- Переробка та утилізація легкої промисловості, тканих виробів

Содержание
- 4. ОСНОВНІ СТАДІЇ ВИРОБНИЦТВА ТКАНИН (НА ПРИКЛАДІ БАВОВНЯНИХ ТКАНИН): 1. Очистка бавовни - здійснюється на спеціальних бавовняно-очисних
- 6. Підприємства первинної переробки сировини мають велику кількість відходів (до 30-40% ваги вихідної сировини) і тому тяжіють
- 7. Запропонували схему екструзії технологічних відходів тканин, яка вміщує попереднє ущільнення – агломерацію відходи тканин (рис. 1).
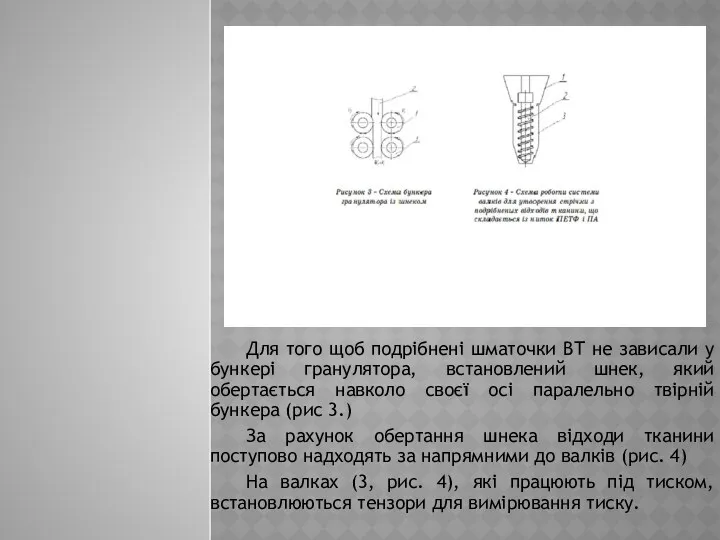
- 8. Для того щоб подрібнені шматочки ВТ не зависали у бункері гранулятора, встановлений шнек, який обертається навколо
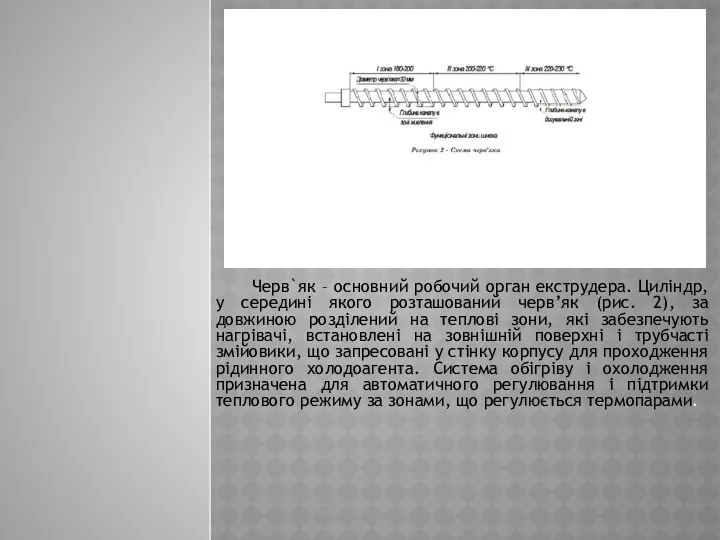
- 9. Черв`як – основний робочий орган екструдера. Циліндр, у середині якого розташований черв’як (рис. 2), за довжиною
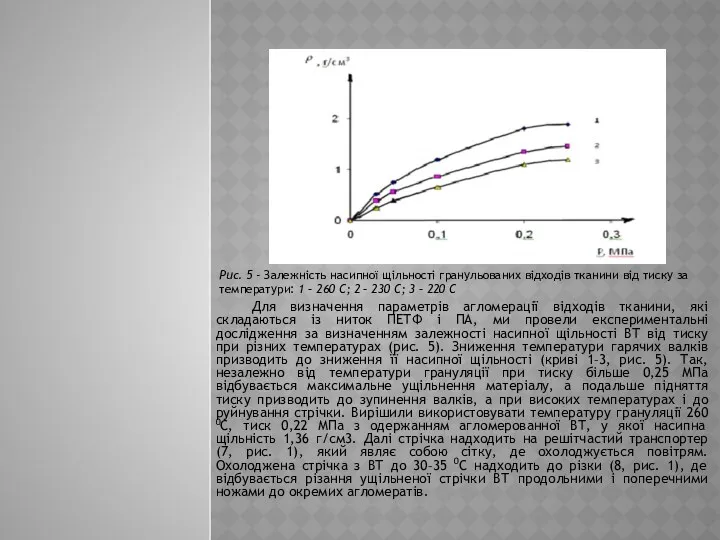
- 10. Для визначення параметрів агломерації відходів тканини, які складаються із ниток ПЕТФ і ПА, ми провели експериментальні
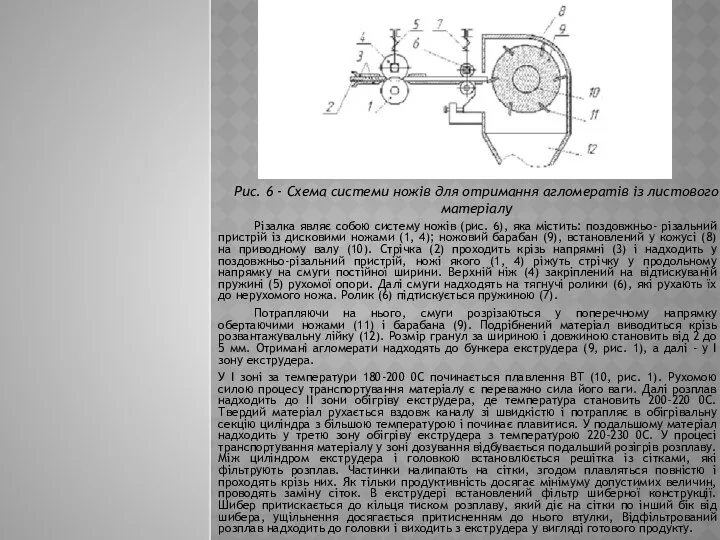
- 11. Різалка являє собою систему ножів (рис. 6), яка містить: поздовжньо- різальний пристрій із дисковими ножами (1,
- 12. Основні екологічні проблеми, викликані діяльністю заводів з виробництва тканин – токсичні речовини, що потрапляють в атмосферу
- 14. Скачать презентацию

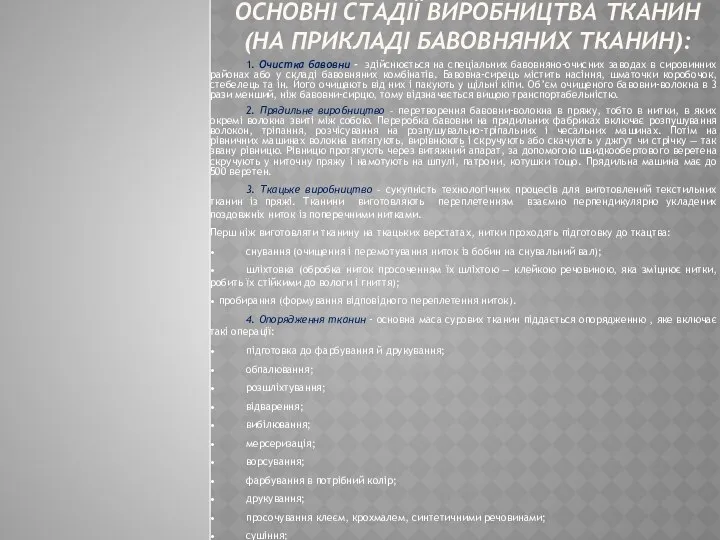
ОСНОВНІ СТАДІЇ ВИРОБНИЦТВА ТКАНИН (НА ПРИКЛАДІ БАВОВНЯНИХ ТКАНИН):
1. Очистка бавовни
ОСНОВНІ СТАДІЇ ВИРОБНИЦТВА ТКАНИН (НА ПРИКЛАДІ БАВОВНЯНИХ ТКАНИН):
1. Очистка бавовни

Підприємства первинної переробки сировини мають велику кількість відходів (до 30-40% ваги
Підприємства первинної переробки сировини мають велику кількість відходів (до 30-40% ваги
