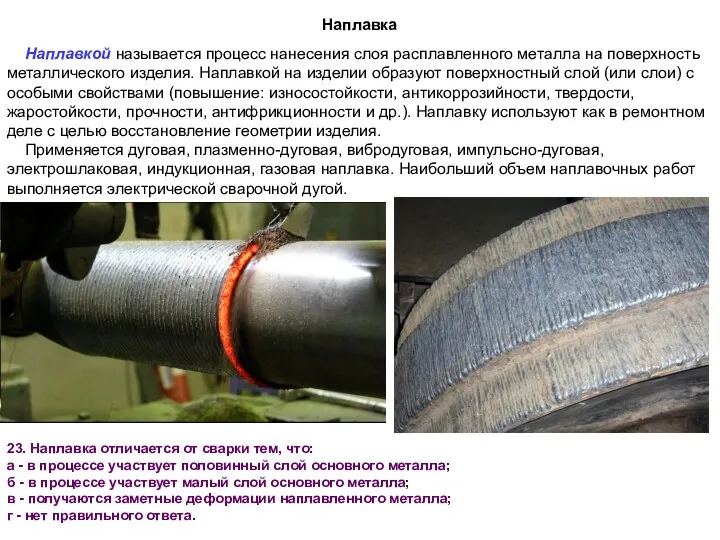
Наплавкой называется процесс нанесения слоя расплавленного металла на поверхность
металлического изделия. Наплавкой
Наплавкой называется процесс нанесения слоя расплавленного металла на поверхность металлического изделия. Наплавкой
3. Классификация сварных швов и соединений.
Сварной шов – это закристаллизовавшийся
3. Классификация сварных швов и соединений.
Сварной шов – это закристаллизовавшийся
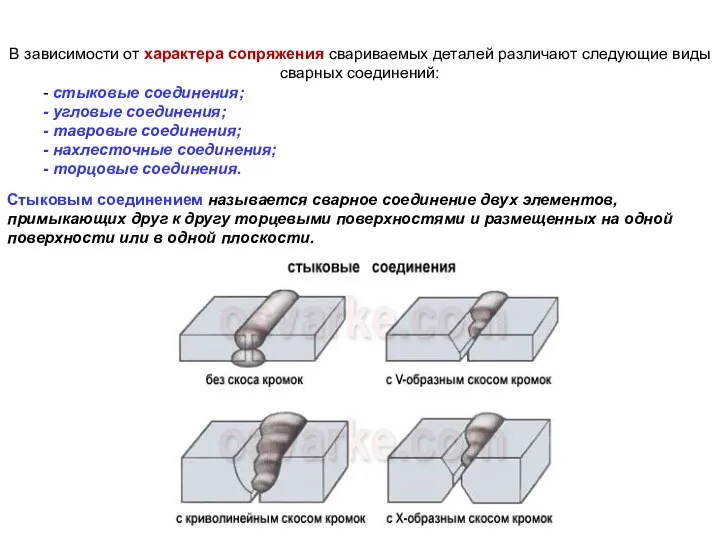
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных
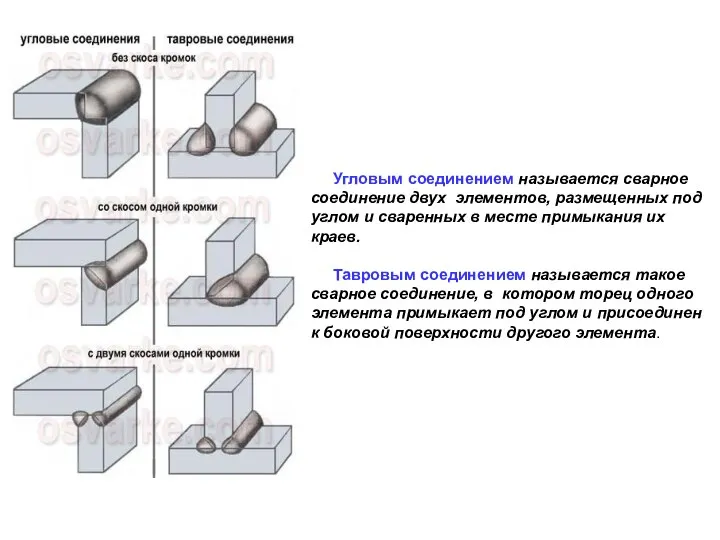
Угловым соединением называется сварное соединение двух элементов, размещенных под углом
Угловым соединением называется сварное соединение двух элементов, размещенных под углом

Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся
Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся

Геометрические параметры сварного шва
Основные геометрические параметры стыкового шва:
S – толщина
Геометрические параметры сварного шва
Основные геометрические параметры стыкового шва:
S – толщина

Основные геометрические параметры углового шва:
k – катет углового шва
q
Основные геометрические параметры углового шва:
k – катет углового шва
q

Катет углового шва – кратчайшее расстояние от поверхности одной из
Катет углового шва – кратчайшее расстояние от поверхности одной из
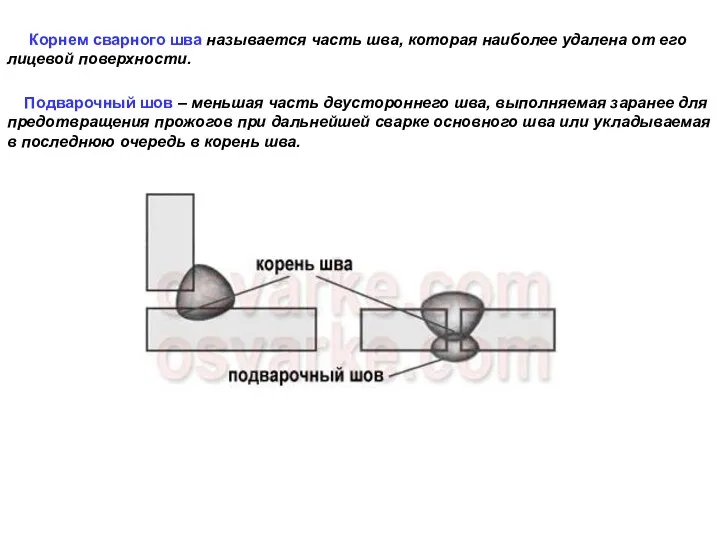
Корнем сварного шва называется часть шва, которая наиболее удалена от
Корнем сварного шва называется часть шва, которая наиболее удалена от
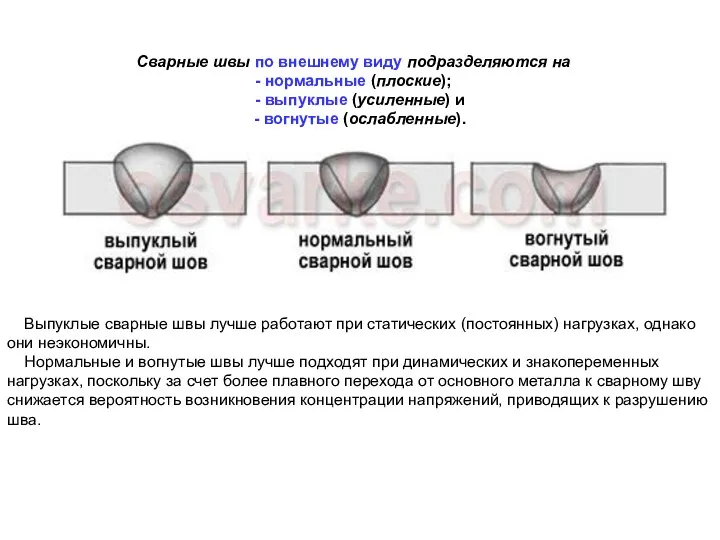
Сварные швы по внешнему виду подразделяются на
- нормальные (плоские);
- выпуклые
Сварные швы по внешнему виду подразделяются на
- нормальные (плоские);
- выпуклые
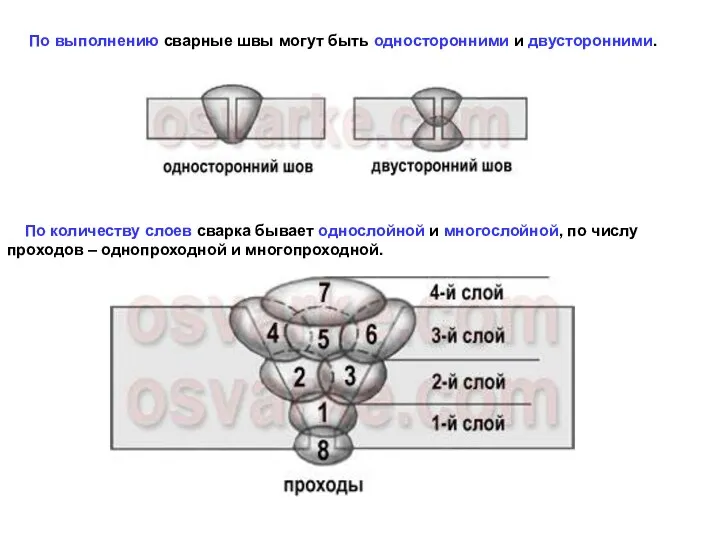
По выполнению сварные швы могут быть односторонними и двусторонними.
По выполнению сварные швы могут быть односторонними и двусторонними.
Многослойный шов используется при сварке толстого металла, а также чтобы
Многослойный шов используется при сварке толстого металла, а также чтобы

