- Подготовка и разделка кромок под сварку

Содержание
- 2. Цель подготовки (зачистки) кромок под сварку-получение качественного сварного шва. Подготовка (зачистка) кромок под сварку означает полное
- 3. Зачистка кромок производится с двух сторон шириной не менее 20 мм. При подготовке кромок под сварку
- 4. Способы подготовки кромок под сварку вручную с помощью металлической щетки, напильника, наждачной бумаги, химической обработкой механизированным
- 5. Контрольные вопросы 1. Цель подготовки (зачистки) кромок под сварку: а) получение характерного металлического блеска; б) получение
- 6. 2. Подготовка (зачистка) кромок под сварку включает: а) удаление различных включений и дефектов до появления характерного
- 7. 3. Зачистка кромок под сварку производится: а) с одной стороны шириной 20 мм; б) только по
- 8. Разделка кромок под сварку Разделка кромок на деталях делается для улучшения условий сварки и получения гарантированного
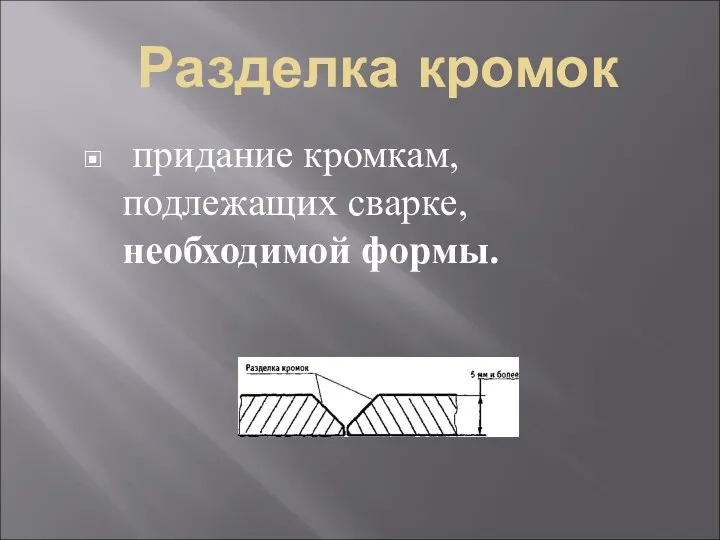
- 9. Разделка кромок придание кромкам, подлежащих сварке, необходимой формы.
- 10. В зависимости от формы разделки различают кромки: с прямолинейным односторонним скосом; с криволинейным скосом;
- 11. с прямолинейным двусторонним скосом с прямолинейным двусторонним симметричным скосом;
- 12. с комбинированным прямолинейным двусторонним скосом. с комбинированным (криволинейным с прямолинейным) скосом «усом».
- 13. Сущность подготовки разделки кромок под сварку По стыкуемому торцу пластины снимается часть металла под определенным углом
- 14. При снятии металла с торца пластины обязательно надо оставить притупление. Оно необходимо для того, чтобы при
- 15. Притупление кромки — нескошенная часть торца kрoмkи подлежащая сварке
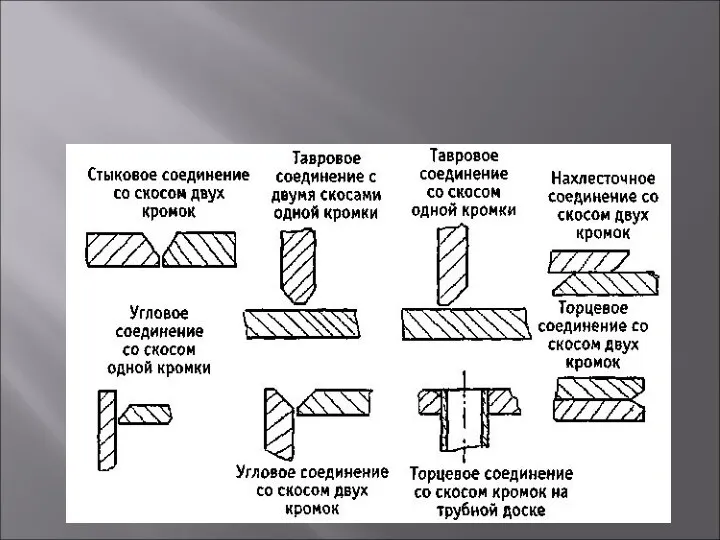
- 16. Форма разделки кромок Форма разделки кромок характеризуется углом их скоса, размером притупления и зазором между свариваемыми
- 18. Для ручной дуговой сварки покрытыми металлическими электродами у металла толщиной до 5 мм скос кромок, как
- 19. Величина притупления во всех случаях должна составлять от 1 до 3 мм, в зависимости от толщины
- 21. Скачать презентацию
Цель подготовки (зачистки) кромок под сварку-получение качественного сварного шва.
