- Основы сварочного производства

Содержание
- 2. Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое
- 3. Сварные соединения можно получать двумя принципиально разными путями: сваркой плавлением и сваркой давлением.
- 4. При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие кромки, так, чтобы получилась смачивающая
- 5. Схема сварки плавлением
- 6. При сварке давлением обязательным является совместная пластическая деформация деталей сжатием зоны соединения. Этим обеспечивается очистка свариваемых
- 7. Схема сварки давлением
- 8. Свариваемость – способность материалов образовывать сварные соединения. Свариваемость оценивается степенью соответствия шва одноименным свойствам основного металла,
- 9. По признаку свариваемости конструкционные материалы можно разделить: хорошо свариваемые ( обычно однородные сплавы со структурой шва,
- 10. КЛАССИФИКАЦИЯ ТИПОВ СВАРКИ I .По состоянию металла в процессе сварки: 1)Сварка плавлением; 2) Сварка давлением; II.
- 11. 2.2 Химическая а) газовая; б) термитная; 2.3 Механическая а) горновая (кузнечная); б) холодная давлением; в) трением;
- 12. 1. СВАРКА ПЛАВЛЕНИЕМ 1.1 Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом (катодом)
- 13. Зажигание дуги при ручной дуговой сварке происходит в три этапа: Короткое замыкание электрода на заготовку Отвод
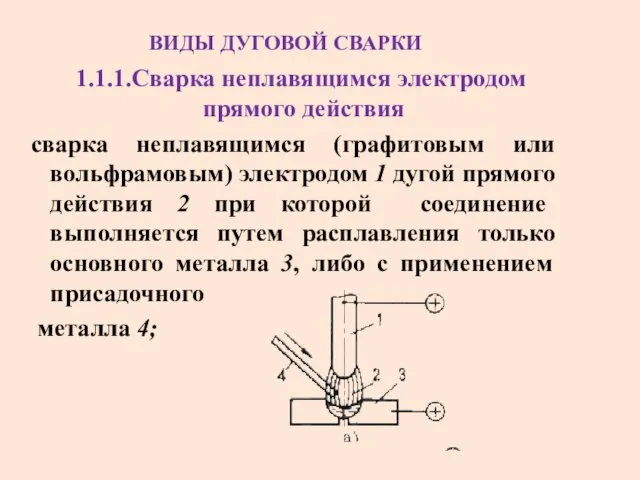
- 14. ВИДЫ ДУГОВОЙ СВАРКИ 1.1.1.Сварка неплавящимся электродом прямого действия сварка неплавящимся (графитовым или вольфрамовым) электродом 1 дугой
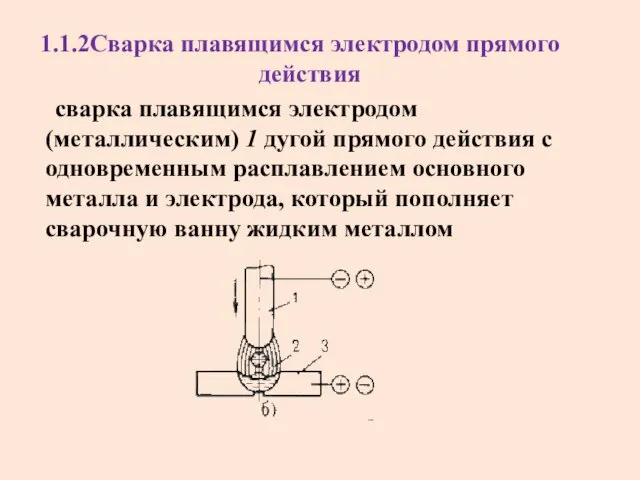
- 15. 1.1.2Сварка плавящимся электродом прямого действия сварка плавящимся электродом (металлическим) 1 дугой прямого действия с одновременным расплавлением
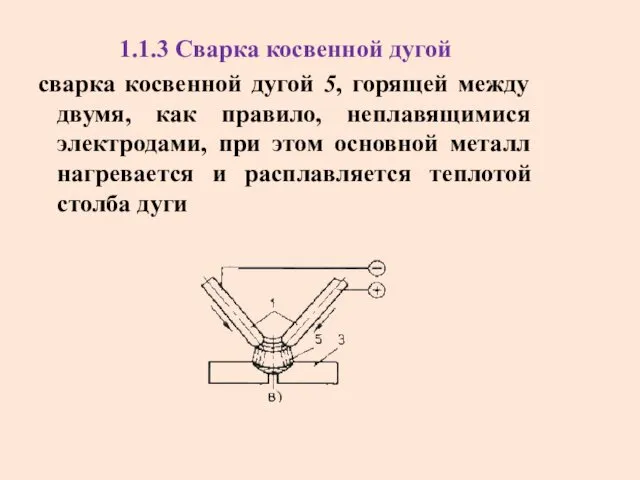
- 16. 1.1.3 Сварка косвенной дугой сварка косвенной дугой 5, горящей между двумя, как правило, неплавящимися электродами, при
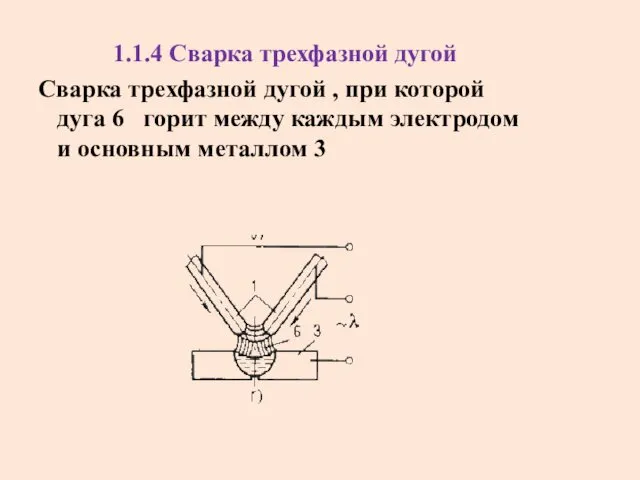
- 17. 1.1.4 Сварка трехфазной дугой Сварка трехфазной дугой , при которой дуга 6 горит между каждым электродом
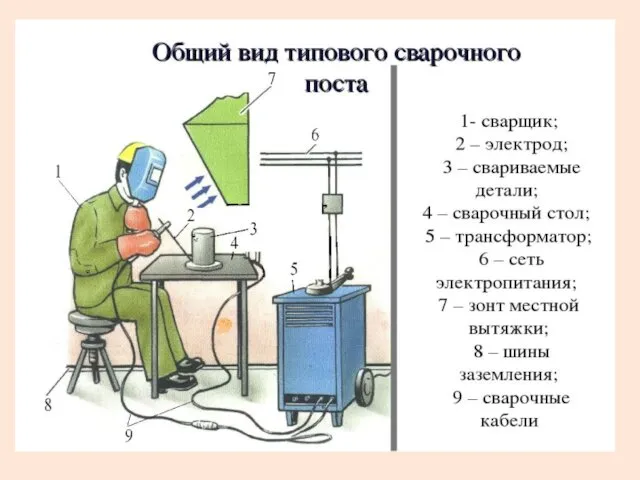
- 18. РУЧНАЯ ДУГОВАЯ СВАРКА Ручную дуговую сварку выполняют сварочными ( покрытыми)электродами, которые подают вручную в дугу и
- 19. Температура катода( электрода) и анода составляет соответственно 2400 ∘С и 2600 ∘С Температура дуги 6000 ∘С
