- Подготовка и изготовление бюгельного протеза

Содержание
- 2. Процесс начинается с получения оттисков зубных рядов.
- 3. По оттискам изготавливаются диагностические модели ,которые загипсовываются в артикулятор в положении центрального соотношения.
- 4. В зависимости от клинической ситуации выбирается конструкция протеза и тип замковых креплений или кламеров.
- 5. Проводится анализ моделей : протез должен быть максимально функционален и минимально заметен. Выбирается место расположения опорно
- 6. Анализ и разметка модели производится на фрезерно – параллелометрическом устройстве.
- 7. Определяются углы наклона опорных зубов при помощи аналитического стержня (данные заносятся в память устройства ) ,
- 8. С помощью калибров для измерения поднутрений определяется положение ретенционных точек . На модели размечаются границы протеза
- 9. В местах расположения дуги и базиса из восковых пластин делаются накладки под дугой 0,3 мм. (для
- 10. С помощью электрошпателя воском заполняются ретенционные зоны опорных зубов со стороны дефектов зубного ряда (иначе металл
- 11. Гипсовая модель дублируетсяс целью получения огнеупорной модели. Возможны 2 варианта дублирования : Гидрокаллоидной дублирующей массе –
- 12. Гилин необходимо предварительно разогреть.
- 13. Для дублирования гипсовая модель , предварительно выдержанная в холодной воде не менее 10 минут , помещается
- 14. Кювета заполняется дупликатной массой и на 20-30 минут помещается под проточную воду для застывания гилина.
- 15. Далее кювета раскрывается и в образовавшийся оттиск заливается паковочная масса.
- 16. Для получения качественной модели паковочная масса замешивается в вакуум-смесителе , а заливка производится на вибростолике
- 17. После затвердевания паковочной массы на огнеупорную модель восковым карандашом переносят разметку с гипсовой модели (от графитового
- 18. Профиль дуги подклеивается к модели воском (чтобы исключить зазор между дугой и слизистой) и покрывается финишным
- 19. Осуществляется моделирование и установка литниковой системы.
- 20. Установка подопочного конуса
- 21. Снятие восковой композиции и ее взвешивание (для расчета необходимого веса металла для литья) .
- 22. Установка восковой композиции на подопочный конус с дальнейшим снятием напряжения.
- 23. Сборка кюветы.
- 24. Замешивание паковочной массы и заливка в кювету на вибростолике.
- 25. Дегазация.
- 26. Разборка кюветы,извлечение конуса.
- 27. Сушка и обжиг формы для выплавления воска.
- 28. Установка тигля и формы в литейную установку. Литьё.
- 29. Освобождение деталей от огнеупорной массы и литниковой системы.
- 30. С полученного каркаса с помощью бормашины удаляются литники и облой. Проверяется посадка каркаса на модель.
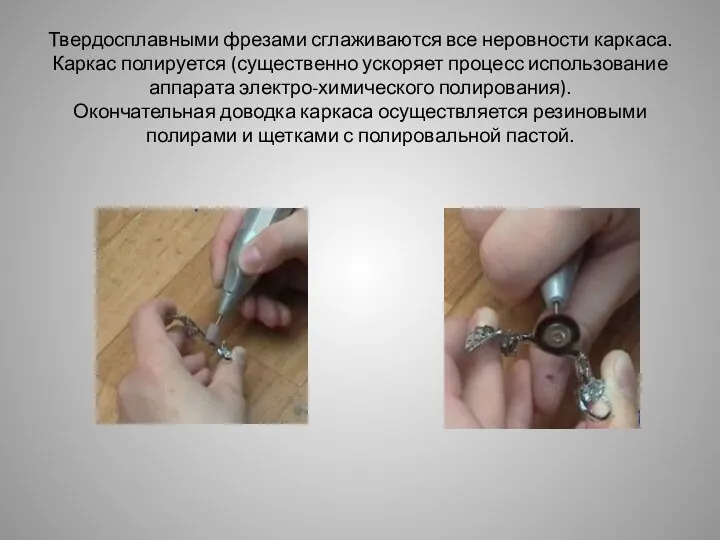
- 31. Твердосплавными фрезами сглаживаются все неровности каркаса. Каркас полируется (существенно ускоряет процесс использование аппарата электро-химического полирования). Окончательная
- 32. Элементы каркаса , которые будут закрыты базисной пластмассой покрываются опаком красного цвета (конолор). Модель устанавливается в
- 33. Из базы силиконового материала производится оттиск базиса в форме блока. После затвердевания оттиск снимается с модели.
- 34. С каркаса при помощи пароструйного аппарата удаляется воск. Зубы также пароструятся и устанавливаются в оттиск. В
- 35. Его соединение с моделью подклеивается и подливается воском. В воронку заливается базисная пластмасса холодного отверждения (палопресс).
- 36. Модель помещается в полимеризатор (рабочая температура воды 55 градусов , давление 2-5 бар).
- 37. После полимеризации удаляется силиконовый блок. Протез отделяется от модели. Спиливаются литники и возможный облой.
- 38. Базис полируется резиновыми полирами и щеткой с полировальным порошком на шлиф-машине.
- 39. Для улучшения эстетических свойств протеза можно использовать фотополимерные красители. Готовый протез оттдается врачу для наложения.
- 41. Скачать презентацию

Процесс начинается с получения оттисков зубных рядов.
Процесс начинается с получения оттисков зубных рядов.

