- Основы технологии электродуговой сварки

Содержание
- 3. ТЕПЛОВАЯ МОЩНОСТЬ СВАРОЧНОЙ ДУГИ Тепловой баланс: Q=Q1+Q2+Q3+Q4, где Q1 – 55% - поглощение основного металла; Q2
- 4. ФОРМА ПЕРЕНОСА ЭЛЕКТРОДНОГО МЕТАЛЛА до 50 А/мм2 – крупные капли; 50…100 А/мм2 – мелкие капли; более
- 6. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ СВАРКИ а – постоянным током; б – переменным током 1 – деталь; 2 –
- 7. РОД И ПОЛЯРНОСТЬ ТОКА
- 8. СХЕМЫ ДУГОВОЙ СВАРКИ сварка дугой прямого действия с присадочным материалом сварка косвенной дугой сварка трехфазной дугой
- 10. СТРОЕНИЕ СВАРОЧНОЙ ДУГИ 1 – катодное нагретое пятно; 2 – катодная зона; 3 – столб дуги;
- 11. Статическая характеристика сварочной дуги Зависимость между напряжением дуги и током (при lд=const) называется статической вольт–амперной характеристикой
- 12. ОСНОВНЫЕ ПОКАЗАТЕЛИ ПРОЦЕССА ДУГОВОЙ СВАРКИ Коэффициент расплавления: , [г/А⋅ч] где αP — коэффициент расплавления; GР —
- 13. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ Основные Сварочный ток; Напряжение дуги; Скорость сварки; Род и полярность тока Дополнительные
- 14. РАСЧЁТ СВАРОЧНОГО ТОКА Зависимость диаметра электрода от толщины свариваемого изделия Расчёт сварочного тока Для нижних швов
- 15. ЗАВИСИМОСТЬ СВАРОЧНОЙ ДУГИ ОТ ДИАМЕТРА ЭЛЕКТРОДА Длина сварочной дуги Удельный ток, приходящийся на один миллиметр диаметра
- 16. СВАРОЧНЫЕ МАТЕРИАЛЫ МАТЕРИАЛЫ СВАРОЧНЫЕ ЭЛЕКТРОДЫ СВАРОЧНАЯ ПРОВОЛОКА