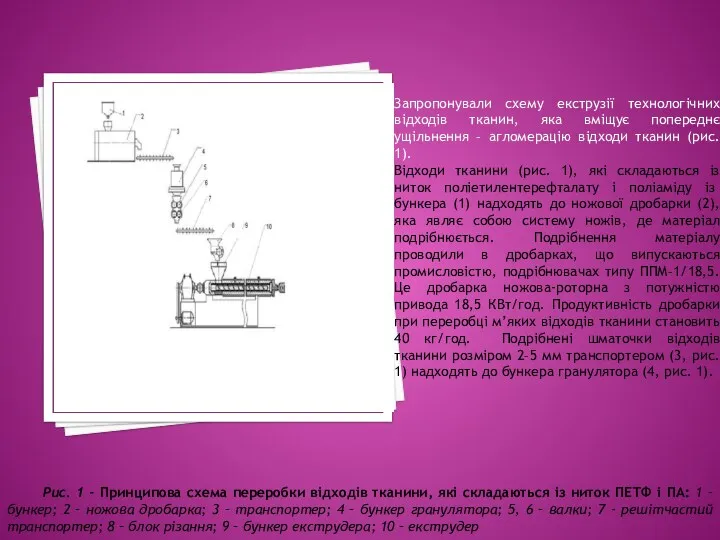
Запропонували схему екструзії технологічних відходів тканин, яка вміщує попереднє ущільнення –
Запропонували схему екструзії технологічних відходів тканин, яка вміщує попереднє ущільнення –
Для того щоб подрібнені шматочки ВТ не зависали у бункері гранулятора,
Для того щоб подрібнені шматочки ВТ не зависали у бункері гранулятора,
Черв`як – основний робочий орган екструдера. Циліндр, у середині якого розташований
Черв`як – основний робочий орган екструдера. Циліндр, у середині якого розташований
Для визначення параметрів агломерації відходів тканини, які складаються із ниток ПЕТФ
Для визначення параметрів агломерації відходів тканини, які складаються із ниток ПЕТФ
Різалка являє собою систему ножів (рис. 6), яка містить: поздовжньо- різальний
Різалка являє собою систему ножів (рис. 6), яка містить: поздовжньо- різальний
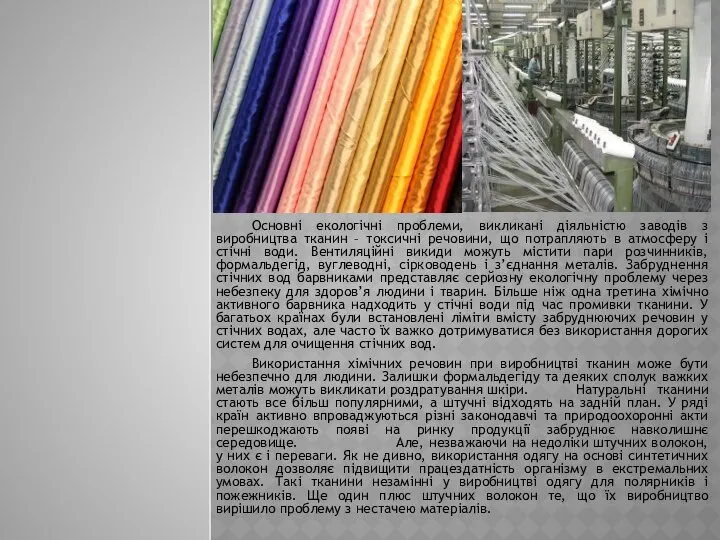
Основні екологічні проблеми, викликані діяльністю заводів з виробництва тканин – токсичні
Основні екологічні проблеми, викликані діяльністю заводів з виробництва тканин – токсичні
 презентация работа с родителями по фгос
презентация работа с родителями по фгос Дискриминация и права человека. Лекция 2
Дискриминация и права человека. Лекция 2 Общие вопросы ВИЧ\СПИД
Общие вопросы ВИЧ\СПИД Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха
Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха Благоустройство набережной р. Охты (Муниципальный округ Малая Охта)
Благоустройство набережной р. Охты (Муниципальный округ Малая Охта) Балаларда ерін аурулары