По оттискам изготавливаются диагностические модели ,которые загипсовываются в артикулятор в положении
По оттискам изготавливаются диагностические модели ,которые загипсовываются в артикулятор в положении

В зависимости от клинической ситуации выбирается конструкция протеза и тип замковых
В зависимости от клинической ситуации выбирается конструкция протеза и тип замковых
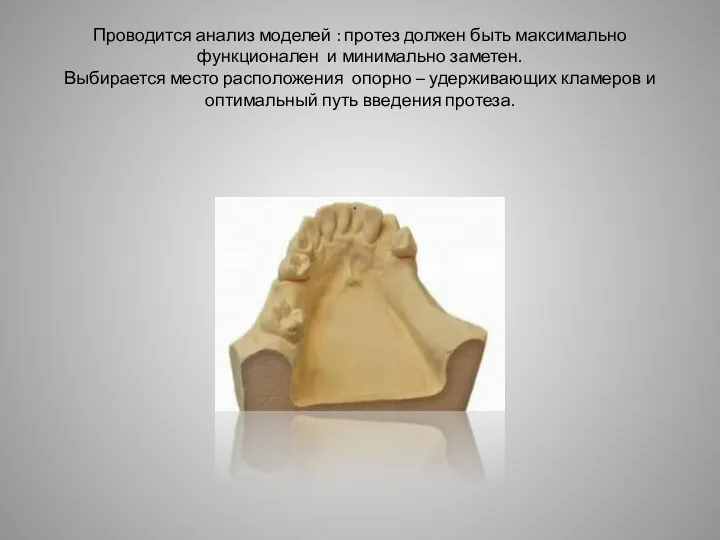
Проводится анализ моделей : протез должен быть максимально функционален и минимально
Проводится анализ моделей : протез должен быть максимально функционален и минимально
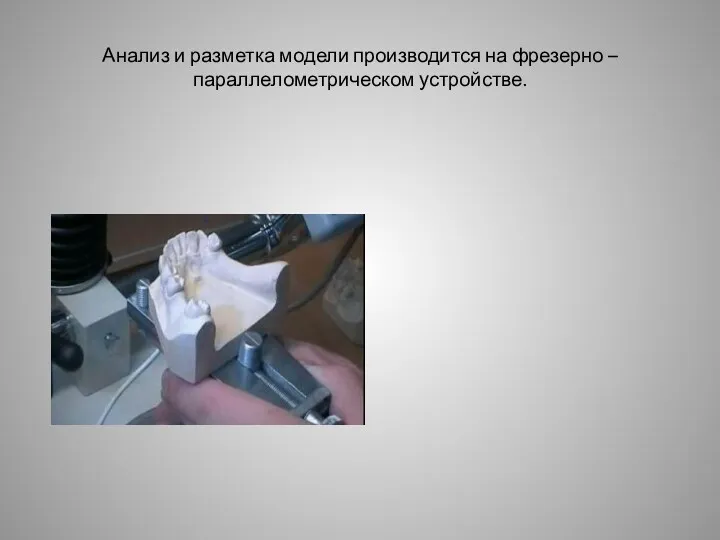
Анализ и разметка модели производится на фрезерно – параллелометрическом устройстве.
Анализ и разметка модели производится на фрезерно – параллелометрическом устройстве.
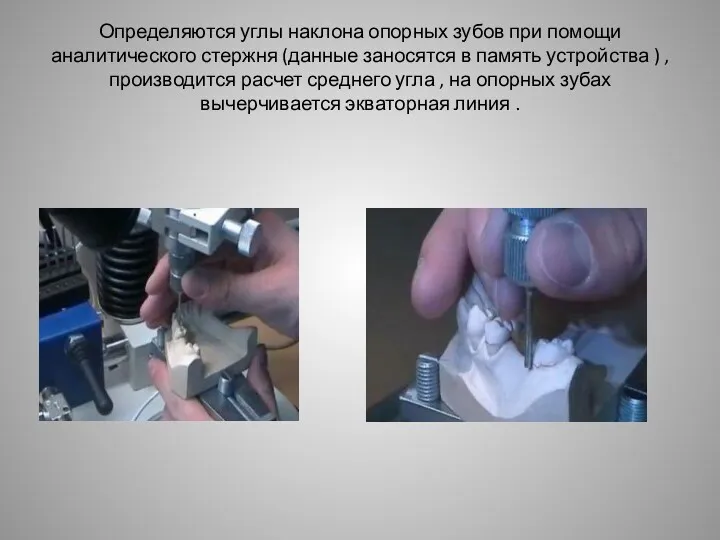
Определяются углы наклона опорных зубов при помощи аналитического стержня (данные заносятся
Определяются углы наклона опорных зубов при помощи аналитического стержня (данные заносятся
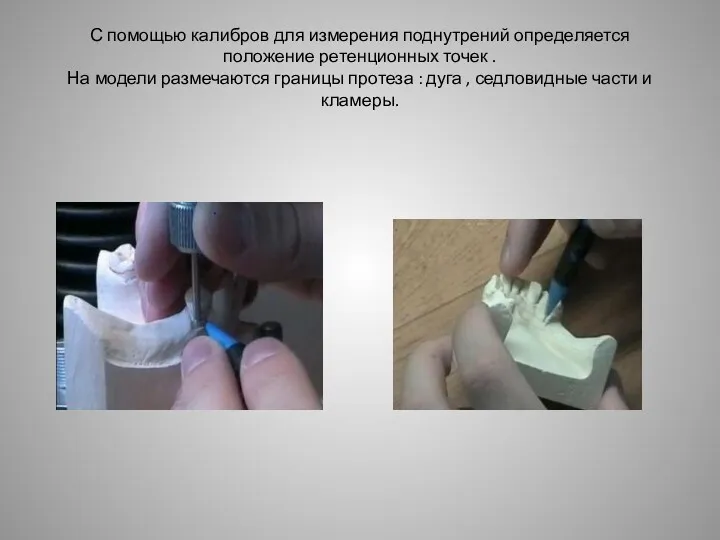
С помощью калибров для измерения поднутрений определяется положение ретенционных точек .