- 20. Электродная проволока Делится на три группы по хим. составу: - Углеродистая (до 0.12 %С)Предназначена для сварки
- 21. 2) Защитные элементы Элементы защищают сварочную ванну от контакта с газами атмосферы. Что, в свою очередь,
- 22. Преимущества. Ручная сварка позволяет выполнять швы в любых пространственных положениях: нижнем, вертикальном, горизонтальном, вертикальном, потолочном. Ручная
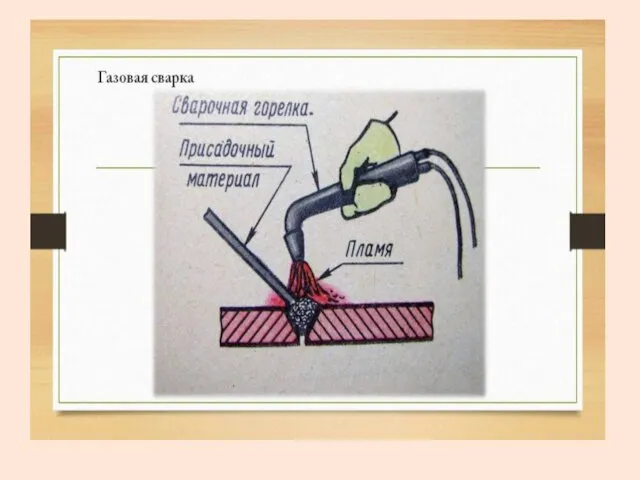
- 24. ГАЗОВАЯ СВАРКА Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного
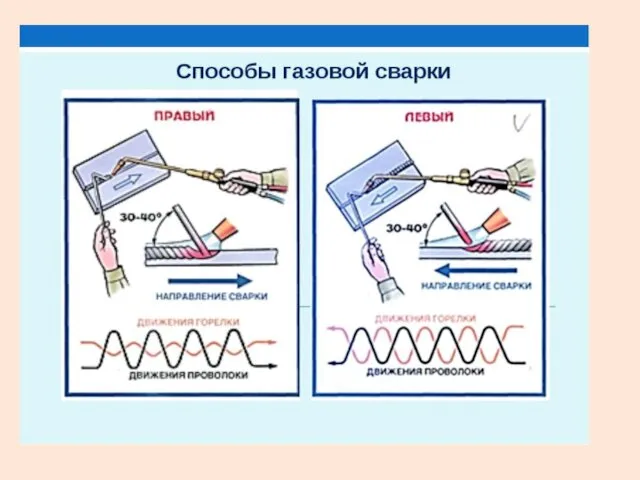
- 25. Технология сварки Выбор способа сварки зависит от толщины свариваемого металла и положения шва в пространстве. Правый
- 27. Преимущества простота используемого оборудования (не требуется источник электроэнергии) универсальность метода, заключающаяся в возможности сварки в различных
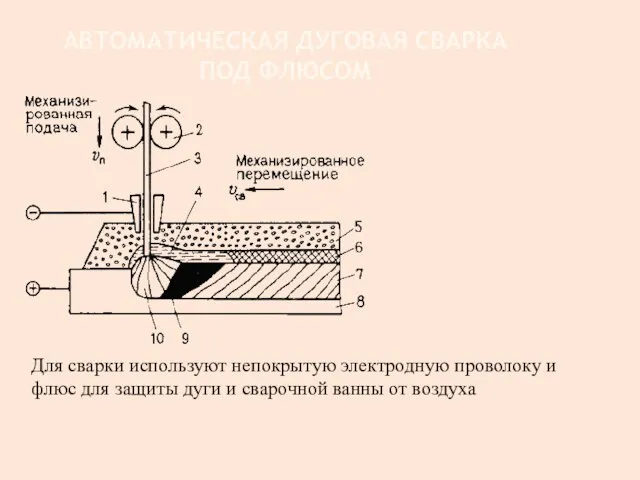
- 29. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ Для сварки используют непокрытую электродную проволоку и флюс для защиты дуги
- 30. Дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого
- 31. Преимущества автоматической сварки под флюсом по сравнению с ручной: 1.повышение производительности процесса сварки в 5…20 раз,
- 32. Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный для подачи в зону горения
- 33. Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление легирующих элементов в шве. Для
- 35. ТИП СВАРНОГО СОЕДИНЕНИЯ Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность
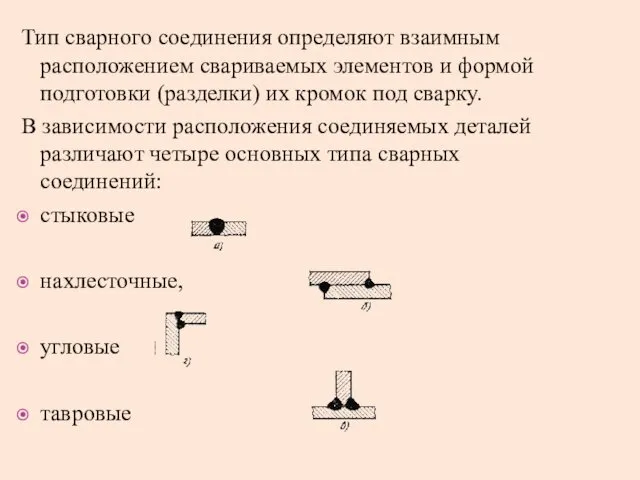
- 36. Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
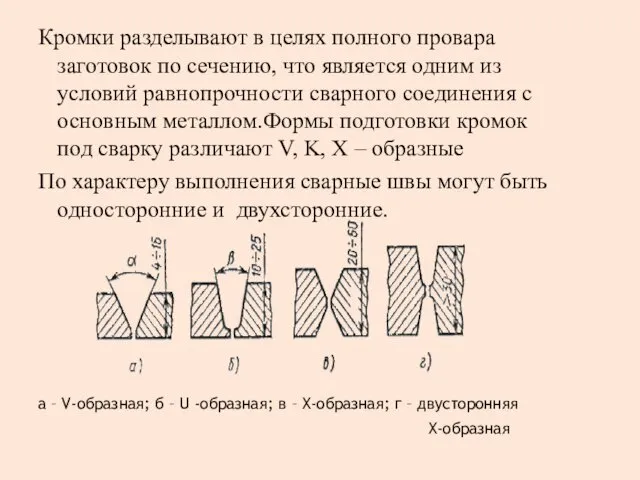
- 37. Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного
- 38. СВАРКА ДАВЛЕНИЕМ Сущность получения неразъемного сварного соединения двух заготовок в твердом состоянии состоит в сближении идеально
- 39. КОНТАКТНАЯ СВАРКА Сварные соединения получаются в результате нагрева деталей проходящим через них током и последующей пластической
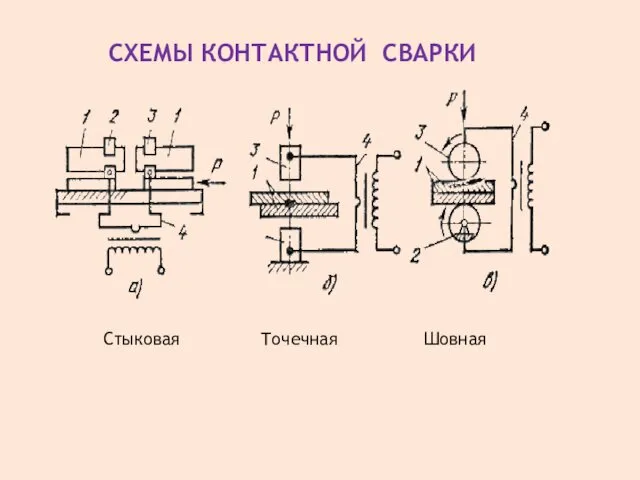
- 40. СХЕМЫ КОНТАКТНОЙ СВАРКИ Стыковая Точечная Шовная
- 41. Стыковая контактная сварка (а) – способ соединения деталей по всей плоскости их касания. Сварка применяется для
- 42. ДИФФУЗИОННАЯ СВАРКА Диффузионная сварка – способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
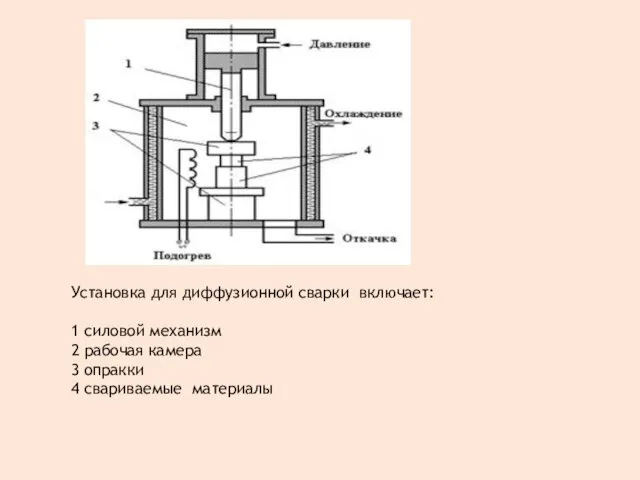