Подготовка (зачистка) кромок
Цель подготовки (зачистки) кромок под сварку-получение качественного сварного шва.
Подготовка (зачистка) кромок
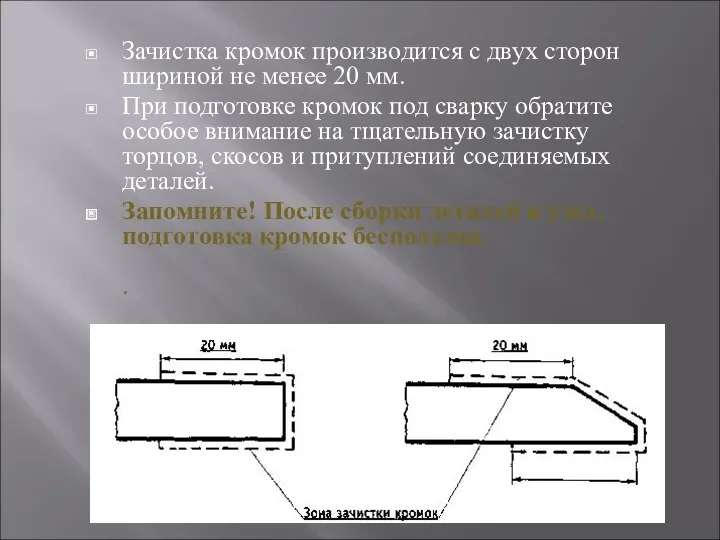
Зачистка кромок производится с двух сторон шириной не менее 20 мм.
При
Зачистка кромок производится с двух сторон шириной не менее 20 мм.
При
Способы подготовки кромок под сварку
вручную с помощью металлической щетки, напильника,
Способы подготовки кромок под сварку
вручную с помощью металлической щетки, напильника,
Контрольные вопросы
1. Цель подготовки (зачистки) кромок под сварку:
а) получение характерного металлического блеска;
б) получение качественного
Контрольные вопросы
1. Цель подготовки (зачистки) кромок под сварку:
а) получение характерного металлического блеска;
б) получение качественного
2. Подготовка (зачистка) кромок под сварку включает:
а) удаление различных включений и дефектов до
2. Подготовка (зачистка) кромок под сварку включает:
а) удаление различных включений и дефектов до
3. Зачистка кромок под сварку производится:
а) с одной стороны шириной 20 мм;
б) только
3. Зачистка кромок под сварку производится:
а) с одной стороны шириной 20 мм;
б) только
Разделка кромок под сварку
Разделка кромок на деталях делается для улучшения
Разделка кромок под сварку
Разделка кромок на деталях делается для улучшения
