- Основы организации инструментального хозяйства

Содержание
- 2. Учебная литература Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия: Лекции – Екатеринбург: УГЛТУ, 2005. – 277
- 3. Учебная литература Глебов И.Т. Дереворежущий инструмент: учебное пособие; Урал. гос. лесотехн. ун-т. - Екатеринбург: УГЛТУ, 2002.
- 4. Справочная литература Пашков В.К., Щепочкин С.В. Организация инструментального хозяйства. Справочные материалы: учебное пособие. - Екатеринбург: УГЛТУ,
- 5. Методические указания Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия. Методические указания к выполнению расчетно-графической работы по
- 6. Основы организации инструментального хозяйства деревообрабатывающего предприятия Предприятия потребляют инструмент и технологическую оснастку в больших количествах. Для
- 7. Цель и задачи инструментального хозяйства Целью (функцией) инструментального хозяйства является своевременное и бесперебойное снабжение цехов и
- 8. Структура инструментального хозяйства Весь новый инструмент, независимо от того, изготовлен ли он в инструментальном цехе своего
- 9. Структура инструментального хозяйства Из ЦИСа инструменты строго в соответствии с их технологическим назначением передаются в цеховые
- 10. Структура инструментального хозяйства Заточка инструмента должна выполняться централизованным заточным участком (инструментальным цехом). Инструментальный цех – его
- 11. Схема управления инструментальным хозяйством
- 12. Системы организации инструментального хозяйства Централизованная система характерна тем, что инструментальные функции (приобретение, подготовка, учет, хранение и
- 13. Организация подготовки режущего инструмента Для обеспечения производства режущим инструментом необходимо: Планировать потребность предприятия в инструменте по
- 14. Общая технология и система машин для подготовки режущего инструмента Рамные пилы
- 15. Рамные пилы
- 16. Установка рамных пил в пильной рамке
- 17. Лесопильная рама ЛРВ-2
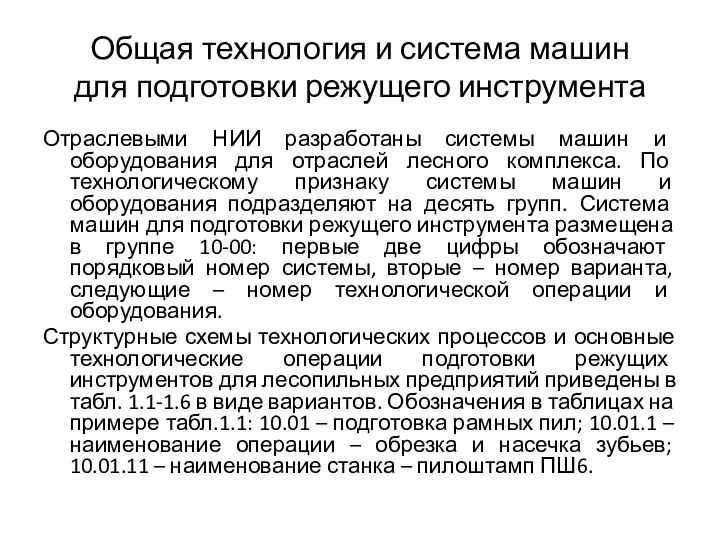
- 18. Общая технология и система машин для подготовки режущего инструмента Отраслевыми НИИ разработаны системы машин и оборудования
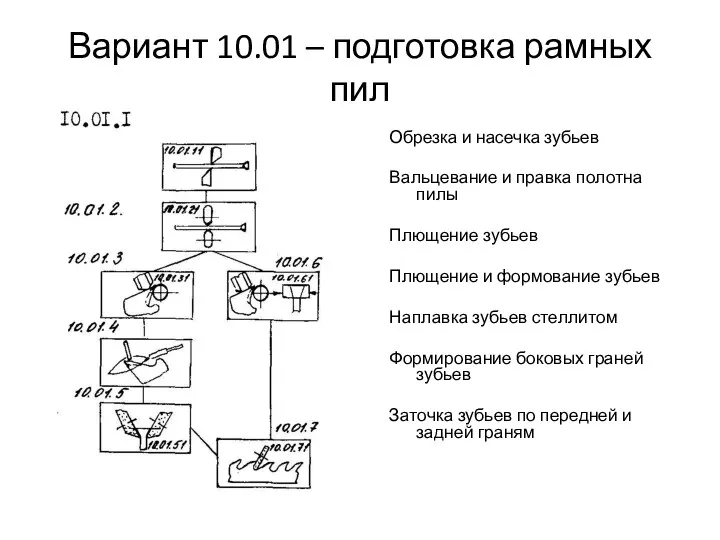
- 19. Вариант 10.01 – подготовка рамных пил Обрезка и насечка зубьев Вальцевание и правка полотна пилы Плющение
- 20. Обрезка, насечка зубьев пил Насечку зубьев на пиле делают в случае, когда необходимо изменить профиль зубьев,
- 21. Пилоштамп ПШП-2
- 22. Вальцевание рамных пил В процессе работы рамная пила нагревается. Режущая кромка удлиняется и под действием сил
- 23. Уширение зубьев При пилении стенки пропила упруго восстанавливаются и могут зажать полотно пилы. Для предотвращения зажима
- 24. Заточка зубьев по боковым граням
- 25. Заточка зубьев по передней и задней грани
- 26. Расходный фонд – количество инструмента, которое будет полностью изношено и израсходовано на заданную программу предприятия по
- 27. – средневзвешенная годовая норма расхода режущего инструмента в штуках на станко-смену, шт/ст.-см; – количество установленного однотипного
- 28. Средневзвешенная годовая норма расхода режущего инструмента в штуках на станко-смену рассчитывается для каждого типоразмера с установленными
- 29. В общем виде структура выражения для определения нормы расхода включает следующие комплексы для пил с плющеным
- 30. – количество заточек между двумя плющениями; hис– расход инструмента на истирание, hис=hилt1+hизt2, мм Z – число
- 31. Средневзвешенная годовая норма расхода рамных пил где - износ пил за период стойкости соответственно за летний
- 32. - расход рамной пилы на плющение и формовку с последующей одной заточкой, мм; n - число
- 33. Удельные веса времени распиловки бревен (а1) и брусьев (а2) зависят от процента брусовки (П%) и определяются
- 34. Средневзвешенная годовая норма расхода круглых пил Средневзвешенная годовая норма расхода ножей Средневзвешенная годовая норма расхода ленточных
- 35. Таблица Расчет расходного фонда режущего инструмента
- 36. Вариант 10.02 – подготовка ленточных пил 10.02.1 - Обрезка и насечка зубьев 10.02.2 - Сварка полотна
- 37. Сварка ленточных пил на специальных сварочных аппаратах Сущность контактной стыковой сварки ленточных пил состоит в том,
- 38. Процесс сварки ленточных пил включает в себя следующие операции: резка пилы; зачистка соединяемых концов; установка полотна
- 39. Сварка ленточных пил на специальных сварочных аппаратах Простейший аппарат для сварки ленточных пил состоит из корпуса
- 40. Сварка ленточных пил на специальных сварочных аппаратах
- 41. Зачистка полотна пилы При зачистке с полотна должен быть удален наплыв в зоне сварного шва и
- 42. Разводные приспособления для ленточных пил
- 43. Наплавка стеллита на зубья пил
- 44. Заточка зубьев по боковым граням
- 45. Заточка по передней и задней грани ленточных пил
- 46. Вариант 10.03 – подготовка круглых плоских пил (стальных) 10.03.1 - Обрезка и насечка зубьев 10.03.2 -
- 47. Вариант 10.04 – подготовка круглых пил (оснащенных твердым сплавом) 10.04.1 - Обрезка и насечка зубьев 10.04.2
- 48. Пайка пластинок твердого сплава Пайкой называется процесс создания неразъемного соединения различных материалов в твердом состоянии заполнением
- 49. Пайка пластинок твердого сплава Достоинствам электроконтактного способа простота и низкую стоимость оборудования небольшая зона термического влияния
- 50. Установка для пайки 1-дозатор для флюса 2-припой 3-зуб пилы 4-пластинка ТС 5-электрод 7-трансформатор 6,8 – обмотки
- 52. Химический состав флюсов
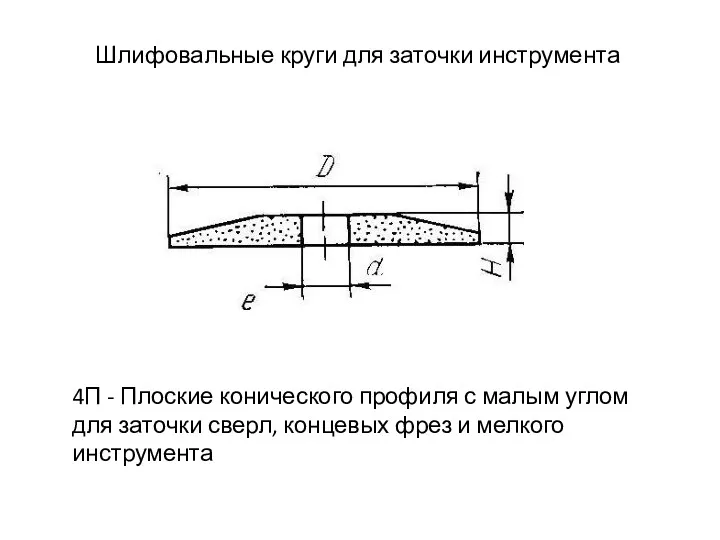
- 53. Шлифовальные круги для заточки инструмента ПП - Плоские прямого профиля для ножей с прямолинейной режущей кромкой
- 54. Шлифовальные круги для заточки инструмента 3П - Плоские 45°-го конического профиля для заточки пил
- 55. Шлифовальные круги для заточки инструмента ЧК - Чашки конические для заточки ножей и фрез по передней
- 56. Шлифовальные круги для заточки инструмента ЧЦ - Чашки цилиндрические для заточки ножей, фрез по задней поверхности
- 57. Шлифовальные круги для заточки инструмента 1Т – Тарельчатый круг для заточки фрез малого диаметра
- 58. Шлифовальные круги для заточки инструмента 4П - Плоские конического профиля с малым углом для заточки сверл,
- 59. Шлифовальные круги для заточки инструмента ГК - Головка для заточки полых долот
- 60. Шлифовальные круги для заточки инструмента АПП - Алмазные плоские прямого профиля Назначение: заточка и доводка фасок,
- 61. Шлифовальные круги для заточки инструмента АЧЦ - Алмазные чашко-цилиндрические Назначение: шлифование фрез, фрезерных головок, поднутрение круглых
- 62. Шлифовальные круги для заточки инструмента АЧК - Алмазные чашко-конические Назначение: заточка и доводка фасок, ножей, боковых
- 63. Шлифовальные круги для заточки инструмента АТ –Алмазные тарельчатые Назначение: заточка и доводка фасок, ножей, передних и
- 64. Абразивные материалы Абразивные материалы бывают природные и искусственные. Природные материалы – кварц, наждак, кремень, гранат, корунд.
- 65. Абразивные материалы условно обозначают следующим образом: nА – материал на основе корунда (n – цифра, характеризующая
- 66. Абразивные материалы Электрокорунд нормальный содержит 87…98 % окиси алюминия Al2O3. Имеет цвета синий, коричневый, малиновый. Марки
- 67. Абразивные материалы Карбид кремния – твердый материал, получаемый в электропечах из кварцевого и углеродистого сырья. По
- 68. Абразивные материалы Синтетические алмазы по мере возрастания их прочности подразделяют на следующие марки АСО — алмаз
- 69. Зернистость Шлифовальные материалы по размеру зерен в мкм делят на следующие группы (ГОСТ 3647-80): шлифзерно 2000…160,
- 70. Зернистость Зернистость шлифзерна 32 означает, что зерна основной фракции проходят через сито с размером стороны ячейки
- 71. Связка Связка – материал или совокупность материалов, применяемых для закрепления шлифовальных зерен в абразивном инструменте. Керамическая
- 72. Твердость абразивных инструментов Это сопротивляемость связки отрыву зерен с поверхности инструмента под действием внешних сил. Чем
- 73. Структура абразивного инструмента Под структурой абразивного инструмента понимается его строение, характеризуемое количественным соотношением объема абразивных зерен,
- 74. Пример: Пример условного обозначения круга шлифовального типа ПП с размерами D×d×H, мм, из белого электрокорунда марки
- 75. Годовая потребность в шлифовальных кругах определяется отдельно для пил и остального режущего инструмента. Расходный фонд абразивного
- 76. Норма расхода Аi рассчитывается по формуле где Mi – масса металла, подлежащая стачиванию с одной пилы
- 77. Масса металла Мi определяется из выражений: для рамных (ленточных) пил для круглых пил где S –
- 78. Для других типов инструментов (это могут быть и пилы) расчет потребности шлифовальных кругов Uарф (расходного фонда)
- 79. Расчет оборотного фонда абразивного инструмента Оборотный фонд абразивных Uаоб входит в расчет потребности шлифовальных кругов, если
- 80. где Rm – месячный расход кругов данного типоразмера, Rm=( )∙Uарф данного типоразмера круга, φ1, φ2 –
- 81. По данным расчетов составляется номенклатура абразивных кругов по видам и типоразмерам режущего инструмента по форме таблицы
- 82. Мероприятия по снижению расхода режущего инструмента Уменьшение фактического расхода режущего инструмента в лесопильном производстве возможно в
- 83. Мероприятия по снижению расхода режущего инструмента 4) применение подшлифовки режущих граней инструмента после заточки. Подшлифовка зубьев,
- 84. Организация эксплуатации режущего инструмента Работы по эксплуатации режущего инструмента включают: 1)установление норм расхода, оборотных фондов и
- 85. Определение оборотного фонда режущего инструмента Под оборотным фондом понимают количество инструмента имеющегося на предприятии в каждый
- 86. Оборотный фонд режущего инструмента определяется для каждого типоразмера инструмента. Общезаводской оборотный фонд инструмента U определяется по
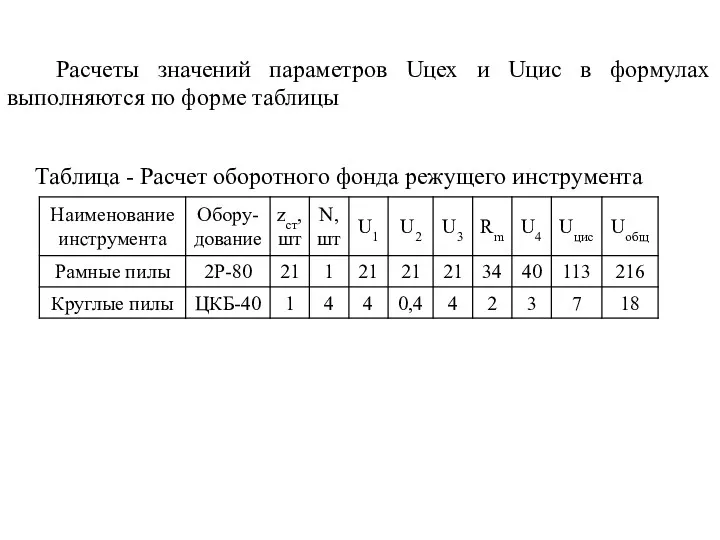
- 87. Расчеты значений параметров Uцех и Uцис в формулах выполняются по форме таблицы Таблица - Расчет оборотного
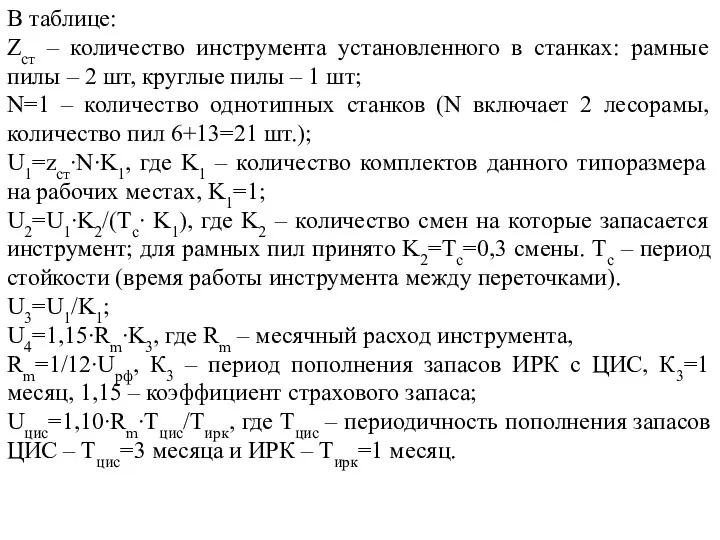
- 88. В таблице: Zст – количество инструмента установленного в станках: рамные пилы – 2 шт, круглые пилы