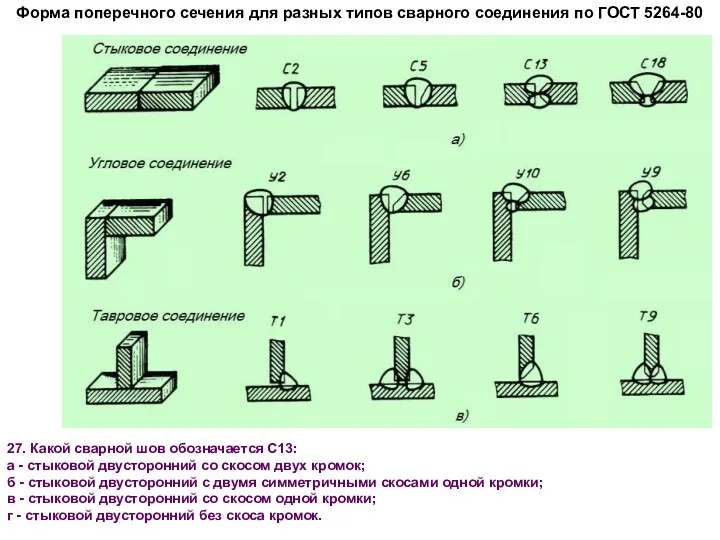
Форма поперечного сечения для разных типов сварного соединения по ГОСТ 5264-80
27.
Форма поперечного сечения для разных типов сварного соединения по ГОСТ 5264-80
27.
По назначению сварные швы бывают:
- прочные;
- плотные (герметичные);
По назначению сварные швы бывают:
- прочные;
- плотные (герметичные);


29. При сварке в потолочном положении угол наклона электрода не должен
29. При сварке в потолочном положении угол наклона электрода не должен
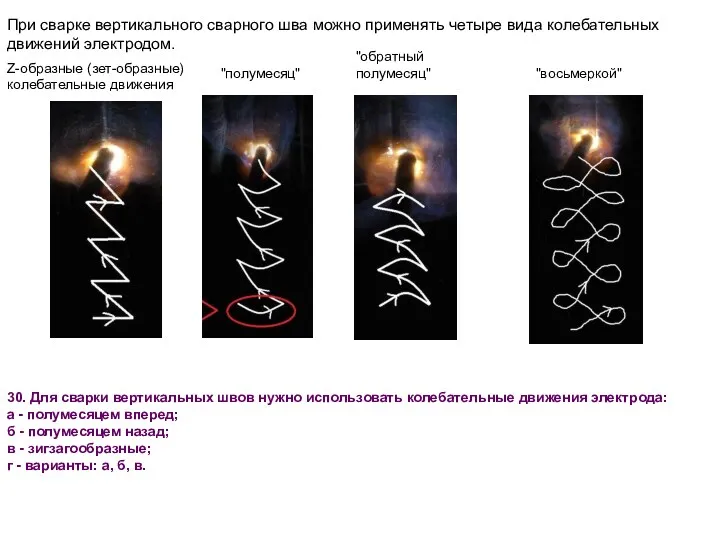
При сварке вертикального сварного шва можно применять четыре вида колебательных движений
При сварке вертикального сварного шва можно применять четыре вида колебательных движений