На
С помощью калибров для измерения поднутрений определяется положение ретенционных точек . На
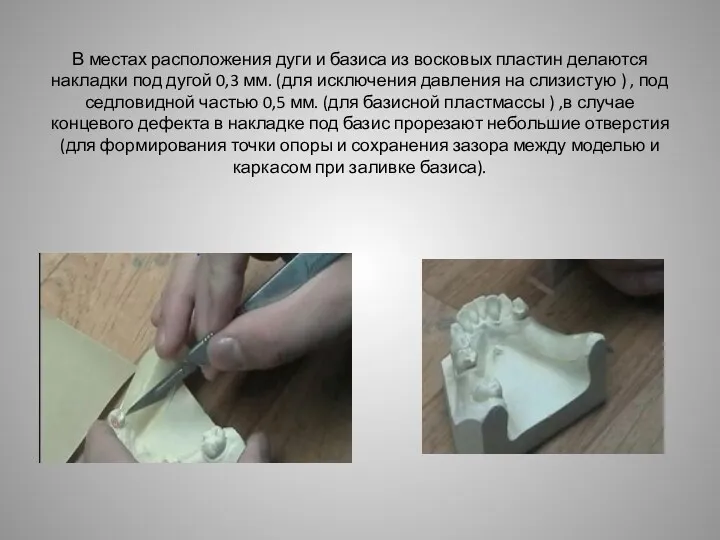
В местах расположения дуги и базиса из восковых пластин делаются накладки
В местах расположения дуги и базиса из восковых пластин делаются накладки
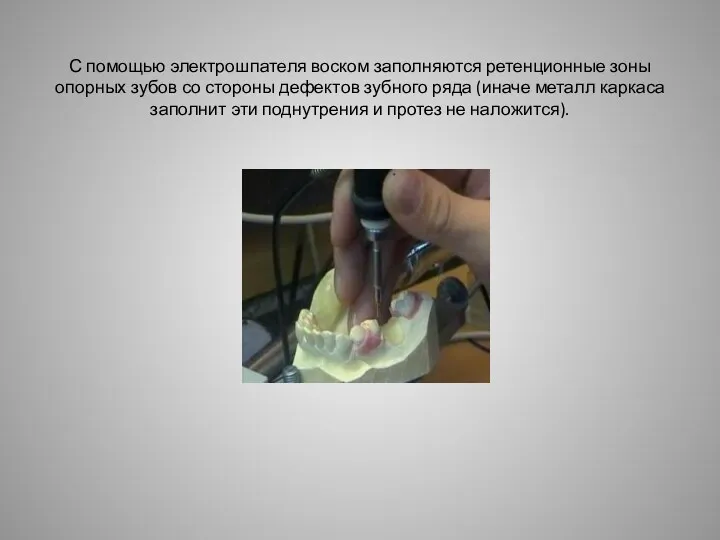
С помощью электрошпателя воском заполняются ретенционные зоны опорных зубов со стороны
С помощью электрошпателя воском заполняются ретенционные зоны опорных зубов со стороны
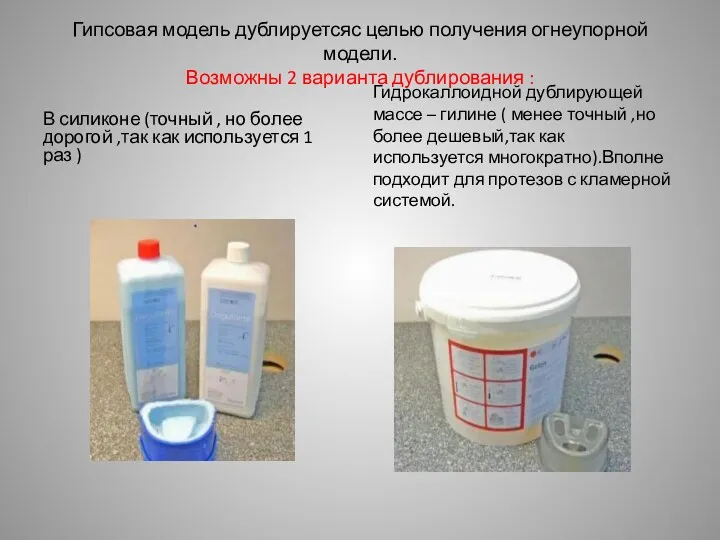
Гипсовая модель дублируетсяс целью получения огнеупорной модели.
Возможны 2 варианта дублирования
Гипсовая модель дублируетсяс целью получения огнеупорной модели. Возможны 2 варианта дублирования

Гилин необходимо предварительно разогреть.
Гилин необходимо предварительно разогреть.
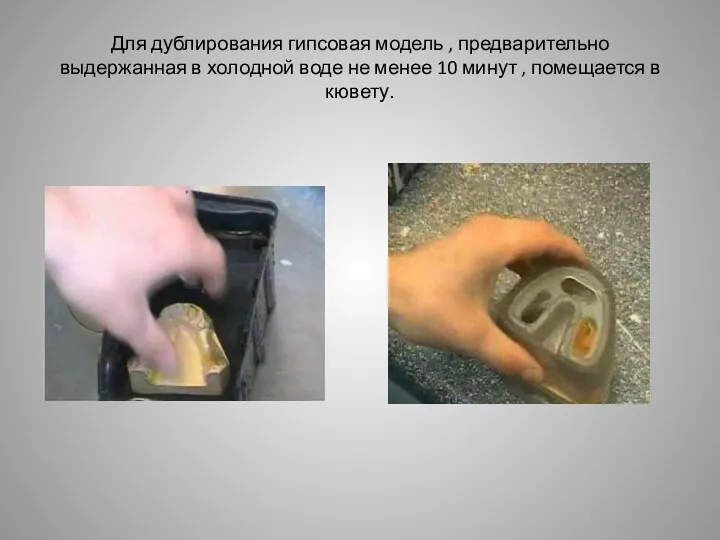
Для дублирования гипсовая модель , предварительно выдержанная в холодной воде не
Для дублирования гипсовая модель , предварительно выдержанная в холодной воде не
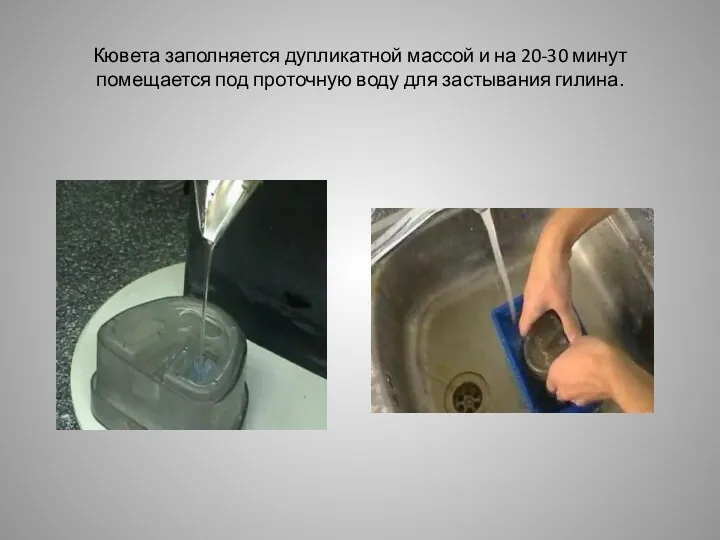
