- Особенности авиастроения

Содержание
- 2. Тема 1:Особенности Авиастроения Основные понятия и определения Специфические особенности производства: Большая номенклатура и многодетальность Большая номенклатура
- 3. Технология- наука о методах и средствах производства. Цель - получение наиболее рациональных режимов и параметров обработки
- 4. Технологическим процессом (ТП) называется часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета
- 5. Схема членения ТП на составляющие части Технологическая операция - законченная часть технологического процесса, выполняемая на одном
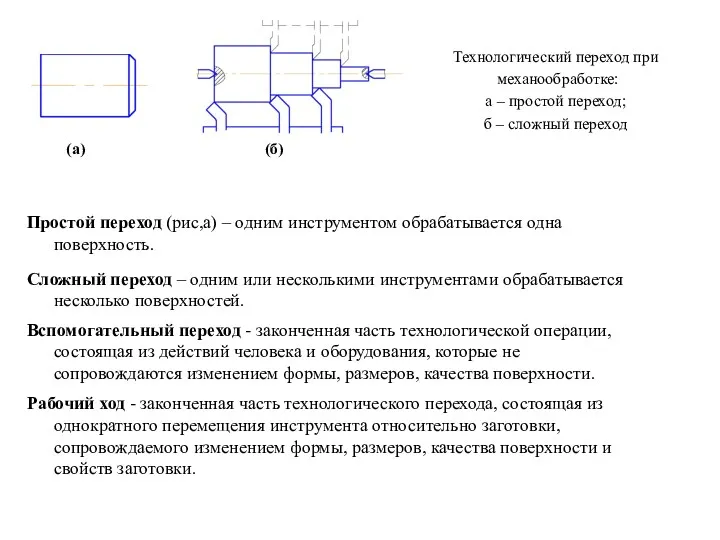
- 6. (а) Технологический переход при механообработке: а – простой переход; б – сложный переход (б) Простой переход
- 7. Установом называется часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки и собираемого объекта. Позицией называется
- 8. Концентрация и дифференциация операций 1. Дифференциации, когда количество обрабатываемых поверхностей в одной операции уменьшается, а количество
- 9. Средства выполнения технологических процессов Технологическим оборудованием называют орудия производства, необходимые для выполнения определенной части ТП, в
- 10. Технико-экономические показатели совершенства технологических процессов Оценка степени совершенства ТП определяется совокупностью ряда технико-экономических показателей: качеством продукции
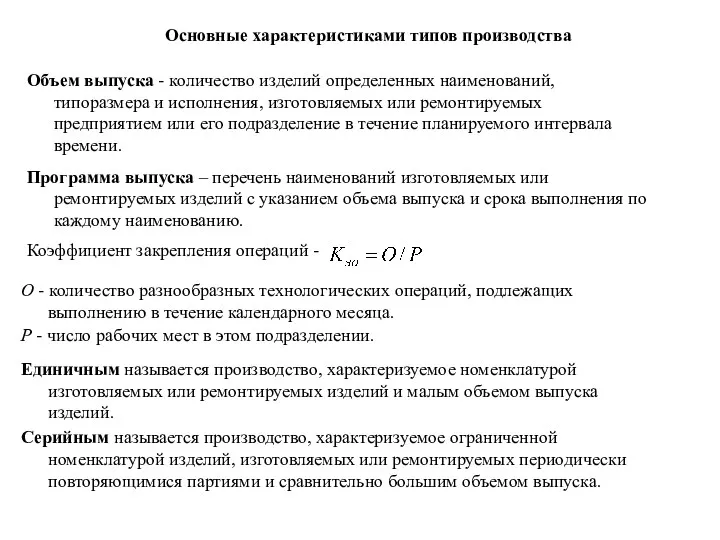
- 11. Основные характеристиками типов производства Объем выпуска - количество изделий определенных наименований, типоразмера и исполнения, изготовляемых или
- 12. Такт выпуска – это период времени, через который периодически производится выпуск изделия одного наименования, типоразмера или
- 13. Общий вид цехов основного производства:
- 17. В целях увязки технологических процессов изготовления частей ЛА проектирование общего технологического процесса его изготовления производится в
- 18. 2 Конструктивно-технологическое членение планера летательного аппарата Конструктивно-технологическое членение планера самолета Ту-330.
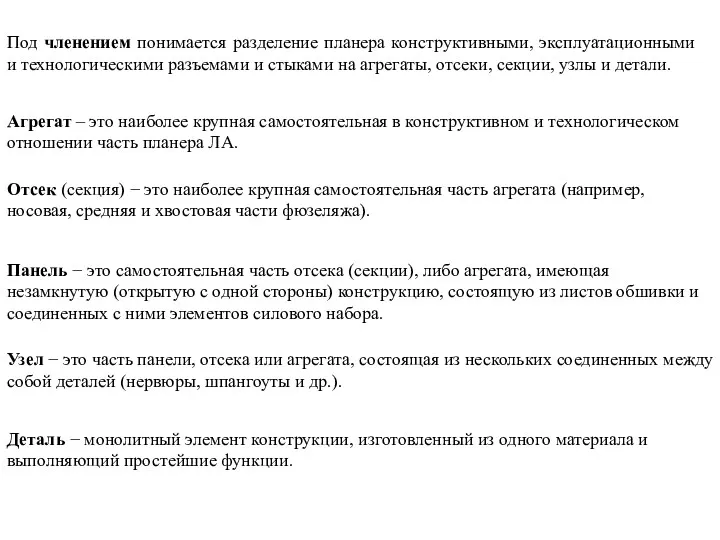
- 19. Под членением понимается разделение планера конструктивными, эксплуатационными и технологическими разъемами и стыками на агрегаты, отсеки, секции,
- 20. Конструктивно-технологическое членение планера самолета: 1 - фюзеляж; 2 -крыло; 3 - предкрылки; 4 - щиток АУК;
- 21. Упрощенная принципиальная схема членения планера ЛА на составляющие части Принципиальная схема преобразования исходных материалов в планер
- 22. Разъем – соединение, позволяющее некоторые перемещения или полное отсоединение одного агрегата (узла) от другого без повреждения
- 23. Схема технологического членения крыла: С – секции; П – панели; Л – лонжероны; Н – нервюры
- 25. Схема членения и сборка отсеков фюзеляжа: а – узловая сборка; б – общая сборка; 1 –
- 26. 3 Номенклатура и классификация тонкостенных деталей используемые в авиастроении, выбор материала авиационных конструкций Типовые тонкостенные детали
- 27. Схема классификации профильных деталей
- 28. Рис.3.3. Схема классификации деталей из панелей
- 29. Структура и значность кода имеет следующий вид: ХХХ ХХ Х Размерная характеристика Группа материала Вид детали
- 30. Выбор материала авиационных конструкций Установившиеся температуры поверхности самолета при скорости полета М = 3 на высоте
- 31. Таблица 3.1
- 32. Применение ПКМ в конструкции пассажирского самолета Ту-204:1- носок киля; 2 -обшивка киля; 3 - руль высоты;
- 33. 4 Технологическая характеристика применяемых материалов Структура применения материалов на самолете АН-148/АН-158
- 34. Применение неметаллических материалов в конструкции самолета Ту-204: 1 – гибрид угле-органопластик (затушевано); 2 – органопластик; 3
- 35. Применение ПКМ в конструкции транспортного самолета Ан-124
- 37. Применимость полимерных композиционных материалов (ПКМ) в конструкциях современных отечественных ЛА ориентировочно составляет: пассажирские самолеты 10... 15%
- 38. Композиционные материалы в конструкции АН-148
- 39. Совершенствование авиационной техники за счет новых материалов Общие критерии качества конструкционных материалов
- 40. Потребление полимерных композиционных материалов в различных отраслях народного хозяйства:а - мировое потребление ПКМ (2005 г.); б
- 41. При проектировании, изготовлении и отработке элементов конструкций из композиционных материалов необходимо : − располагать расчетными методиками,
- 42. 5 Качество промышленной продукции, технологичность конструкции При анализе качества изделий используется восемь групп показателей качества: показатели
- 43. Схема формирования качества самолета
- 44. Технологичность конструкции Технологичность – свойство конструкции, заложенное в ней при проектировании и позволяющее получать изделие с
- 45. 7)относительная трудоёмкость процесса изготовления по видам работ (литейные, штамповочные, сборочные и др.) 8)коэффициент точности обработки 2.Показатели,
- 46. Общие технологические требования к конструкции самолетов: простота форм поверхности агрегатов; рациональное членение конструкции самолетов; возможно более
- 47. Технологичность конструкции Структурные составляющие технологичности конструкции машины
- 48. Система обеспечения качества аэродинамических поверхностей
- 49. Тема 3:ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЛА И ОБЩИЕ ПРИНЦИПЫ ВЫБОРА ОПТИМАЛЬНОГО ВАРИАНТА Виды технологических процессов
- 50. Степень детализации технологических процессов. По степени детализации ГОСТ 14.302-73 предусматривает деление ТП на маршрутные, операционные и
- 51. Схема разработки маршрутно-операционного технологического процесса
- 52. Тема 4:ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ЛА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ Классификация технологических процессов Все ТП делятся на
- 53. Рис.9.1. Классификация заготовительно-обработочных технологических процессов
- 54. Рис.9.2. Классификация процессов холодного деформирования
- 55. Рис.9.3. Классификация основных операций листовой штамповки: 1 - деталь, 2- заготовка, 3 – отход.
