- Получение цилиндрических и конических деталей ручным инструментом

Содержание
- 2. Деталь цилиндрической формы , которые в поперечном сечении имеют форму круга, можно изготовить вручную из брусков
- 3. Сначала надо подготовить заготовку — брусок квадратного сечения. Если не удастся подобрать готовый брусок нужного размера,
- 4. Размеры заготовки должны предусматривать припуск на обработку. Сторона квадрата А должна быть примерно на 2 мм
- 5. Затем на каждой пласти заготовки проводят с помощью рейсмуса вдоль кромок две разметочные линии. На торцах
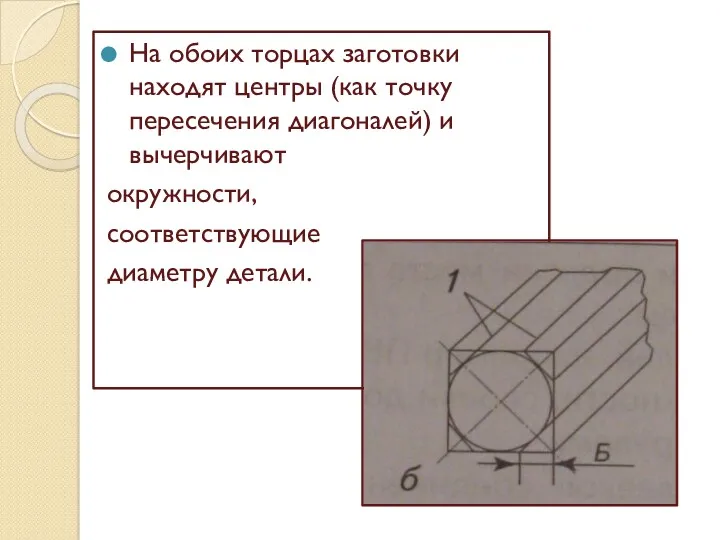
- 6. На обоих торцах заготовки находят центры (как точку пересечения диагоналей) и вычерчивают окружности, соответствующие диаметру детали.
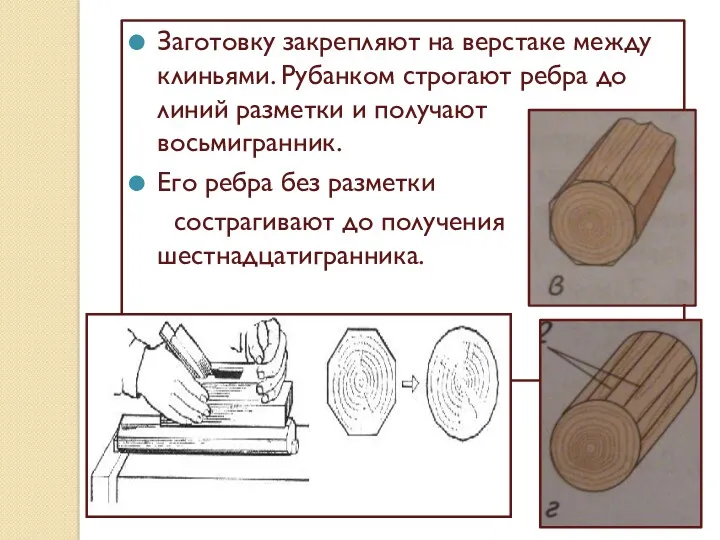
- 7. Заготовку закрепляют на верстаке между клиньями. Рубанком строгают ребра до линий разметки и получают восьмигранник. Его
- 8. Для окончательного скругления заготовку зачищают рашпилем, снимая оставшиеся ребра. Эту операцию целесообразно осуществлять в приспособлении.
- 9. Полученную деталь зачищают шлифовальной шкуркой. Нужную длину детали получают пилением ножовкой в приспособлении.
- 10. Соответствие диаметра цилиндрической детали заданному размеру проверяют кронциркулем. Это измерительный инструмент в виде циркуля с дугообразными
- 11. 1. Запиши в тетради последовательность изготовления детали цилиндрической формы а – выпиливание бруска квадратного сечения из
- 13. Скачать презентацию

Деталь цилиндрической формы , которые в поперечном сечении имеют форму круга,
Деталь цилиндрической формы , которые в поперечном сечении имеют форму круга,