- 89. Организация подготовки режущего инструмента При организации подготовки режущего инструмента на основании номенклатуры и расходного фонда режущих
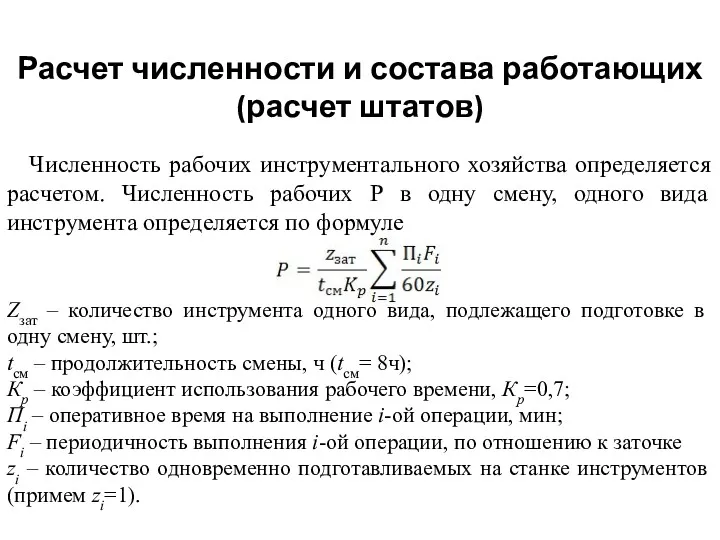
- 90. Расчет численности и состава работающих (расчет штатов) Численность рабочих инструментального хозяйства определяется расчетом. Численность рабочих Р
- 91. Оперативное время включает как основное, так и вспомогательное время на выполнение операции. В состав вспомогательного времени
- 92. Количество инструмента одного вида, подлежащего подготовке (заточке) в смену определяют по формуле где z – количество
- 93. Пример: определить численность рабочих для подготовки рамных пил в смену для лесопильного цеха, в котором установлено
- 94. Расчет численности и состава работающих
- 95. Расчет количества оборудования для подготовки режущего инструмента Количество оборудования (установок, рабочих мест), например, (заточного) для подготовки
- 96. Пример: определить количество оборудования (пилоштампов, станков для плющения, пиловальцовочных и заточных станков) для подготовки рамных пил
- 97. Пример определения количества оборудования для подготовки инструмента
- 98. При выборе оборудования для подготовки инструмента необходимо учитывать следующее: а) плющение и формование – более прогрессивный
- 99. При выборе оборудования для подготовки инструмента необходимо учитывать следующее: в) повышение стойкости пил достигается электроконтактной закалкой
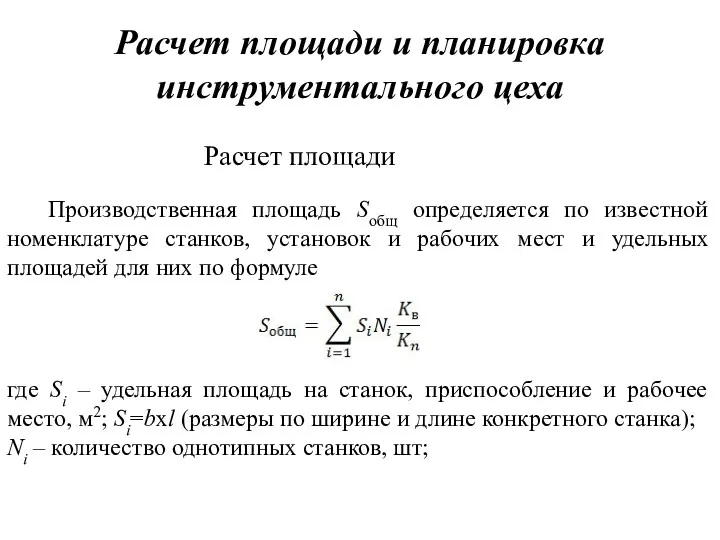
- 100. Расчет площади и планировка инструментального цеха Расчет площади Производственная площадь Sобщ определяется по известной номенклатуре станков,
- 101. Kв – коэффициент, учитывающий площадь бытовых и вспомогательных помещений, Kв=1,1; Kn – коэффициент использования производственной площади,
- 102. Расчет площади и планировка инструментального цеха Размещение инструментального цеха: При централизованной системе организации инструментального хозяйства -
- 103. Основные принципы компоновки корпуса инструментального цеха: унификация пролетов здания корпуса по ширине и, желательно, по высоте
- 104. Общие требования к планировке инструментального цеха 1. При планировке инструментального цеха (мастерских) возможно размещение оборудования для
- 105. При размещении оборудования и рабочих мест необходимо учитывать следующие требования: оборудование для подготовки инструмента должно располагаться
- 106. При размещении оборудования и рабочих мест необходимо учитывать следующие требования: рабочие места должны быть оборудованы специальными
- 107. Планировка инструментального цеха: При вычерчивании рабочих мест на плане участка пользуются принятыми условными обозначениями оборудования и
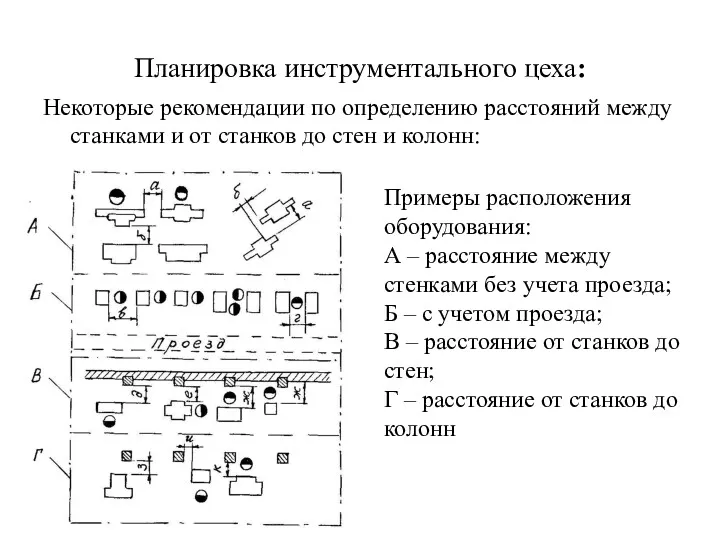
- 108. Планировка инструментального цеха: Некоторые рекомендации по определению расстояний между станками и от станков до стен и
- 109. Хранение режущего инструмента: На практике режущий инструмент хранят следующими способами: а) круглые пилы – в подвешенном
- 110. Вентиляция инструментальных цехов Основные вредные выделения в инструментальных цехах (мастерских) деревообрабатывающих предприятий: стружка и пыль, образующаяся
- 111. Вентиляция инструментальных цехов Для улавливания абразивной, металлической и органической пыли непосредственно из зоны резания применяют индивидуальные
- 112. Вентиляция инструментальных цехов Для обеспечения санитарно-гигиенических условий в инструментальном цехе очистку воздуха от абразивной и металлической
- 113. Вентиляция инструментальных цехов Схема пневмотранспортной установки: 1 – приемник, 2 – всасывающий разветвленный трубопровод, 3 –
- 114. Методика расчета цеховой пневмотранспортной установки Проектирование и расчет цеховой пневмотранспортной установки сводится к построению разветвленной сети
- 115. Методика расчета цеховой пневмотранспортной установки Пример планировки инструментального цеха
- 116. Методика расчета цеховой пневмотранспортной установки По чертежу трассы трубопровода установки измерением с учетом масштаба чертежа, высотных
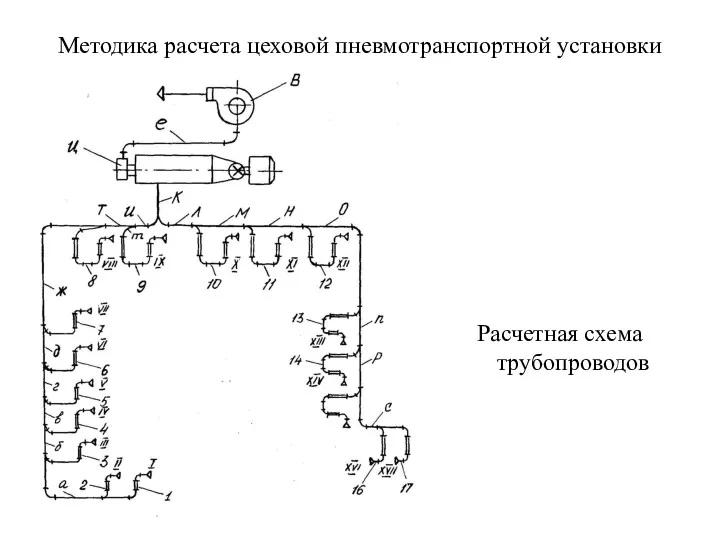
- 117. Методика расчета цеховой пневмотранспортной установки Расчетная схема трубопроводов
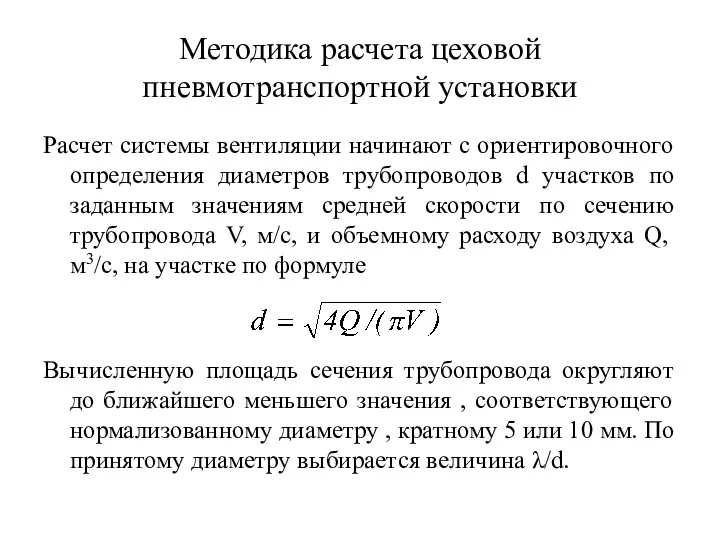
- 118. Методика расчета цеховой пневмотранспортной установки Расчет системы вентиляции начинают с ориентировочного определения диаметров трубопроводов d участков
- 119. Методика расчета цеховой пневмотранспортной установки Потери давления в системе разветвленных трубопроводов суммируются из потерь давления в
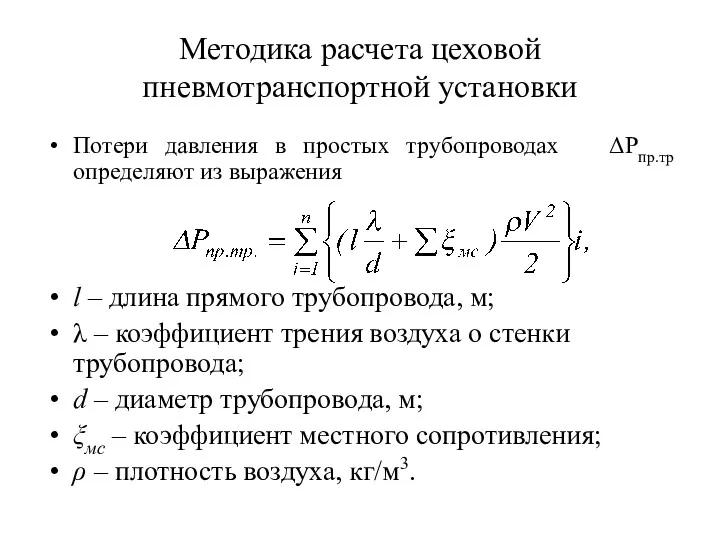
- 120. Методика расчета цеховой пневмотранспортной установки Потери давления в простых трубопроводах ΔРпр.тр определяют из выражения l –
- 121. Методика расчета цеховой пневмотранспортной установки Допускается увеличение действительной скорости Vд в ответвлении по сравнению с транспортирующей
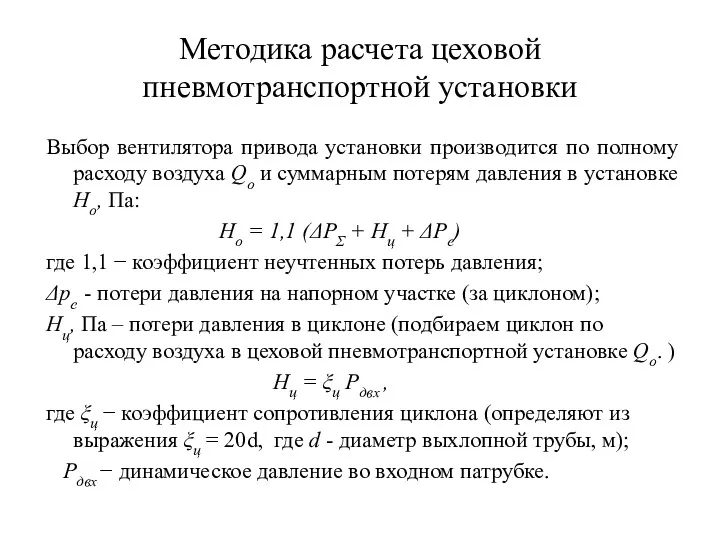
- 122. Методика расчета цеховой пневмотранспортной установки Выбор вентилятора привода установки производится по полному расходу воздуха Qo и
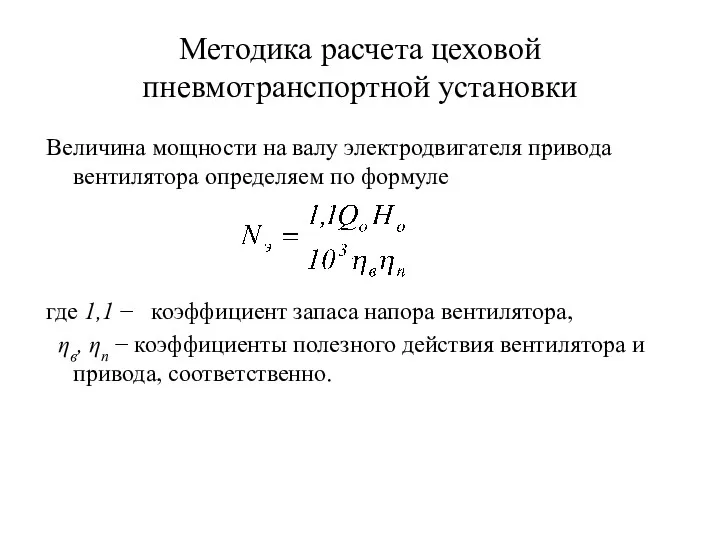
- 123. Методика расчета цеховой пневмотранспортной установки Величина мощности на валу электродвигателя привода вентилятора определяем по формуле где
- 124. Охрана труда и техника безопасности в инструментальных цехах Инструментальные цехи (мастерские) должны быть обеспечены необходимым и
- 125. Охрана труда и техника безопасности в инструментальных цехах Абразивный и алмазный инструмент должен эксплуатироваться в соответствии
- 126. Разрушенные шлифовальные круги
- 127. Схема установки 1- испытательная камера 2 – шлифовальный круг 3 – зажимные фланцы 4 – шариковый
- 128. Машины для испытания шлифовальных кругов
- 129. Охрана труда и техника безопасности в инструментальных цехах Допускаемая температура, относительная влажность, скорость движения воздуха и
- 130. Охрана труда и техника безопасности в инструментальных цехах Уровни звука на рабочих местах не должны превышать
- 131. Охрана труда и техника безопасности в инструментальных цехах Анализ причин повторяющихся ошибок при подготовке инструмента показал,
- 132. Охрана труда и техника безопасности в инструментальных цехах Для снижения шума и улучшения освещенности в помещениях
- 133. Экономика инструментального хозяйства деревообрабатывающего предприятия
- 134. Экономика инструментального хозяйства деревообрабатывающего предприятия РАСЧЕТ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ ТВЕРДОСПЛАВНОГО ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА Учитываются следующие статьи экономии за
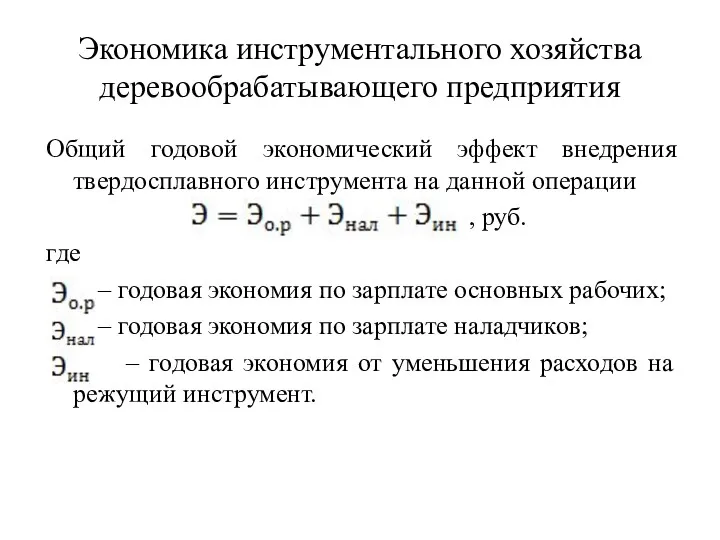
- 135. Экономика инструментального хозяйства деревообрабатывающего предприятия Общий годовой экономический эффект внедрения твердосплавного инструмента на данной операции ,
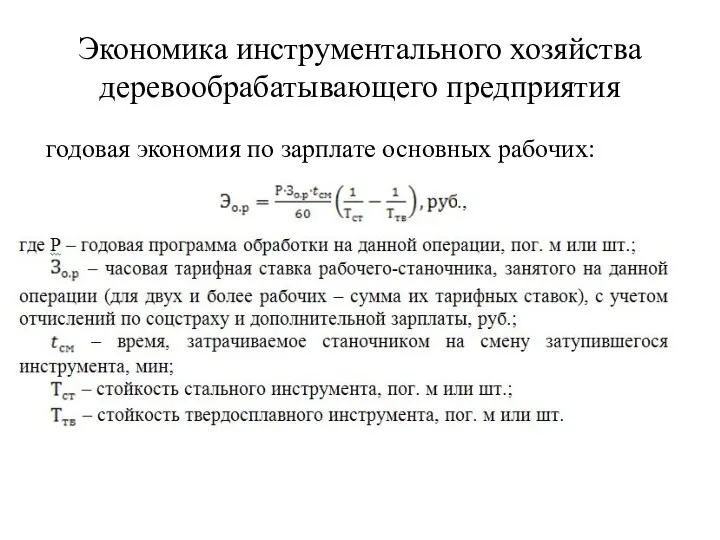
- 136. Экономика инструментального хозяйства деревообрабатывающего предприятия годовая экономия по зарплате основных рабочих:
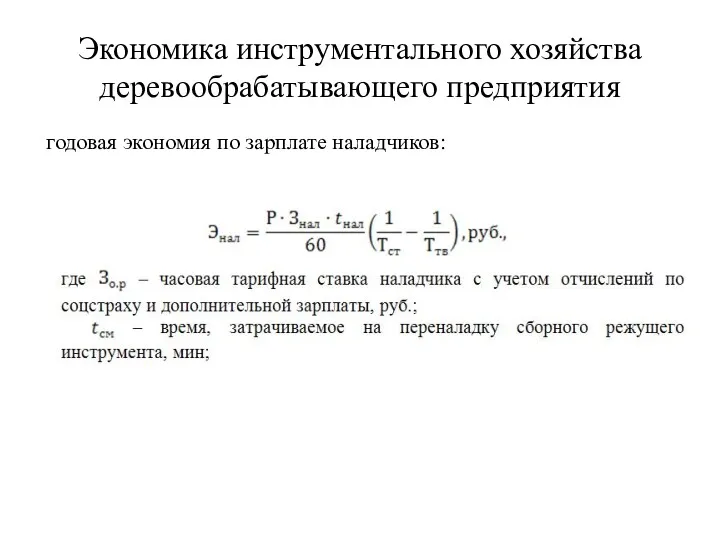
- 137. Экономика инструментального хозяйства деревообрабатывающего предприятия годовая экономия по зарплате наладчиков:
- 138. Экономика инструментального хозяйства деревообрабатывающего предприятия годовая экономия от уменьшения расходов на режущий инструмент:
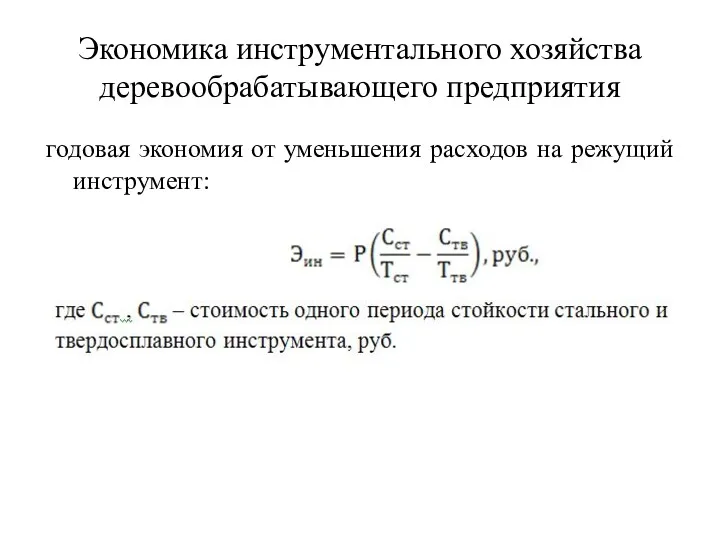
- 140. Скачать презентацию
Учебная литература
Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия: Лекции – Екатеринбург:
Учебная литература
Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия: Лекции – Екатеринбург:
Учебная литература
Глебов И.Т. Дереворежущий инструмент: учебное пособие; Урал. гос. лесотехн. ун-т.
Учебная литература
Глебов И.Т. Дереворежущий инструмент: учебное пособие; Урал. гос. лесотехн. ун-т.
Справочная литература
Пашков В.К., Щепочкин С.В. Организация инструментального хозяйства. Справочные материалы: учебное
Справочная литература
Пашков В.К., Щепочкин С.В. Организация инструментального хозяйства. Справочные материалы: учебное
Методические указания
Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия. Методические указания к
Методические указания
Пашков В.К. Организация инструментального хозяйства деревообрабатывающего предприятия. Методические указания к
Основы организации инструментального хозяйства деревообрабатывающего предприятия
Предприятия потребляют инструмент и технологическую оснастку
Основы организации инструментального хозяйства деревообрабатывающего предприятия
Предприятия потребляют инструмент и технологическую оснастку
Цель и задачи инструментального хозяйства
Целью (функцией) инструментального хозяйства является своевременное и
Цель и задачи инструментального хозяйства
Целью (функцией) инструментального хозяйства является своевременное и
Структура инструментального хозяйства
Весь новый инструмент, независимо от того, изготовлен ли он
Структура инструментального хозяйства
Весь новый инструмент, независимо от того, изготовлен ли он
Структура инструментального хозяйства
Из ЦИСа инструменты строго в соответствии с их технологическим
Структура инструментального хозяйства
Из ЦИСа инструменты строго в соответствии с их технологическим
Структура инструментального хозяйства
Заточка инструмента должна выполняться централизованным заточным участком (инструментальным цехом).
Инструментальный
Структура инструментального хозяйства
Заточка инструмента должна выполняться централизованным заточным участком (инструментальным цехом).
Инструментальный
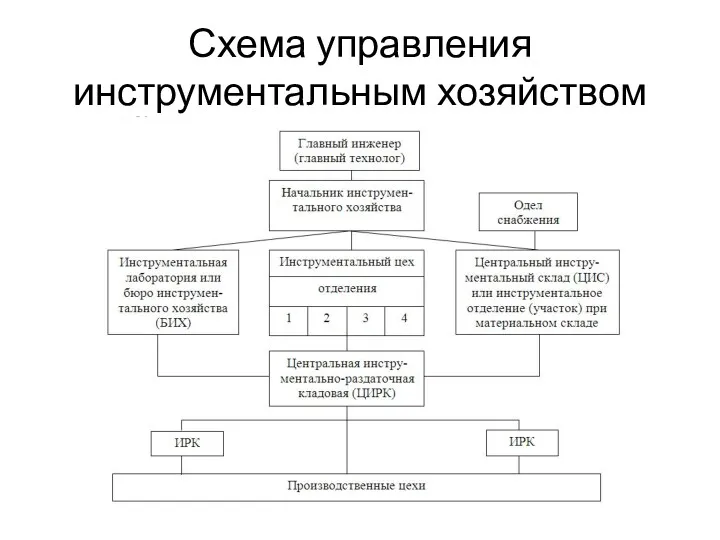
Схема управления инструментальным хозяйством
Схема управления инструментальным хозяйством
Системы организации инструментального хозяйства
Централизованная система характерна тем, что инструментальные функции (приобретение,
Системы организации инструментального хозяйства
Централизованная система характерна тем, что инструментальные функции (приобретение,
Организация подготовки режущего инструмента
Для обеспечения производства режущим инструментом необходимо:
Планировать потребность предприятия
Организация подготовки режущего инструмента
Для обеспечения производства режущим инструментом необходимо:
Планировать потребность предприятия
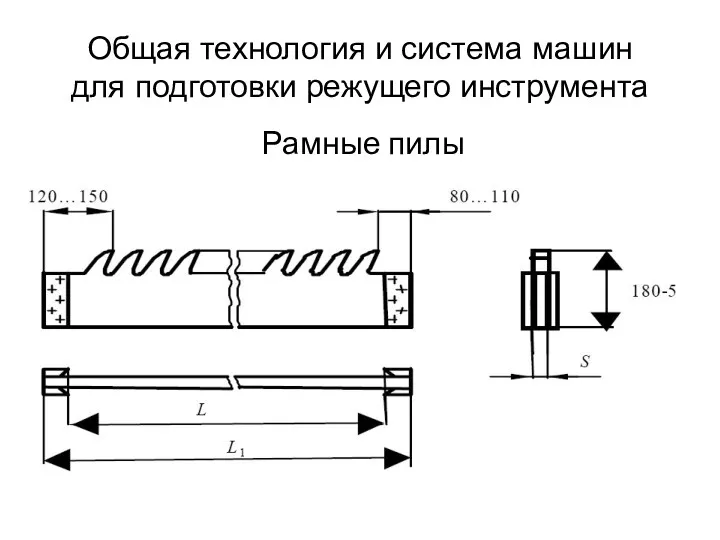
Общая технология и система машин
для подготовки режущего инструмента
Рамные пилы
Общая технология и система машин
для подготовки режущего инструмента
Рамные пилы