- 56. Тема 5:ПРОЦЕССЫ РАСКРОЯ ПОЛУФАБРИКАТОВ НА ЗАГОТОВКИ И ИЗГОТОВЛЕНИЕ ПЛОСКИХ ДЕТАЛЕЙ Способы и средства получения плоских деталей
- 57. Станок «TRUMATIC 2000-R» для вырубки, высечки и пластического формообразования
- 58. Схема классификаций раскройных работ
- 59. Резка на роликовых (дисковых) ножницах. Рис.12.4. Схема резки на роликовых (дисковых) ножницах: 1 – верхний ролик;
- 60. Вырезка штампами на прессах (вырубка и пробивка). Рис.12.6. Классификация штампов по характеру действия: а – простой;
- 61. Рис.12.7. Схема штампа для осуществления разделительных операций 1 – выталкиватель; 2 – заготовка; 3 – съемник;
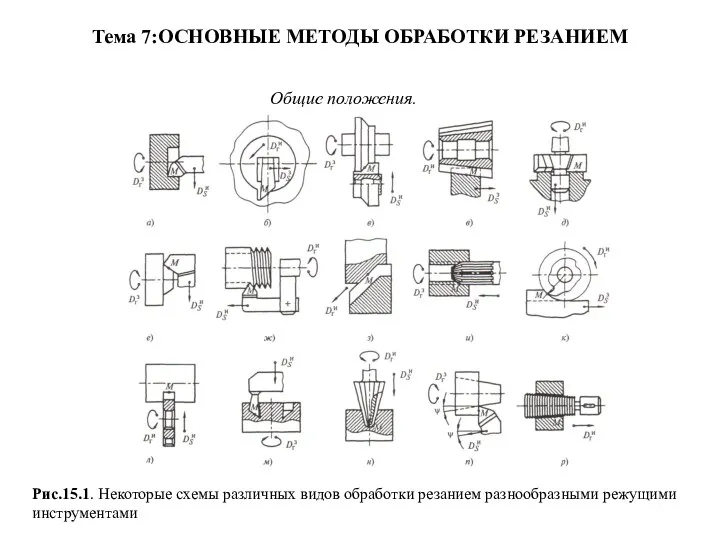
- 65. Тема 7:ОСНОВНЫЕ МЕТОДЫ ОБРАБОТКИ РЕЗАНИЕМ Общие положения. Рис.15.1. Некоторые схемы различных видов обработки резанием разнообразными режущими
- 66. Методы обработки резанием являются универсальными методами размерной обработки заготовок, позволяющими обрабатывать (и получать) поверхности деталей различных
- 67. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и
- 68. Рис. 2. Схема процесса удаления материала резанием (область пластических деформаций заштрихована): 1 - заготовка; 2 -
- 69. Режимы резания, шероховатость поверхности. Скорость резания Подача Глубина резания Рис. 4. Схемы обтачивания (а) 1 –
- 70. Фрезерование. Рис. 6. Схемы фрезерования: а, б – обработка цилиндрическими фрезами; в – обработка профилированной фрезой
- 71. Шлифование. Хонингование. а) б) в) Рис 8. Схемы наружного круглого шлифования: а – с большой продольной
- 72. Полирование (суперфиниш) Рис. 10. Схема хонингования: 1 – корпус хона; 2 – абразивный брусок; 3 –
- 73. Рис. 13. Структурная схема технологической системы обработки
- 74. Алгоритм проектирования ТП механообработки
- 76. Скачать презентацию
Тема 1:Особенности Авиастроения
Основные понятия и определения
Специфические особенности производства:
Большая номенклатура и многодетальность
Большая
Тема 1:Особенности Авиастроения
Основные понятия и определения
Специфические особенности производства:
Большая номенклатура и многодетальность
Большая
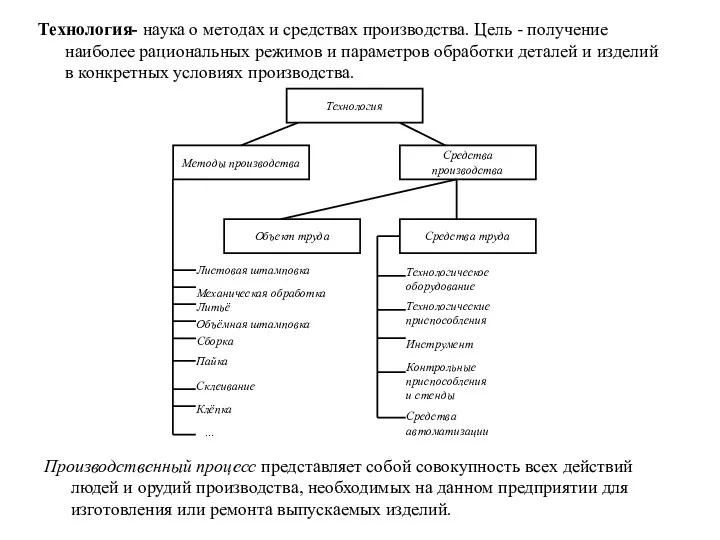
Технология- наука о методах и средствах производства. Цель - получение наиболее
Технология- наука о методах и средствах производства. Цель - получение наиболее
Технологическим процессом (ТП) называется часть производственного процесса, содержащая действия по изменению
Технологическим процессом (ТП) называется часть производственного процесса, содержащая действия по изменению
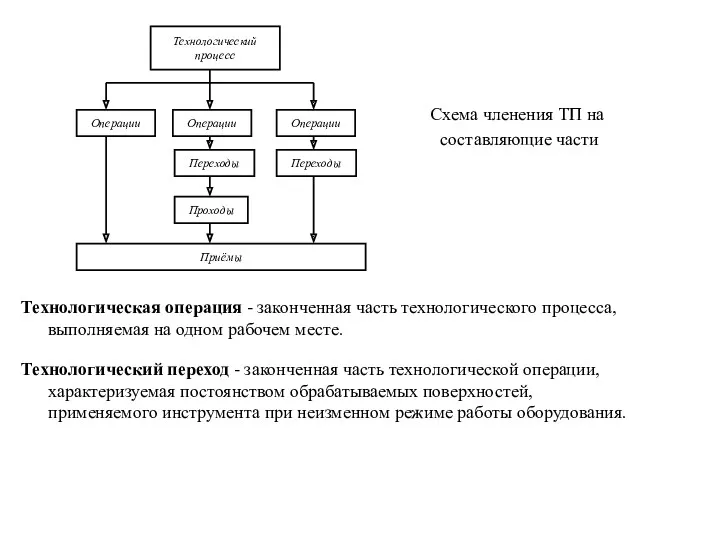
Схема членения ТП на
составляющие части
Технологическая операция - законченная часть технологического
Схема членения ТП на
составляющие части
Технологическая операция - законченная часть технологического
(а)
Технологический переход при
механообработке:
а – простой переход;
б –
(а)
Технологический переход при
механообработке:
а – простой переход;
б –

Установом называется часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки
Установом называется часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки
Концентрация и дифференциация операций
1. Дифференциации, когда количество обрабатываемых поверхностей в одной
Концентрация и дифференциация операций
1. Дифференциации, когда количество обрабатываемых поверхностей в одной
Средства выполнения технологических процессов
Технологическим оборудованием называют орудия производства, необходимые для выполнения
Средства выполнения технологических процессов
Технологическим оборудованием называют орудия производства, необходимые для выполнения
Технико-экономические показатели совершенства технологических процессов
Оценка степени совершенства ТП определяется совокупностью ряда
Технико-экономические показатели совершенства технологических процессов
Оценка степени совершенства ТП определяется совокупностью ряда
Основные характеристиками типов производства
Объем выпуска - количество изделий определенных наименований, типоразмера
Основные характеристиками типов производства
Объем выпуска - количество изделий определенных наименований, типоразмера
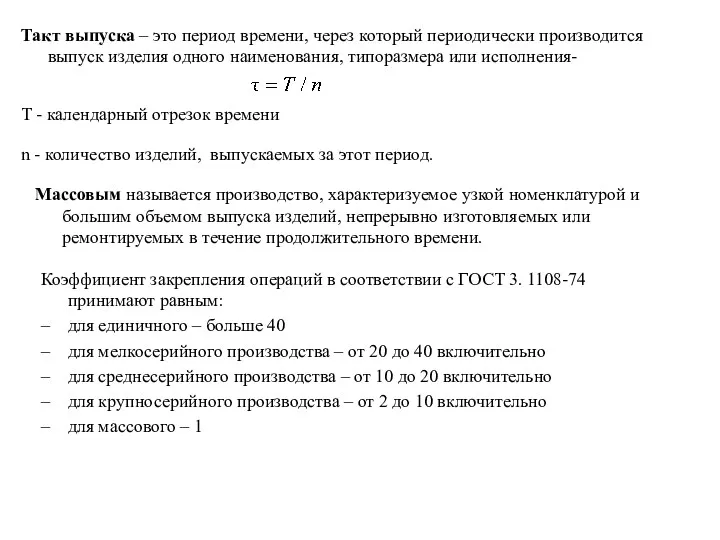
Такт выпуска – это период времени, через который периодически производится выпуск
Такт выпуска – это период времени, через который периодически производится выпуск
Общий вид цехов основного производства:
Общий вид цехов основного производства:



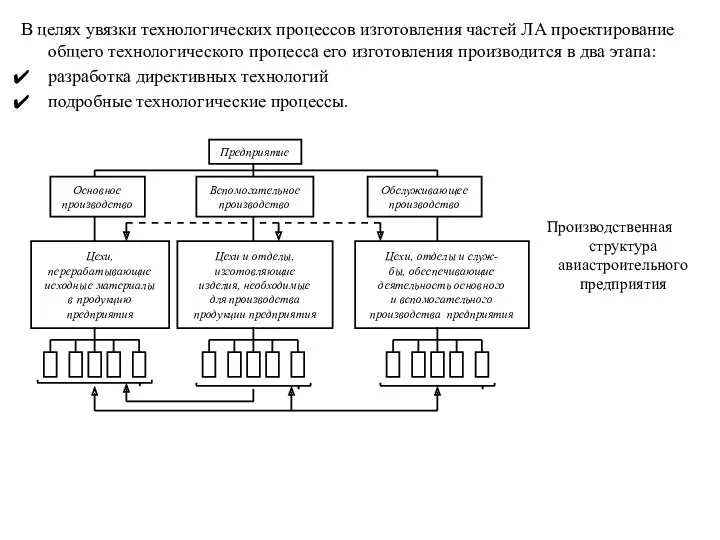
В целях увязки технологических процессов изготовления частей ЛА проектирование общего технологического
В целях увязки технологических процессов изготовления частей ЛА проектирование общего технологического

2 Конструктивно-технологическое членение планера летательного аппарата
Конструктивно-технологическое членение планера самолета Ту-330.
2 Конструктивно-технологическое членение планера летательного аппарата
Конструктивно-технологическое членение планера самолета Ту-330.