- 43. Установка для диффузионной сварки включает: 1 силовой механизм 2 рабочая камера 3 опракки 4 свариваемые материалы
- 44. Свариваемые детали с тщательно зачищенными свариваемыми поверхностями помещаются в рабочую камеру. В рабочей камере создается разрежение
- 45. ПРЕИМУЩЕСТВА Расход энергии при диффузионной сварке в 4...6 раз меньше, чем при сварке плавлением и при
- 46. НЕДОСТАТКИ Промышленное применение диффузионной сварки ограничено наличием сложного дорогостоящего оборудования и невысокой производительностью, обусловленной временем откачки
- 47. Сварка может осуществляться так же в среде инертных и защитных газов: гелий, аргон, водород. Способ применяется
- 48. СВАРКА ТРЕНИЕМ Сварка трением – способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
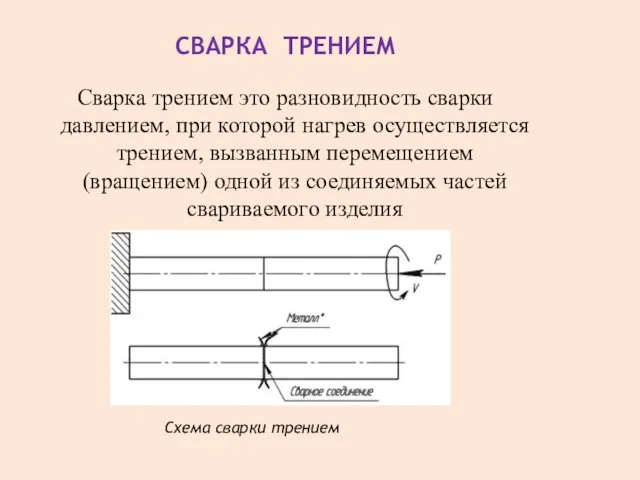
- 49. СВАРКА ТРЕНИЕМ Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением)
- 50. Процесс образования сварного соединения: Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а
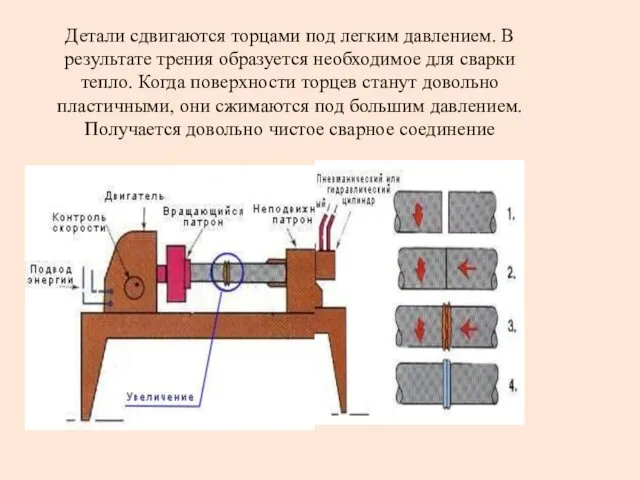
- 51. Детали сдвигаются торцами под легким давлением. В результате трения образуется необходимое для сварки тепло. Когда поверхности
- 52. Сварку трением используют в инструментальном производстве для изготовления сверл, метчиков, фрез. Режущая часть инструмента из Р18,
- 53. СВАРКА ВЗРЫВОМ Сварка взрывом - сравнительно новый перспективный технологический процесс, позволяющий получать биметаллические заготовки и изделия
- 54. Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества (ВВ).
- 55. В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая
- 56. Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость νH порядка нескольких сотен метров
- 57. ПРИМЕНЕНИЕ Сварка взрывом применяется в процессах плакирования. Цель плакирования состоит в том, чтобы создать на поверхности
- 58. ПЛАЗМЕННАЯ СВАРКА Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20000–30000°С
- 59. Плазменное состояние вещества представляет источник огромной энергии. В этом состоянии вещество из газообразного состояния переходит в
- 60. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале
- 61. При сварке плазменной струёй дуга 1 горит между неплавящимся вольфрамовым электродом 2, изолированным от корпуса горелки
- 62. ПРЕИМУЩЕСТВА Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает большей проплавляющей способностью. Плазменной