Рамные пилы
Рамные пилы
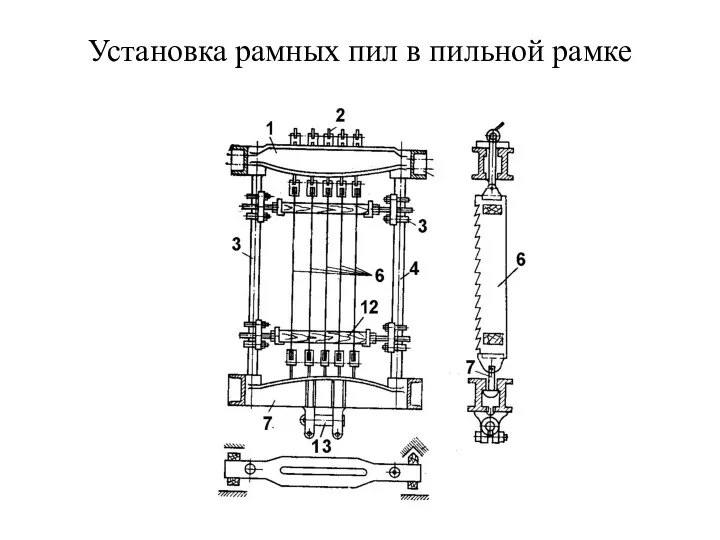
Установка рамных пил в пильной рамке
Установка рамных пил в пильной рамке