Сначала надо подготовить заготовку — брусок квадратного сечения. Если не удастся
Сначала надо подготовить заготовку — брусок квадратного сечения. Если не удастся
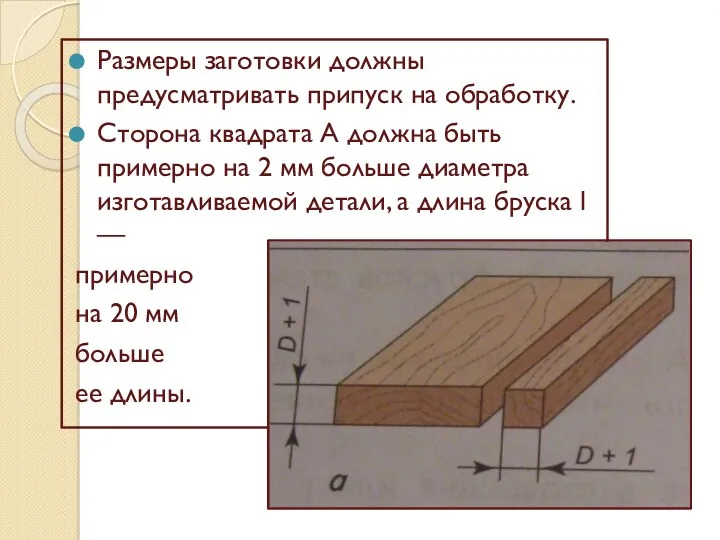
Размеры заготовки должны предусматривать припуск на обработку.
Сторона квадрата А должна быть
Размеры заготовки должны предусматривать припуск на обработку.
Сторона квадрата А должна быть
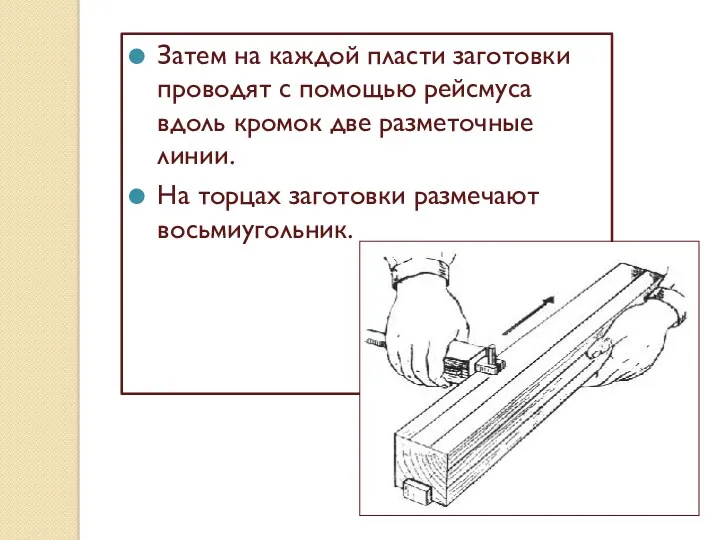
Затем на каждой пласти заготовки проводят с помощью рейсмуса вдоль кромок
Затем на каждой пласти заготовки проводят с помощью рейсмуса вдоль кромок
На обоих торцах заготовки находят центры (как точку пересечения диагоналей) и
На обоих торцах заготовки находят центры (как точку пересечения диагоналей) и
Заготовку закрепляют на верстаке между клиньями. Рубанком строгают ребра до линий
Заготовку закрепляют на верстаке между клиньями. Рубанком строгают ребра до линий
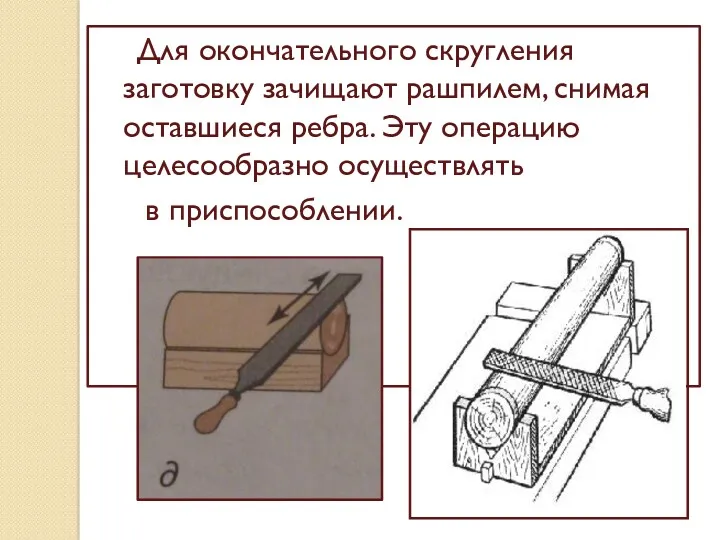
Для окончательного скругления заготовку зачищают рашпилем, снимая оставшиеся ребра. Эту
Для окончательного скругления заготовку зачищают рашпилем, снимая оставшиеся ребра. Эту

Полученную деталь зачищают шлифовальной шкуркой. Нужную длину детали получают пилением ножовкой

