- Пайка и лужение проводов и наконечников

Содержание
- 2. Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более
- 3. К преимуществам пайки относятся: – незначительный нагрев соединяемых частей (сохранность структуры и механических свойств металлов); –
- 4. Припой – промежуточный сплав или металл, применяемый при пайке.
- 5. Припои должны обладать свойствами: – иметь температуру плавления ниже температуры плавления спаиваемых металлов; – в расплавленном
- 6. Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или пайки поверхности.
- 7. Припои и флюсы, их разновидности и состав.
- 8. Припои бывают: – легкоплавкие (мягкие), температура плавления до 500°С; – тугоплавкие (твердые), температура плавления выше 500°С.
- 9. Флюс – второе важное вещество при пайке. Очищает поверхности спаиваемых металлов от окислов, загрязнений. Предохраняет спаиваемые
- 10. Флюсы бывают: – твёрдые порошкообразные вещества (бура, борная кислота, канифоль); – жидкости (водный раствор хлористого цинка,
- 11. По действию, оказывающему на металл, подвергаемый пайке, флюсы делят на группы: – Активные (кислотные) флюсы –
- 12. – Активированные флюсы – канифоль с добавкой активаторов (небольших количеств солянокислого или фосфорно-кислотного аммиака). – Антикоррозийные
- 13. ТБ при пайке и лужении. Работа с расплавленными припоями связана с опасностью получить ожоги. Поэтому следует
- 14. Основной инструмент при паянии – паяльник. Конструкции паяльников бывают: – с внутренним нагревом; – микропаяльники (пайка
- 15. Заделка концов проводов и кабелей под пайку. Медные жилы паяют мягкими припоями.
- 16. Одно и многопроволочные жилы сечением 1,5÷10мм² спаивают пропаянной скруткой.
- 17. Изоляцию с конца жилы удаляют на длине 15мм, зачищают жилу наждачной бумагой, скручивают жилы и пропаивают
- 18. Оконцевание проводов сечением 1÷2,5мм² выполняют в виде кольца с последующей полудой. Для этого снимают изоляцию с
- 20. Скачать презентацию
Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного
Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного
К преимуществам пайки относятся:
– незначительный нагрев соединяемых частей (сохранность структуры и механических свойств
К преимуществам пайки относятся:
– незначительный нагрев соединяемых частей (сохранность структуры и механических свойств

Припой – промежуточный сплав или металл, применяемый при пайке.
Припой – промежуточный сплав или металл, применяемый при пайке.
Припои должны обладать свойствами:
– иметь температуру плавления ниже температуры плавления спаиваемых металлов;
–
Припои должны обладать свойствами:
– иметь температуру плавления ниже температуры плавления спаиваемых металлов;
–
Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или
Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или
Припои и флюсы, их разновидности и состав.
Припои и флюсы, их разновидности и состав.
Припои бывают:
– легкоплавкие (мягкие), температура плавления до 500°С;
– тугоплавкие (твердые), температура
Припои бывают:
– легкоплавкие (мягкие), температура плавления до 500°С;
– тугоплавкие (твердые), температура
Флюс – второе важное вещество при пайке. Очищает поверхности спаиваемых металлов от
Флюс – второе важное вещество при пайке. Очищает поверхности спаиваемых металлов от
Флюсы бывают:
– твёрдые порошкообразные вещества (бура, борная кислота, канифоль);
– жидкости (водный
Флюсы бывают:
– твёрдые порошкообразные вещества (бура, борная кислота, канифоль);
– жидкости (водный
По действию, оказывающему на металл, подвергаемый пайке, флюсы делят на группы:
– Активные
По действию, оказывающему на металл, подвергаемый пайке, флюсы делят на группы:
– Активные
– Активированные флюсы – канифоль с добавкой активаторов (небольших количеств солянокислого или фосфорно-кислотного
– Активированные флюсы – канифоль с добавкой активаторов (небольших количеств солянокислого или фосфорно-кислотного
ТБ при пайке и лужении.
Работа с расплавленными припоями связана с опасностью
ТБ при пайке и лужении.
Работа с расплавленными припоями связана с опасностью
Основной инструмент при паянии – паяльник.
Конструкции паяльников бывают:
– с внутренним нагревом;
–
Основной инструмент при паянии – паяльник.
Конструкции паяльников бывают:
– с внутренним нагревом;
–
Заделка концов проводов и кабелей под пайку.
Медные жилы паяют мягкими припоями.
Заделка концов проводов и кабелей под пайку.
Медные жилы паяют мягкими припоями.