- 18. СОСТАВ ПОКРЫТИЙ И ФУНКЦИИ КОМПОНЕНТОВ Стабилизирующие вещества предназначены для устойчивого горения дуги. К ним относятся соединения
- 19. КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
- 20. КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
- 21. МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
- 22. МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
- 24. Скачать презентацию

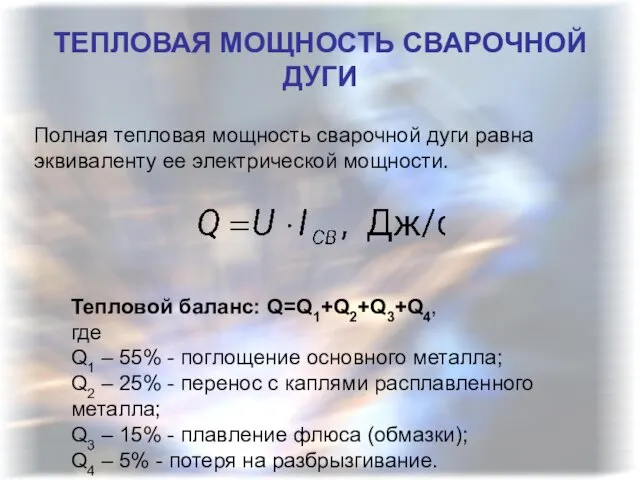
ТЕПЛОВАЯ МОЩНОСТЬ СВАРОЧНОЙ ДУГИ
Тепловой баланс: Q=Q1+Q2+Q3+Q4,
где
Q1 – 55% - поглощение
ТЕПЛОВАЯ МОЩНОСТЬ СВАРОЧНОЙ ДУГИ
Тепловой баланс: Q=Q1+Q2+Q3+Q4,
где
Q1 – 55% - поглощение

ФОРМА ПЕРЕНОСА ЭЛЕКТРОДНОГО МЕТАЛЛА
до 50 А/мм2 – крупные капли;
50…100 А/мм2 –
ФОРМА ПЕРЕНОСА ЭЛЕКТРОДНОГО МЕТАЛЛА
до 50 А/мм2 – крупные капли;
50…100 А/мм2 –


ПРИНЦИПИАЛЬНЫЕ СХЕМЫ СВАРКИ
а – постоянным током;
б – переменным током
1 – деталь;
2
ПРИНЦИПИАЛЬНЫЕ СХЕМЫ СВАРКИ
а – постоянным током;
б – переменным током
1 – деталь;
2
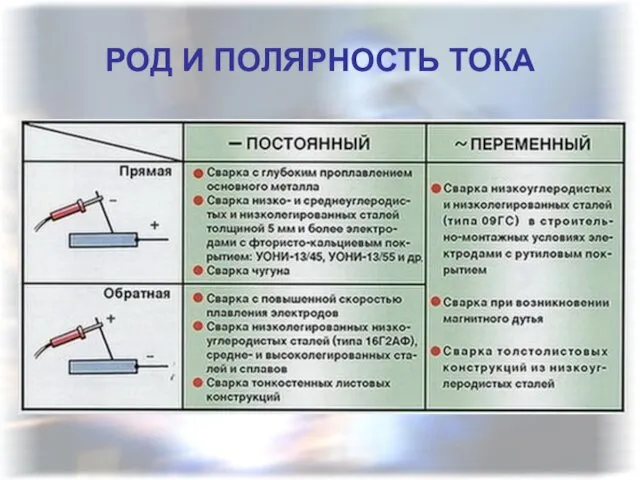
РОД И ПОЛЯРНОСТЬ ТОКА
РОД И ПОЛЯРНОСТЬ ТОКА
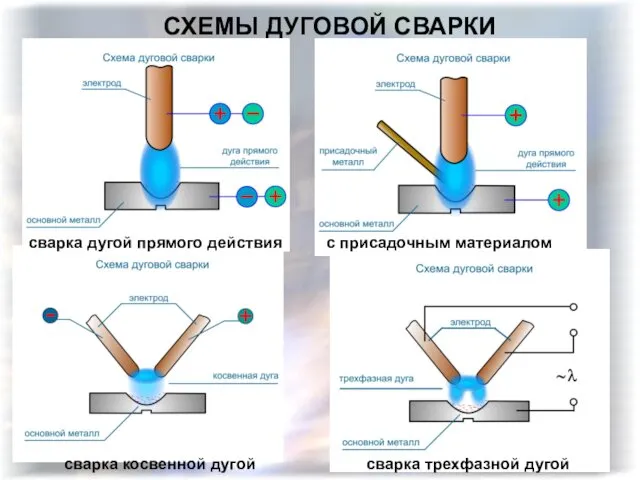
СХЕМЫ ДУГОВОЙ СВАРКИ
сварка дугой прямого действия
с присадочным материалом
сварка косвенной
СХЕМЫ ДУГОВОЙ СВАРКИ
сварка дугой прямого действия
с присадочным материалом
сварка косвенной


СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
1 – катодное нагретое пятно;
2 – катодная зона;
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
1 – катодное нагретое пятно;
2 – катодная зона;

Статическая характеристика сварочной дуги