Балаларда ерін аурулары Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск)
Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск) Открытое занятие для детей подготовительной группы Дружба начинается с улыбки.
Открытое занятие для детей подготовительной группы Дружба начинается с улыбки. Теория государства и права
Теория государства и права Япония (1)
Япония (1) Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности
Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности Технология устройства кровельных покрытий
Технология устройства кровельных покрытий Загадки по правилам дорожного движения для 1 класса
Загадки по правилам дорожного движения для 1 класса М.И. Глинка. Опера Руслан и Людмила
М.И. Глинка. Опера Руслан и Людмила Права ребенка
Права ребенка Сүйек. Эктопиялық дамуы
Сүйек. Эктопиялық дамуы Первая помощь при повреждении грудной клетки и живота
Первая помощь при повреждении грудной клетки и живота Эксплуатация трансформаторов
Эксплуатация трансформаторов Многоуровневые подвесные потолки
Многоуровневые подвесные потолки Модернизированная переносная станция наземной разведки ПСНР-8М
Модернизированная переносная станция наземной разведки ПСНР-8М ковид
ковид Somebody That I Used To Know
Somebody That I Used To Know Международный день коренных народов мира
Международный день коренных народов мира Башкортостан - жемчужина Урала
Башкортостан - жемчужина Урала Укусы ядовитых змей и насекомых
Укусы ядовитых змей и насекомых Напряженность электростатического поля
Напряженность электростатического поля Специальное образование в меняющемся мире. Россия
Специальное образование в меняющемся мире. Россия Как мы весело живем!
Как мы весело живем!