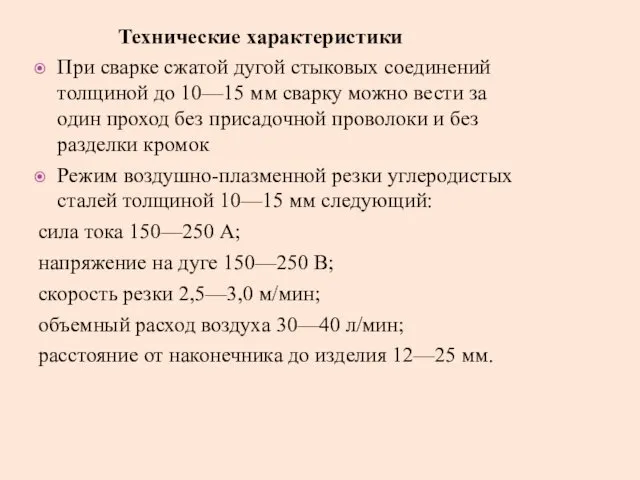
- 63. Технические характеристики При сварке сжатой дугой стыковых соединений толщиной до 10—15 мм сварку можно вести за
- 64. Плазменная сварка проникающей дугой Плазменная сварка проникающей дугой с дозированной подачей присадочной проволоки Плазменная сварка проникающей
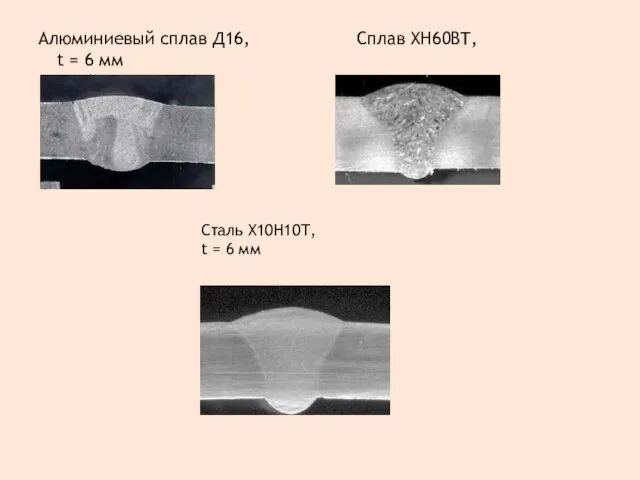
- 65. Алюминиевый сплав Д16, Сплав XH60BT, t = 6 мм t = 6 мм Сталь Х10Н10Т, t
- 67. Скачать презентацию
Сварка - это один из ведущих технологических процессов обработки металлов. Большие
Сварка - это один из ведущих технологических процессов обработки металлов. Большие
Сварные соединения можно получать двумя принципиально разными путями:
сваркой плавлением и
Сварные соединения можно получать двумя принципиально разными путями:
сваркой плавлением и
При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие
При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие
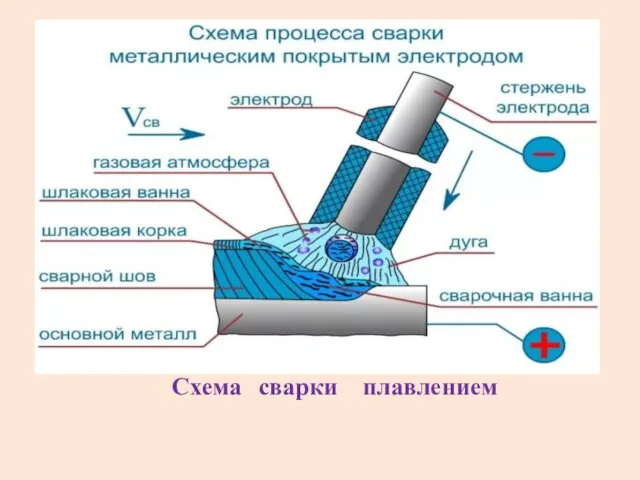
Схема сварки плавлением
Схема сварки плавлением
При сварке давлением обязательным является совместная пластическая деформация деталей сжатием зоны
При сварке давлением обязательным является совместная пластическая деформация деталей сжатием зоны
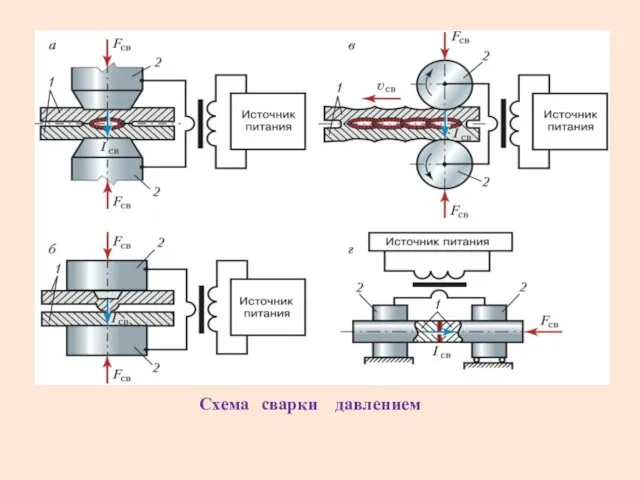
Схема сварки давлением
Схема сварки давлением
Свариваемость – способность материалов образовывать сварные соединения.
Свариваемость оценивается степенью соответствия шва
Свариваемость – способность материалов образовывать сварные соединения.
Свариваемость оценивается степенью соответствия шва
По признаку свариваемости конструкционные материалы можно разделить:
хорошо свариваемые ( обычно однородные
По признаку свариваемости конструкционные материалы можно разделить:
хорошо свариваемые ( обычно однородные
КЛАССИФИКАЦИЯ ТИПОВ СВАРКИ
I .По состоянию металла в процессе сварки:
1)Сварка плавлением;
КЛАССИФИКАЦИЯ ТИПОВ СВАРКИ
I .По состоянию металла в процессе сварки:
1)Сварка плавлением;
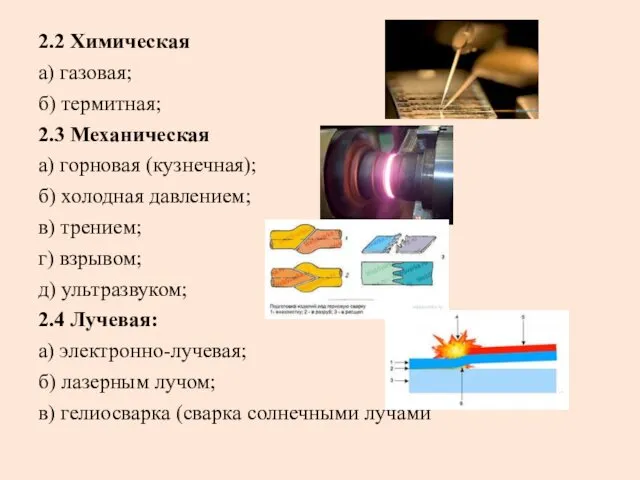
2.2 Химическая
а) газовая;
б) термитная;
2.3 Механическая
а) горновая (кузнечная);
2.2 Химическая
а) газовая;
б) термитная;
2.3 Механическая
а) горновая (кузнечная);
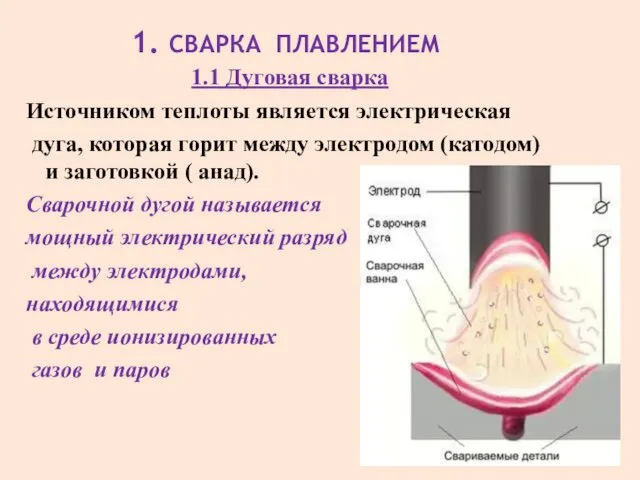
1. СВАРКА ПЛАВЛЕНИЕМ
1.1 Дуговая сварка