Кювета заполняется дупликатной массой и на 20-30 минут помещается под проточную
Кювета заполняется дупликатной массой и на 20-30 минут помещается под проточную
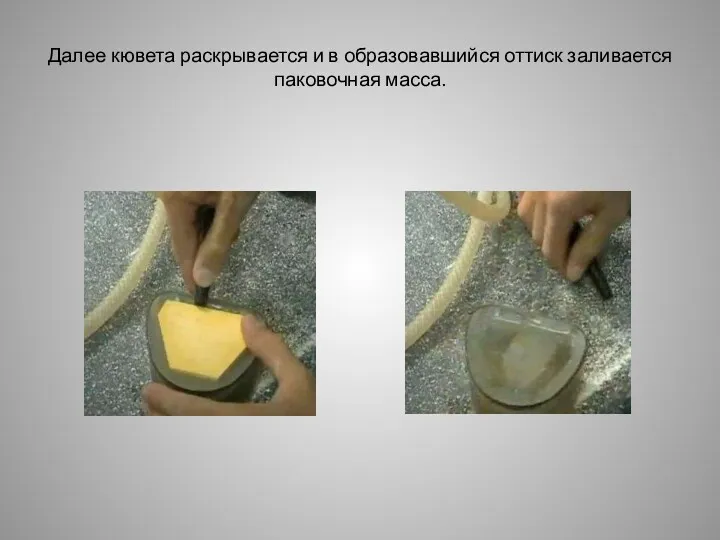
Далее кювета раскрывается и в образовавшийся оттиск заливается паковочная масса.
Далее кювета раскрывается и в образовавшийся оттиск заливается паковочная масса.

Для получения качественной модели паковочная масса замешивается в вакуум-смесителе , а
Для получения качественной модели паковочная масса замешивается в вакуум-смесителе , а
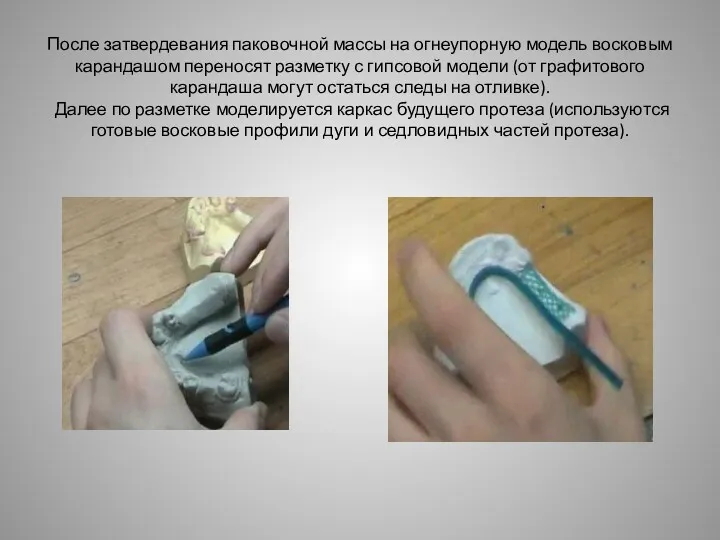
После затвердевания паковочной массы на огнеупорную модель восковым карандашом переносят разметку
После затвердевания паковочной массы на огнеупорную модель восковым карандашом переносят разметку
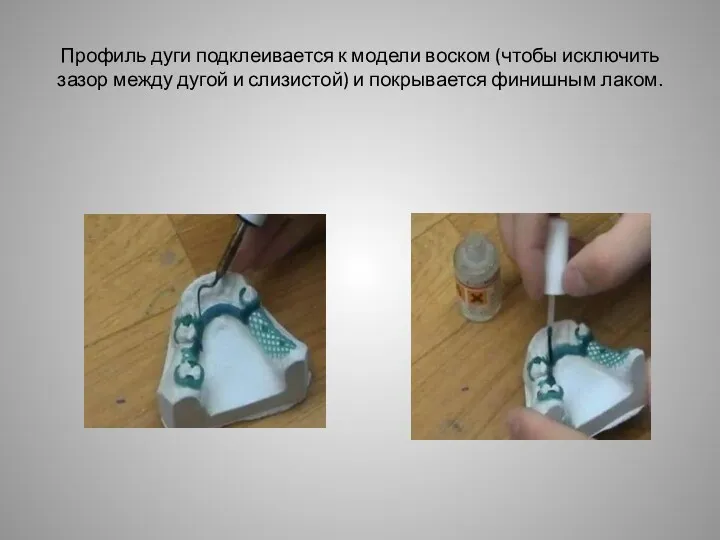
Профиль дуги подклеивается к модели воском (чтобы исключить зазор между дугой
Профиль дуги подклеивается к модели воском (чтобы исключить зазор между дугой

Осуществляется моделирование и установка литниковой системы.
Осуществляется моделирование и установка литниковой системы.
