Письменная экзаменационная работа Технологический процесс изготовления цистерны под ГСМ из листов стали презентация
- Письменная экзаменационная работа Технологический процесс изготовления цистерны под ГСМ из листов стали

Содержание
- 2. Характеристика конструкции Цистерна под ГСМ состоит из следующих позиций(материала): 1.лист 1500 х 6000х 3 – 2
- 3. Марка стали, ее химический состав и механические свойства
- 4. Выбор сборочно- сварочного и сварочного оборудования Сварочный выпрямитель ВДУ 306 Инжекторный резак Газы применяемые при резке
- 5. Выбор сварочных материалов Электроды для моей конструкции Э46 –УОНИИ 13/55- 4,0-УД: Е 430(3) — Р-25 Э46-тип
- 6. Выбор режима сварки Параметры режима сварки Выборы режимов сварки ручной дуговой сварки
- 7. Технология сборки и сварки конструкции Сборка: берём позицию № 1 в количестве 2 шт (листы), свариваем
- 8. Контроль качества готового изделия ВнешниЙ осмотр Методом ультразвуковой дефектоскопии
- 9. Дефекты сварных соединений Неравномерная форма шва Наплыв Подрезы Кратер Прожог Не провар Трещины
- 10. Охрана труда на рабочем месте сварщика
- 12. Скачать презентацию

Характеристика конструкции
Цистерна под ГСМ
состоит из следующих позиций(материала):
1.лист 1500 х 6000х 3
Характеристика конструкции
Цистерна под ГСМ
состоит из следующих позиций(материала):
1.лист 1500 х 6000х 3
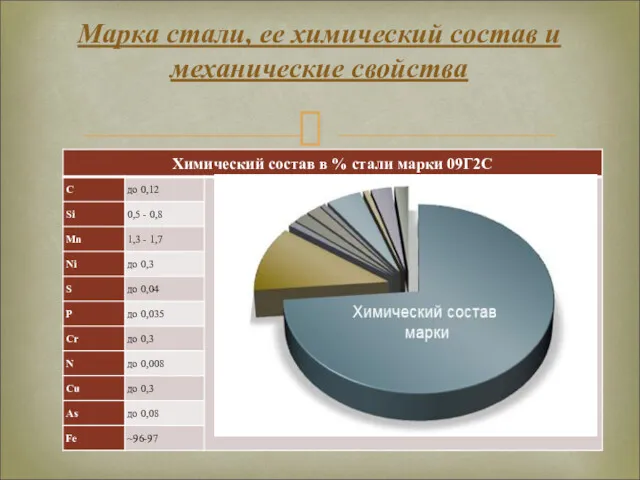
Марка стали, ее химический состав и механические свойства
Марка стали, ее химический состав и механические свойства
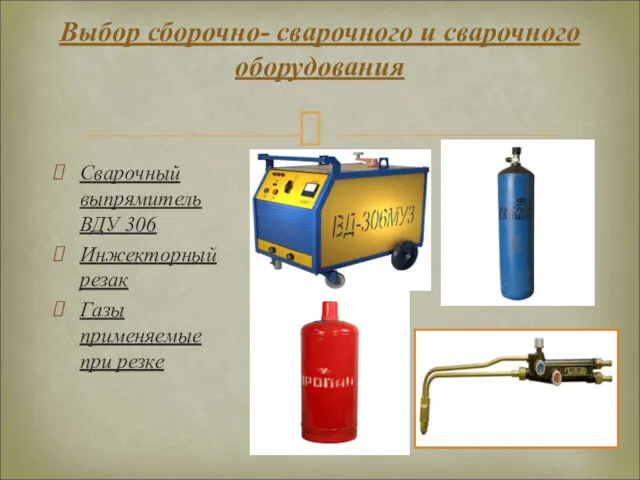
Выбор сборочно- сварочного и сварочного оборудования
Сварочный выпрямитель ВДУ 306
Инжекторный резак
Газы применяемые
Выбор сборочно- сварочного и сварочного оборудования
Сварочный выпрямитель ВДУ 306
Инжекторный резак
Газы применяемые
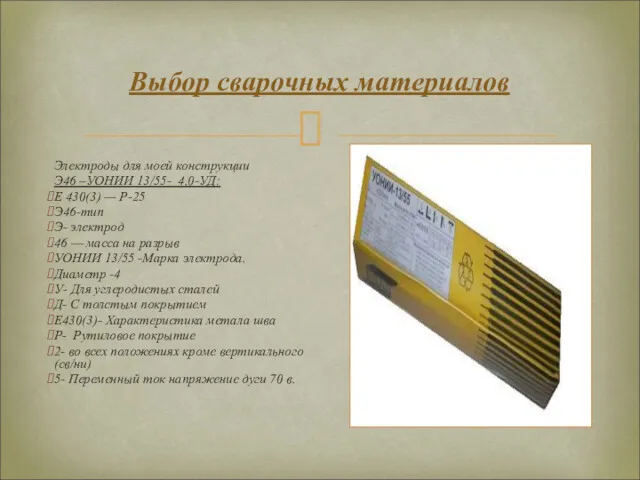
Выбор сварочных материалов
Электроды для моей конструкции
Э46 –УОНИИ 13/55- 4,0-УД:
Е 430(3) —
Выбор сварочных материалов
Электроды для моей конструкции
Э46 –УОНИИ 13/55- 4,0-УД:
Е 430(3) —
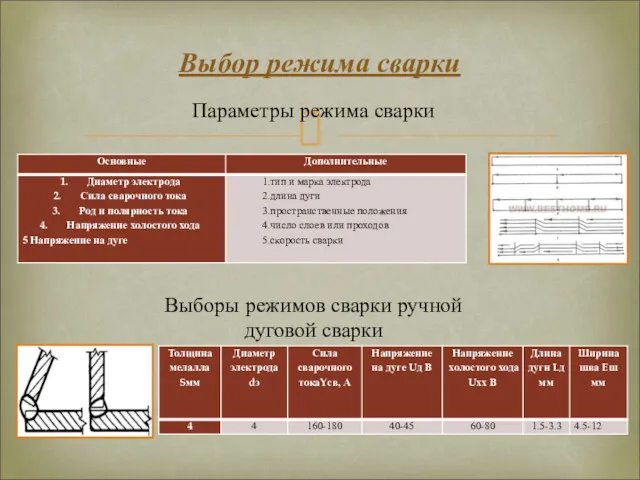
Выбор режима сварки
Параметры режима сварки
Выборы режимов сварки ручной дуговой сварки
Выбор режима сварки
Параметры режима сварки
Выборы режимов сварки ручной дуговой сварки