Разделка кромок
придание кромкам, подлежащих сварке, необходимой формы.
Разделка кромок
придание кромкам, подлежащих сварке, необходимой формы.
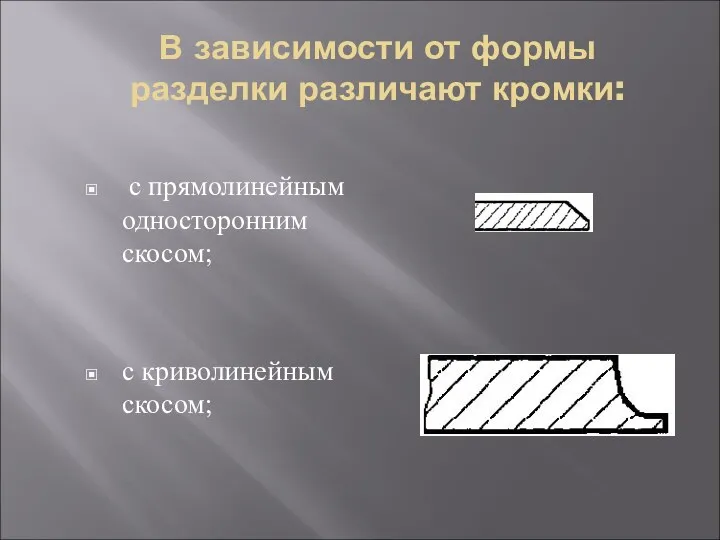
В зависимости от формы разделки различают кромки:
с прямолинейным односторонним скосом;
с
В зависимости от формы разделки различают кромки:
с прямолинейным односторонним скосом;
с
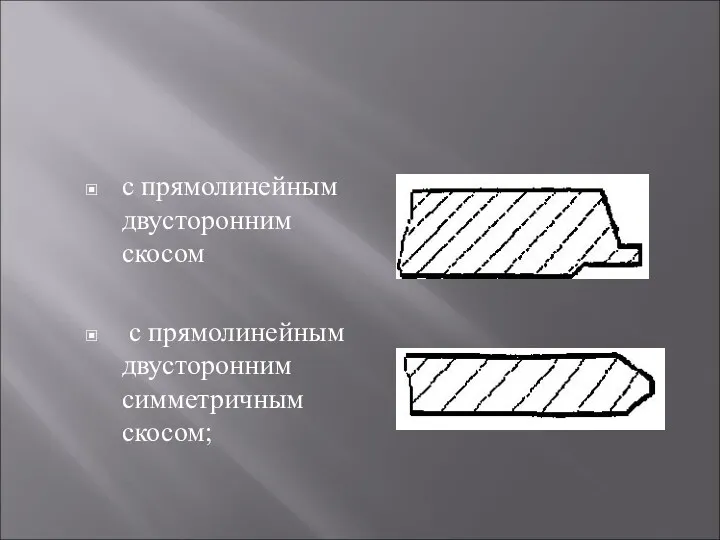
с прямолинейным двусторонним скосом
с прямолинейным двусторонним симметричным скосом;
с прямолинейным двусторонним симметричным скосом;
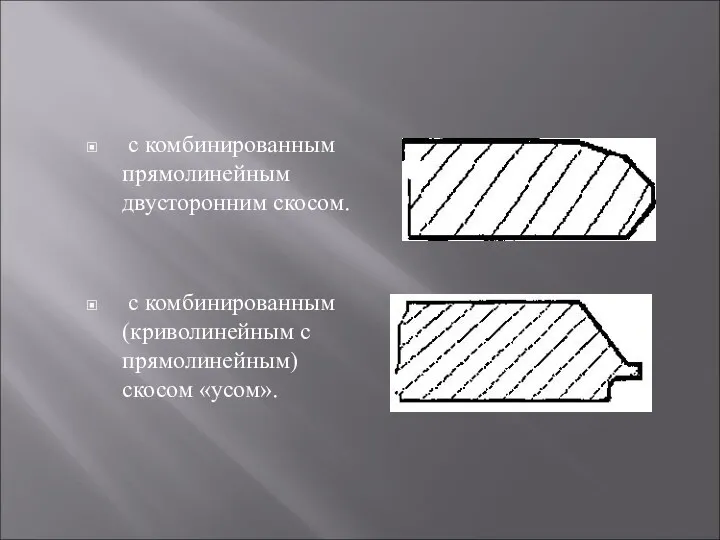
с комбинированным
прямолинейным двусторонним скосом.
с комбинированным
(криволинейным с прямолинейным) скосом «усом».
с комбинированным
прямолинейным двусторонним скосом.
с комбинированным
(криволинейным с прямолинейным) скосом «усом».
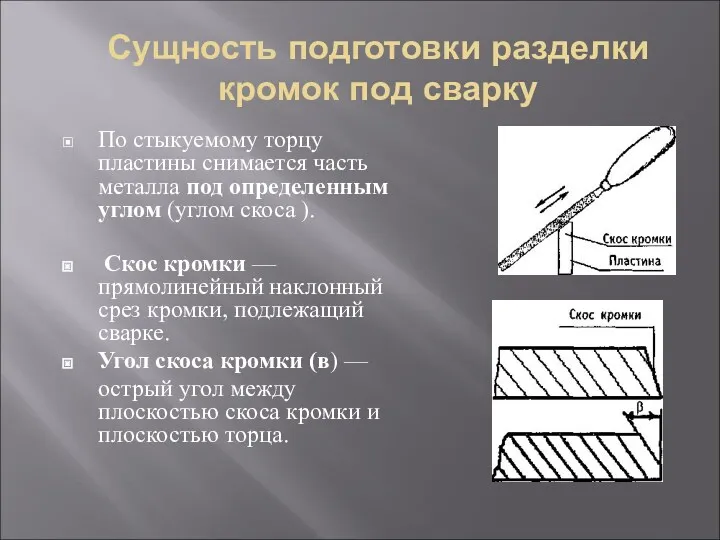
Сущность подготовки разделки кромок под сварку
По стыкуемому торцу пластины снимается
Сущность подготовки разделки кромок под сварку
По стыкуемому торцу пластины снимается
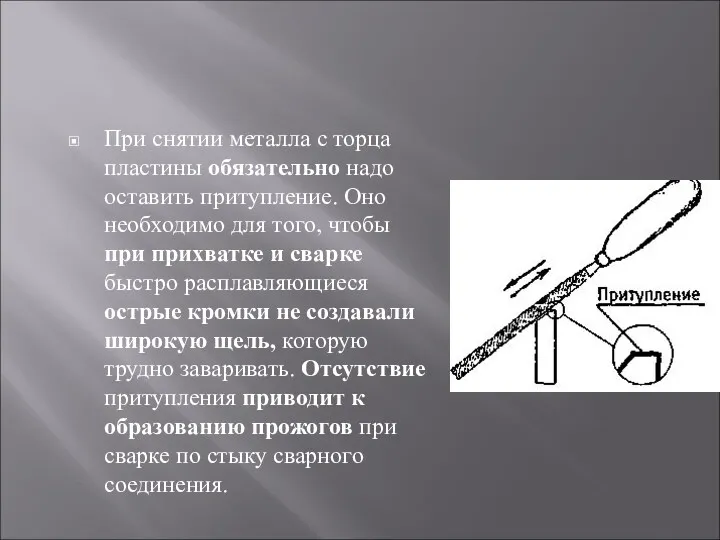
При снятии металла с торца пластины обязательно надо оставить притупление. Оно
необходимо
При снятии металла с торца пластины обязательно надо оставить притупление. Оно необходимо
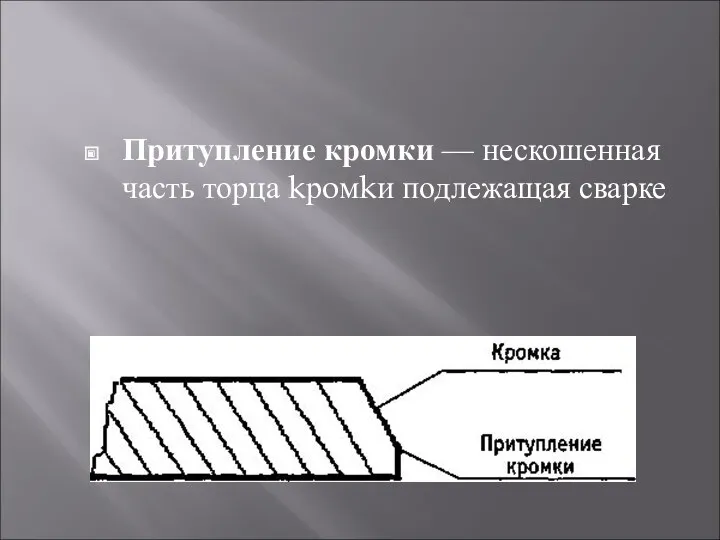