Установка подопочного конуса
Установка подопочного конуса

Снятие восковой композиции и ее взвешивание (для расчета необходимого веса металла
Снятие восковой композиции и ее взвешивание (для расчета необходимого веса металла
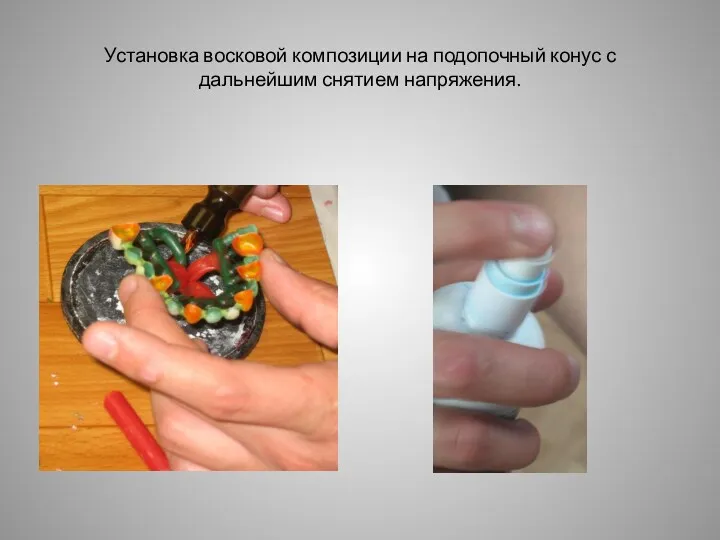
Установка восковой композиции на подопочный конус с дальнейшим снятием напряжения.
Установка восковой композиции на подопочный конус с дальнейшим снятием напряжения.
Сборка кюветы.
Сборка кюветы.
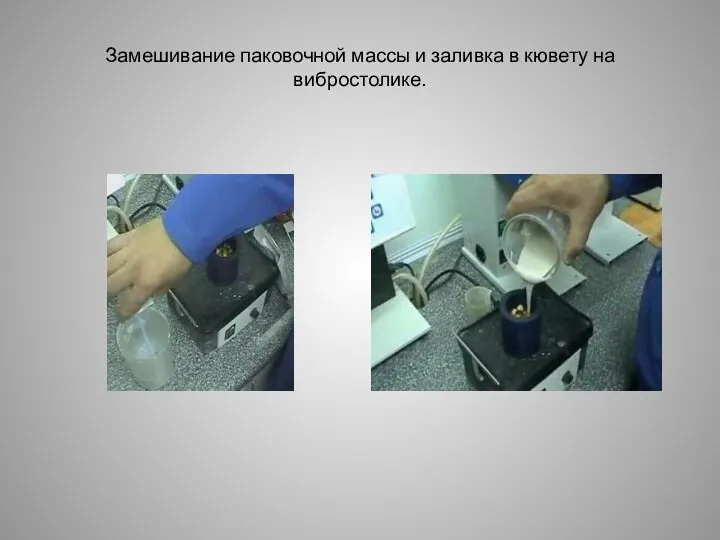
Замешивание паковочной массы и заливка в кювету на вибростолике.
Замешивание паковочной массы и заливка в кювету на вибростолике.
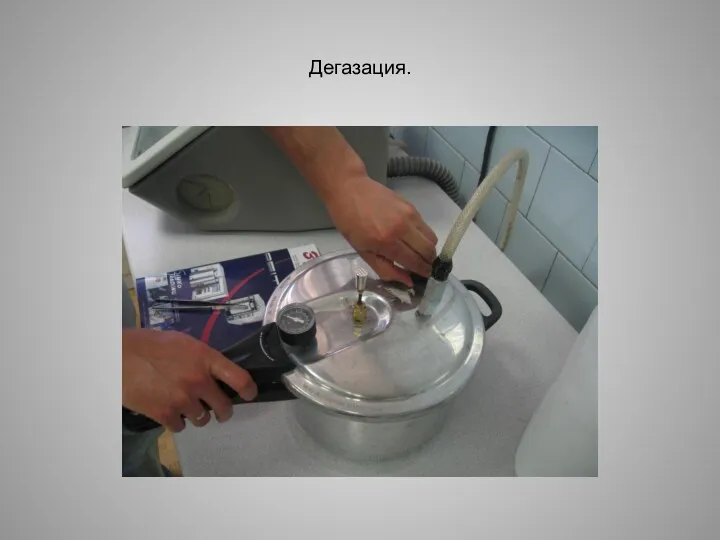
Дегазация.
Дегазация.
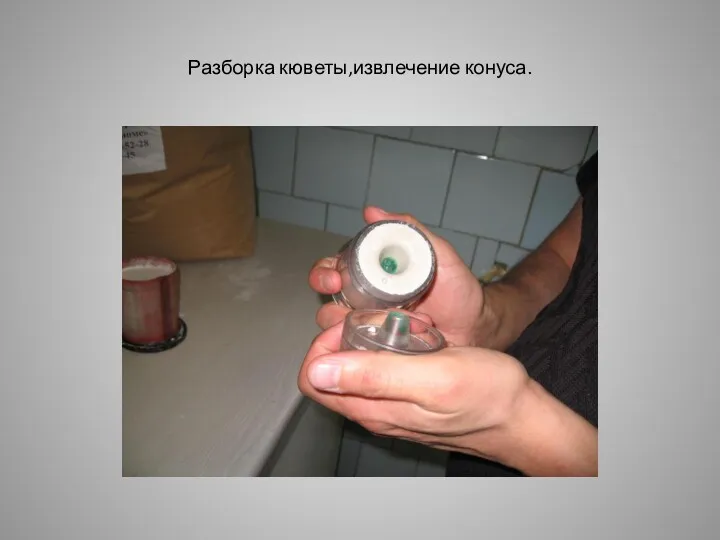
Разборка кюветы,извлечение конуса.
Разборка кюветы,извлечение конуса.
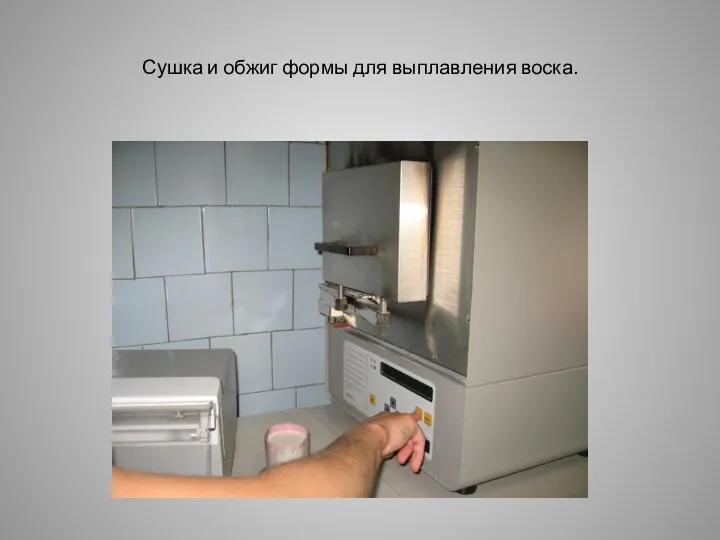
Сушка и обжиг формы для выплавления воска.