А. Влияние параметров режима сварки на форму и размеры шва
К
А. Влияние параметров режима сварки на форму и размеры шва
К
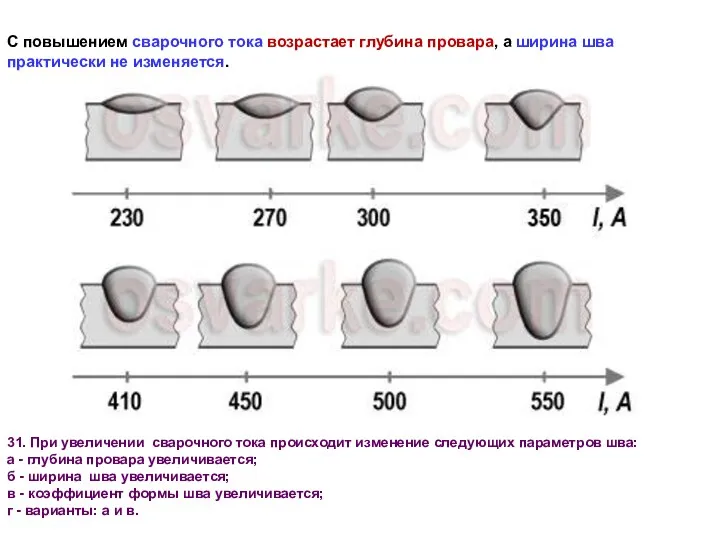
С повышением сварочного тока возрастает глубина провара, а ширина шва практически
С повышением сварочного тока возрастает глубина провара, а ширина шва практически
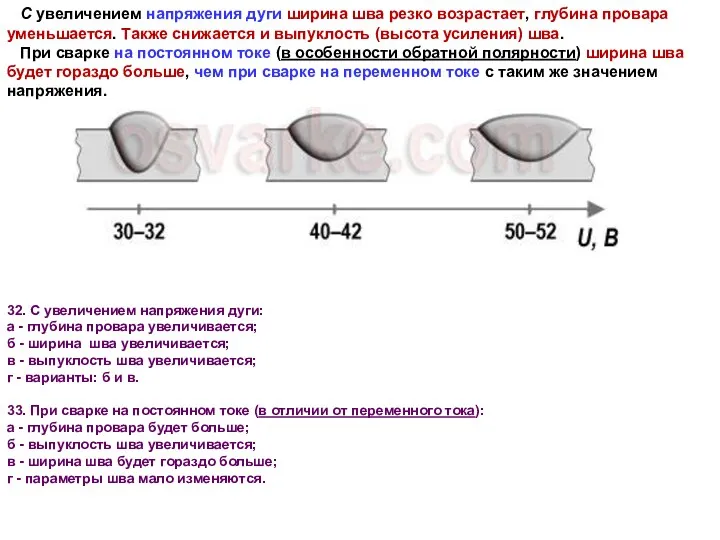
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара

С возрастанием скорости сварки ширина шва уменьшается, а глубина провара
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара
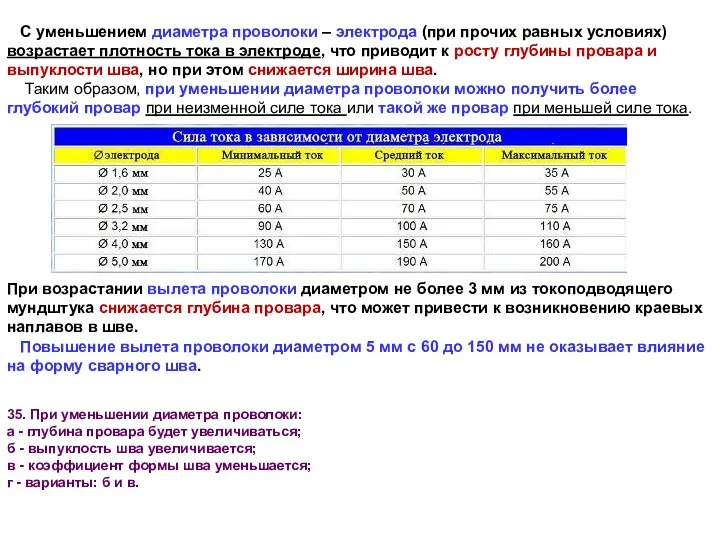
С уменьшением диаметра проволоки – электрода (при прочих равных условиях)
С уменьшением диаметра проволоки – электрода (при прочих равных условиях)
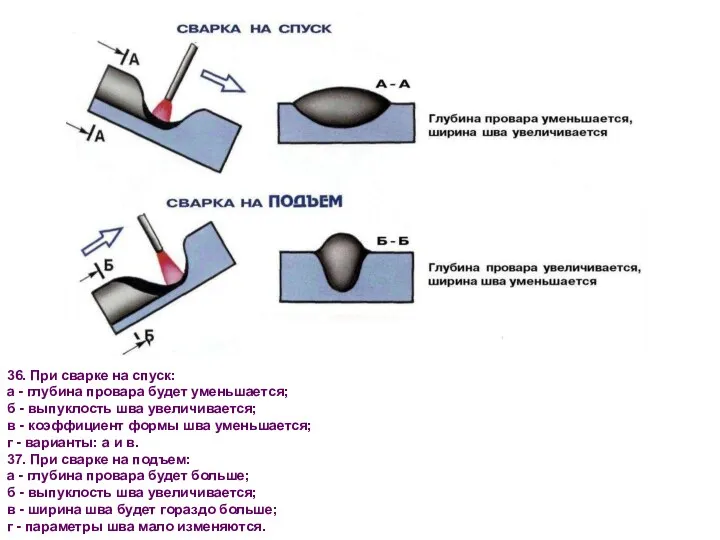
36. При сварке на спуск:
а - глубина провара будет уменьшается;
б
36. При сварке на спуск:
а - глубина провара будет уменьшается;
б