Одно и многопроволочные жилы сечением 1,5÷10мм² спаивают пропаянной скруткой.
Одно и многопроволочные жилы сечением 1,5÷10мм² спаивают пропаянной скруткой.
Изоляцию с конца жилы удаляют на длине 15мм, зачищают жилу наждачной
Изоляцию с конца жилы удаляют на длине 15мм, зачищают жилу наждачной
Оконцевание проводов сечением 1÷2,5мм² выполняют в виде кольца с последующей полудой.
Оконцевание проводов сечением 1÷2,5мм² выполняют в виде кольца с последующей полудой.
 Формы взаимодействия ДОУ с семьёй в условиях реализации ФГОС
Формы взаимодействия ДОУ с семьёй в условиях реализации ФГОС Глобальная структура дискурса
Глобальная структура дискурса Невроз навязчивых состояний
Невроз навязчивых состояний проект Знакомство с профессией парикмахера
проект Знакомство с профессией парикмахера Презентация праздников совместно с родителями Праздничный калейдоскоп
Презентация праздников совместно с родителями Праздничный калейдоскоп Хронические гепатиты. Определение, классификация, клиника
Хронические гепатиты. Определение, классификация, клиника Физминутка Прогулка по городу
Физминутка Прогулка по городу Шумилов Верх-Теча
Шумилов Верх-Теча Младший дошкольник в ДОУ
Младший дошкольник в ДОУ Конкурсные работы по методике В.Ф.Шаталова
Конкурсные работы по методике В.Ф.Шаталова Принципы и методы управления
Принципы и методы управления Водитель по доставке баллонов. Транспортируемая продукция. PG-WIM Corporate Training IN-TQ-TRN-001 Rev 0
Водитель по доставке баллонов. Транспортируемая продукция. PG-WIM Corporate Training IN-TQ-TRN-001 Rev 0 Фото девушек
Фото девушек Угадай - ка .
Угадай - ка . Francesco Petrarca IL CANZONIERE
Francesco Petrarca IL CANZONIERE Портфолио Натальи Рудяковой. Маркетолог
Портфолио Натальи Рудяковой. Маркетолог Графічні дисплеї
Графічні дисплеї NK-клетки
NK-клетки Необходимое оборудование. Профессия фотограф
Необходимое оборудование. Профессия фотограф Совершенствование перевозок пассажиров на линии метрополитена
Совершенствование перевозок пассажиров на линии метрополитена Шефская работа. Игры народов России.
Шефская работа. Игры народов России. პირველადი სტატისტიკური ანალიზი
პირველადი სტატისტიკური ანალიზი Презентация к открытому воспитательскому мероприятию: На планете Толерантность
Презентация к открытому воспитательскому мероприятию: На планете Толерантность Кризис трёх лет
Кризис трёх лет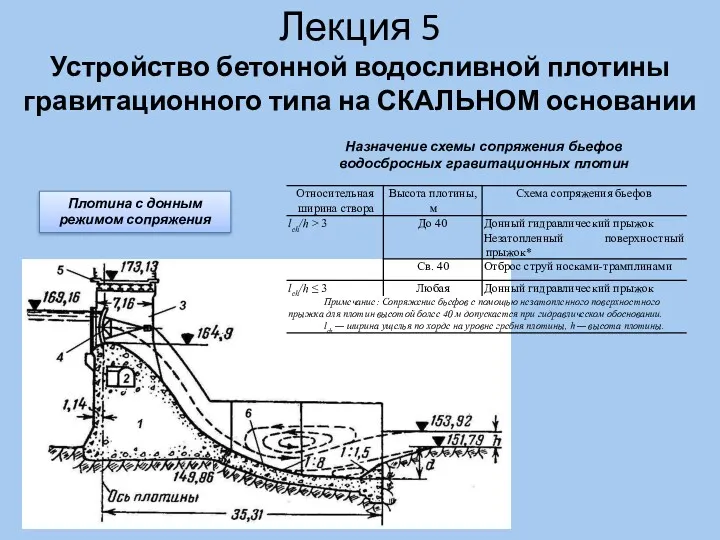 Устройство бетонной водосливной плотины гравитационного типа на скальном основании (Лекция 5)
Устройство бетонной водосливной плотины гравитационного типа на скальном основании (Лекция 5) Волшебство нового года. Предложение по зимнему декору
Волшебство нового года. Предложение по зимнему декору Портфолио учителя
Портфолио учителя Прочитанная книга о войне - мой подарок ко Дню Победы
Прочитанная книга о войне - мой подарок ко Дню Победы