Сушка и обжиг формы для выплавления воска.
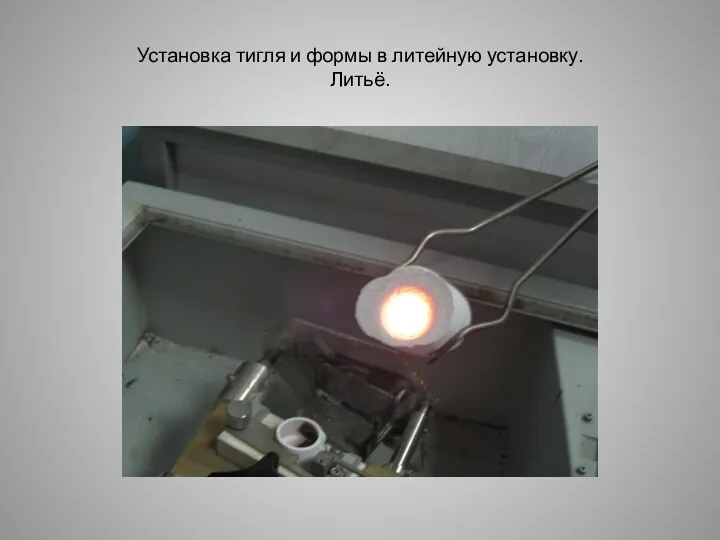
Установка тигля и формы в литейную установку.
Литьё.
Установка тигля и формы в литейную установку.
Литьё.
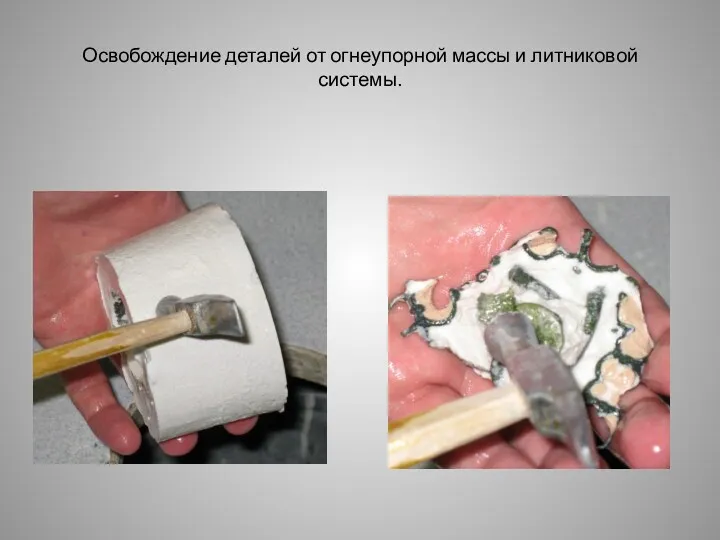
Освобождение деталей от огнеупорной массы и литниковой системы.
Освобождение деталей от огнеупорной массы и литниковой системы.

С полученного каркаса с помощью бормашины удаляются литники и облой.
Проверяется посадка
С полученного каркаса с помощью бормашины удаляются литники и облой. Проверяется посадка
Твердосплавными фрезами сглаживаются все неровности каркаса.
Каркас полируется (существенно ускоряет процесс использование
Твердосплавными фрезами сглаживаются все неровности каркаса. Каркас полируется (существенно ускоряет процесс использование
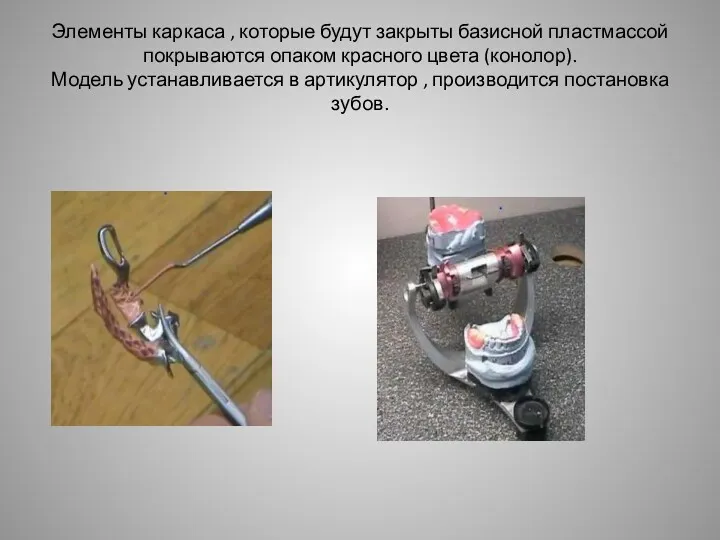
Элементы каркаса , которые будут закрыты базисной пластмассой покрываются опаком красного
Элементы каркаса , которые будут закрыты базисной пластмассой покрываются опаком красного
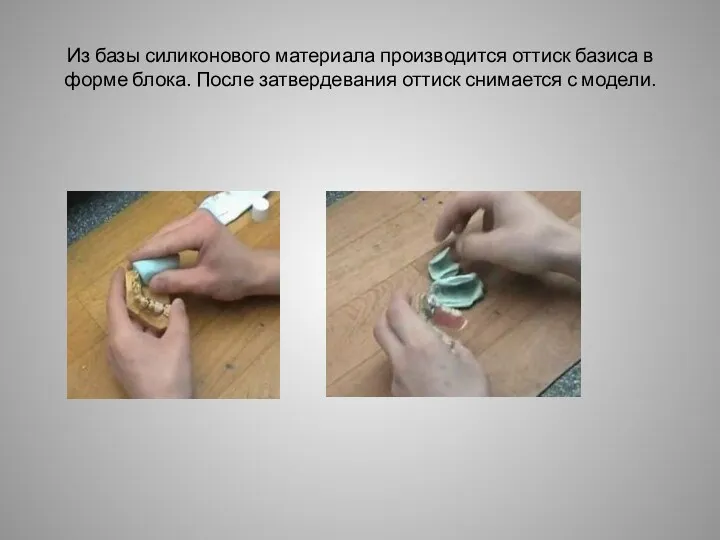
Из базы силиконового материала производится оттиск базиса в форме блока. После
Из базы силиконового материала производится оттиск базиса в форме блока. После
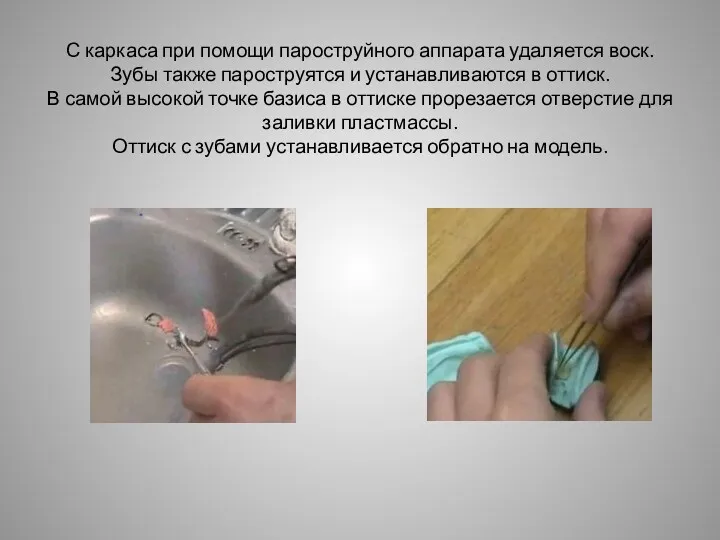
С каркаса при помощи пароструйного аппарата удаляется воск.