Лесопильная рама ЛРВ-2
Лесопильная рама ЛРВ-2
Общая технология и система машин
для подготовки режущего инструмента
Отраслевыми НИИ разработаны системы
Общая технология и система машин
для подготовки режущего инструмента
Отраслевыми НИИ разработаны системы
Вариант 10.01 – подготовка рамных пил
Обрезка и насечка зубьев
Вальцевание и правка
Вариант 10.01 – подготовка рамных пил
Обрезка и насечка зубьев
Вальцевание и правка
Обрезка, насечка зубьев пил
Насечку зубьев на пиле делают в случае, когда
Обрезка, насечка зубьев пил
Насечку зубьев на пиле делают в случае, когда

Пилоштамп ПШП-2
Пилоштамп ПШП-2
Вальцевание рамных пил
В процессе работы рамная пила нагревается. Режущая кромка удлиняется
Вальцевание рамных пил
В процессе работы рамная пила нагревается. Режущая кромка удлиняется
Уширение зубьев
При пилении стенки пропила упруго восстанавливаются и могут зажать полотно
Уширение зубьев
При пилении стенки пропила упруго восстанавливаются и могут зажать полотно

Заточка зубьев по боковым граням
Заточка зубьев по боковым граням

Заточка зубьев по передней и задней грани
Заточка зубьев по передней и задней грани
Расходный фонд – количество инструмента, которое будет полностью изношено и израсходовано
Расходный фонд – количество инструмента, которое будет полностью изношено и израсходовано
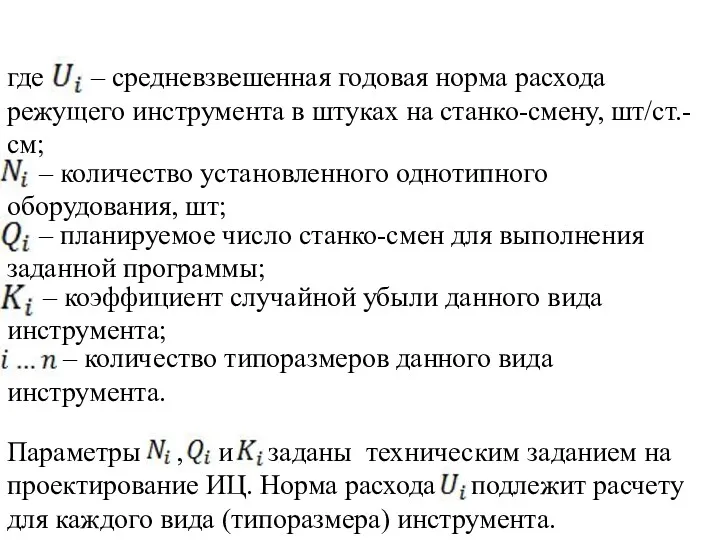
– средневзвешенная годовая норма расхода режущего инструмента в штуках на
– средневзвешенная годовая норма расхода режущего инструмента в штуках на
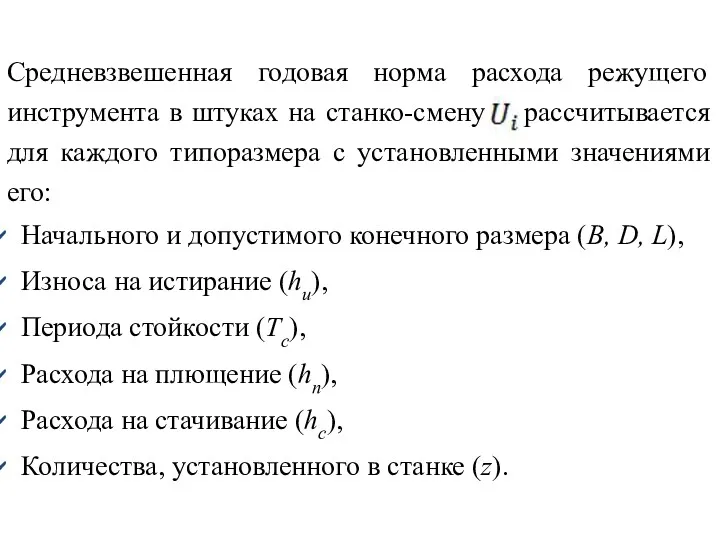
Средневзвешенная годовая норма расхода режущего инструмента в штуках на станко-смену рассчитывается
Средневзвешенная годовая норма расхода режущего инструмента в штуках на станко-смену рассчитывается
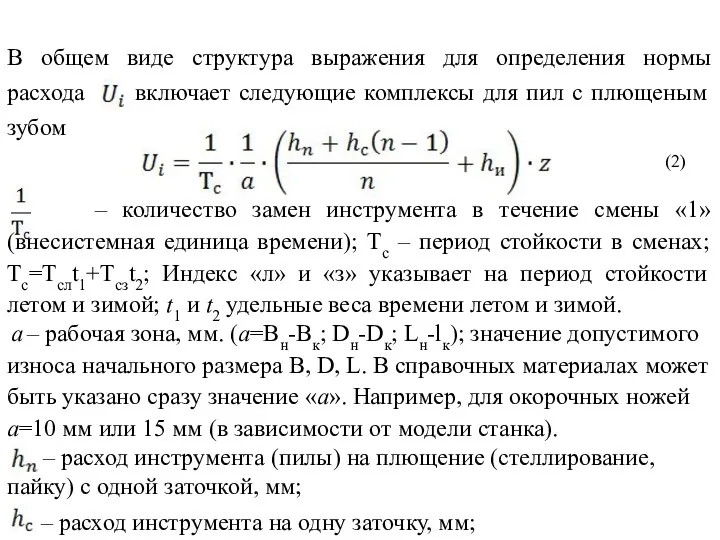
В общем виде структура выражения для определения нормы расхода включает следующие
В общем виде структура выражения для определения нормы расхода включает следующие
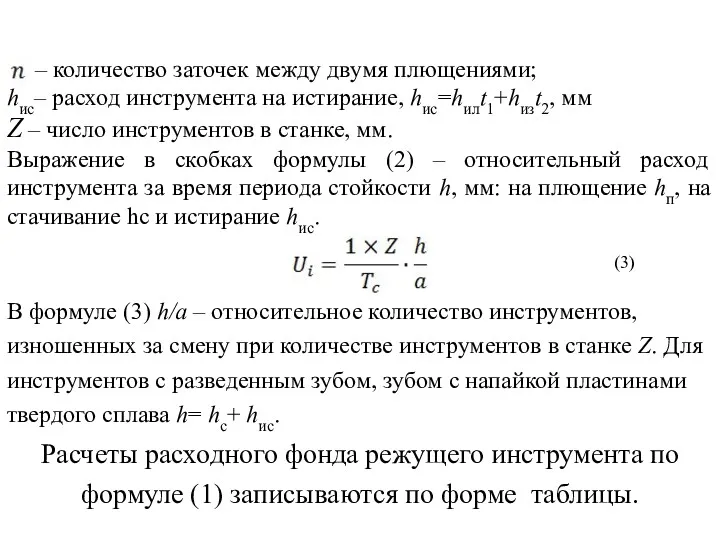
– количество заточек между двумя плющениями;
hис– расход инструмента на истирание, hис=hилt1+hизt2,
– количество заточек между двумя плющениями;
hис– расход инструмента на истирание, hис=hилt1+hизt2,
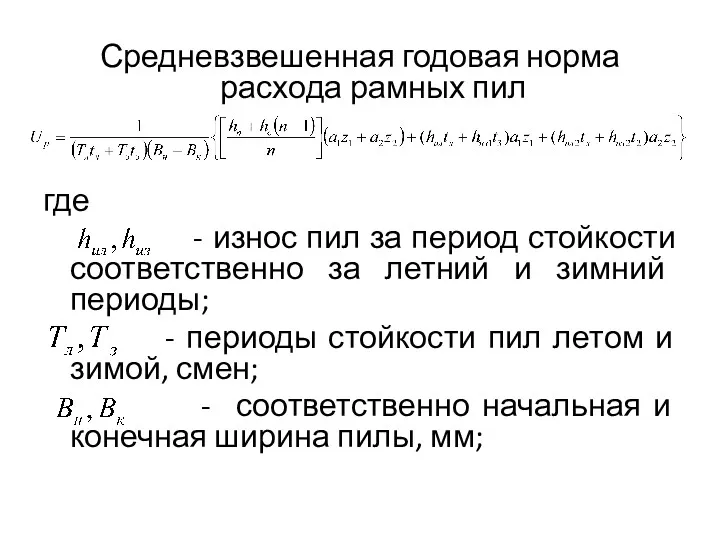
Средневзвешенная годовая норма расхода рамных пил
где
- износ пил за
Средневзвешенная годовая норма расхода рамных пил
где
- износ пил за
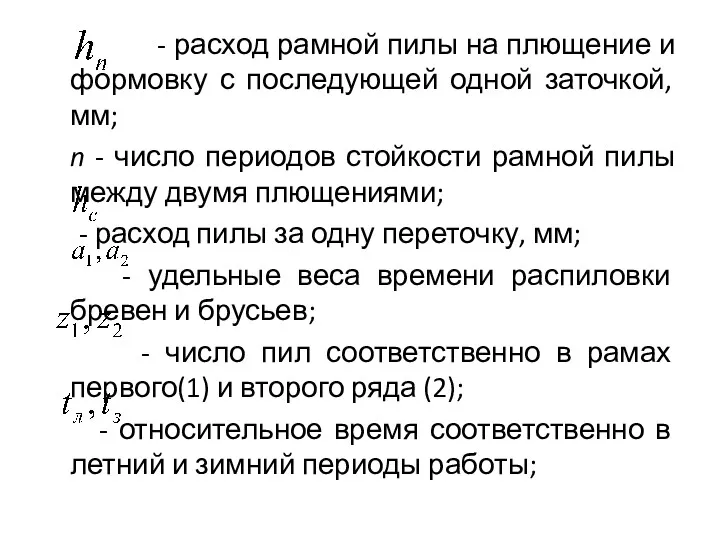
- расход рамной пилы на плющение и формовку с последующей
- расход рамной пилы на плющение и формовку с последующей
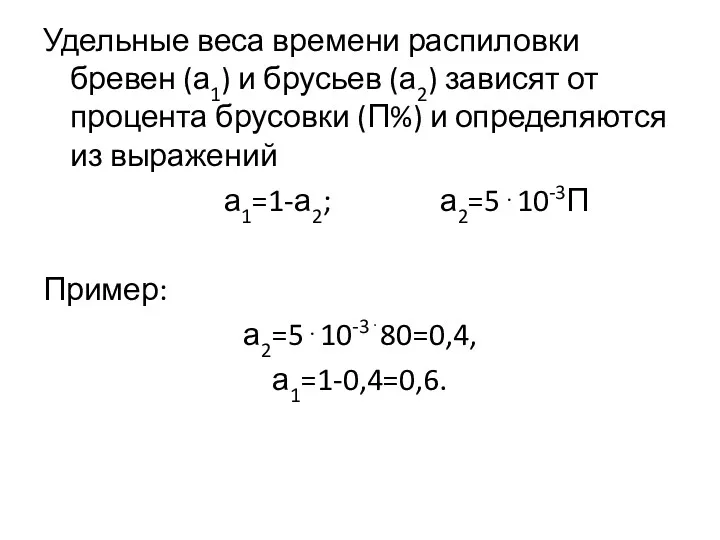
Удельные веса времени распиловки бревен (а1) и брусьев (а2) зависят от
Удельные веса времени распиловки бревен (а1) и брусьев (а2) зависят от
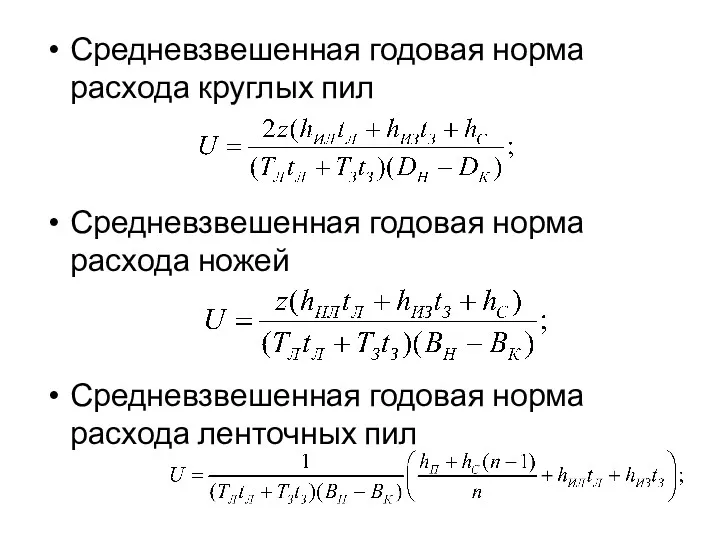
Средневзвешенная годовая норма расхода круглых пил
Средневзвешенная годовая норма расхода ножей
Средневзвешенная годовая
Средневзвешенная годовая норма расхода круглых пил
Средневзвешенная годовая норма расхода ножей
Средневзвешенная годовая
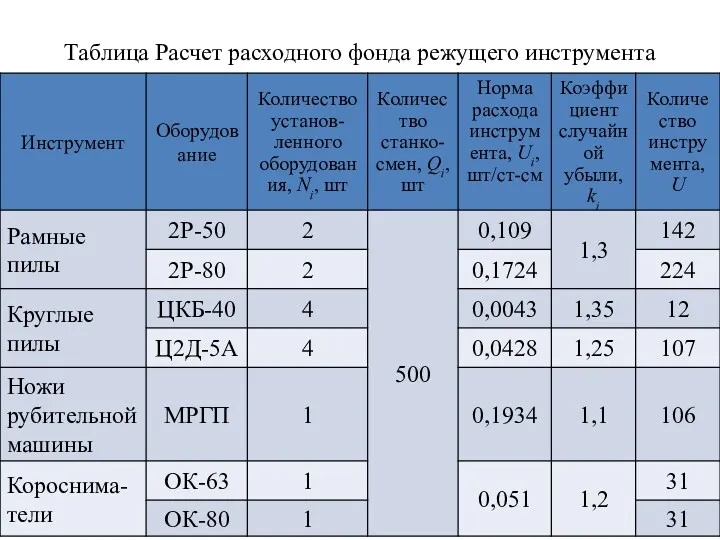
Таблица Расчет расходного фонда режущего инструмента
Таблица Расчет расходного фонда режущего инструмента

