- Понятие о сварке и ее сущность

Содержание
- 2. Осваиваемые компетенции: ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во
- 3. Цель: В результате обучения по данной теме обучающиеся получат знания о сварке и ее сущности. Место
- 4. В соответствии с ГОСТ 2601—74 сварка — процесс получения неразъемных соединений посредством установления межатомных связей между
- 5. Для получения сварных соединений не требуются какие-либо специальные соединительные элементы (заклепки, накладки и т.п.). Соединение происходит
- 6. Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи устанавливаются только тогда, когда
- 7. В зависимости от характера активации при выполнении соединений различают два основных вида сварки: плавлением и давлением
- 8. При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника нагрева. Расплавленный металл, сливаясь в
- 9. Сущность сварки давлением состоит в совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации
- 10. Различают более 150 видов сварочных процессов. ГОСТ 19521—74 сварочные процессы классифицирует по основным физическим, техническим и
- 11. Термический класс — все виды сварки плавлением, осуществляемые с использованием тепловой энергии (газовая, дуговая, электрошлаковая, плазменная,
- 12. По техническим признакам По техническим признакам сварочные процессы классифицируют в зависимости от способа защиты металла в
- 13. Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в
- 15. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды существуют способы дуговой сварки с
- 16. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговую
- 17. При этом способе сварку выполняют вручную штучными покрытыми электродами. Покрытый электрод представляет собой металлический стержень с
- 18. Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом
- 19. При сварке под флюсом сварочная проволока и флюс подаются в зону горения дуги, под воздействием теплоты
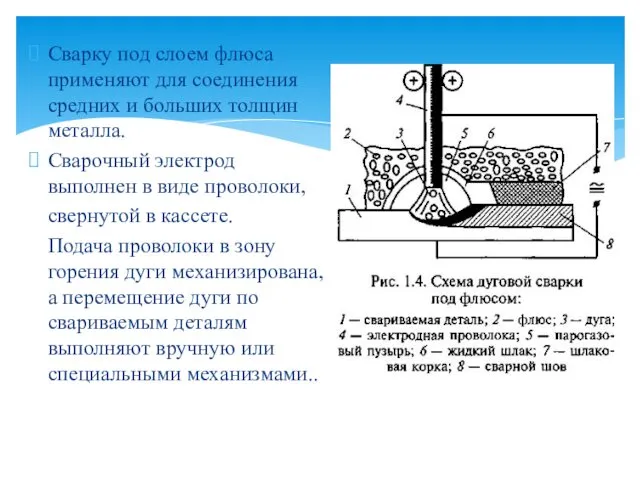
- 20. Сварку под слоем флюса применяют для соединения средних и больших толщин металла. Сварочный электрод выполнен в
- 21. Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом используют как
- 22. В процессе сварки защитные газы, подаваемые в зону горения дуги через сопло сварочной горелки, оттесняют атмосферные
- 23. Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и при- садочного металлов
- 24. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. По мере формирования шва
- 25. Процесс основан на пропускании под давлением потока газов через электрический разряд большой плотности. В результате получают
- 26. Сварку проводят в специальной камере в глубоком вакууме. В результате интенсивной бомбардировки места сварки быстродвижущимися электронами,
- 27. Способ сварки плавлением, при которой для нагрева используют энергию излучения лазера (англ. «усиление света посредством стимулированного
- 28. Для плавления свариваемого и присадочного металлов используют высокотемпературное газокислородное пламя. В качестве горючего для сгорания в
- 30. Скачать презентацию
Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых
Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых
Цель: В результате обучения по данной теме обучающиеся получат знания о
Цель: В результате обучения по данной теме обучающиеся получат знания о
В соответствии с ГОСТ 2601—74 сварка — процесс получения неразъемных соединений
В соответствии с ГОСТ 2601—74 сварка — процесс получения неразъемных соединений

Для получения сварных соединений не требуются какие-либо специальные соединительные элементы (заклепки,
Для получения сварных соединений не требуются какие-либо специальные соединительные элементы (заклепки,
Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей.
Межатомные связи
Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей.
Межатомные связи
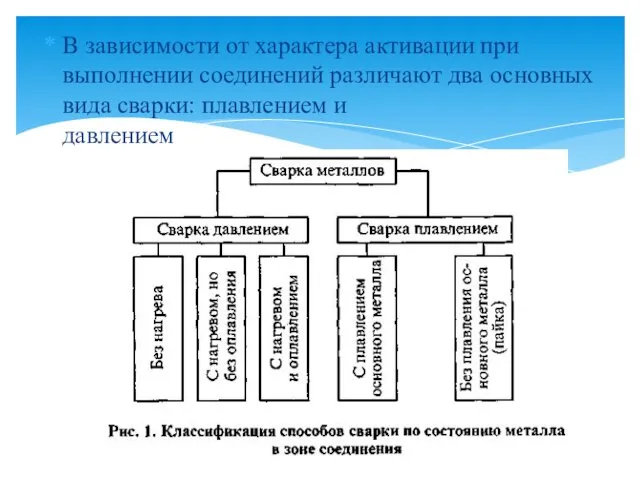
В зависимости от характера активации при выполнении соединений различают два основных
В зависимости от характера активации при выполнении соединений различают два основных
При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника
При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника
Сущность сварки давлением состоит в совместном пластическом деформировании материала по кромкам
Сущность сварки давлением состоит в совместном пластическом деформировании материала по кромкам
Различают более 150 видов сварочных процессов. ГОСТ 19521—74
сварочные процессы классифицирует по
Различают более 150 видов сварочных процессов. ГОСТ 19521—74 сварочные процессы классифицирует по
Термический класс — все виды сварки плавлением, осуществляемые с использованием тепловой
Термический класс — все виды сварки плавлением, осуществляемые с использованием тепловой