Зубы также пароструятся
С каркаса при помощи пароструйного аппарата удаляется воск. Зубы также пароструятся
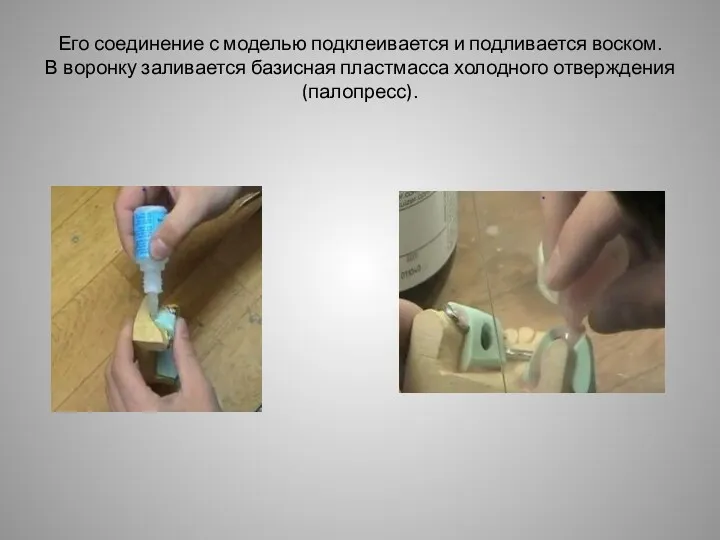
Его соединение с моделью подклеивается и подливается воском.
В воронку заливается базисная
Его соединение с моделью подклеивается и подливается воском. В воронку заливается базисная
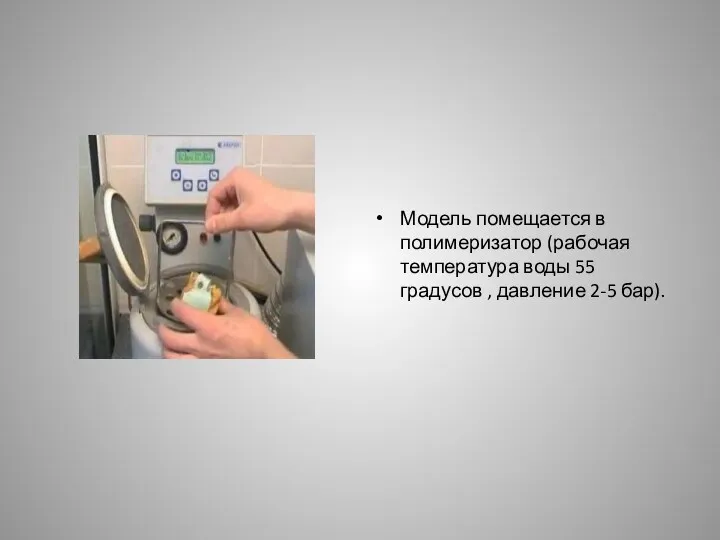
Модель помещается в полимеризатор (рабочая температура воды 55 градусов , давление
Модель помещается в полимеризатор (рабочая температура воды 55 градусов , давление
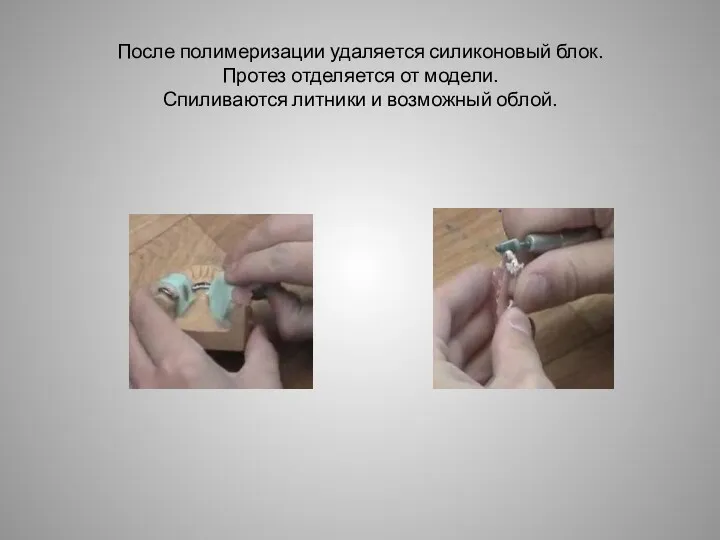
После полимеризации удаляется силиконовый блок.