Зависимость между напряжением дуги и током (при lд=const)
Статическая характеристика сварочной дуги
Зависимость между напряжением дуги и током (при lд=const)
![ОСНОВНЫЕ ПОКАЗАТЕЛИ ПРОЦЕССА ДУГОВОЙ СВАРКИ Коэффициент расплавления: , [г/А⋅ч] где](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/25400/slide-11.jpg)
ОСНОВНЫЕ ПОКАЗАТЕЛИ ПРОЦЕССА ДУГОВОЙ СВАРКИ
Коэффициент расплавления:
, [г/А⋅ч]
где αP — коэффициент расплавления;
ОСНОВНЫЕ ПОКАЗАТЕЛИ ПРОЦЕССА ДУГОВОЙ СВАРКИ
Коэффициент расплавления:
, [г/А⋅ч]
где αP — коэффициент расплавления;
РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
Основные
Сварочный ток;
Напряжение дуги;
Скорость сварки;
Род и полярность тока
Дополнительные
Положение шва в пространстве;
Число
РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
Основные
Сварочный ток;
Напряжение дуги;
Скорость сварки;
Род и полярность тока
Дополнительные
Положение шва в пространстве;
Число
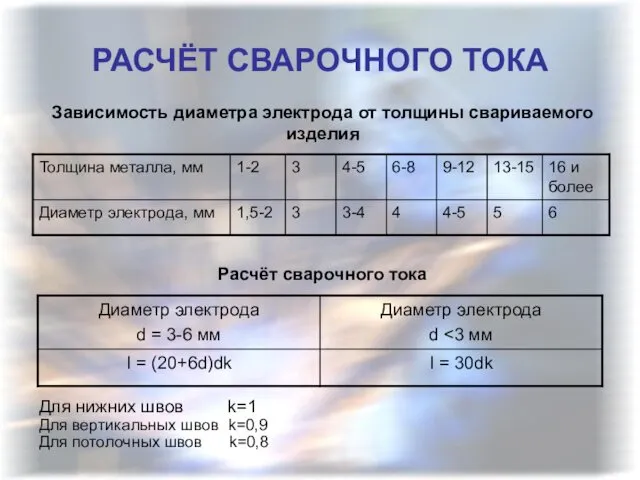
РАСЧЁТ СВАРОЧНОГО ТОКА
Зависимость диаметра электрода от толщины свариваемого изделия
Расчёт сварочного тока
Для
РАСЧЁТ СВАРОЧНОГО ТОКА
Зависимость диаметра электрода от толщины свариваемого изделия
Расчёт сварочного тока
Для
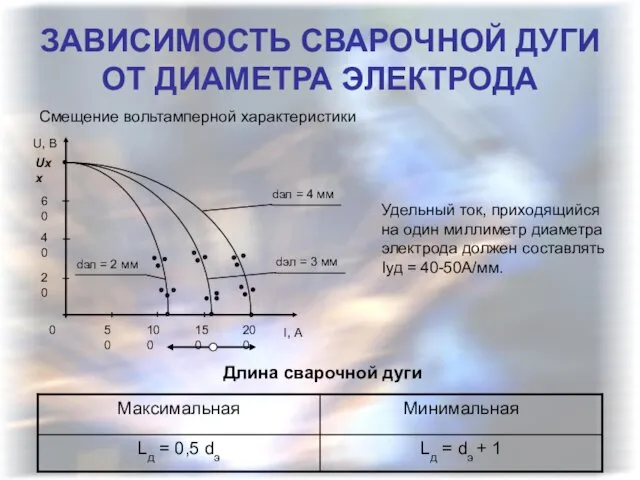
ЗАВИСИМОСТЬ СВАРОЧНОЙ ДУГИ ОТ ДИАМЕТРА ЭЛЕКТРОДА
Длина сварочной дуги
Удельный ток, приходящийся на
ЗАВИСИМОСТЬ СВАРОЧНОЙ ДУГИ ОТ ДИАМЕТРА ЭЛЕКТРОДА
Длина сварочной дуги
Удельный ток, приходящийся на

СВАРОЧНЫЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
СВАРОЧНЫЕ