Под членением понимается разделение планера конструктивными, эксплуатационными и технологическими разъемами и
Под членением понимается разделение планера конструктивными, эксплуатационными и технологическими разъемами и
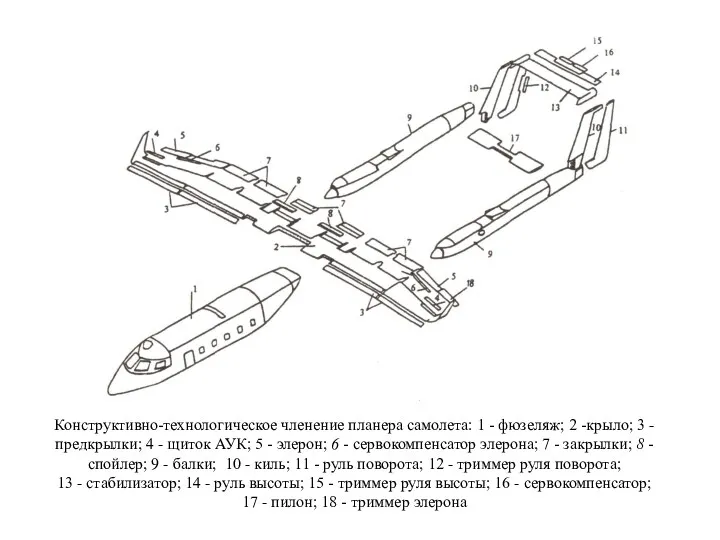
Конструктивно-технологическое членение планера самолета: 1 - фюзеляж; 2 -крыло; 3 -
Конструктивно-технологическое членение планера самолета: 1 - фюзеляж; 2 -крыло; 3 -
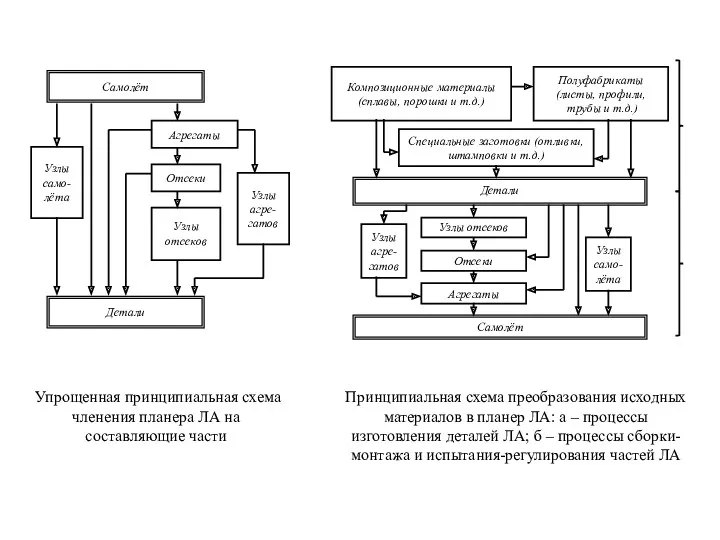
Упрощенная принципиальная схема членения планера ЛА на составляющие части
Принципиальная схема
Упрощенная принципиальная схема членения планера ЛА на составляющие части
Принципиальная схема
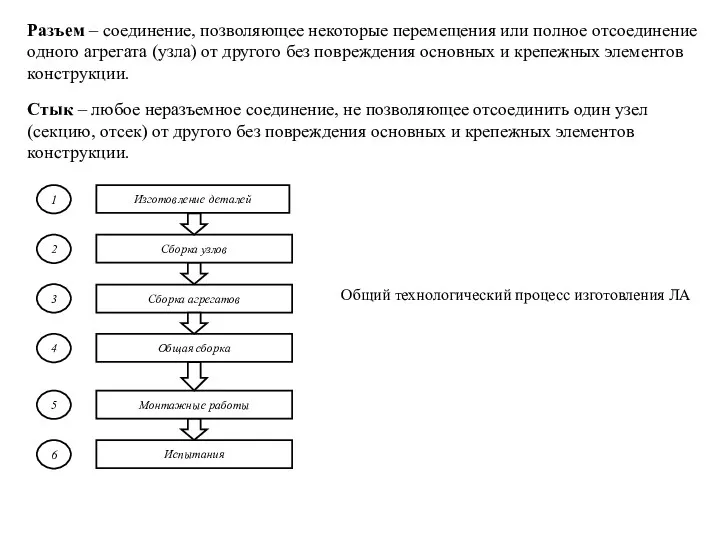
Разъем – соединение, позволяющее некоторые перемещения или полное отсоединение одного агрегата
Разъем – соединение, позволяющее некоторые перемещения или полное отсоединение одного агрегата
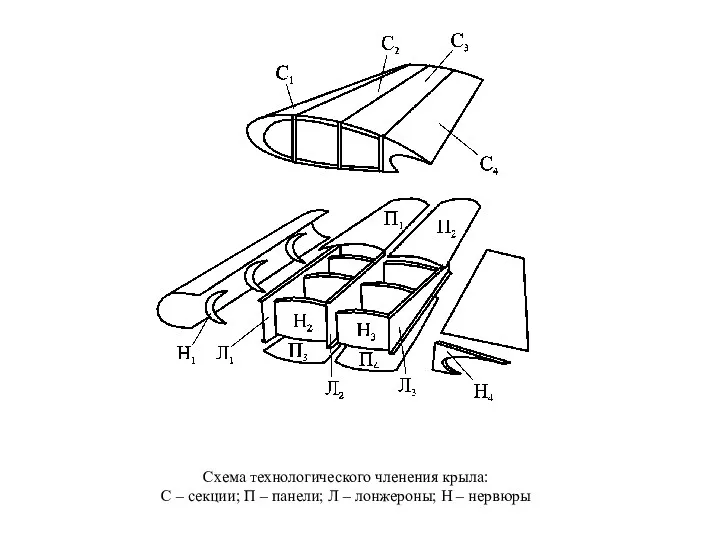
Схема технологического членения крыла:
С – секции; П – панели; Л –
Схема технологического членения крыла:
С – секции; П – панели; Л –
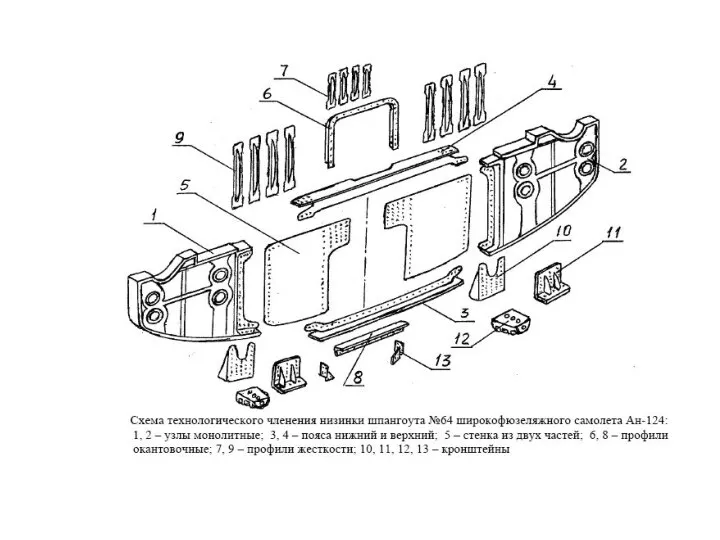
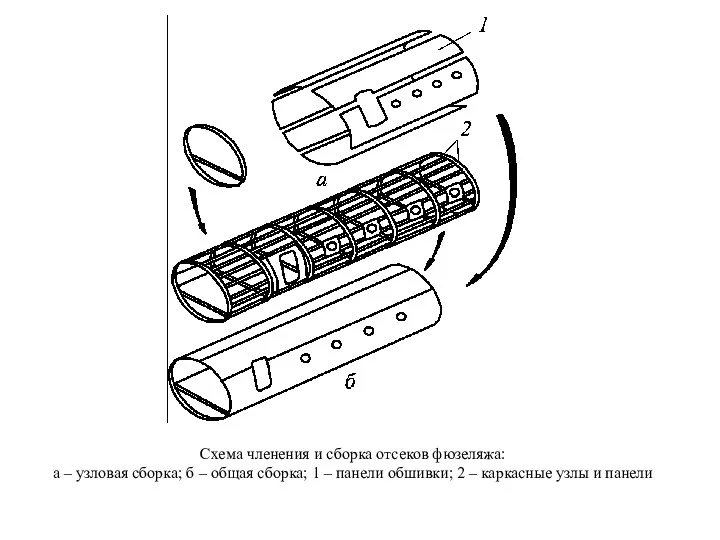
Схема членения и сборка отсеков фюзеляжа:
а – узловая сборка; б –
Схема членения и сборка отсеков фюзеляжа:
а – узловая сборка; б –
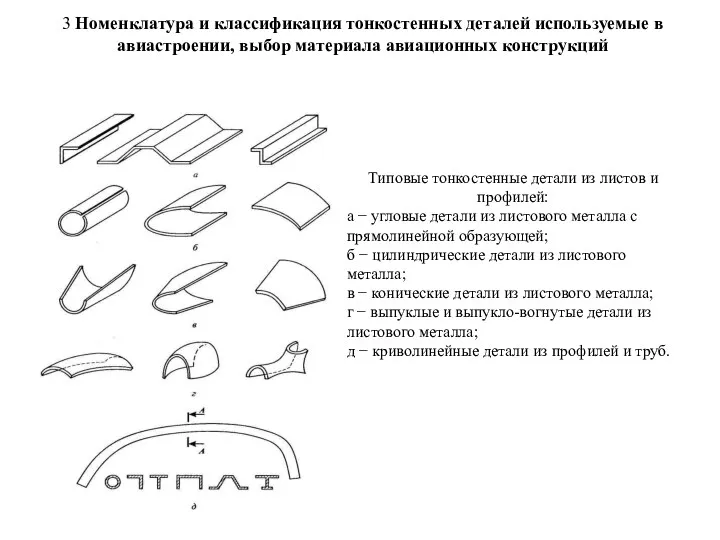
3 Номенклатура и классификация тонкостенных деталей используемые в авиастроении, выбор материала
3 Номенклатура и классификация тонкостенных деталей используемые в авиастроении, выбор материала
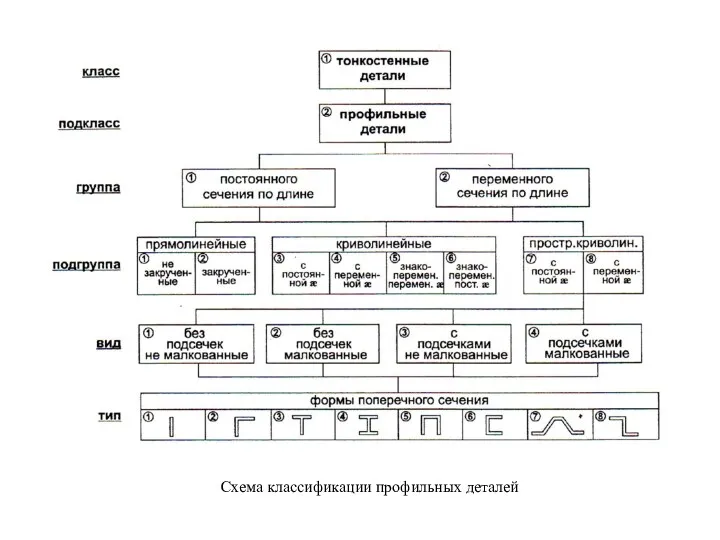
Схема классификации профильных деталей
Схема классификации профильных деталей
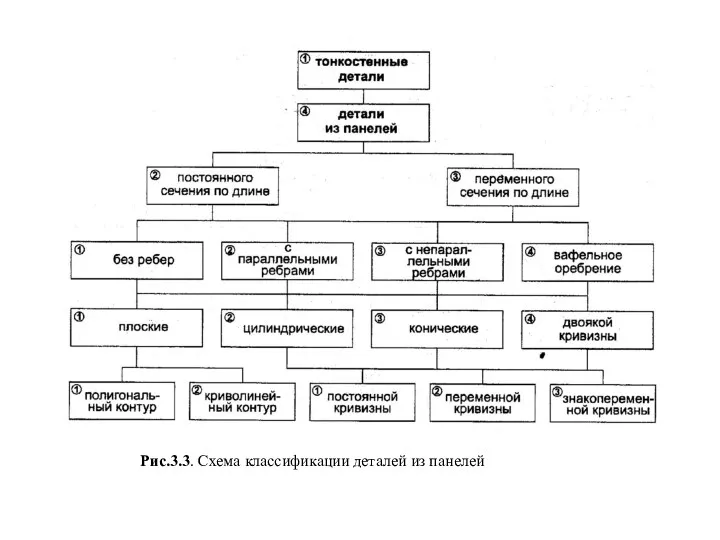
Рис.3.3. Схема классификации деталей из панелей
Рис.3.3. Схема классификации деталей из панелей
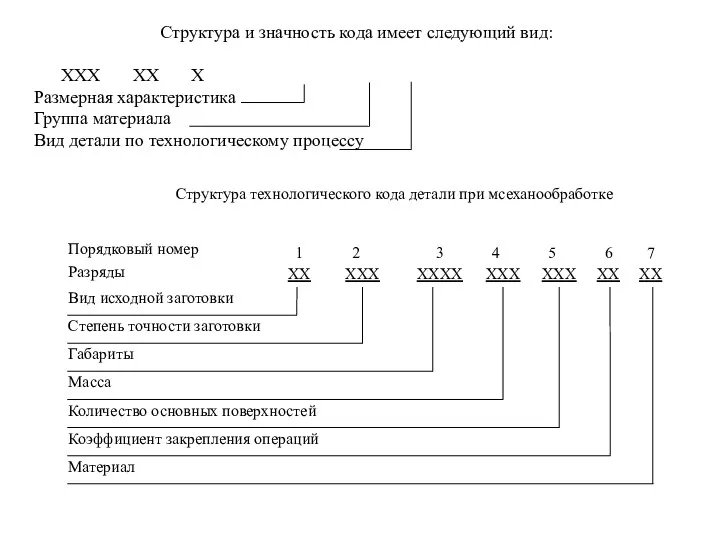