Протез отделяется от модели.
Спиливаются литники и возможный
После полимеризации удаляется силиконовый блок. Протез отделяется от модели. Спиливаются литники и возможный
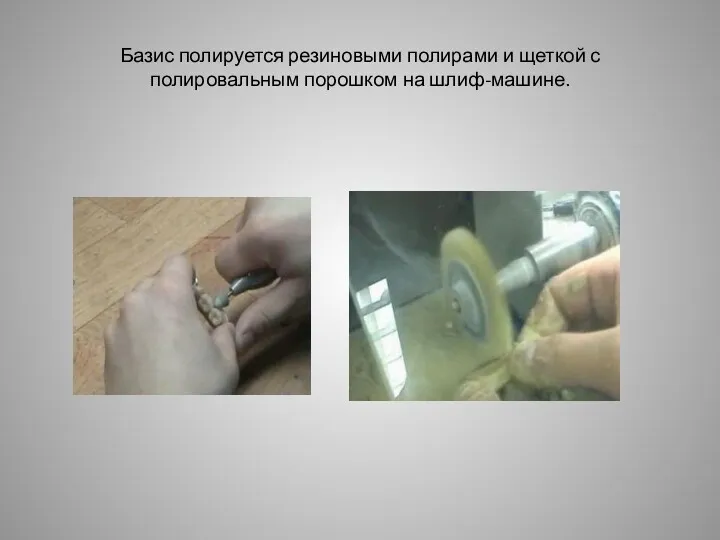
Базис полируется резиновыми полирами и щеткой с полировальным порошком на шлиф-машине.
Базис полируется резиновыми полирами и щеткой с полировальным порошком на шлиф-машине.
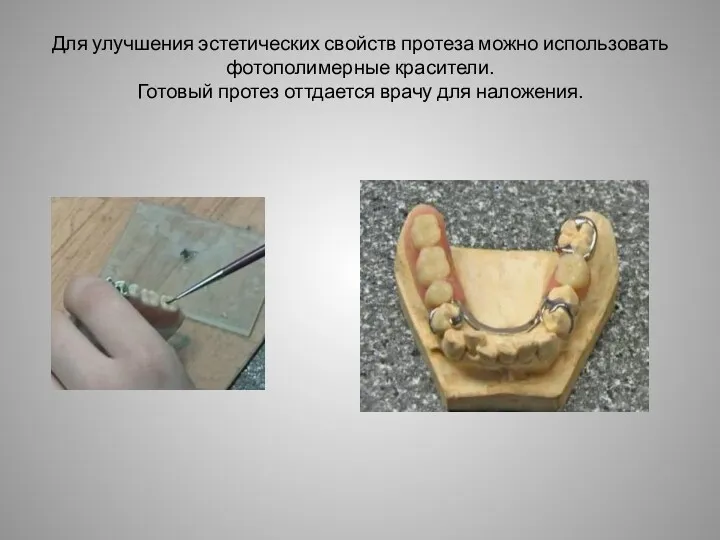
Для улучшения эстетических свойств протеза можно использовать фотополимерные красители.
Готовый протез оттдается
Для улучшения эстетических свойств протеза можно использовать фотополимерные красители. Готовый протез оттдается
 Мастер - класс Изготовление пособий для знакомства детей с ПДД.
Мастер - класс Изготовление пособий для знакомства детей с ПДД. Механизмы окислительной модификации макромолекул. Материал для студентов ЛФ(стоматология)
Механизмы окислительной модификации макромолекул. Материал для студентов ЛФ(стоматология) Задание №24 ЕГЭ по истории. Алгоритм выполнения
Задание №24 ЕГЭ по истории. Алгоритм выполнения практическая работа 8
практическая работа 8 Анализ мониторинга интегративных качеств дошкольников
Анализ мониторинга интегративных качеств дошкольников Альбрехт Дюрер и его акварели
Альбрехт Дюрер и его акварели Инженерный анализ методом конечных элементов. Оптимизация конструкций
Инженерный анализ методом конечных элементов. Оптимизация конструкций Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год)
Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год) Приоритетные направления развития фармации РФ
Приоритетные направления развития фармации РФ ООО БНК - российское производственное предприятие по выпуску электротехнического оборудования
ООО БНК - российское производственное предприятие по выпуску электротехнического оборудования XII Всероссийский медиафестиваль для детей, юношества и семьи - Моряна 2019
XII Всероссийский медиафестиваль для детей, юношества и семьи - Моряна 2019 Проект технологической линии производства сметаны
Проект технологической линии производства сметаны Личная документация
Личная документация budem_vezhlivy
budem_vezhlivy проверка деления умножением
проверка деления умножением библейская тема в станк
библейская тема в станк Семантическое ядро как основа продвижения сайта. SEO-2
Семантическое ядро как основа продвижения сайта. SEO-2 Prezentatsia_VKR_Zhuravleva
Prezentatsia_VKR_Zhuravleva Презентация к уроку Экскурсия по Санкт-петербургу с математикой 5 класс.
Презентация к уроку Экскурсия по Санкт-петербургу с математикой 5 класс. Федеральные нормы и правила в области промышленной безопасности. Правила безопасности в нефтяной и газовой промышленности
Федеральные нормы и правила в области промышленной безопасности. Правила безопасности в нефтяной и газовой промышленности Оформление рецептов
Оформление рецептов Классификация грибов
Классификация грибов Проектная деятельность в логопедической работе
Проектная деятельность в логопедической работе Параллельность плоскостей
Параллельность плоскостей Занятие-тренинг как средство повышения роли родителей в воспитании детей Давайте начнём с себя.
Занятие-тренинг как средство повышения роли родителей в воспитании детей Давайте начнём с себя. Мы делили апельсин. Пальчиковая гимнастика.
Мы делили апельсин. Пальчиковая гимнастика. История медиа. Наскальные рисунки индейцев
История медиа. Наскальные рисунки индейцев Использование технологии проектирования в деятельности педагога-психолога ДОУ
Использование технологии проектирования в деятельности педагога-психолога ДОУ