Источником теплоты является электрическая
дуга, которая горит
1. СВАРКА ПЛАВЛЕНИЕМ
1.1 Дуговая сварка
Источником теплоты является электрическая
дуга, которая горит
Зажигание дуги при ручной дуговой сварке происходит в три этапа:
Короткое замыкание
Зажигание дуги при ручной дуговой сварке происходит в три этапа:
Короткое замыкание
ВИДЫ ДУГОВОЙ СВАРКИ
1.1.1.Сварка неплавящимся электродом прямого действия
сварка неплавящимся (графитовым или
ВИДЫ ДУГОВОЙ СВАРКИ
1.1.1.Сварка неплавящимся электродом прямого действия
сварка неплавящимся (графитовым или
1.1.2Сварка плавящимся электродом прямого действия
сварка плавящимся электродом (металлическим) 1 дугой
1.1.2Сварка плавящимся электродом прямого действия
сварка плавящимся электродом (металлическим) 1 дугой
1.1.3 Сварка косвенной дугой
сварка косвенной дугой 5, горящей между двумя, как
1.1.3 Сварка косвенной дугой
сварка косвенной дугой 5, горящей между двумя, как
1.1.4 Сварка трехфазной дугой
Сварка трехфазной дугой , при которой дуга 6
1.1.4 Сварка трехфазной дугой
Сварка трехфазной дугой , при которой дуга 6
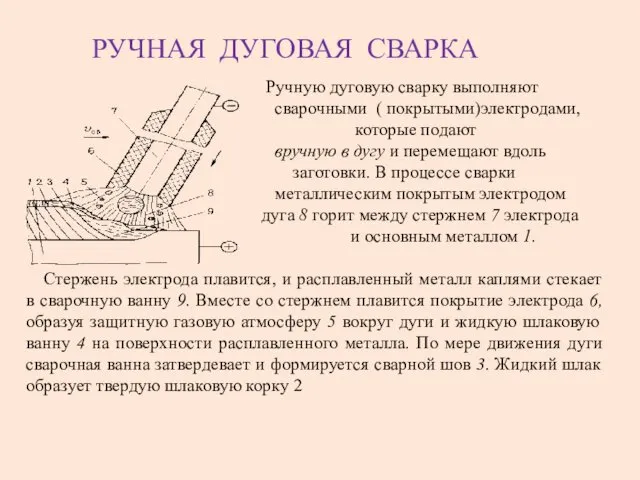
РУЧНАЯ ДУГОВАЯ СВАРКА
Ручную дуговую сварку выполняют
сварочными ( покрытыми)электродами,
которые
РУЧНАЯ ДУГОВАЯ СВАРКА
Ручную дуговую сварку выполняют
сварочными ( покрытыми)электродами,
которые
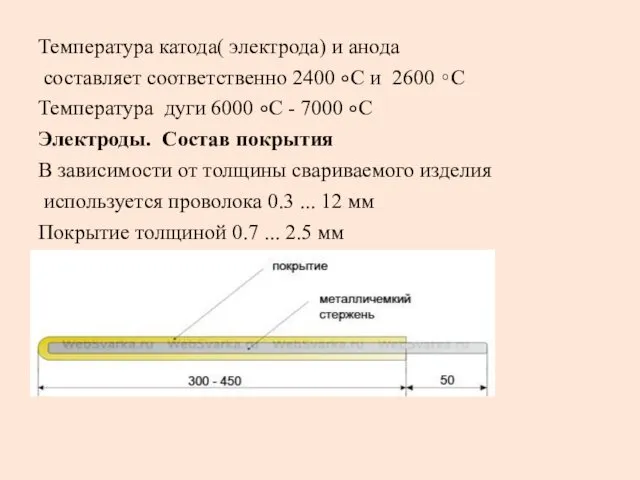
Температура катода( электрода) и анода
составляет соответственно 2400 ∘С и 2600
Температура катода( электрода) и анода
составляет соответственно 2400 ∘С и 2600
Электродная проволока
Делится на три группы по хим. составу:
- Углеродистая (до
Электродная проволока
Делится на три группы по хим. составу:
- Углеродистая (до
2) Защитные элементы
Элементы защищают сварочную ванну от контакта с газами атмосферы.
2) Защитные элементы
Элементы защищают сварочную ванну от контакта с газами атмосферы.
Преимущества.
Ручная сварка позволяет выполнять швы в любых пространственных положениях: нижнем,
Преимущества.
Ручная сварка позволяет выполнять швы в любых пространственных положениях: нижнем,
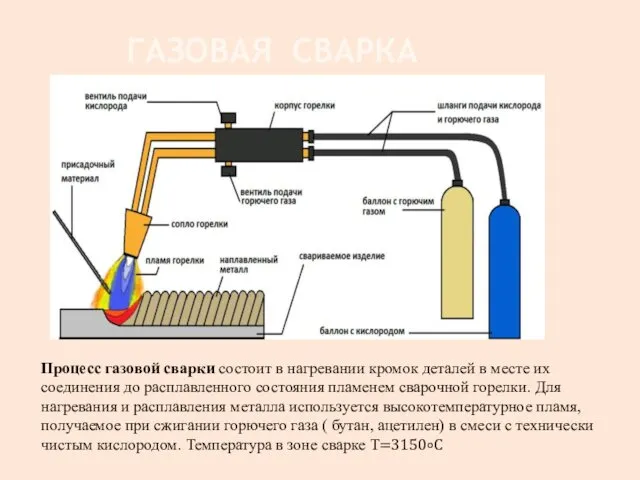
ГАЗОВАЯ СВАРКА
Процесс газовой сварки состоит в нагревании кромок деталей в
ГАЗОВАЯ СВАРКА
Процесс газовой сварки состоит в нагревании кромок деталей в
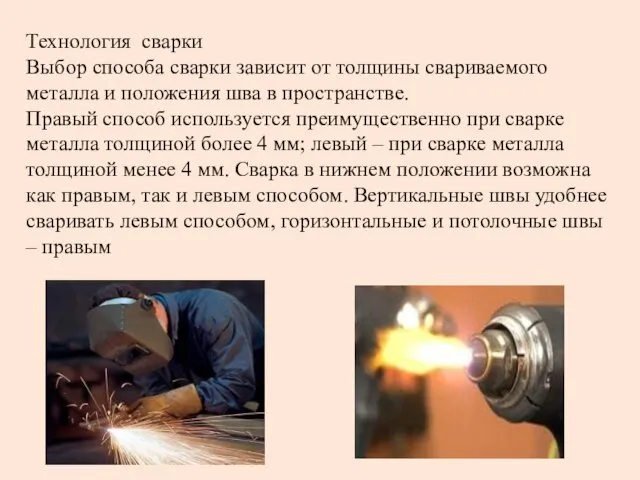
Технология сварки
Выбор способа сварки зависит от толщины свариваемого металла и положения