Соответствие диаметра цилиндрической детали заданному размеру проверяют кронциркулем.
Это измерительный инструмент
Соответствие диаметра цилиндрической детали заданному размеру проверяют кронциркулем.
Это измерительный инструмент
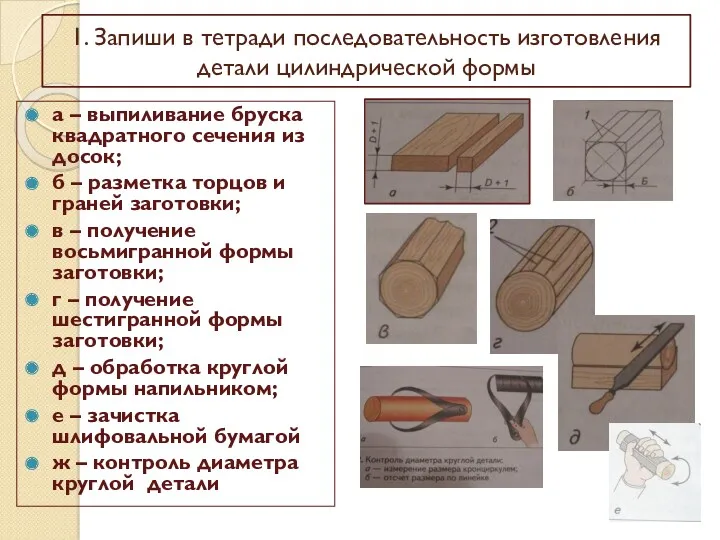
1. Запиши в тетради последовательность изготовления детали цилиндрической формы
а – выпиливание
1. Запиши в тетради последовательность изготовления детали цилиндрической формы
а – выпиливание
 Маркировка товаров
Маркировка товаров Классификация предприятий мясной промышленности
Классификация предприятий мясной промышленности Пробуждение творчества через природу на занятиях лепкой. Презентация (виртуальная экскурсия)
Пробуждение творчества через природу на занятиях лепкой. Презентация (виртуальная экскурсия) Иммуногенез бұзылуының морфологиясы. Тимустың, шеткері лимфалық тіндердің иммуногенез бұзылғандағы өзгерістер
Иммуногенез бұзылуының морфологиясы. Тимустың, шеткері лимфалық тіндердің иммуногенез бұзылғандағы өзгерістер Обыкновенные дроби. Основное свойство дробей
Обыкновенные дроби. Основное свойство дробей Влияние гидроэлектростанций на окружающую среду
Влияние гидроэлектростанций на окружающую среду Металлы в нашей жизни
Металлы в нашей жизни Презентация Потапенкос8.06.22 (1)
Презентация Потапенкос8.06.22 (1) Роль акушерки в профилактике геморрагического шока в послеродовом периоде
Роль акушерки в профилактике геморрагического шока в послеродовом периоде Осложнения анестезии
Осложнения анестезии Хастл. Танец, как образ жизни
Хастл. Танец, как образ жизни Загальне знання повітряних суден. Паливні системи. (Лекція 4)
Загальне знання повітряних суден. Паливні системи. (Лекція 4) Культура социальной инициативы и самоуправления в общественном объединении
Культура социальной инициативы и самоуправления в общественном объединении Добру откроются сердца
Добру откроются сердца Лекция по Педиатрии № 6. Скрининг новорожденных
Лекция по Педиатрии № 6. Скрининг новорожденных Волшебная страна-здоровье
Волшебная страна-здоровье Отношение людей к роботам
Отношение людей к роботам The Lithuanian pages of the creative biography of Stanislav Monyushko
The Lithuanian pages of the creative biography of Stanislav Monyushko Асинхронные двигатели Дуюнова
Асинхронные двигатели Дуюнова bd3ccfe5c6d24bb9a8b4ece584a2830f
bd3ccfe5c6d24bb9a8b4ece584a2830f Рекомендации по реализации различных наборов данных SV-потоков исходя из требований к устройствам РЗА
Рекомендации по реализации различных наборов данных SV-потоков исходя из требований к устройствам РЗА Урок: Уникумы Урала 8 класс
Урок: Уникумы Урала 8 класс Перелетные птицы
Перелетные птицы Green Building Materials
Green Building Materials Причины детского травматизма, меры по предупреждению. Травма зубов у детей
Причины детского травматизма, меры по предупреждению. Травма зубов у детей Школа полезного действия. МКУ ДО Центр детского творчества
Школа полезного действия. МКУ ДО Центр детского творчества Общероссийский конкурс Мой бизнес- моя Россия. Веревочный парк Rope Jungle
Общероссийский конкурс Мой бизнес- моя Россия. Веревочный парк Rope Jungle Электр жетектердегі өтпелі процестер
Электр жетектердегі өтпелі процестер