Структура и значность кода имеет следующий вид:
ХХХ ХХ Х
Размерная характеристика
Группа
Структура и значность кода имеет следующий вид:
ХХХ ХХ Х
Размерная характеристика
Группа
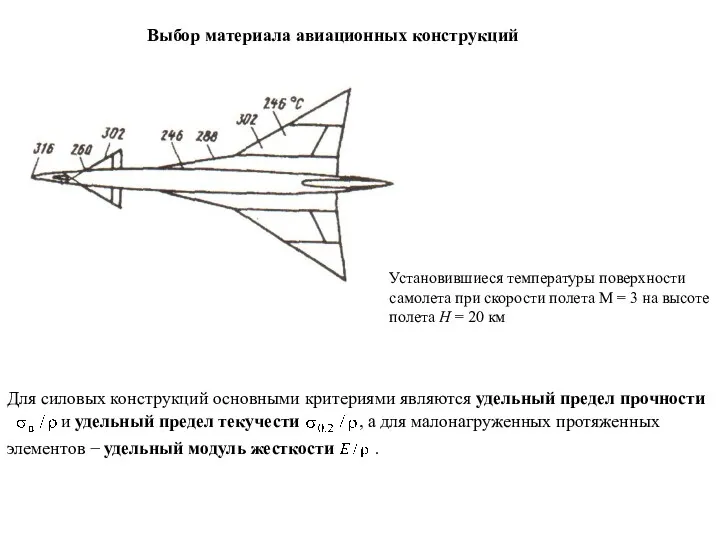
Выбор материала авиационных конструкций
Установившиеся температуры поверхности самолета при скорости полета М = 3
Выбор материала авиационных конструкций
Установившиеся температуры поверхности самолета при скорости полета М = 3
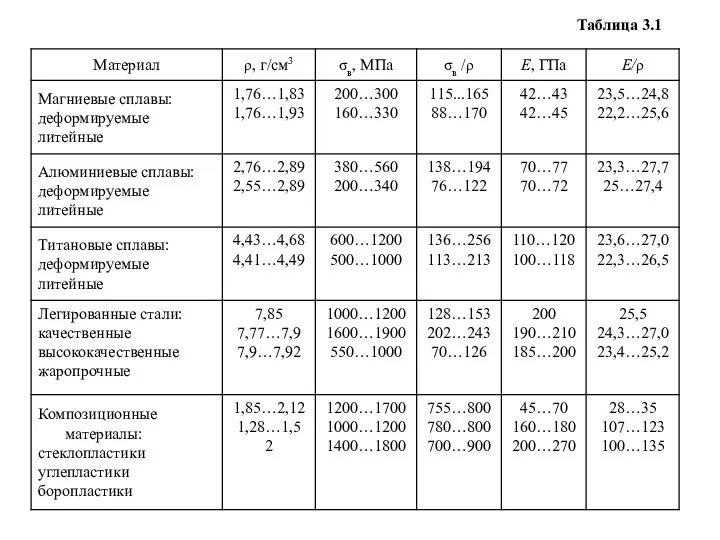
Таблица 3.1
Таблица 3.1
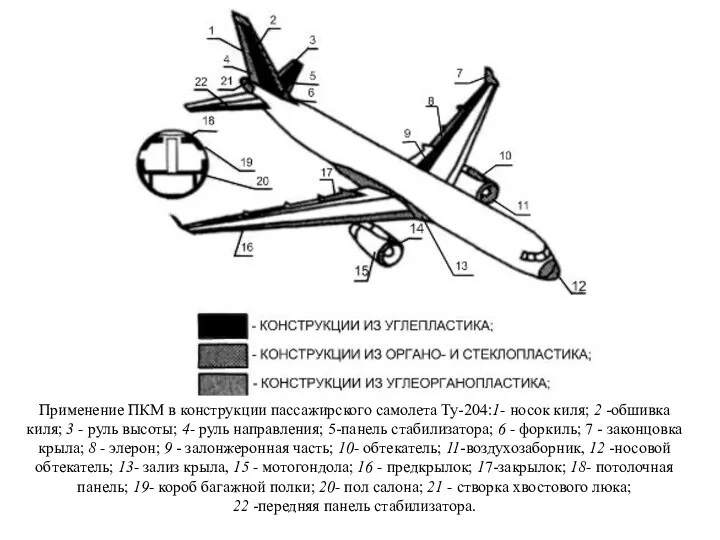
Применение ПКМ в конструкции пассажирского самолета Ту-204:1- носок киля; 2 -обшивка
Применение ПКМ в конструкции пассажирского самолета Ту-204:1- носок киля; 2 -обшивка

4 Технологическая характеристика применяемых материалов
Структура применения материалов на самолете АН-148/АН-158
4 Технологическая характеристика применяемых материалов
Структура применения материалов на самолете АН-148/АН-158
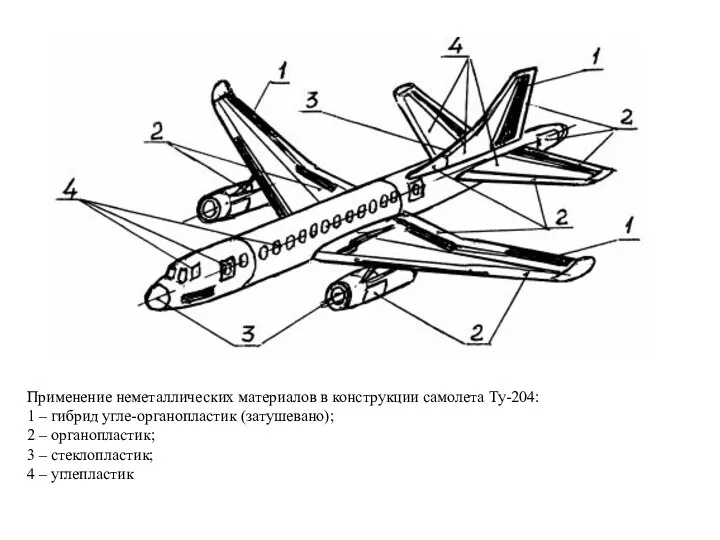
Применение неметаллических материалов в конструкции самолета Ту-204:
1 – гибрид угле-органопластик (затушевано);
Применение неметаллических материалов в конструкции самолета Ту-204:
1 – гибрид угле-органопластик (затушевано);
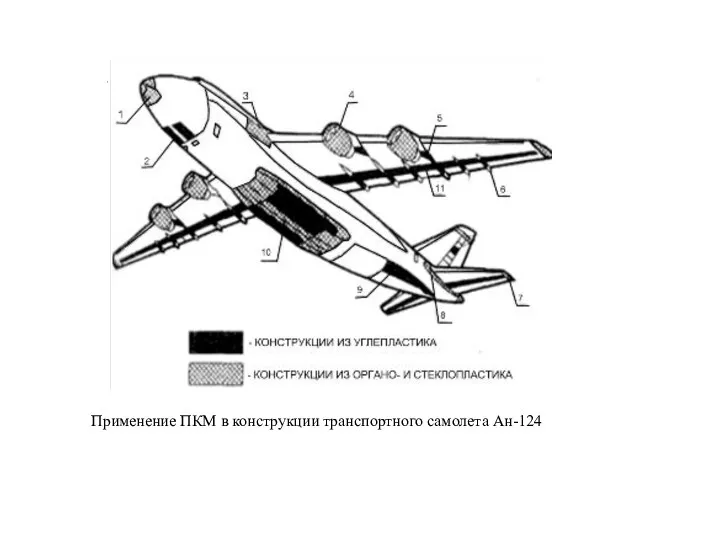
Применение ПКМ в конструкции транспортного самолета Ан-124
Применение ПКМ в конструкции транспортного самолета Ан-124
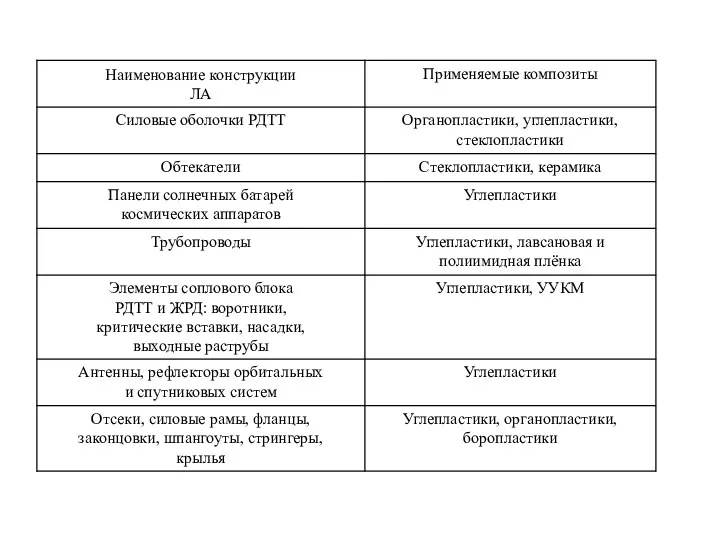
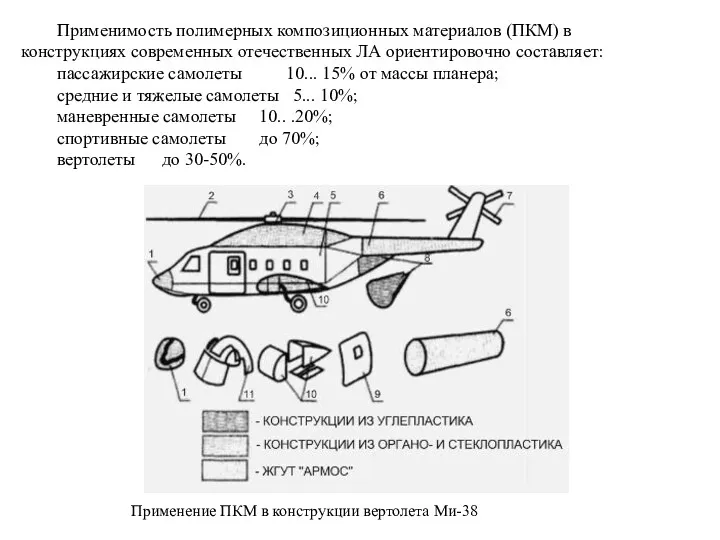
Применимость полимерных композиционных материалов (ПКМ) в конструкциях современных отечественных ЛА ориентировочно
Применимость полимерных композиционных материалов (ПКМ) в конструкциях современных отечественных ЛА ориентировочно

Композиционные материалы в конструкции АН-148
Композиционные материалы в конструкции АН-148

Совершенствование авиационной техники за счет новых материалов