Технология сварки
Выбор способа сварки зависит от толщины свариваемого металла и положения
Преимущества
простота используемого оборудования (не требуется источник электроэнергии)
универсальность метода, заключающаяся в возможности
Преимущества
простота используемого оборудования (не требуется источник электроэнергии)
универсальность метода, заключающаяся в возможности
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Для сварки используют непокрытую электродную проволоку и
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Для сварки используют непокрытую электродную проволоку и
Дуга 10 горит между проволокой 3 и основным металлом 8. Столб
Дуга 10 горит между проволокой 3 и основным металлом 8. Столб

Преимущества автоматической сварки под флюсом по сравнению с ручной:
1.повышение производительности
Преимущества автоматической сварки под флюсом по сравнению с ручной:
1.повышение производительности
Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный
Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление

ТИП СВАРНОГО СОЕДИНЕНИЯ
Основными преимуществами сварных соединений являются:
экономия металла;
снижение трудоемкости
ТИП СВАРНОГО СОЕДИНЕНИЯ
Основными преимуществами сварных соединений являются:
экономия металла;
снижение трудоемкости
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки
Кромки разделывают в целях полного провара заготовок по сечению, что является
Кромки разделывают в целях полного провара заготовок по сечению, что является
СВАРКА ДАВЛЕНИЕМ
Сущность получения неразъемного сварного соединения двух заготовок в твердом
СВАРКА ДАВЛЕНИЕМ
Сущность получения неразъемного сварного соединения двух заготовок в твердом
КОНТАКТНАЯ СВАРКА
Сварные соединения получаются в результате нагрева деталей проходящим через
КОНТАКТНАЯ СВАРКА
Сварные соединения получаются в результате нагрева деталей проходящим через
СХЕМЫ КОНТАКТНОЙ СВАРКИ
Стыковая Точечная Шовная
СХЕМЫ КОНТАКТНОЙ СВАРКИ
Стыковая Точечная Шовная
Стыковая контактная сварка (а) – способ соединения деталей по всей плоскости
Стыковая контактная сварка (а) – способ соединения деталей по всей плоскости
ДИФФУЗИОННАЯ СВАРКА
Диффузионная сварка – способ сварки давлением в вакууме
ДИФФУЗИОННАЯ СВАРКА
Диффузионная сварка – способ сварки давлением в вакууме
Установка для диффузионной сварки включает:
1 силовой механизм
2 рабочая камера
3 опракки
4 свариваемые
Установка для диффузионной сварки включает:
1 силовой механизм
2 рабочая камера
3 опракки
4 свариваемые
Свариваемые детали с тщательно зачищенными свариваемыми поверхностями помещаются в рабочую камеру.
Свариваемые детали с тщательно зачищенными свариваемыми поверхностями помещаются в рабочую камеру.
ПРЕИМУЩЕСТВА
Расход энергии при диффузионной сварке в 4...6 раз меньше, чем при
ПРЕИМУЩЕСТВА
Расход энергии при диффузионной сварке в 4...6 раз меньше, чем при
НЕДОСТАТКИ
Промышленное применение диффузионной сварки ограничено наличием сложного дорогостоящего оборудования и
НЕДОСТАТКИ
Промышленное применение диффузионной сварки ограничено наличием сложного дорогостоящего оборудования и
Сварка может осуществляться так же в среде инертных и защитных газов:
Сварка может осуществляться так же в среде инертных и защитных газов:
СВАРКА ТРЕНИЕМ
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей
СВАРКА ТРЕНИЕМ
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей
СВАРКА ТРЕНИЕМ
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется
СВАРКА ТРЕНИЕМ
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется
Процесс образования сварного соединения:
Свариваемые заготовки устанавливают соосно в зажимах машины,
Процесс образования сварного соединения:
Свариваемые заготовки устанавливают соосно в зажимах машины,
Детали сдвигаются торцами под легким давлением. В результате трения образуется необходимое
Детали сдвигаются торцами под легким давлением. В результате трения образуется необходимое
Сварку трением используют в инструментальном производстве для изготовления сверл, метчиков, фрез.
Режущая
Сварку трением используют в инструментальном производстве для изготовления сверл, метчиков, фрез.
Режущая
СВАРКА ВЗРЫВОМ
Сварка взрывом - сравнительно новый перспективный технологический процесс, позволяющий
СВАРКА ВЗРЫВОМ
Сварка взрывом - сравнительно новый перспективный технологический процесс, позволяющий
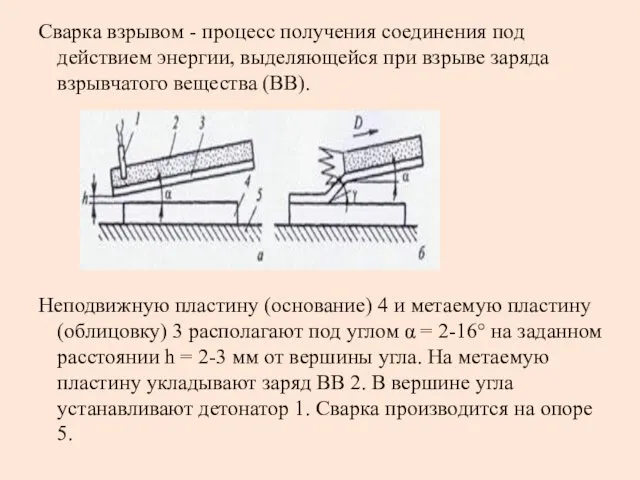
Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при
Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость
ПРИМЕНЕНИЕ
Сварка взрывом применяется в процессах плакирования.
Цель плакирования состоит в том,
ПРИМЕНЕНИЕ
Сварка взрывом применяется в процессах плакирования.
