- Основы технологического нормирования

Содержание
- 2. Технологическая норма времени – это регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним
- 3. Исходя из методов определения, различают опытно-статистическую норму времени и технически-обоснованную. Опытно-статистическая норма времени устанавливается на основе
- 4. Аналитически-исследовательский метод. Используются данные, полученные в результате изучения, измерения затрат рабочего времени непосредственно на рабочих местах
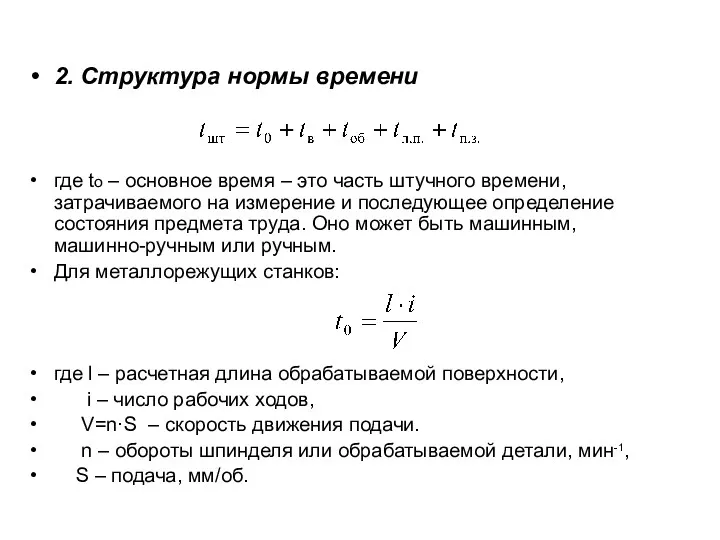
- 5. 2. Структура нормы времени где tо – основное время – это часть штучного времени, затрачиваемого на
- 6. Расчетная длина обработки , где lобр – длина обрабатываемой поверхности в направлении подачи, lвр – длина
- 7. tв – вспомогательное время – это часть штучного времени, затрачиваемая на выполнение приемов, необходимых для обеспечения
- 8. tоб – время обслуживания рабочего места – это часть штучного времени, затрачиваемого на поддержание средств технологического
- 9. tл.п. – время на личные потребности, затрачивается на дополнительный отдых при тяжелых работах, составляет 2,5% от
- 10. Оперативное время: . При многоинструментальной обработке: - при последовательной обработке , где n – число суппортов
- 11. - при комбинированной обработке
- 13. Скачать презентацию
Технологическая норма времени – это регламентированное время выполнения некоторого объема работ
Технологическая норма времени – это регламентированное время выполнения некоторого объема работ
Исходя из методов определения, различают опытно-статистическую норму времени и технически-обоснованную.
Опытно-статистическая норма
Исходя из методов определения, различают опытно-статистическую норму времени и технически-обоснованную.
Опытно-статистическая норма
Аналитически-исследовательский метод. Используются данные, полученные в результате изучения, измерения затрат рабочего
Аналитически-исследовательский метод. Используются данные, полученные в результате изучения, измерения затрат рабочего
2. Структура нормы времени
где tо – основное время – это часть
2. Структура нормы времени
где tо – основное время – это часть
Расчетная длина обработки
,
где lобр – длина обрабатываемой поверхности в направлении подачи,
Расчетная длина обработки
,
где lобр – длина обрабатываемой поверхности в направлении подачи,
tв – вспомогательное время – это часть штучного времени, затрачиваемая на
tв – вспомогательное время – это часть штучного времени, затрачиваемая на
tоб – время обслуживания рабочего места – это часть штучного времени,
tоб – время обслуживания рабочего места – это часть штучного времени,
tл.п. – время на личные потребности, затрачивается на дополнительный отдых при
tл.п. – время на личные потребности, затрачивается на дополнительный отдых при
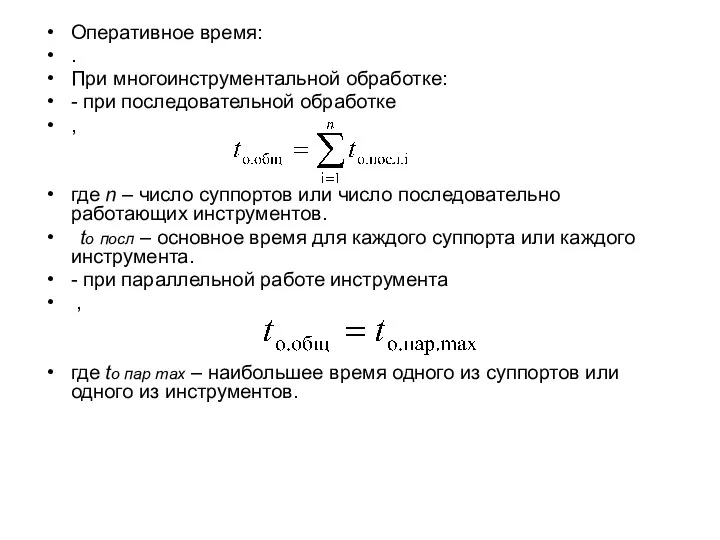
Оперативное время:
.