Вариант 10.02 – подготовка ленточных пил
10.02.1 - Обрезка и насечка зубьев
10.02.2
Вариант 10.02 – подготовка ленточных пил
10.02.1 - Обрезка и насечка зубьев
10.02.2
Сварка ленточных пил на специальных сварочных аппаратах
Сущность контактной стыковой сварки ленточных
Сварка ленточных пил на специальных сварочных аппаратах
Сущность контактной стыковой сварки ленточных
Процесс сварки ленточных пил включает в себя следующие операции:
резка пилы;
зачистка соединяемых
Процесс сварки ленточных пил включает в себя следующие операции:
резка пилы;
зачистка соединяемых

Сварка ленточных пил на специальных сварочных аппаратах
Простейший аппарат для сварки ленточных
Сварка ленточных пил на специальных сварочных аппаратах
Простейший аппарат для сварки ленточных

Сварка ленточных пил на специальных сварочных аппаратах
Сварка ленточных пил на специальных сварочных аппаратах
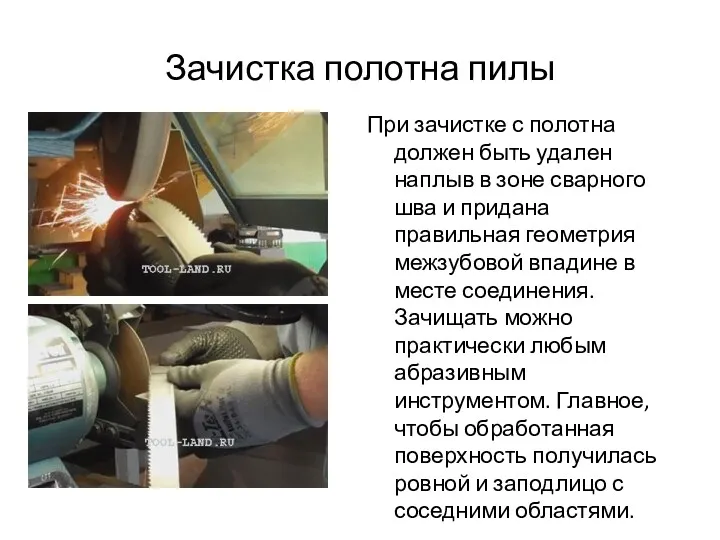
Зачистка полотна пилы
При зачистке с полотна должен быть удален наплыв в
Зачистка полотна пилы
При зачистке с полотна должен быть удален наплыв в

Разводные приспособления для ленточных пил
Разводные приспособления для ленточных пил
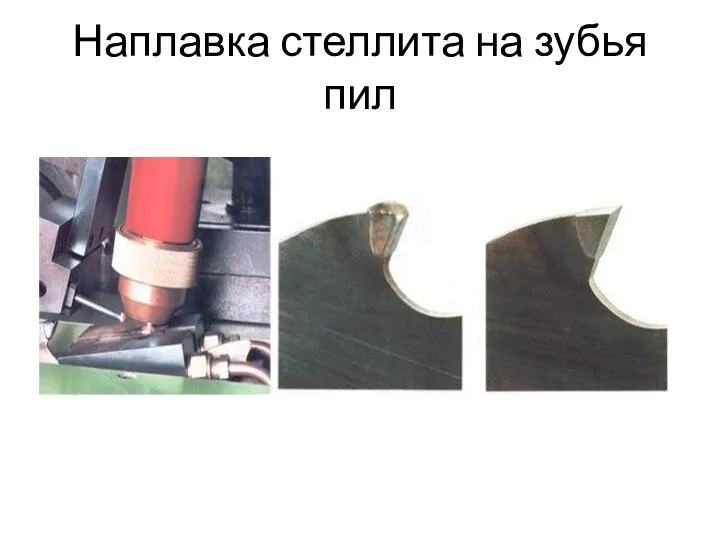
Наплавка стеллита на зубья пил
Наплавка стеллита на зубья пил

Заточка зубьев по боковым граням
Заточка зубьев по боковым граням

Заточка по передней и задней грани ленточных пил
Заточка по передней и задней грани ленточных пил
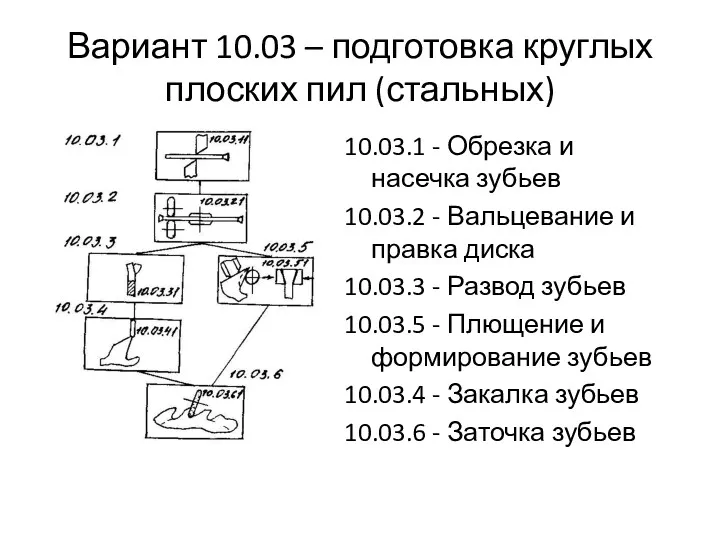
Вариант 10.03 – подготовка круглых плоских пил (стальных)
10.03.1 - Обрезка и
Вариант 10.03 – подготовка круглых плоских пил (стальных)
10.03.1 - Обрезка и
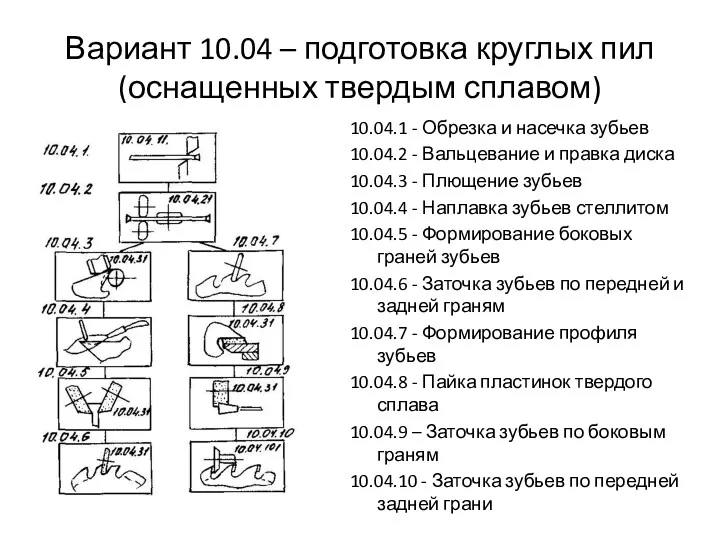
Вариант 10.04 – подготовка круглых пил (оснащенных твердым сплавом)
10.04.1 - Обрезка
Вариант 10.04 – подготовка круглых пил (оснащенных твердым сплавом)
10.04.1 - Обрезка
Пайка пластинок твердого сплава
Пайкой называется процесс создания неразъемного соединения различных материалов
Пайка пластинок твердого сплава
Пайкой называется процесс создания неразъемного соединения различных материалов
Пайка пластинок твердого сплава
Достоинствам электроконтактного способа
простота и низкую стоимость оборудования
Пайка пластинок твердого сплава
Достоинствам электроконтактного способа
простота и низкую стоимость оборудования
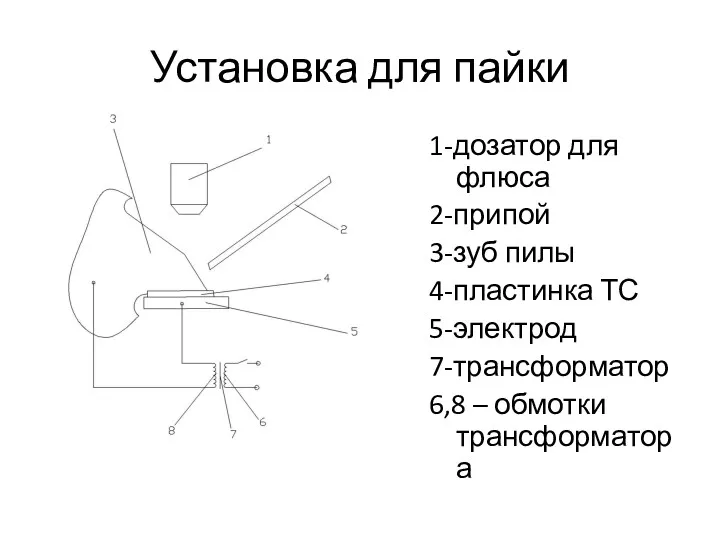
Установка для пайки
1-дозатор для флюса
2-припой
3-зуб пилы
4-пластинка ТС
5-электрод
7-трансформатор
6,8 – обмотки трансформатора
Установка для пайки
1-дозатор для флюса
2-припой
3-зуб пилы
4-пластинка ТС
5-электрод
7-трансформатор
6,8 – обмотки трансформатора
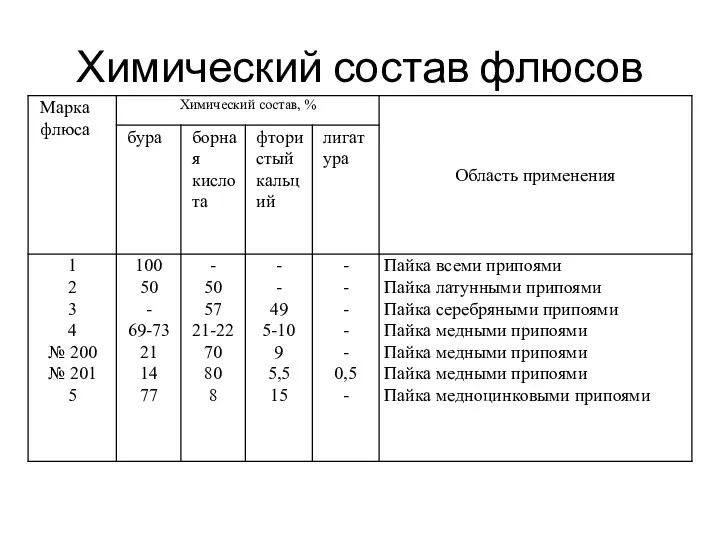
Химический состав флюсов
Химический состав флюсов