Цель плакирования состоит в том,

ПЛАЗМЕННАЯ СВАРКА
Плазменная струя, применяемая для сварки, представляет собой направленный
ПЛАЗМЕННАЯ СВАРКА
Плазменная струя, применяемая для сварки, представляет собой направленный
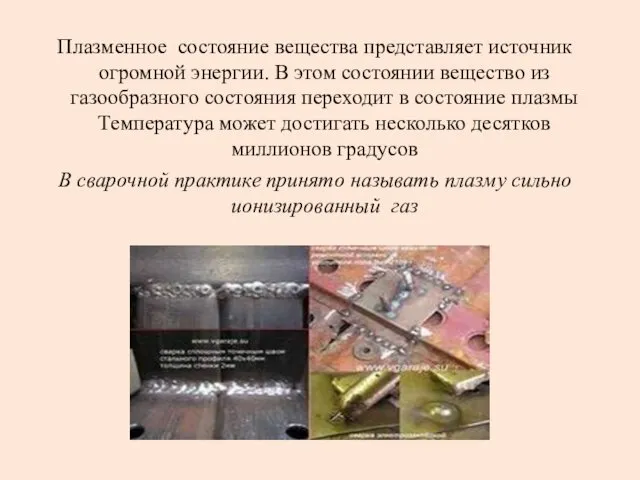
Плазменное состояние вещества представляет источник огромной энергии. В этом состоянии вещество
Плазменное состояние вещества представляет источник огромной энергии. В этом состоянии вещество
Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей
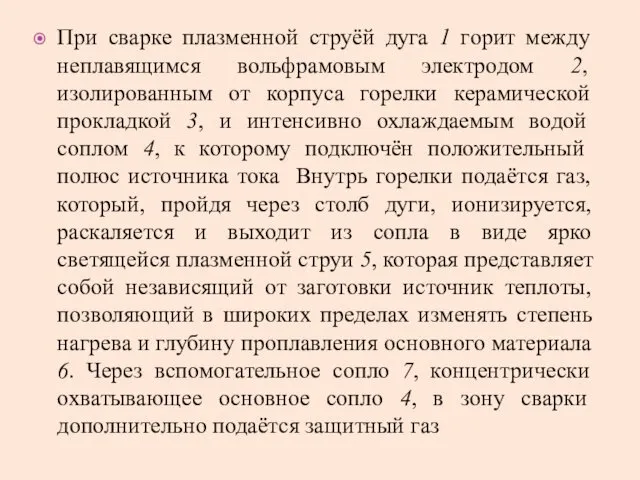
При сварке плазменной струёй дуга 1 горит между неплавящимся вольфрамовым электродом
При сварке плазменной струёй дуга 1 горит между неплавящимся вольфрамовым электродом
ПРЕИМУЩЕСТВА
Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает
ПРЕИМУЩЕСТВА
Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает
Технические характеристики
При сварке сжатой дугой стыковых соединений толщиной до 10—15
Технические характеристики
При сварке сжатой дугой стыковых соединений толщиной до 10—15

Плазменная сварка проникающей дугой
Плазменная сварка проникающей дугой с дозированной подачей присадочной
Плазменная сварка проникающей дугой
Плазменная сварка проникающей дугой с дозированной подачей присадочной
Алюминиевый сплав Д16, Сплав XH60BT,
t = 6 мм
t = 6
Алюминиевый сплав Д16, Сплав XH60BT, t = 6 мм t = 6
 Муниципальные выборы. Выдвижение начинается
Муниципальные выборы. Выдвижение начинается 2.1. Знакомство с ТРИК Студией [ТРИК]
2.1. Знакомство с ТРИК Студией [ТРИК] Мы разные, но мы вместе
Мы разные, но мы вместе Кафедра управления рисками, страхования и ценных бумаг
Кафедра управления рисками, страхования и ценных бумаг Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс
Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года
Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года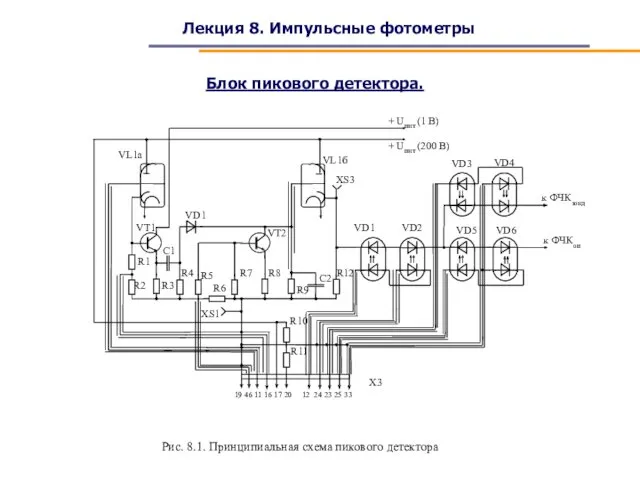 Импульсные фотометры. Лекция 8
Импульсные фотометры. Лекция 8 Портфолио воспитателя
Портфолио воспитателя Физиология Сенсорных Систем
Физиология Сенсорных Систем Введение в педагогическую деятельность
Введение в педагогическую деятельность Навыки профессионального телефонного общения
Навыки профессионального телефонного общения Technical_specification
Technical_specification Необычное использование в кулинарии кабачков
Необычное использование в кулинарии кабачков Республика Татарстан (презентация)
Республика Татарстан (презентация) Презентация к уроку Роль гидросферы в жизни Земли часть1 7 класс
Презентация к уроку Роль гидросферы в жизни Земли часть1 7 класс Проведение ТО и ремонта машин для погрузки кормов
Проведение ТО и ремонта машин для погрузки кормов Методы развития креативного мышления
Методы развития креативного мышления Программа развития ОУ
Программа развития ОУ Машины и оборудование для свайных работ
Машины и оборудование для свайных работ Презентация по развитию речи на тему Весна
Презентация по развитию речи на тему Весна Сравнительный анализ деятельности таможенных союзов
Сравнительный анализ деятельности таможенных союзов Игрушки из прищепок. Технология. 2 урок
Игрушки из прищепок. Технология. 2 урок Запорная арматура
Запорная арматура iPhone X. Дизайн и дисплей
iPhone X. Дизайн и дисплей Итоговое повторение. Устный счёт. 1 класс
Итоговое повторение. Устный счёт. 1 класс Идейно-тематический анализ замысла автора художественного произведения. Композиционное построение
Идейно-тематический анализ замысла автора художественного произведения. Композиционное построение Зачем художнику альбомы и каталоги?
Зачем художнику альбомы и каталоги? Показательные неравенства
Показательные неравенства