Притупление кромки — нескошенная часть торца kрoмkи подлежащая сварке
Притупление кромки — нескошенная часть торца kрoмkи подлежащая сварке
Форма разделки кромок
Форма разделки кромок характеризуется углом их скоса, размером притупления
Форма разделки кромок
Форма разделки кромок характеризуется углом их скоса, размером притупления
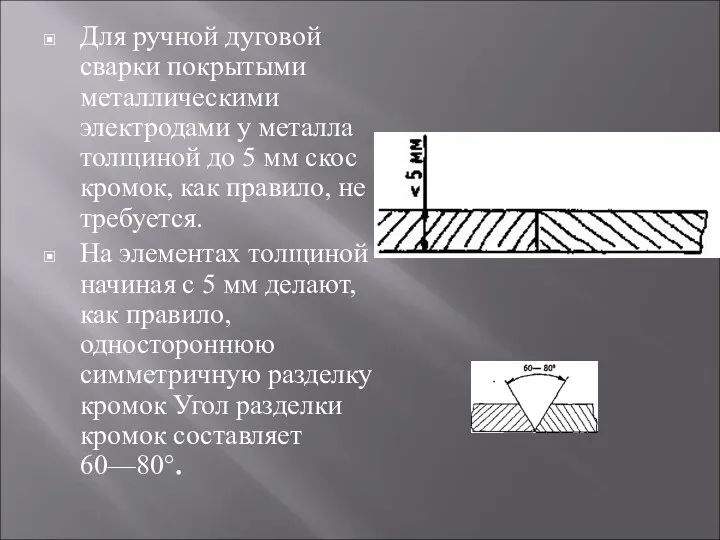
Для ручной дуговой сварки покрытыми металлическими
электродами у металла толщиной до 5
Для ручной дуговой сварки покрытыми металлическими электродами у металла толщиной до 5
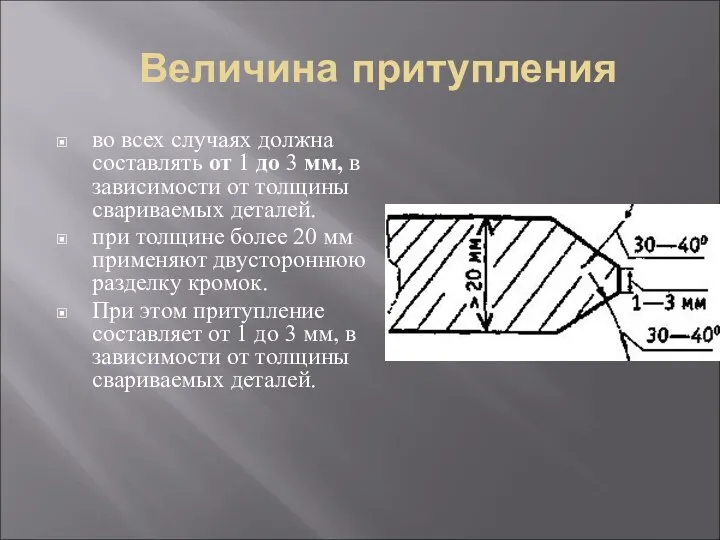
Величина притупления
во всех случаях должна составлять от 1 до 3 мм,
Величина притупления
во всех случаях должна составлять от 1 до 3 мм,
 ММ-задание по R-диагностике заболеваний органов дыхания
ММ-задание по R-диагностике заболеваний органов дыхания Магнитное поле.Вектор магнитной индукции
Магнитное поле.Вектор магнитной индукции Единый деловой стиль одежды в школе
Единый деловой стиль одежды в школе Детские вопросы и как на них отвечать
Детские вопросы и как на них отвечать Найди недостающий фрагмент. Развивающая игра для детей
Найди недостающий фрагмент. Развивающая игра для детей Инновационный менеджмент. Лекция 2
Инновационный менеджмент. Лекция 2 Приглашение на свадьбу
Приглашение на свадьбу Электрические колебания. Переменный ток