ЭЛЕКТРОДЫ
СВАРОЧНАЯ
ПРОВОЛОКА
СВАРОЧНЫЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
СВАРОЧНЫЕ
ЭЛЕКТРОДЫ
СВАРОЧНАЯ
ПРОВОЛОКА

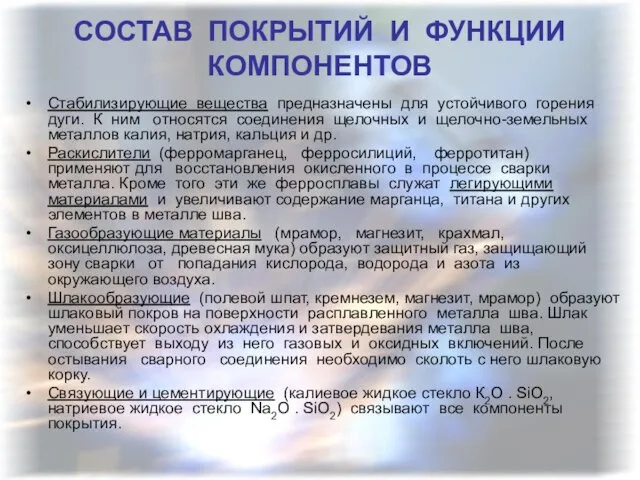
СОСТАВ ПОКРЫТИЙ И ФУНКЦИИ КОМПОНЕНТОВ
Стабилизирующие вещества предназначены для устойчивого горения
СОСТАВ ПОКРЫТИЙ И ФУНКЦИИ КОМПОНЕНТОВ
Стабилизирующие вещества предназначены для устойчивого горения
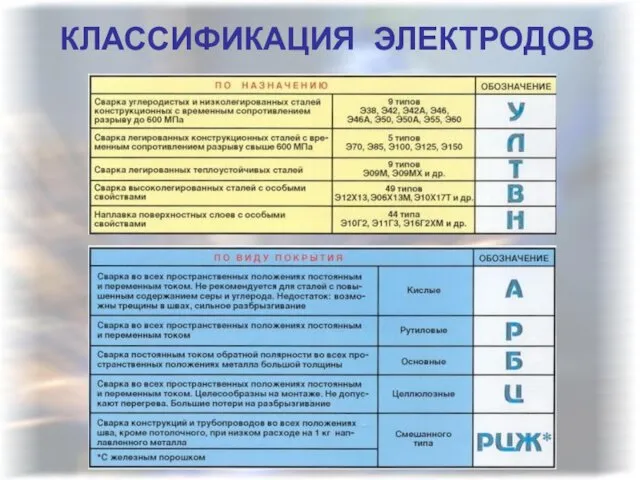
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
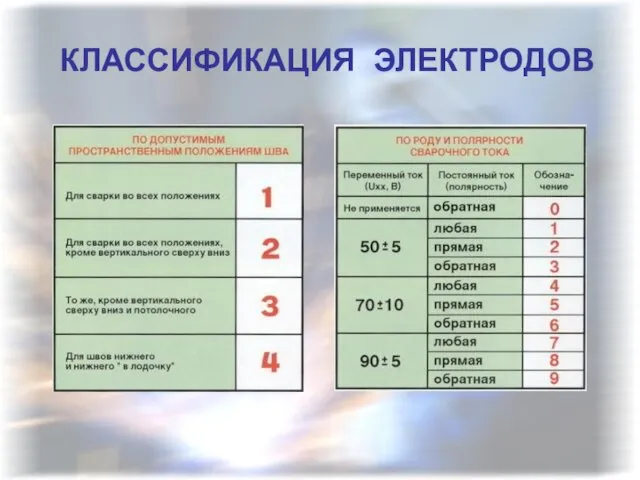
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
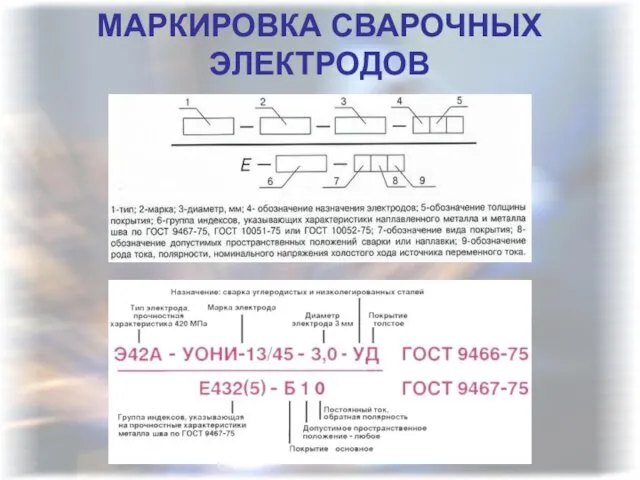
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
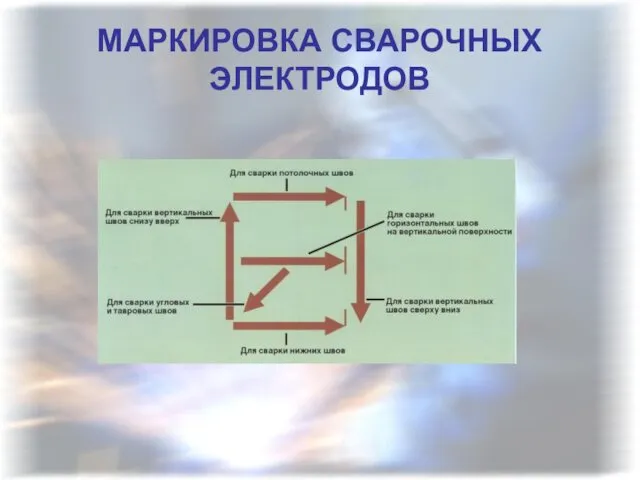
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
 Презентация Организация театрализованной деятельности в детском саду
Презентация Организация театрализованной деятельности в детском саду Скажи здоровью Да!
Скажи здоровью Да! Городской семинар Организация и функционирование психолого-медико-педагогического консилиумами образовательной организации. Включение детей с ОВЗ в образовательное пространство
Городской семинар Организация и функционирование психолого-медико-педагогического консилиумами образовательной организации. Включение детей с ОВЗ в образовательное пространство Мировой океан и его части
Мировой океан и его части PREZENTATsIYa_ZUEVA-2
PREZENTATsIYa_ZUEVA-2 Организация просветительской работы по профилактике безопасности несовершеннолетних