При многоинструментальной обработке:
- при последовательной обработке
,
где n – число суппортов
Оперативное время:
.
При многоинструментальной обработке:
- при последовательной обработке
,
где n – число суппортов
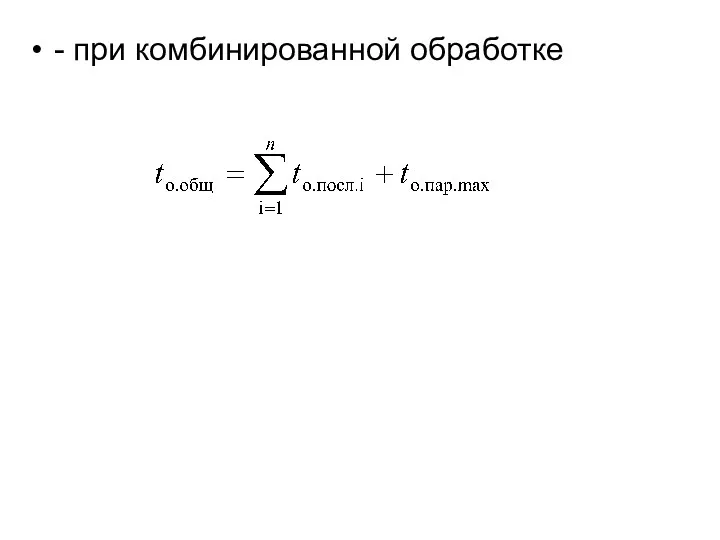
- при комбинированной обработке
- при комбинированной обработке
 Nevsky prospect
Nevsky prospect Мука и другие рафинированные продуктыпрезентация к уроку.
Мука и другие рафинированные продуктыпрезентация к уроку. Методические рекомендации к комплексу мероприятий по изучению творчества С. В. Михалкова в ДОУ, посвященного 100-летию со дня рождения писателя Дядя Степа в гостях у малышей
Методические рекомендации к комплексу мероприятий по изучению творчества С. В. Михалкова в ДОУ, посвященного 100-летию со дня рождения писателя Дядя Степа в гостях у малышей внеклассное занятие Кубанское-значит качественное
внеклассное занятие Кубанское-значит качественное Интерактияный шаблон
Интерактияный шаблон Презентация Связь поколений
Презентация Связь поколений Методическая разработка Своя игра по теме Кислород, 8 класс
Методическая разработка Своя игра по теме Кислород, 8 класс Вооруженные Силы Республики Казахстан (Занятие 1.1)
Вооруженные Силы Республики Казахстан (Занятие 1.1) Экономическая социология. Методология, методика и техника социологических исследований
Экономическая социология. Методология, методика и техника социологических исследований Салют Победы. Урок рисования. Практическая работа
Салют Победы. Урок рисования. Практическая работа Развитие игровой деятельности в исследованиях ученых
Развитие игровой деятельности в исследованиях ученых Силосы. Силосный корпус
Силосы. Силосный корпус Надпровідниковий діод
Надпровідниковий діод Социальный проект : Скуку, простуду, безделье меняем на бодрость, здоровье, веселье
Социальный проект : Скуку, простуду, безделье меняем на бодрость, здоровье, веселье Михаил Юрьевич Лермонтов
Михаил Юрьевич Лермонтов Задачи в 2 действия
Задачи в 2 действия Оборудование для приготовления и продажи напитков
Оборудование для приготовления и продажи напитков Архитектуры CISC и RISC
Архитектуры CISC и RISC Путешествия во времени
Путешествия во времени 7 класс: Особенности рек Африки
7 класс: Особенности рек Африки СЕВЕРНАЯ СПАРТА. Годовой публичный отчёт за 2017 год
СЕВЕРНАЯ СПАРТА. Годовой публичный отчёт за 2017 год Инновации в мире технологий
Инновации в мире технологий Внеклассное мероприятие 25 лет новому Татарстану
Внеклассное мероприятие 25 лет новому Татарстану Памятная звезда
Памятная звезда Какие службы защищают население?
Какие службы защищают население? Ембріональний розвиток людини
Ембріональний розвиток людини История возникновения Светофора Диск
История возникновения Светофора Диск Представление чисел в компьютере математические основы информатики
Представление чисел в компьютере математические основы информатики