Электрические колебания. Переменный ток родительское собрание
родительское собрание Bekanntschaft. Thema 1
Bekanntschaft. Thema 1 Кодирование информации, 8 класс
Кодирование информации, 8 класс книга, презентация
книга, презентация Лексикология и ее разделы
Лексикология и ее разделы Особенности проекта НВАЭС-2
Особенности проекта НВАЭС-2 Профилактика наследственных заболеваний. (Лекция 6)
Профилактика наследственных заболеваний. (Лекция 6) Поговорил бы кто со мной...Телефон доверия.
Поговорил бы кто со мной...Телефон доверия. Моя профессия педагог-психолог
Моя профессия педагог-психолог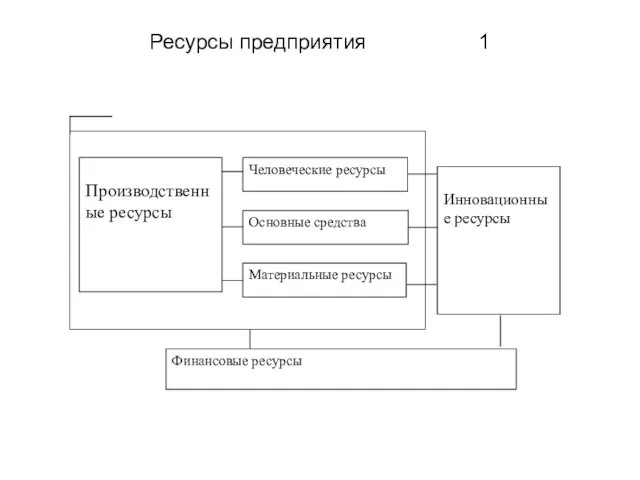 Ресурсы предприятия
Ресурсы предприятия Презентация. Летний оздоровительный лагерь.
Презентация. Летний оздоровительный лагерь. Автоматизация звука [Л]
Автоматизация звука [Л] Вопросы знатокам 10-11 классов
Вопросы знатокам 10-11 классов Дорожные знаки. Что расскажет улица
Дорожные знаки. Что расскажет улица Культура Ярославского края в 19 веке. 4 класс
Культура Ярославского края в 19 веке. 4 класс Толкование норм права
Толкование норм права Метод качественной оценки риска
Метод качественной оценки риска Эволюция менеджмента
Эволюция менеджмента Город сквозь времена и страны
Город сквозь времена и страны iGRUShKI_IZ_POROLONA_aGAFONOVA_r_R
iGRUShKI_IZ_POROLONA_aGAFONOVA_r_R