Шлифовальные круги для заточки инструмента
ПП - Плоские прямого профиля для ножей
Шлифовальные круги для заточки инструмента
ПП - Плоские прямого профиля для ножей

Шлифовальные круги для заточки инструмента
3П - Плоские 45°-го конического профиля для
Шлифовальные круги для заточки инструмента
3П - Плоские 45°-го конического профиля для

Шлифовальные круги для заточки инструмента
ЧК - Чашки конические для заточки ножей
Шлифовальные круги для заточки инструмента
ЧК - Чашки конические для заточки ножей

Шлифовальные круги для заточки инструмента
ЧЦ - Чашки цилиндрические для заточки ножей,
Шлифовальные круги для заточки инструмента
ЧЦ - Чашки цилиндрические для заточки ножей,

Шлифовальные круги для заточки инструмента
1Т – Тарельчатый круг для заточки фрез
Шлифовальные круги для заточки инструмента
1Т – Тарельчатый круг для заточки фрез
Шлифовальные круги для заточки инструмента
4П - Плоские конического профиля с малым
Шлифовальные круги для заточки инструмента
4П - Плоские конического профиля с малым

Шлифовальные круги для заточки инструмента
ГК - Головка для заточки полых долот
Шлифовальные круги для заточки инструмента
ГК - Головка для заточки полых долот

Шлифовальные круги для заточки инструмента
АПП - Алмазные плоские прямого профиля
Назначение: заточка
Шлифовальные круги для заточки инструмента
АПП - Алмазные плоские прямого профиля
Назначение: заточка

Шлифовальные круги для заточки инструмента
АЧЦ - Алмазные чашко-цилиндрические
Назначение: шлифование фрез, фрезерных
Шлифовальные круги для заточки инструмента
АЧЦ - Алмазные чашко-цилиндрические
Назначение: шлифование фрез, фрезерных

Шлифовальные круги для заточки инструмента
АЧК - Алмазные чашко-конические
Назначение: заточка и доводка
Шлифовальные круги для заточки инструмента
АЧК - Алмазные чашко-конические
Назначение: заточка и доводка