Общие критерии качества конструкционных материалов
Совершенствование авиационной техники за счет новых материалов
Общие критерии качества конструкционных материалов
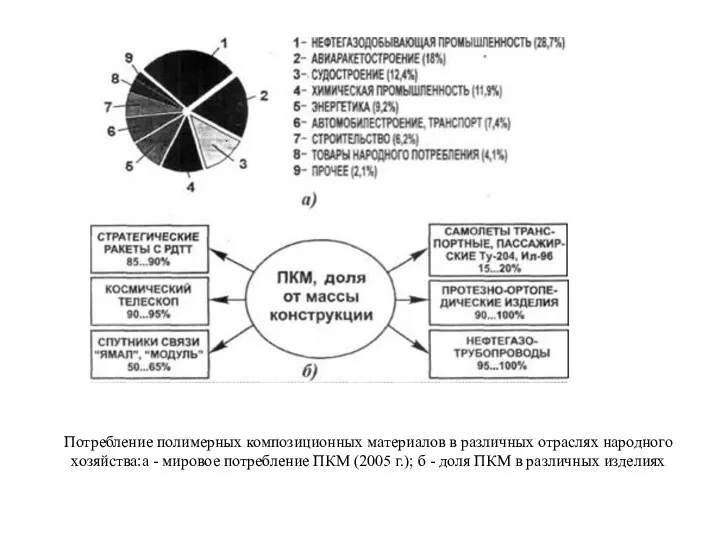
Потребление полимерных композиционных материалов в различных отраслях народного хозяйства:а - мировое
Потребление полимерных композиционных материалов в различных отраслях народного хозяйства:а - мировое
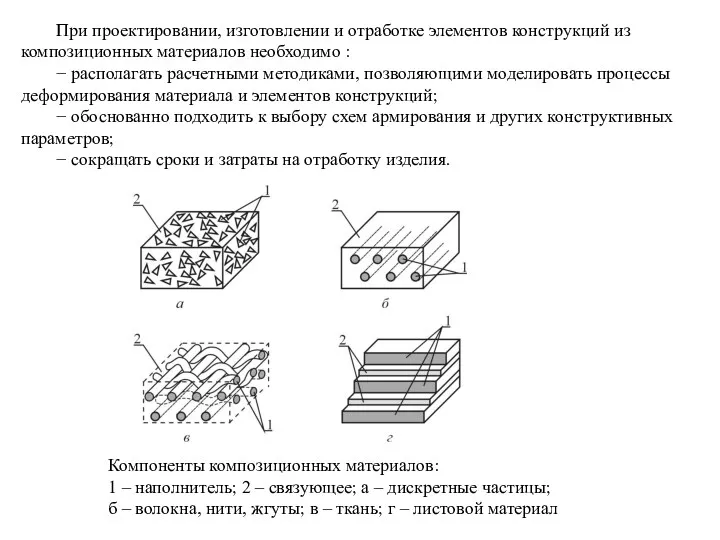
При проектировании, изготовлении и отработке элементов конструкций из композиционных материалов необходимо
При проектировании, изготовлении и отработке элементов конструкций из композиционных материалов необходимо
5 Качество промышленной продукции, технологичность конструкции
При анализе качества изделий используется восемь
5 Качество промышленной продукции, технологичность конструкции
При анализе качества изделий используется восемь
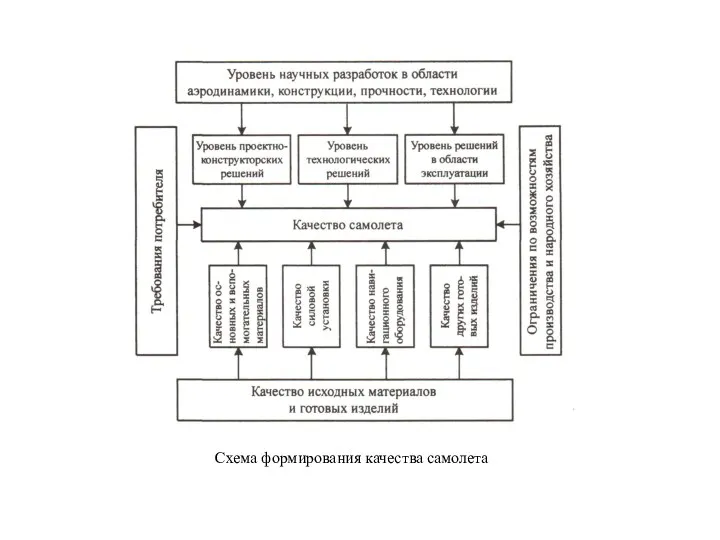
Схема формирования качества самолета
Схема формирования качества самолета
Технологичность конструкции
Технологичность – свойство конструкции, заложенное в ней при проектировании и
Технологичность конструкции
Технологичность – свойство конструкции, заложенное в ней при проектировании и
7)относительная трудоёмкость процесса изготовления по видам работ (литейные, штамповочные, сборочные и
7)относительная трудоёмкость процесса изготовления по видам работ (литейные, штамповочные, сборочные и
Общие технологические требования к конструкции самолетов:
простота форм поверхности агрегатов;
рациональное членение
Общие технологические требования к конструкции самолетов:
простота форм поверхности агрегатов;
рациональное членение

Технологичность конструкции
Структурные составляющие технологичности конструкции машины
Технологичность конструкции
Структурные составляющие технологичности конструкции машины