Организация просветительской работы по профилактике безопасности несовершеннолетних PHP. Реферат по информатике
PHP. Реферат по информатике Как построить бизнес в Интернете
Как построить бизнес в Интернете Бактерии. Место бактерий в системе органического мира
Бактерии. Место бактерий в системе органического мира Дошкольное образование в Великобритании.
Дошкольное образование в Великобритании. Энергоснабжение. Договор энергоснабжения
Энергоснабжение. Договор энергоснабжения Проблемы мобильного гейминга и возможные пути их решения
Проблемы мобильного гейминга и возможные пути их решения Я, ты, Интернет-проблем нет!
Я, ты, Интернет-проблем нет! Строительная компания АРТ Строй
Строительная компания АРТ Строй Поставщик отказался от исполнения/заключения контракта
Поставщик отказался от исполнения/заключения контракта Надкласс рыбы
Надкласс рыбы Мой любимый певец, Lil Peep
Мой любимый певец, Lil Peep Құрақты шитті мақтаны тазалау
Құрақты шитті мақтаны тазалау Нарушение опорно-двигательного аппарата
Нарушение опорно-двигательного аппарата Air Cargo Overview
Air Cargo Overview День качества
День качества Мировой океан
Мировой океан Дослідження габітусу і шкіри тварин
Дослідження габітусу і шкіри тварин Магистры Тема 2
Магистры Тема 2 Магия в первобытной культуре. Виды, приемы, механизмы
Магия в первобытной культуре. Виды, приемы, механизмы Что такое почва
Что такое почва Организация работы прививочного кабинета
Организация работы прививочного кабинета Презентация АЧИИ
Презентация АЧИИ