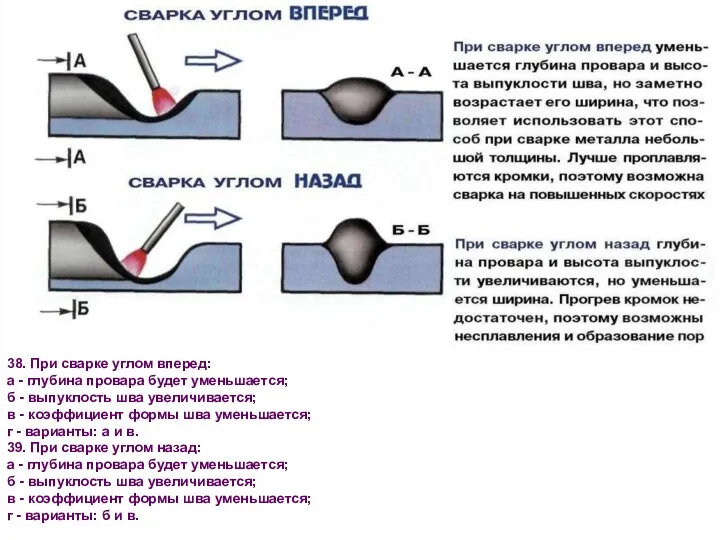
38. При сварке углом вперед:
а - глубина провара будет уменьшается;
б
38. При сварке углом вперед:
а - глубина провара будет уменьшается;
б

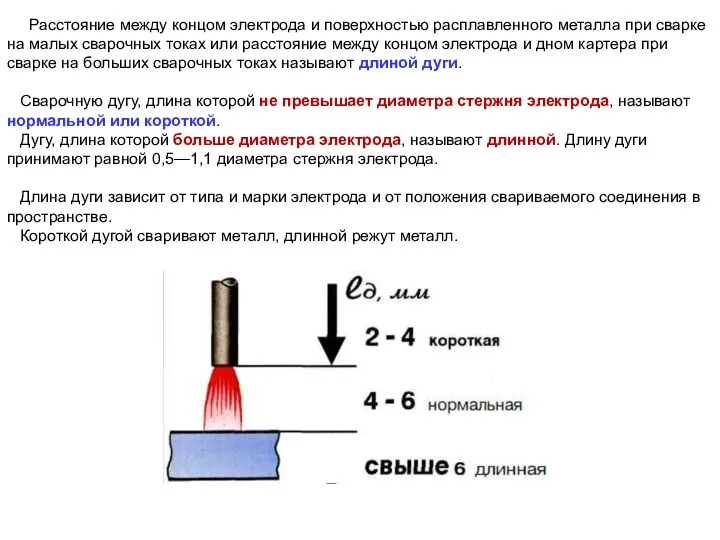
Расстояние между концом электрода и поверхностью расплавленного металла при сварке
Расстояние между концом электрода и поверхностью расплавленного металла при сварке

Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину
Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину
Во время горения сварочной дуги под электродом на поверхности свариваемого изделия
Во время горения сварочной дуги под электродом на поверхности свариваемого изделия
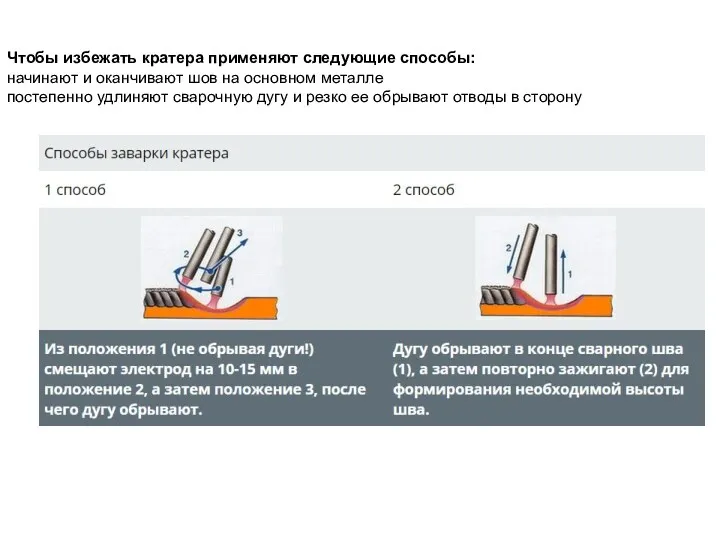
Чтобы избежать кратера применяют следующие способы:
начинают и оканчивают шов на основном
Чтобы избежать кратера применяют следующие способы:
начинают и оканчивают шов на основном
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии
 Гражданское право. Договор поставки
Гражданское право. Договор поставки Текстовые процессоры и текстовые редакторы
Текстовые процессоры и текстовые редакторы Презентация Африка
Презентация Африка Әлемдік діндер мәдениеті: буддизм, християндық исламдық
Әлемдік діндер мәдениеті: буддизм, християндық исламдық Системы счисления. Основные понятия систем счисления
Системы счисления. Основные понятия систем счисления Царство Грибы. Общая характеристика грибов
Царство Грибы. Общая характеристика грибов Коронавирус COVID-19
Коронавирус COVID-19 Представление технологии Диск
Представление технологии Диск Патофизиология красной крови
Патофизиология красной крови Из опыта работы по формированию у дошкольников представлений о правилах дорожного движения (презентация)
Из опыта работы по формированию у дошкольников представлений о правилах дорожного движения (презентация) Что такое доброта?
Что такое доброта? Автоматизация звука Ш. Артикуляционная гимнастика
Автоматизация звука Ш. Артикуляционная гимнастика Программа оценки навыков речи и социального взаимодействия для детей с аутизмом и другими нарушениями VB-MAPP
Программа оценки навыков речи и социального взаимодействия для детей с аутизмом и другими нарушениями VB-MAPP Влияние сотовых телефонов на здоровье человека
Влияние сотовых телефонов на здоровье человека Уинстон Леонард Спенсер Черчилль
Уинстон Леонард Спенсер Черчилль Безопасное поведение детей в сети
Безопасное поведение детей в сети Логический квадрат. Ложные, истинные и неопределенные суждения
Логический квадрат. Ложные, истинные и неопределенные суждения 2615Імунофлуорисцентний експрес аналізатор LS-1100
2615Імунофлуорисцентний експрес аналізатор LS-1100 Явление паразитизма
Явление паразитизма Музыкальная композиция
Музыкальная композиция Проектирование водопроводной насосной станции II подъема
Проектирование водопроводной насосной станции II подъема Доколе я в мире, я свет миру
Доколе я в мире, я свет миру Алгоритм ветвления. Условный оператор
Алгоритм ветвления. Условный оператор Электронное портфолио по предмету Окружающий мир
Электронное портфолио по предмету Окружающий мир презентация проекта по ПДД Нам на улице не страшно
презентация проекта по ПДД Нам на улице не страшно Школьный спортивный клуб Спасатель
Школьный спортивный клуб Спасатель My favorite paintings
My favorite paintings Родительское собрание Подготовка ребёнка ко 2 классу
Родительское собрание Подготовка ребёнка ко 2 классу