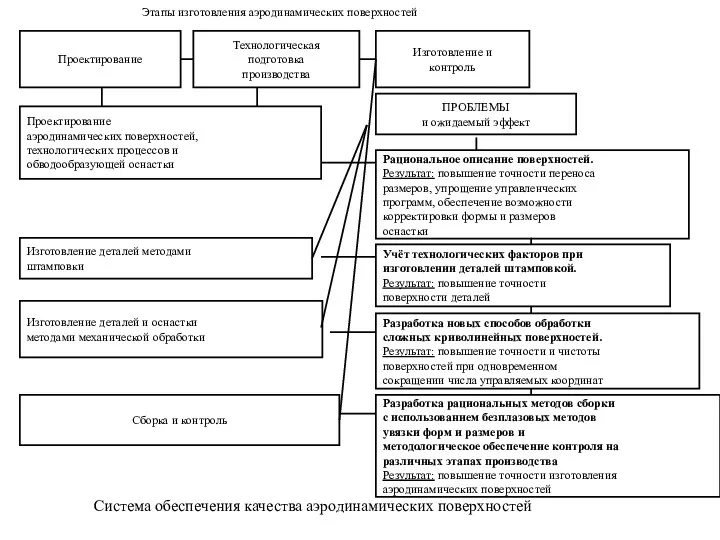
Система обеспечения качества аэродинамических поверхностей
Система обеспечения качества аэродинамических поверхностей
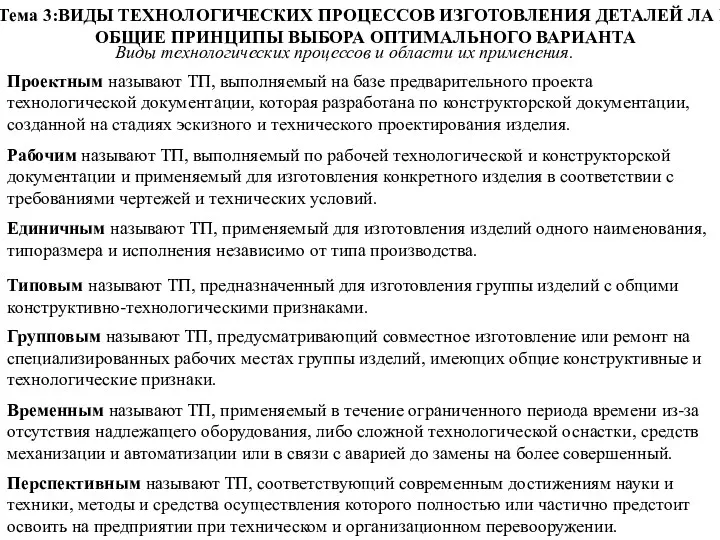
Тема 3:ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЛА И ОБЩИЕ ПРИНЦИПЫ ВЫБОРА
Тема 3:ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЛА И ОБЩИЕ ПРИНЦИПЫ ВЫБОРА
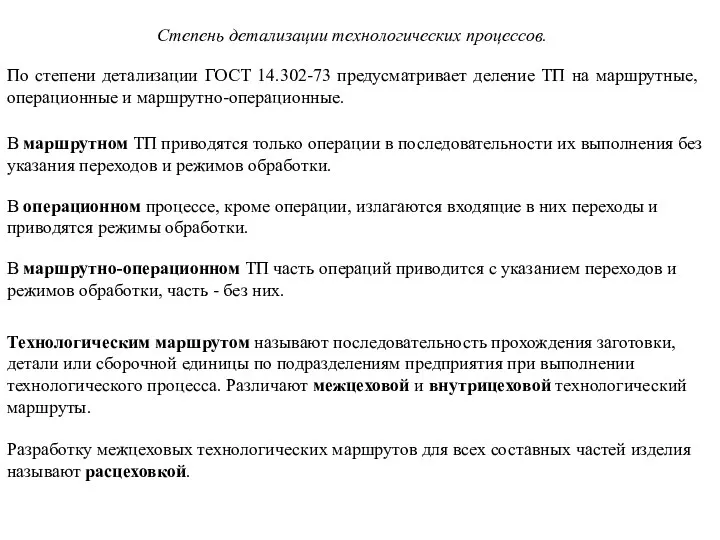
Степень детализации технологических процессов.
По степени детализации ГОСТ 14.302-73 предусматривает деление
Степень детализации технологических процессов.
По степени детализации ГОСТ 14.302-73 предусматривает деление
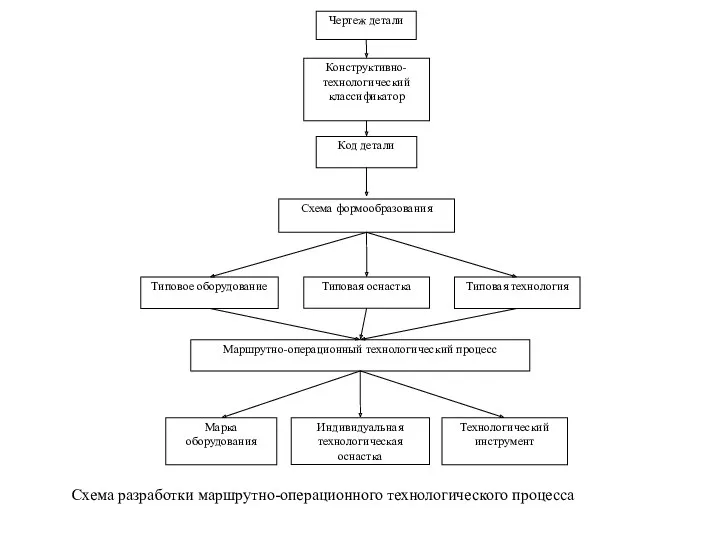
Схема разработки маршрутно-операционного технологического процесса
Схема разработки маршрутно-операционного технологического процесса
Тема 4:ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ЛА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Классификация технологических процессов
Все
Тема 4:ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ЛА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Классификация технологических процессов
Все
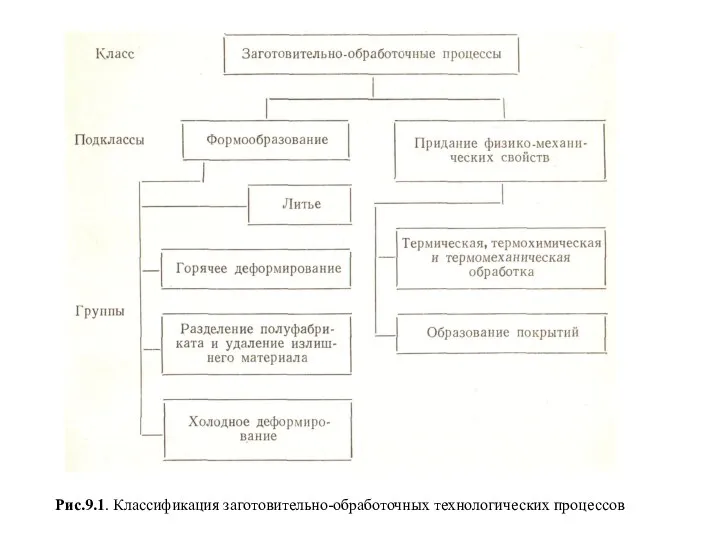
Рис.9.1. Классификация заготовительно-обработочных технологических процессов
Рис.9.1. Классификация заготовительно-обработочных технологических процессов
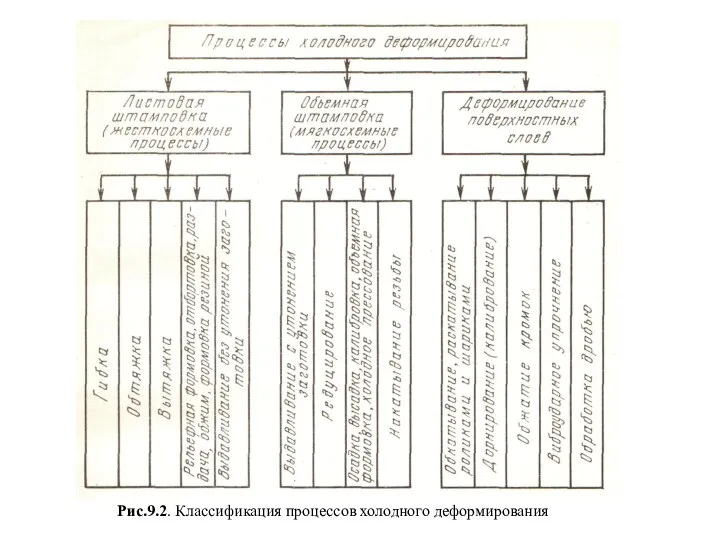
Рис.9.2. Классификация процессов холодного деформирования
Рис.9.2. Классификация процессов холодного деформирования
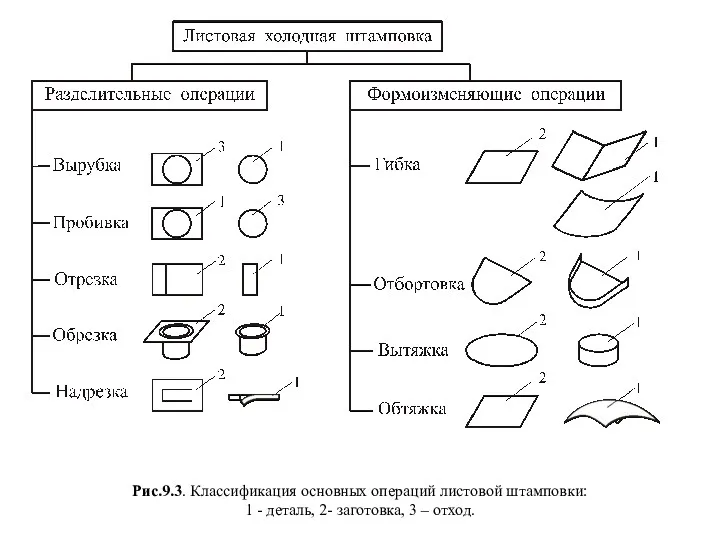
Рис.9.3. Классификация основных операций листовой штамповки:
1 - деталь, 2- заготовка,
Рис.9.3. Классификация основных операций листовой штамповки:
1 - деталь, 2- заготовка,
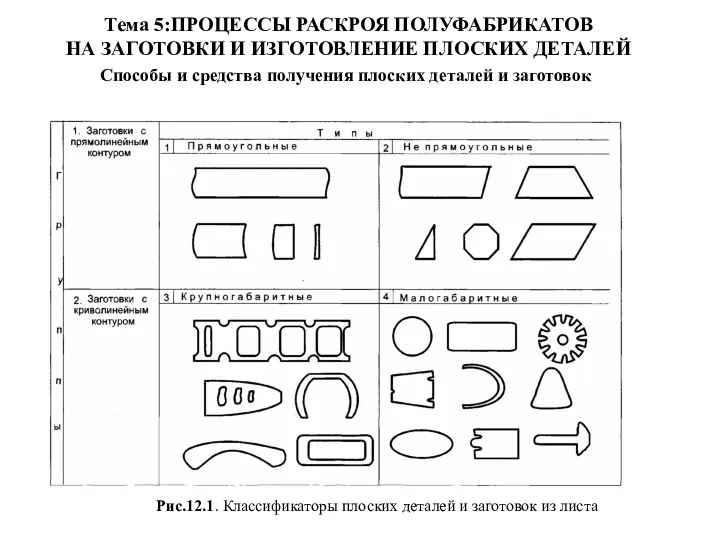
Тема 5:ПРОЦЕССЫ РАСКРОЯ ПОЛУФАБРИКАТОВ
НА ЗАГОТОВКИ И ИЗГОТОВЛЕНИЕ ПЛОСКИХ ДЕТАЛЕЙ
Способы и средства