Технология сборки и сварки конструкции
Сборка: берём позицию № 1 в количестве
Технология сборки и сварки конструкции
Сборка: берём позицию № 1 в количестве

Контроль качества готового изделия
ВнешниЙ осмотр
Методом ультразвуковой дефектоскопии
Контроль качества готового изделия
ВнешниЙ осмотр
Методом ультразвуковой дефектоскопии

Дефекты сварных соединений
Неравномерная форма шва
Наплыв
Подрезы
Кратер
Прожог
Не провар
Трещины
Дефекты сварных соединений
Неравномерная форма шва
Наплыв
Подрезы
Кратер
Прожог
Не провар
Трещины

Охрана труда на рабочем месте сварщика
Охрана труда на рабочем месте сварщика
 Презентация Решётки Санкт-Петербурга
Презентация Решётки Санкт-Петербурга Лекция_1_СО_Образование_как_социальный_институт
Лекция_1_СО_Образование_как_социальный_институт Стропильные системы крыш
Стропильные системы крыш Карбоновые кислоты - союз двух групп(презентация)
Карбоновые кислоты - союз двух групп(презентация) Проектирование кафе Hogwarts в городе Екатеринбуг
Проектирование кафе Hogwarts в городе Екатеринбуг Алкоголизм- это страшная беда современного общества
Алкоголизм- это страшная беда современного общества Семинар - теоретический Контроль в дошкольном образовательном учреждении.
Семинар - теоретический Контроль в дошкольном образовательном учреждении. Технология групповой работы в начальной школе.
Технология групповой работы в начальной школе. Вариант презентации по организации предметно-развивающей среды в группе МОУ прогимназия №2
Вариант презентации по организации предметно-развивающей среды в группе МОУ прогимназия №2 Гипертоникалық криз кезіндегі дифференцалдық интенсивті терапия
Гипертоникалық криз кезіндегі дифференцалдық интенсивті терапия Христианская апологетика и логика
Христианская апологетика и логика Рак легкого
Рак легкого Многопоточное программирование на Java
Многопоточное программирование на Java Международные корпорации как фактор глобализации международных экономических отношений
Международные корпорации как фактор глобализации международных экономических отношений Вредные советы Оратору. Юмористически-познавательная работа для всех кто выступает с презентациями
Вредные советы Оратору. Юмористически-познавательная работа для всех кто выступает с презентациями Sаri ijtimoiy himoyaga
Sаri ijtimoiy himoyaga Вредные производственные факторы. Нормирование. Защита. Лекция 4
Вредные производственные факторы. Нормирование. Защита. Лекция 4 Объём наклонной призмы
Объём наклонной призмы : Особенности формирования произвольного внимания у детей 4-5 лет.
: Особенности формирования произвольного внимания у детей 4-5 лет. основные положения теории электролитической диссоциации
основные положения теории электролитической диссоциации Моделирование развивающей предметно-пространственнойсреды в старшем дошкольном возрасте
Моделирование развивающей предметно-пространственнойсреды в старшем дошкольном возрасте Титан и его сплавы
Титан и его сплавы Международные отношения
Международные отношения Компания ландшафтного дизайна ЛД-групп. Озеленение придомовой территории
Компания ландшафтного дизайна ЛД-групп. Озеленение придомовой территории Тестирование как средство контроля за качеством учебных достижений младших школьников
Тестирование как средство контроля за качеством учебных достижений младших школьников Расшифровка стали. Подготовка металла к сварке
Расшифровка стали. Подготовка металла к сварке Классификации профессий. Признаки профессии
Классификации профессий. Признаки профессии Использование облачных технологий в организации эффективной коммуникации между участниками образовательного процесса
Использование облачных технологий в организации эффективной коммуникации между участниками образовательного процесса