По техническим признакам
По техническим признакам сварочные процессы классифицируют в зависимости от
По техническим признакам
По техническим признакам сварочные процессы классифицируют в зависимости от
Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой
Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой

По характеру защиты свариваемого металла и сварочной ванны от окружающей среды
По характеру защиты свариваемого металла и сварочной ванны от окружающей среды
По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода
По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода
При этом способе сварку выполняют вручную штучными покрытыми электродами.
Покрытый электрод
При этом способе сварку выполняют вручную штучными покрытыми электродами.
Покрытый электрод
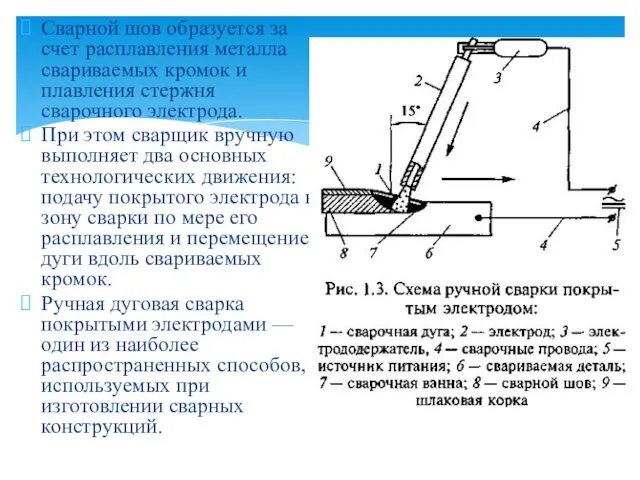
Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления
Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления
При сварке под флюсом сварочная проволока и флюс подаются в зону
При сварке под флюсом сварочная проволока и флюс подаются в зону
Сварку под слоем флюса
применяют для соединения
средних и больших толщин
металла.
Сварочный электрод выполнен
Сварку под слоем флюса
применяют для соединения
средних и больших толщин
металла.
Сварочный электрод выполнен
Электрическая дуга горит в среде специально подаваемых в зону сварки защитных
Электрическая дуга горит в среде специально подаваемых в зону сварки защитных

В процессе сварки защитные газы, подаваемые в зону горения дуги через
В процессе сварки защитные газы, подаваемые в зону горения дуги через
Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления
Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления

Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые
Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые
Процесс основан на пропускании под давлением потока газов через электрический разряд
Процесс основан на пропускании под давлением потока газов через электрический разряд
Сварку проводят в специальной камере в глубоком вакууме. В результате интенсивной
Сварку проводят в специальной камере в глубоком вакууме. В результате интенсивной
Способ сварки плавлением, при которой для нагрева используют энергию излучения лазера
Способ сварки плавлением, при которой для нагрева используют энергию излучения лазера
Для плавления свариваемого и присадочного металлов используют высокотемпературное газокислородное пламя.
В качестве
Для плавления свариваемого и присадочного металлов используют высокотемпературное газокислородное пламя.
В качестве
 Артикуляционная гимнастика.
Артикуляционная гимнастика. Focusing ground penetrating radar images with vertical offset filtering
Focusing ground penetrating radar images with vertical offset filtering Конспект урока по химии в 8 классе по теме Простые вещества - металлы
Конспект урока по химии в 8 классе по теме Простые вещества - металлы Конспект урока в 7-ом классе по географии Движение воды в океане
Конспект урока в 7-ом классе по географии Движение воды в океане Сабриново. Создание сети домов-пансионатов для пожилых людей
Сабриново. Создание сети домов-пансионатов для пожилых людей Smart home. Technologies. Automation and robotics
Smart home. Technologies. Automation and robotics Автоледи
Автоледи Моя семья - моё богатство
Моя семья - моё богатство Шкала самооценки Спилбергера-Ханина
Шкала самооценки Спилбергера-Ханина методическое пособие Разложи по порядку
методическое пособие Разложи по порядку Порядковое числительное. 6 класс
Порядковое числительное. 6 класс Загадки на звуки (Р и Р`) (логопедические упражнения)
Загадки на звуки (Р и Р`) (логопедические упражнения) Развитие туризма в Древнем Китае
Развитие туризма в Древнем Китае Анализ сегментов рынка земли. Характеристики цен на товарном рынке. Определение типа рынка и выбор методов ценообразования
Анализ сегментов рынка земли. Характеристики цен на товарном рынке. Определение типа рынка и выбор методов ценообразования Игра Найди 10 мышек
Игра Найди 10 мышек Дерматомиозит/ полимиозит
Дерматомиозит/ полимиозит Тест. Планеты Солнечной системы
Тест. Планеты Солнечной системы Дети военных лет
Дети военных лет Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха
Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха Михаил Юрьевич Лермонтов Бородино
Михаил Юрьевич Лермонтов Бородино презентация на тему Игрушки Диск
презентация на тему Игрушки Диск Изменение климата
Изменение климата Презентация Жанры изобразительного искусства
Презентация Жанры изобразительного искусства Минеральные ресурсы мира
Минеральные ресурсы мира Теорія Надлюдини Фрідріха Ніцше та її місце у романі Кена Кізі Політ над гніздом зозулі
Теорія Надлюдини Фрідріха Ніцше та її місце у романі Кена Кізі Політ над гніздом зозулі Электронная база викторин по безопасности.
Электронная база викторин по безопасности. Фотосинтез
Фотосинтез Безопасное колесо. Конкурс юных инспекторов движения
Безопасное колесо. Конкурс юных инспекторов движения