Шлифовальные круги для заточки инструмента
АТ –Алмазные тарельчатые
Назначение: заточка и доводка
Шлифовальные круги для заточки инструмента
АТ –Алмазные тарельчатые
Назначение: заточка и доводка
Абразивные материалы
Абразивные материалы бывают природные и искусственные.
Природные материалы – кварц,
Абразивные материалы
Абразивные материалы бывают природные и искусственные.
Природные материалы – кварц,
Абразивные материалы условно обозначают следующим образом:
nА – материал на основе
Абразивные материалы условно обозначают следующим образом:
nА – материал на основе
Абразивные материалы
Электрокорунд нормальный содержит 87…98 % окиси алюминия Al2O3. Имеет цвета
Абразивные материалы
Электрокорунд нормальный содержит 87…98 % окиси алюминия Al2O3. Имеет цвета
Абразивные материалы
Карбид кремния – твердый материал, получаемый в электропечах из кварцевого
Абразивные материалы
Карбид кремния – твердый материал, получаемый в электропечах из кварцевого
Абразивные материалы
Синтетические алмазы по мере возрастания их прочности подразделяют на следующие
Абразивные материалы
Синтетические алмазы по мере возрастания их прочности подразделяют на следующие
Зернистость
Шлифовальные материалы по размеру зерен в мкм делят на следующие группы
Зернистость
Шлифовальные материалы по размеру зерен в мкм делят на следующие группы
Зернистость
Зернистость шлифзерна 32 означает, что зерна основной фракции проходят через сито
Зернистость
Зернистость шлифзерна 32 означает, что зерна основной фракции проходят через сито
Связка
Связка – материал или совокупность материалов, применяемых для закрепления шлифовальных зерен
Связка
Связка – материал или совокупность материалов, применяемых для закрепления шлифовальных зерен
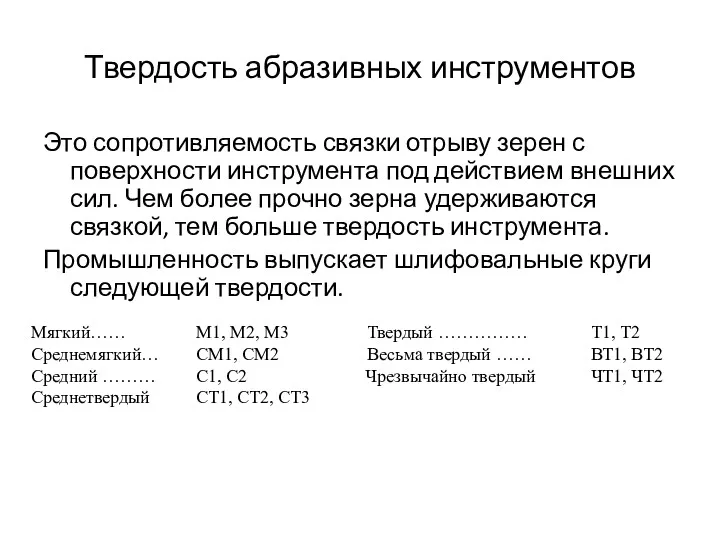
Твердость абразивных инструментов
Это сопротивляемость связки отрыву зерен с поверхности инструмента под
Твердость абразивных инструментов
Это сопротивляемость связки отрыву зерен с поверхности инструмента под
Структура абразивного инструмента
Под структурой абразивного инструмента понимается его строение, характеризуемое количественным
Структура абразивного инструмента
Под структурой абразивного инструмента понимается его строение, характеризуемое количественным
Пример:
Пример условного обозначения круга шлифовального типа ПП с размерами D×d×H, мм,
Пример:
Пример условного обозначения круга шлифовального типа ПП с размерами D×d×H, мм,
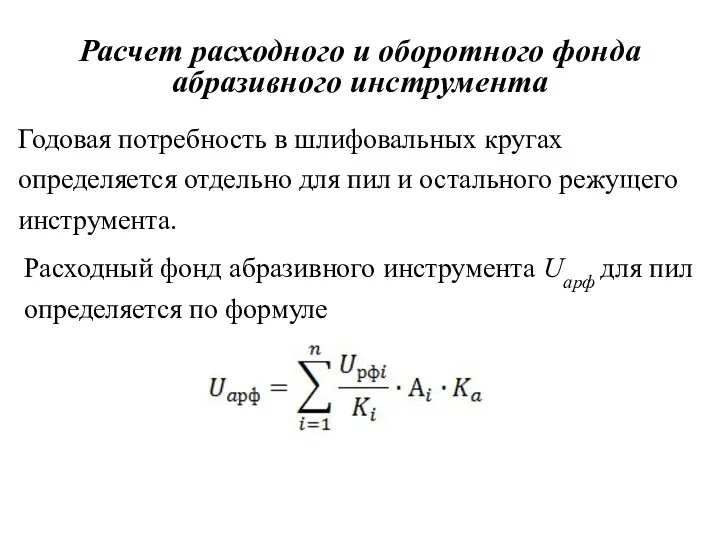
Годовая потребность в шлифовальных кругах определяется отдельно для пил и остального
Годовая потребность в шлифовальных кругах определяется отдельно для пил и остального
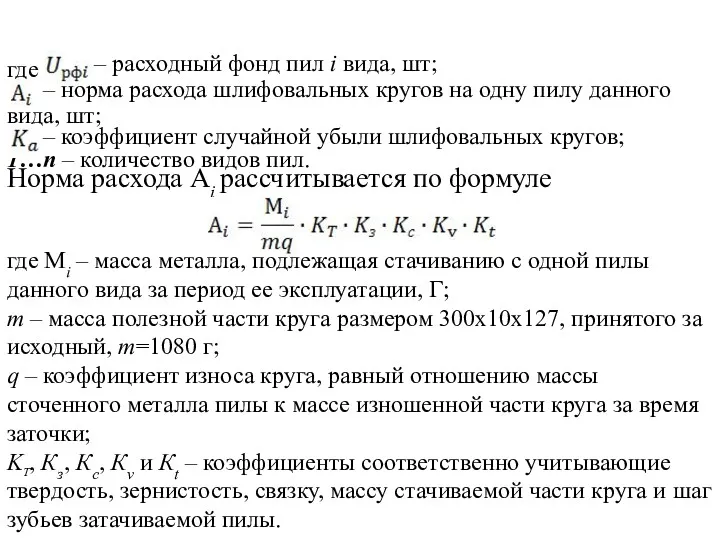
Норма расхода Аi рассчитывается по формуле
где Mi – масса металла, подлежащая
Норма расхода Аi рассчитывается по формуле
где Mi – масса металла, подлежащая
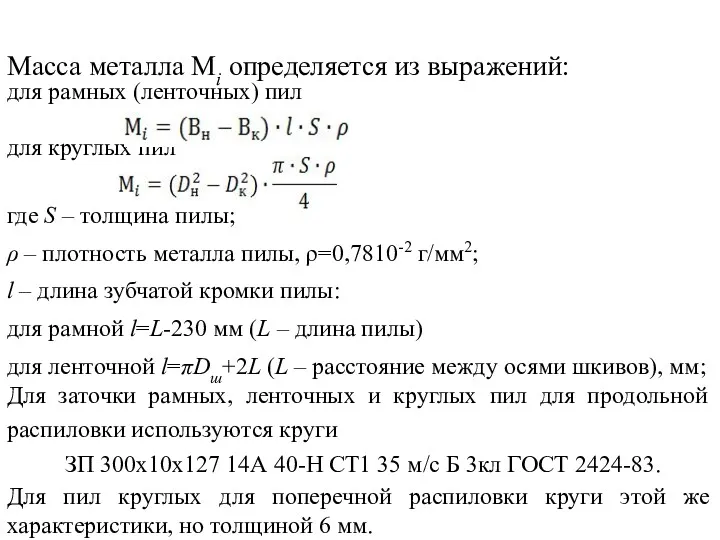
Масса металла Мi определяется из выражений:
для рамных (ленточных) пил
для круглых пил
где
Масса металла Мi определяется из выражений:
для рамных (ленточных) пил
для круглых пил
где
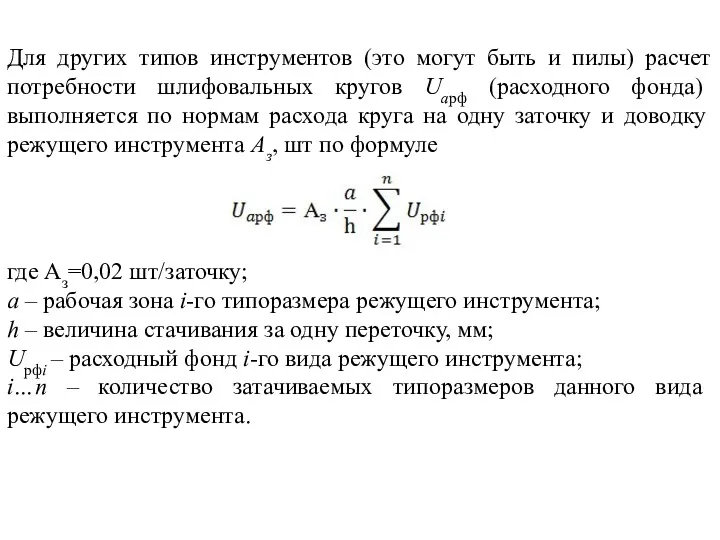
Для других типов инструментов (это могут быть и пилы) расчет потребности
Для других типов инструментов (это могут быть и пилы) расчет потребности
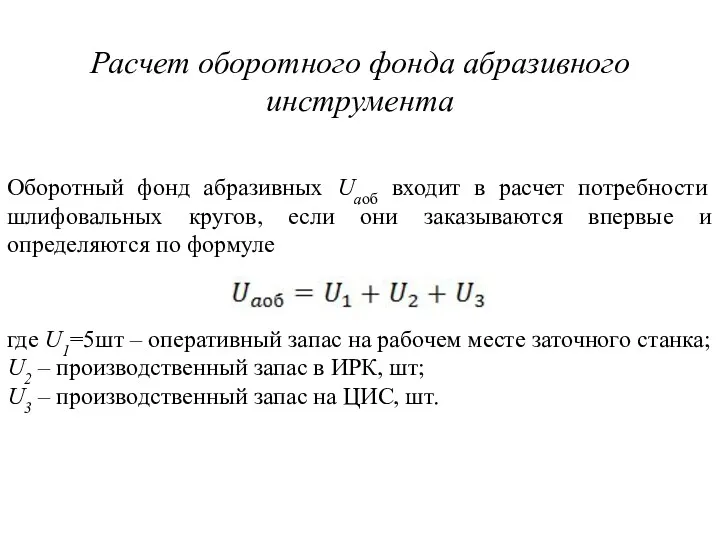
Расчет оборотного фонда абразивного инструмента
Оборотный фонд абразивных Uаоб входит в расчет
Расчет оборотного фонда абразивного инструмента
Оборотный фонд абразивных Uаоб входит в расчет
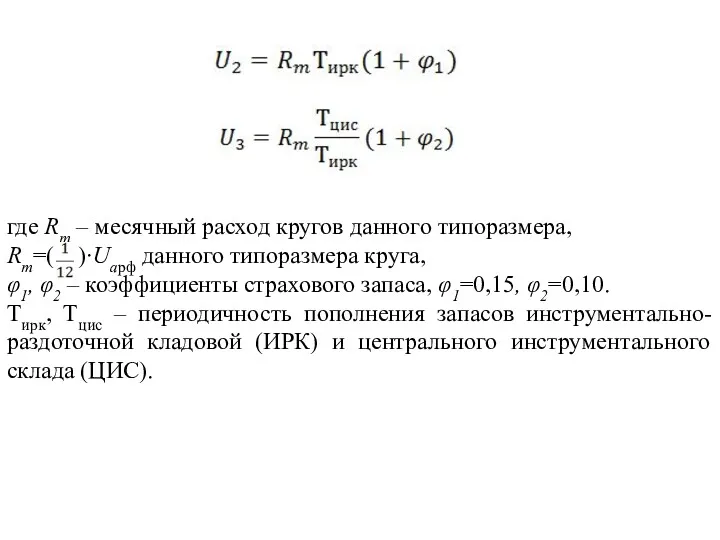
где Rm – месячный расход кругов данного типоразмера,
Rm=( )∙Uарф данного
где Rm – месячный расход кругов данного типоразмера,
Rm=( )∙Uарф данного
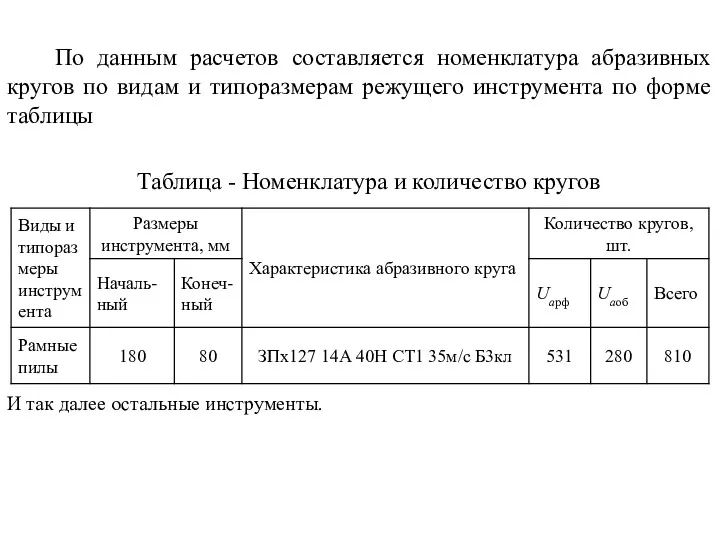
По данным расчетов составляется номенклатура абразивных кругов по видам и
По данным расчетов составляется номенклатура абразивных кругов по видам и
Мероприятия по снижению расхода режущего инструмента
Уменьшение фактического расхода режущего инструмента в
Мероприятия по снижению расхода режущего инструмента
Уменьшение фактического расхода режущего инструмента в
Мероприятия по снижению расхода режущего инструмента
4) применение подшлифовки режущих граней инструмента
Мероприятия по снижению расхода режущего инструмента
4) применение подшлифовки режущих граней инструмента
Организация эксплуатации режущего инструмента
Работы по эксплуатации режущего инструмента включают:
1)установление норм
Организация эксплуатации режущего инструмента
Работы по эксплуатации режущего инструмента включают:
1)установление норм
Определение оборотного фонда режущего инструмента
Под оборотным фондом понимают количество инструмента имеющегося
Определение оборотного фонда режущего инструмента
Под оборотным фондом понимают количество инструмента имеющегося
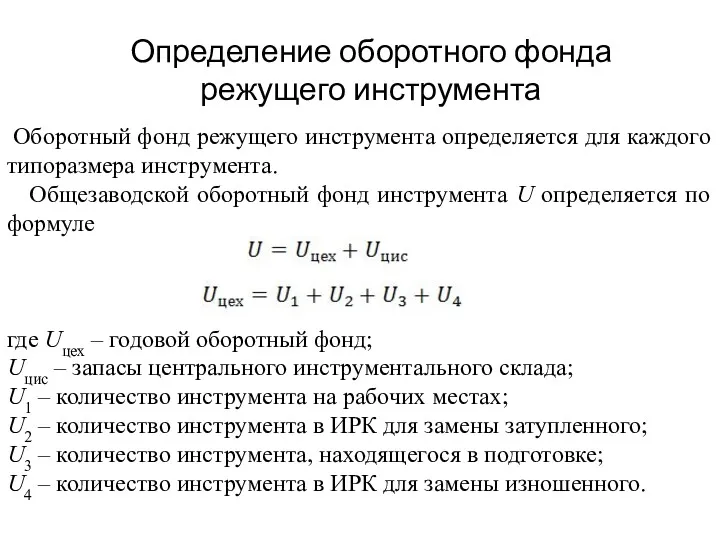
Оборотный фонд режущего инструмента определяется для каждого типоразмера инструмента.
Общезаводской
Оборотный фонд режущего инструмента определяется для каждого типоразмера инструмента.
Общезаводской
Расчеты значений параметров Uцех и Uцис в формулах выполняются по
Расчеты значений параметров Uцех и Uцис в формулах выполняются по
В таблице:
Zст – количество инструмента установленного в станках: рамные пилы –
В таблице:
Zст – количество инструмента установленного в станках: рамные пилы –
Организация подготовки режущего инструмента
При организации подготовки режущего инструмента на основании номенклатуры
Организация подготовки режущего инструмента
При организации подготовки режущего инструмента на основании номенклатуры
Расчет численности и состава работающих
(расчет штатов)
Численность рабочих инструментального хозяйства
Расчет численности и состава работающих
(расчет штатов)
Численность рабочих инструментального хозяйства
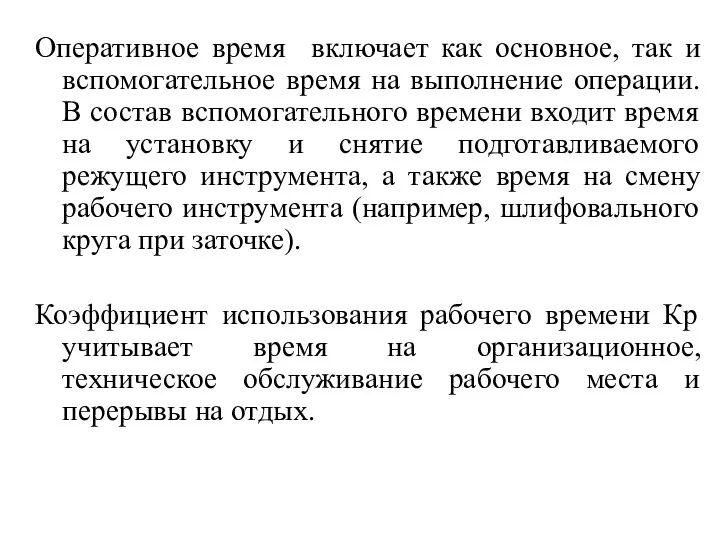
Оперативное время включает как основное, так и вспомогательное время на выполнение
Оперативное время включает как основное, так и вспомогательное время на выполнение
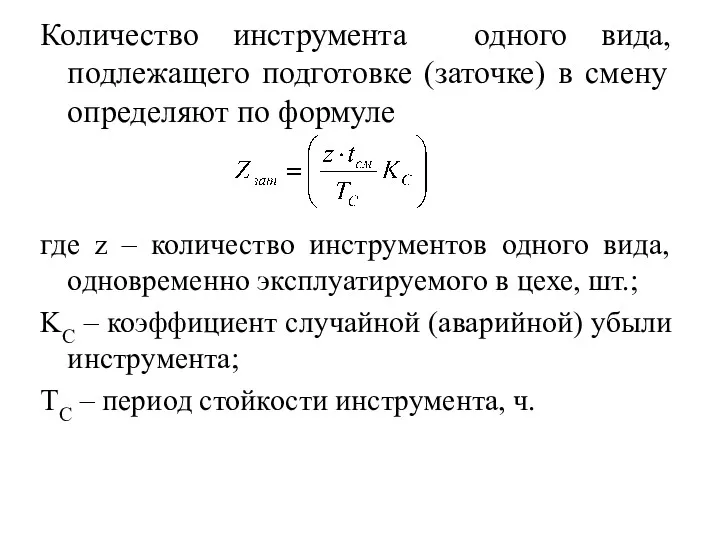
Количество инструмента одного вида, подлежащего подготовке (заточке) в смену определяют по
Количество инструмента одного вида, подлежащего подготовке (заточке) в смену определяют по
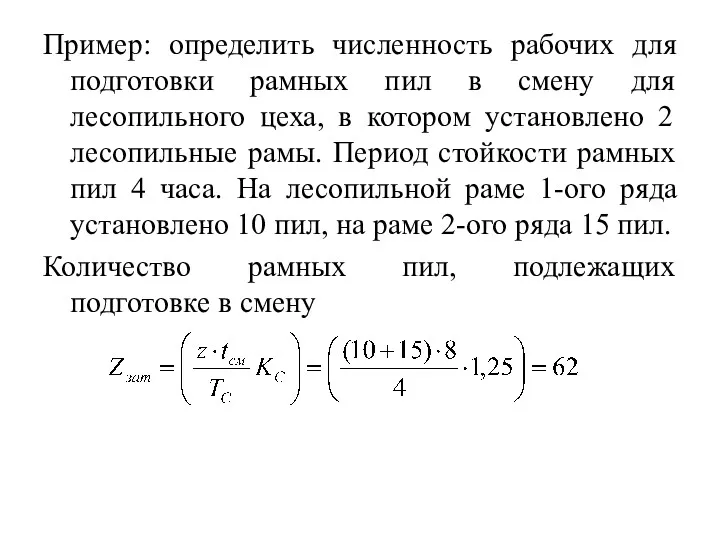
Пример: определить численность рабочих для подготовки рамных пил в смену для
Пример: определить численность рабочих для подготовки рамных пил в смену для
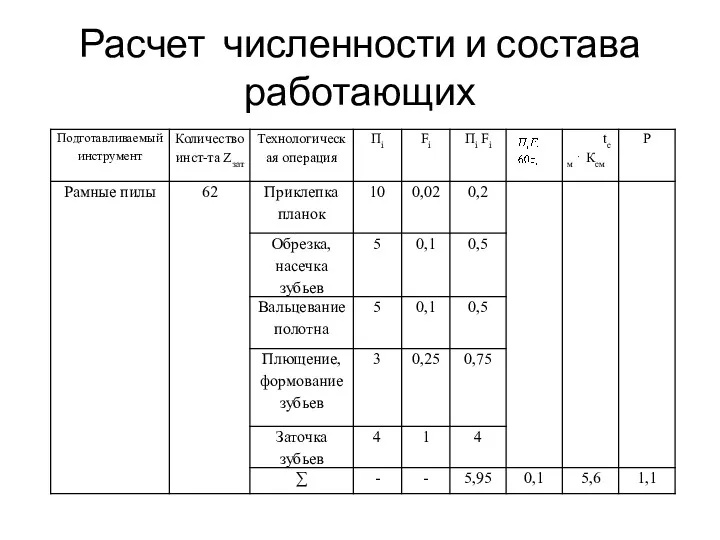
Расчет численности и состава работающих
Расчет численности и состава работающих
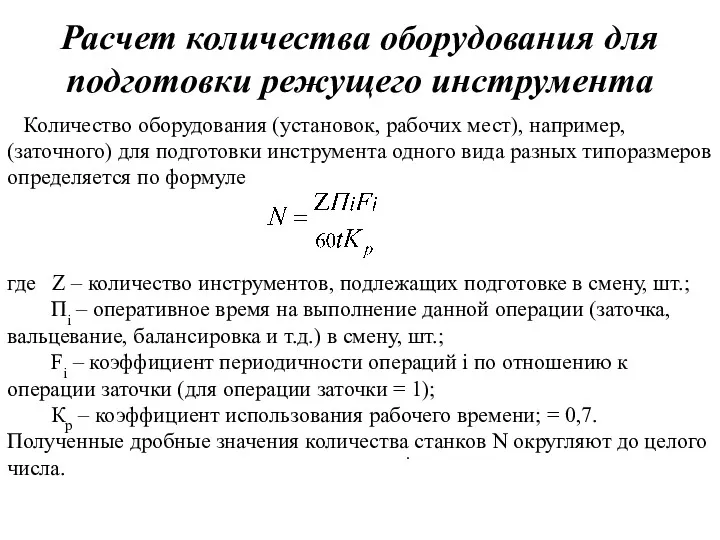
Расчет количества оборудования для подготовки режущего инструмента
Количество оборудования (установок,
Расчет количества оборудования для подготовки режущего инструмента
Количество оборудования (установок,
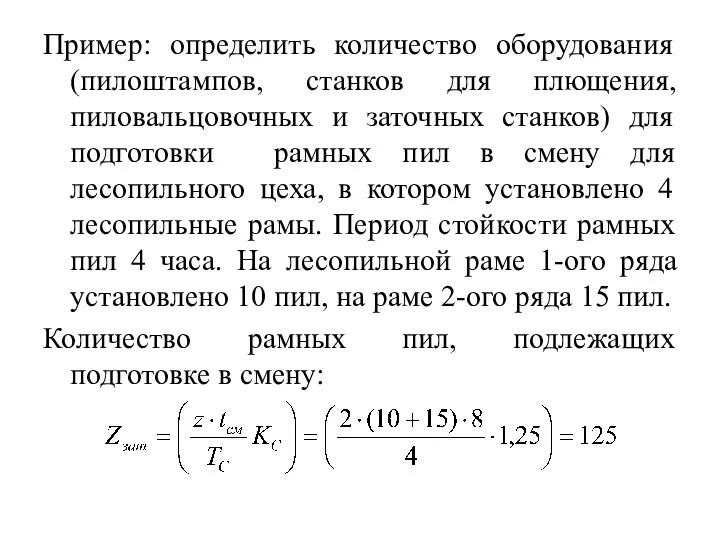
Пример: определить количество оборудования (пилоштампов, станков для плющения, пиловальцовочных и заточных
Пример: определить количество оборудования (пилоштампов, станков для плющения, пиловальцовочных и заточных
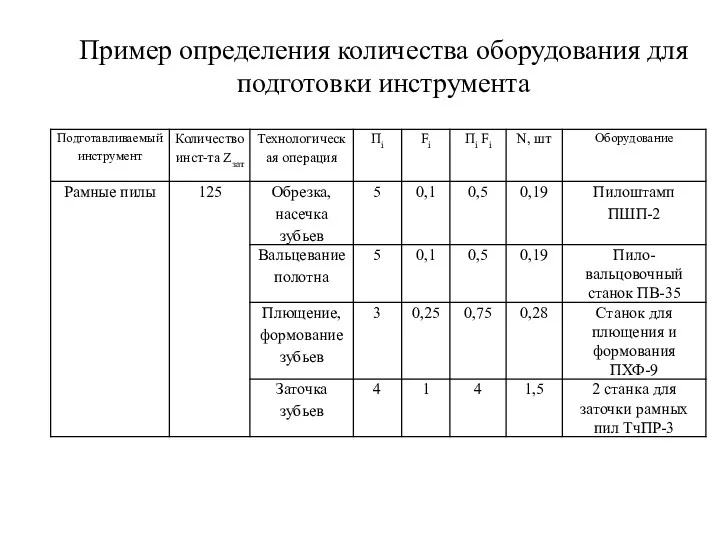
Пример определения количества оборудования для подготовки инструмента
Пример определения количества оборудования для подготовки инструмента
При выборе оборудования для подготовки инструмента необходимо учитывать следующее:
а) плющение и
При выборе оборудования для подготовки инструмента необходимо учитывать следующее:
а) плющение и
При выборе оборудования для подготовки инструмента необходимо учитывать следующее:
в) повышение стойкости
При выборе оборудования для подготовки инструмента необходимо учитывать следующее:
в) повышение стойкости
Расчет площади и планировка инструментального цеха
Расчет площади
Производственная площадь Sобщ определяется
Расчет площади и планировка инструментального цеха
Расчет площади
Производственная площадь Sобщ определяется
Kв – коэффициент, учитывающий площадь бытовых и вспомогательных помещений, Kв=1,1;
Kn –
Kв – коэффициент, учитывающий площадь бытовых и вспомогательных помещений, Kв=1,1;
Kn –
Расчет площади и планировка инструментального цеха
Размещение инструментального цеха:
При централизованной системе организации
Расчет площади и планировка инструментального цеха
Размещение инструментального цеха:
При централизованной системе организации
Основные принципы компоновки корпуса инструментального цеха:
унификация пролетов здания корпуса по ширине
Основные принципы компоновки корпуса инструментального цеха:
унификация пролетов здания корпуса по ширине
Общие требования к планировке инструментального цеха
1. При планировке инструментального цеха
Общие требования к планировке инструментального цеха
1. При планировке инструментального цеха
При размещении оборудования и рабочих мест необходимо учитывать следующие требования:
оборудование для
При размещении оборудования и рабочих мест необходимо учитывать следующие требования:
оборудование для
При размещении оборудования и рабочих мест необходимо учитывать следующие требования:
рабочие места
При размещении оборудования и рабочих мест необходимо учитывать следующие требования:
рабочие места
Планировка инструментального цеха:
При вычерчивании рабочих мест на плане участка пользуются принятыми
Планировка инструментального цеха:
При вычерчивании рабочих мест на плане участка пользуются принятыми
Планировка инструментального цеха:
Некоторые рекомендации по определению расстояний между станками и от
Планировка инструментального цеха:
Некоторые рекомендации по определению расстояний между станками и от
Хранение режущего инструмента:
На практике режущий инструмент хранят следующими способами:
а) круглые пилы
Хранение режущего инструмента:
На практике режущий инструмент хранят следующими способами:
а) круглые пилы
Вентиляция инструментальных цехов
Основные вредные выделения в инструментальных цехах (мастерских) деревообрабатывающих предприятий:
стружка
Вентиляция инструментальных цехов
Основные вредные выделения в инструментальных цехах (мастерских) деревообрабатывающих предприятий:
стружка
Вентиляция инструментальных цехов
Для улавливания абразивной, металлической и органической пыли непосредственно из
Вентиляция инструментальных цехов
Для улавливания абразивной, металлической и органической пыли непосредственно из
Вентиляция инструментальных цехов
Для обеспечения санитарно-гигиенических условий в инструментальном цехе очистку воздуха
Вентиляция инструментальных цехов
Для обеспечения санитарно-гигиенических условий в инструментальном цехе очистку воздуха
Вентиляция инструментальных цехов
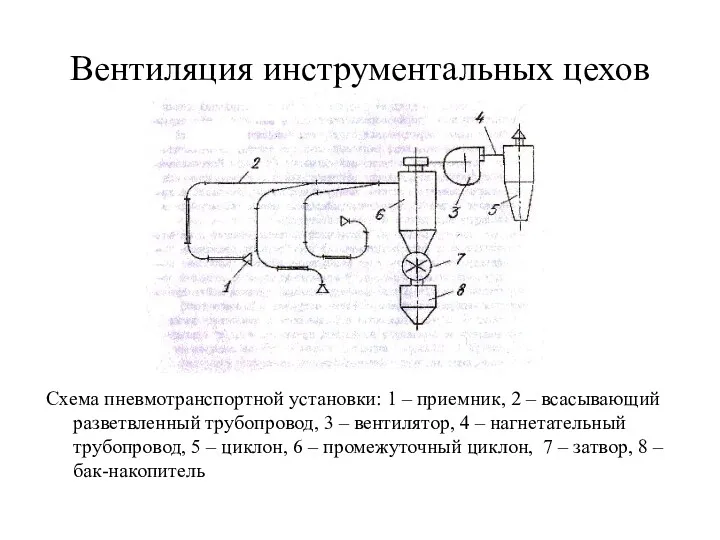
Схема пневмотранспортной установки: 1 – приемник, 2 – всасывающий
Вентиляция инструментальных цехов
Схема пневмотранспортной установки: 1 – приемник, 2 – всасывающий
Методика расчета цеховой пневмотранспортной установки
Проектирование и расчет цеховой пневмотранспортной установки сводится
Методика расчета цеховой пневмотранспортной установки
Проектирование и расчет цеховой пневмотранспортной установки сводится