Тема 5:ПРОЦЕССЫ РАСКРОЯ ПОЛУФАБРИКАТОВ
НА ЗАГОТОВКИ И ИЗГОТОВЛЕНИЕ ПЛОСКИХ ДЕТАЛЕЙ
Способы и средства

Станок «TRUMATIC 2000-R» для вырубки, высечки и пластического формообразования
Станок «TRUMATIC 2000-R» для вырубки, высечки и пластического формообразования
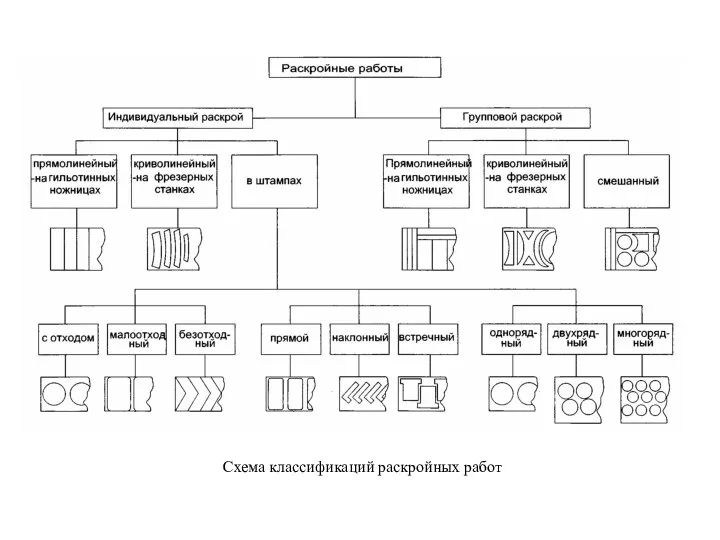
Схема классификаций раскройных работ
Схема классификаций раскройных работ
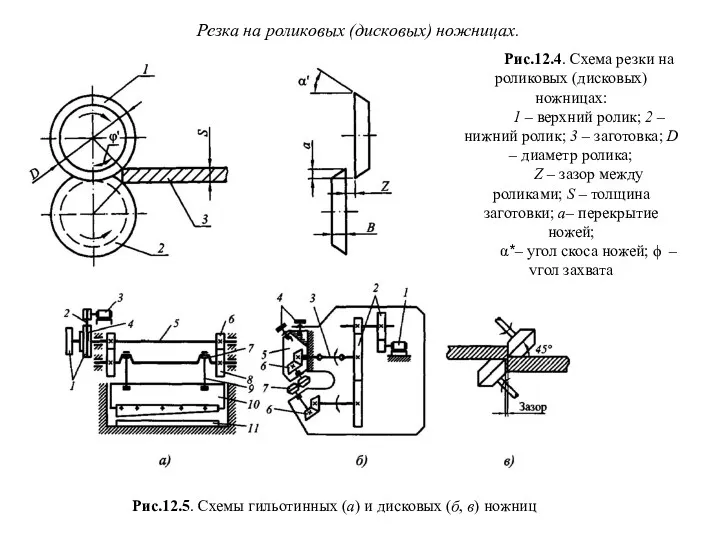
Резка на роликовых (дисковых) ножницах.
Рис.12.4. Схема резки на роликовых (дисковых)
Резка на роликовых (дисковых) ножницах.
Рис.12.4. Схема резки на роликовых (дисковых)
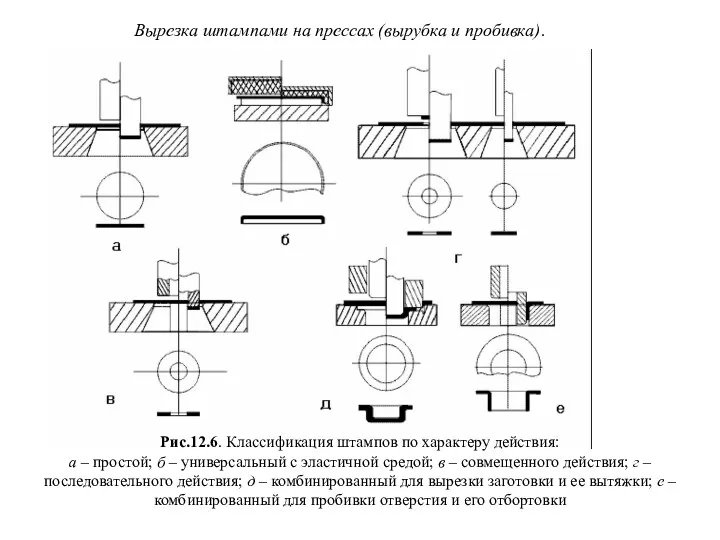
Вырезка штампами на прессах (вырубка и пробивка).
Рис.12.6. Классификация штампов по
Вырезка штампами на прессах (вырубка и пробивка).
Рис.12.6. Классификация штампов по
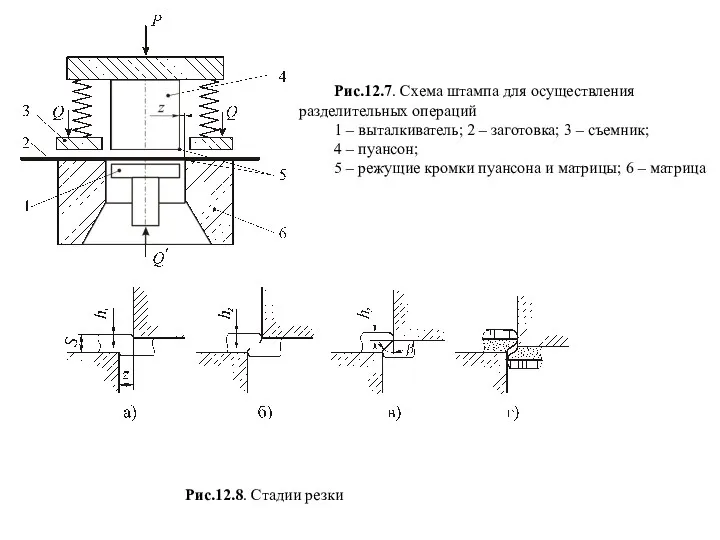
Рис.12.7. Схема штампа для осуществления разделительных операций
1 – выталкиватель; 2 –
Рис.12.7. Схема штампа для осуществления разделительных операций
1 – выталкиватель; 2 –

Тема 7:ОСНОВНЫЕ МЕТОДЫ ОБРАБОТКИ РЕЗАНИЕМ
Общие положения.
Рис.15.1. Некоторые схемы различных видов обработки
Тема 7:ОСНОВНЫЕ МЕТОДЫ ОБРАБОТКИ РЕЗАНИЕМ
Общие положения.
Рис.15.1. Некоторые схемы различных видов обработки
Методы обработки резанием являются универсальными методами размерной обработки заготовок, позволяющими обрабатывать
Методы обработки резанием являются универсальными методами размерной обработки заготовок, позволяющими обрабатывать
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке
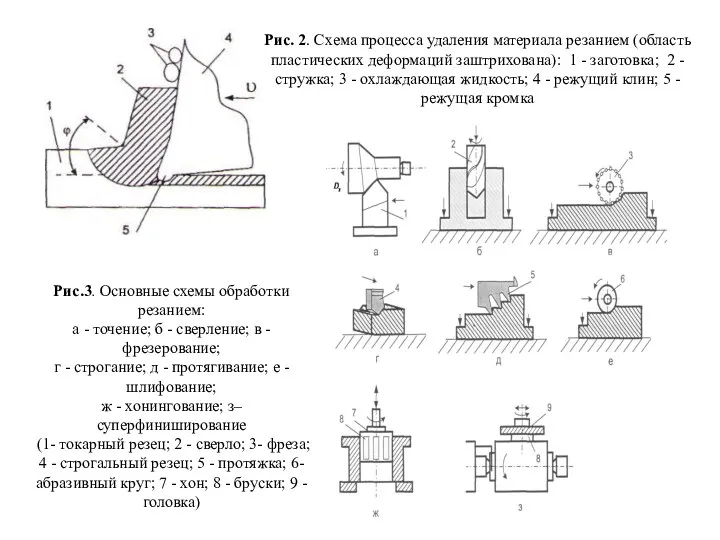
Рис. 2. Схема процесса удаления материала резанием (область пластических деформаций заштрихована):
Рис. 2. Схема процесса удаления материала резанием (область пластических деформаций заштрихована):
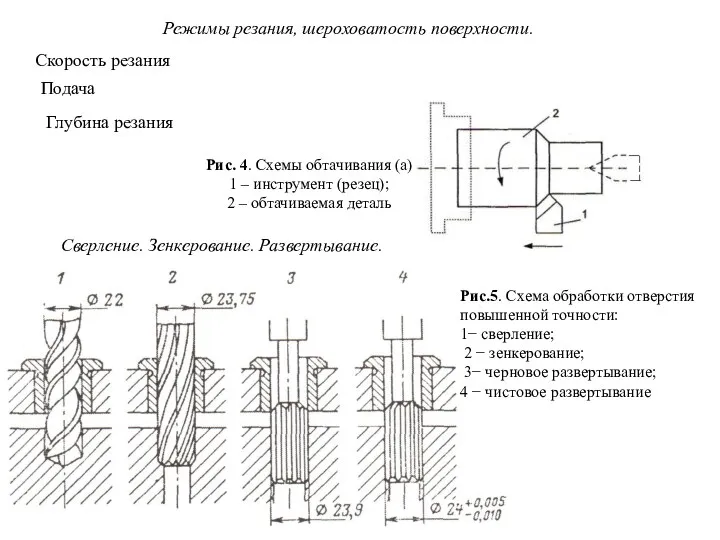
Режимы резания, шероховатость поверхности.
Скорость резания
Подача
Глубина резания
Рис. 4. Схемы обтачивания
Режимы резания, шероховатость поверхности.
Скорость резания
Подача
Глубина резания
Рис. 4. Схемы обтачивания
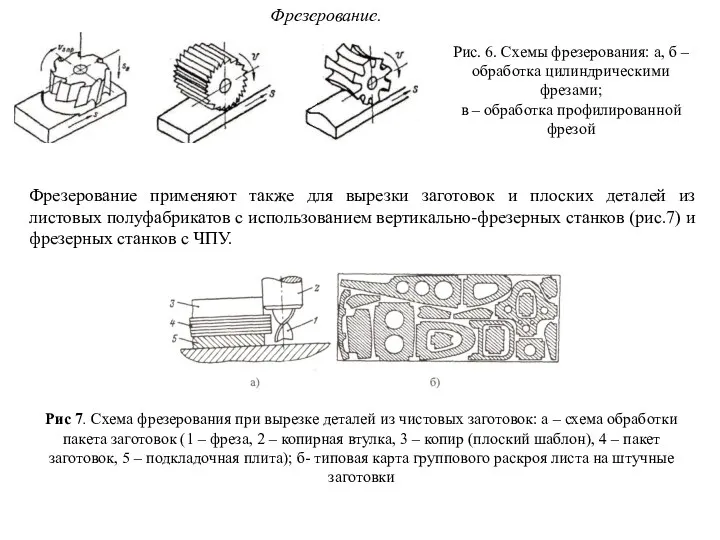
Фрезерование.
Рис. 6. Схемы фрезерования: а, б – обработка цилиндрическими фрезами;
Фрезерование.
Рис. 6. Схемы фрезерования: а, б – обработка цилиндрическими фрезами;
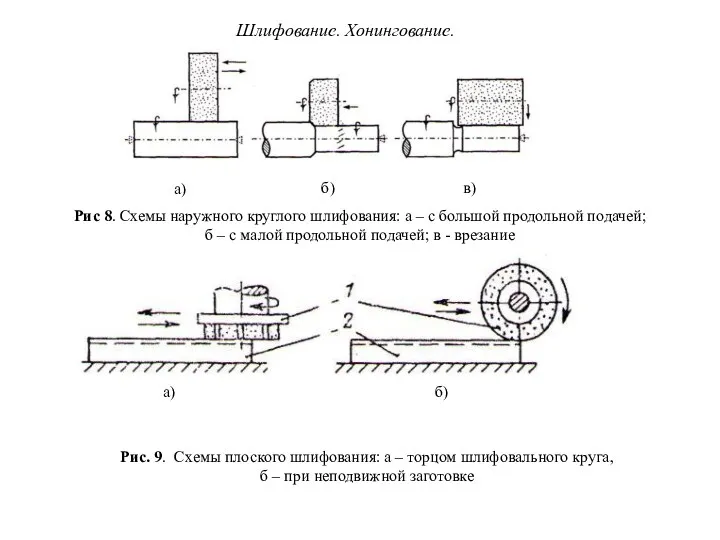
Шлифование. Хонингование.
а)
б)
в)
Рис 8. Схемы наружного круглого шлифования:
Шлифование. Хонингование.
а)
б)
в)
Рис 8. Схемы наружного круглого шлифования:
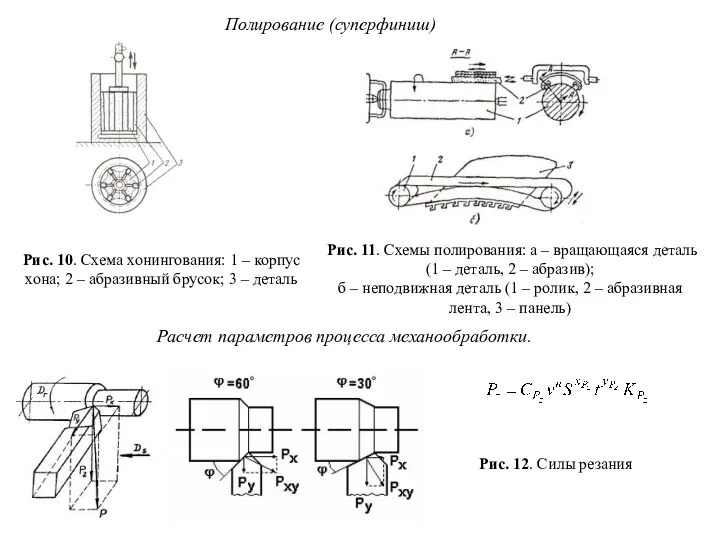
Полирование (суперфиниш)
Рис. 10. Схема хонингования: 1 – корпус хона; 2
Полирование (суперфиниш)
Рис. 10. Схема хонингования: 1 – корпус хона; 2
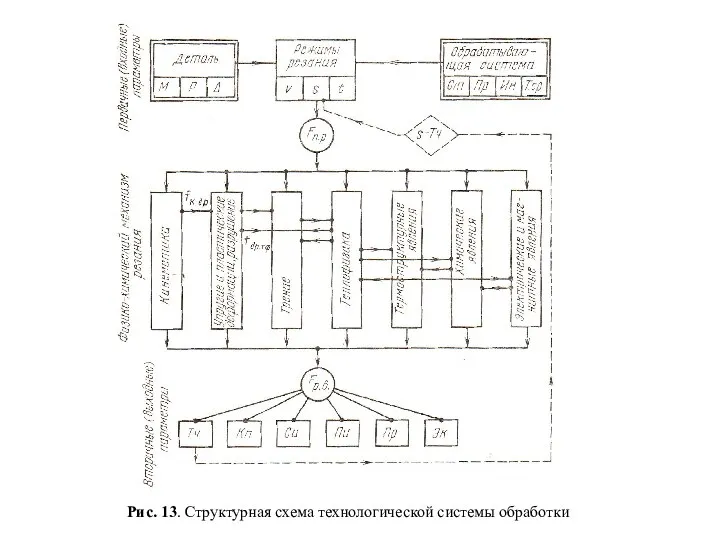
Рис. 13. Структурная схема технологической системы обработки
Рис. 13. Структурная схема технологической системы обработки
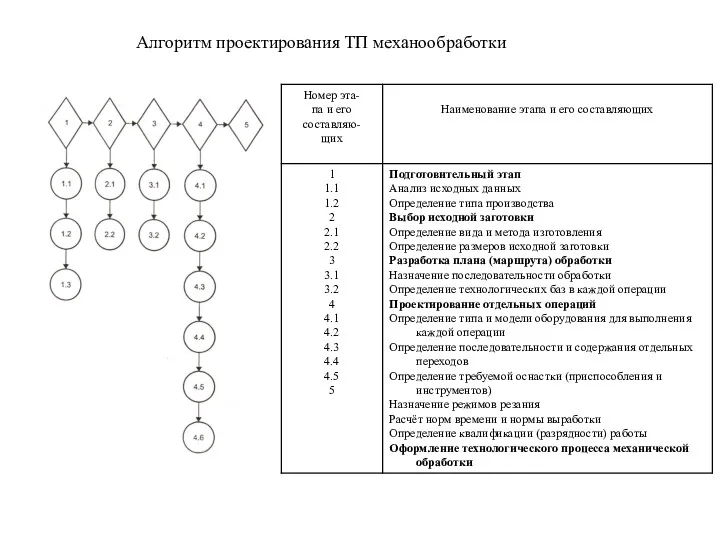
Алгоритм проектирования ТП механообработки
Алгоритм проектирования ТП механообработки
 Персонажи славянской мифологии, связанные с повседневной жизнью людей
Персонажи славянской мифологии, связанные с повседневной жизнью людей Добро и зло
Добро и зло Эндокард фиброэластозы. Абрамов-Фидлердің идиопатиялық оқшауланған қатерлі миокардиті. Патологиялық анатомиясы
Эндокард фиброэластозы. Абрамов-Фидлердің идиопатиялық оқшауланған қатерлі миокардиті. Патологиялық анатомиясы Средства радиосвязи. Поисковый Отряд ЛизаАлерт, Москва
Средства радиосвязи. Поисковый Отряд ЛизаАлерт, Москва Путешествие в мир доброты
Путешествие в мир доброты Тематическая беседа с родителями на тему Как понять подростка
Тематическая беседа с родителями на тему Как понять подростка Мастер-класс Веселые животные
Мастер-класс Веселые животные Нападающий удар.
Нападающий удар. Программа для автоматизации процессов Мойсклад
Программа для автоматизации процессов Мойсклад Компетентностный подход на уроках географии
Компетентностный подход на уроках географии Война 1812 года в творчестве В.В.Верещагина
Война 1812 года в творчестве В.В.Верещагина Праздник праздников, торжество из торжеств
Праздник праздников, торжество из торжеств Работа в группах в условиях малочисленного класса
Работа в группах в условиях малочисленного класса Возрастные изменения мягких тканей лица. Показания и противопоказания к проведению омолаживающих операций
Возрастные изменения мягких тканей лица. Показания и противопоказания к проведению омолаживающих операций Молодежный форум Северо-Западного федерального округа Ладога
Молодежный форум Северо-Западного федерального округа Ладога Беременность и инфекции мочевыводящих путей
Беременность и инфекции мочевыводящих путей Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3)
Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3) Смотр строя и песни Мы - юные защитники России!
Смотр строя и песни Мы - юные защитники России! В мире цирка
В мире цирка 20231026_prezentatsiya1
20231026_prezentatsiya1 Методы управления персоналом. Определение
Методы управления персоналом. Определение Делинквентное поведение у детей и подростков
Делинквентное поведение у детей и подростков Разделы науки о языке
Разделы науки о языке Сальвадор Дали
Сальвадор Дали Международное сотрудничество в области стандартизации. (Лекция 8)
Международное сотрудничество в области стандартизации. (Лекция 8) Социальная адаптация детей.
Социальная адаптация детей. Лекция 17. Мочегонные средства (диуретики)
Лекция 17. Мочегонные средства (диуретики) Из опыта работы Мастер класс Организация деятельностного подхода в обучении 2 часть
Из опыта работы Мастер класс Организация деятельностного подхода в обучении 2 часть