Методика расчета цеховой пневмотранспортной установки
Пример планировки инструментального цеха
Методика расчета цеховой пневмотранспортной установки
Пример планировки инструментального цеха
Методика расчета цеховой пневмотранспортной установки
По чертежу трассы трубопровода установки измерением с
Методика расчета цеховой пневмотранспортной установки
По чертежу трассы трубопровода установки измерением с
Методика расчета цеховой пневмотранспортной установки
Расчетная схема трубопроводов
Методика расчета цеховой пневмотранспортной установки
Расчетная схема трубопроводов
Методика расчета цеховой пневмотранспортной установки
Расчет системы вентиляции начинают с ориентировочного определения
Методика расчета цеховой пневмотранспортной установки
Расчет системы вентиляции начинают с ориентировочного определения
Методика расчета цеховой пневмотранспортной установки
Потери давления в системе разветвленных трубопроводов суммируются
Методика расчета цеховой пневмотранспортной установки
Потери давления в системе разветвленных трубопроводов суммируются
Методика расчета цеховой пневмотранспортной установки
Потери давления в простых трубопроводах ΔРпр.тр определяют
Методика расчета цеховой пневмотранспортной установки
Потери давления в простых трубопроводах ΔРпр.тр определяют
Методика расчета цеховой пневмотранспортной установки
Допускается увеличение действительной скорости Vд в ответвлении
Методика расчета цеховой пневмотранспортной установки
Допускается увеличение действительной скорости Vд в ответвлении
Методика расчета цеховой пневмотранспортной установки
Выбор вентилятора привода установки производится по полному
Методика расчета цеховой пневмотранспортной установки
Выбор вентилятора привода установки производится по полному
Методика расчета цеховой пневмотранспортной установки
Величина мощности на валу электродвигателя привода вентилятора
Методика расчета цеховой пневмотранспортной установки
Величина мощности на валу электродвигателя привода вентилятора
Охрана труда и техника безопасности
в инструментальных цехах
Инструментальные цехи (мастерские) должны быть
Охрана труда и техника безопасности
в инструментальных цехах
Инструментальные цехи (мастерские) должны быть
Охрана труда и техника безопасности
в инструментальных цехах
Абразивный и алмазный инструмент должен
Охрана труда и техника безопасности
в инструментальных цехах
Абразивный и алмазный инструмент должен
Разрушенные шлифовальные круги
Разрушенные шлифовальные круги
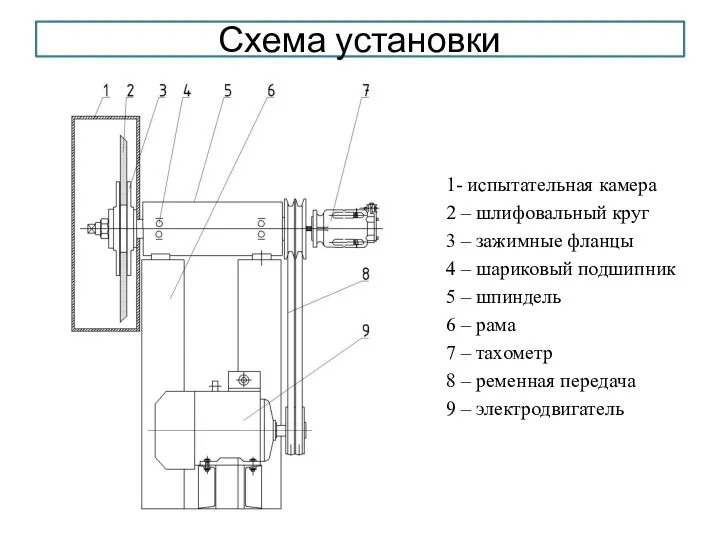
Схема установки
1- испытательная камера
2 – шлифовальный круг
3 – зажимные фланцы
4 –
Схема установки
1- испытательная камера
2 – шлифовальный круг
3 – зажимные фланцы
4 –

Машины для испытания шлифовальных кругов
Машины для испытания шлифовальных кругов
Охрана труда и техника безопасности
в инструментальных цехах
Допускаемая температура, относительная влажность, скорость
Охрана труда и техника безопасности
в инструментальных цехах
Допускаемая температура, относительная влажность, скорость
Охрана труда и техника безопасности
в инструментальных цехах
Уровни звука на рабочих местах
Охрана труда и техника безопасности
в инструментальных цехах
Уровни звука на рабочих местах
Охрана труда и техника безопасности
в инструментальных цехах
Анализ причин повторяющихся ошибок при
Охрана труда и техника безопасности
в инструментальных цехах
Анализ причин повторяющихся ошибок при
Охрана труда и техника безопасности
в инструментальных цехах
Для снижения шума и улучшения
Охрана труда и техника безопасности
в инструментальных цехах
Для снижения шума и улучшения
Экономика инструментального хозяйства
деревообрабатывающего предприятия
Экономика инструментального хозяйства
деревообрабатывающего предприятия
Экономика инструментального хозяйства
деревообрабатывающего предприятия
РАСЧЕТ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ ТВЕРДОСПЛАВНОГО ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Учитываются следующие
Экономика инструментального хозяйства
деревообрабатывающего предприятия
РАСЧЕТ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ ТВЕРДОСПЛАВНОГО ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Учитываются следующие
Экономика инструментального хозяйства
деревообрабатывающего предприятия
Общий годовой экономический эффект внедрения твердосплавного инструмента на
Экономика инструментального хозяйства
деревообрабатывающего предприятия
Общий годовой экономический эффект внедрения твердосплавного инструмента на
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия по зарплате основных рабочих:
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия по зарплате основных рабочих:
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия по зарплате наладчиков:
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия по зарплате наладчиков:
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия от уменьшения расходов на режущий инструмент:
Экономика инструментального хозяйства
деревообрабатывающего предприятия
годовая экономия от уменьшения расходов на режущий инструмент:
 Распознавание объектов на местности с помощью нейронных сетей
Распознавание объектов на местности с помощью нейронных сетей Методика подбора и анализа моделей аналогов
Методика подбора и анализа моделей аналогов Контрольна робота з теми Життя людей за первісних часів
Контрольна робота з теми Життя людей за первісних часів Основы ландшафтной колористики
Основы ландшафтной колористики Коррозия металлов и способы защиты
Коррозия металлов и способы защиты Лекция-презентация. Формирования позиции ответственного родительства.
Лекция-презентация. Формирования позиции ответственного родительства. Алкоголизм- это страшная беда современного общества
Алкоголизм- это страшная беда современного общества Жизнь и быт поволжских татар
Жизнь и быт поволжских татар История миссии Российской Православной Церкви на Американском континенте
История миссии Российской Православной Церкви на Американском континенте практические работы
практические работы Создание на территории субъекта РФ площадок для обучения и творчества в сфере информационных технологий для детей ИТ-cube
Создание на территории субъекта РФ площадок для обучения и творчества в сфере информационных технологий для детей ИТ-cube Умножение дробей
Умножение дробей Вводная презентация к проекту Я - петербуржец.
Вводная презентация к проекту Я - петербуржец. Ремонт автомобильных дорог Чайковского муниципального района. 2018 год
Ремонт автомобильных дорог Чайковского муниципального района. 2018 год Доклад для воспитателей ДОУ на тему :Роль сказок в развитии детей дошкольного возраста
Доклад для воспитателей ДОУ на тему :Роль сказок в развитии детей дошкольного возраста Қаттылықты анықтау тәсілдер
Қаттылықты анықтау тәсілдер Великая Отечественная война.
Великая Отечественная война. Правила безопасного сексуального поведения
Правила безопасного сексуального поведения Презентация Листопадничек
Презентация Листопадничек Астраханский Кремль
Астраханский Кремль Food and fertilizers. Outline
Food and fertilizers. Outline Домашняя экономика
Домашняя экономика Константин Григорьевич Паустовский (1892-1968)
Константин Григорьевич Паустовский (1892-1968) Пассажирские сервисы
Пассажирские сервисы Вращающаяся печь для обжига портландцемента
Вращающаяся печь для обжига портландцемента PEShIE_EKSKURSII_2022
PEShIE_EKSKURSII_2022 Устройства ввода и вывода звука
Устройства ввода и вывода звука Интеллектуальная игра. Где логика
Интеллектуальная игра. Где логика