- Построение гибкого производства. Структура бизнеса предприятий

Содержание
- 2. Четыре этажа бизнеса предприятия Достижение баланса четырех этажей бизнеса предприятия Четыре основных маршрута действий Система «Три
- 3. ИДЕИ ИНВЕСТИЦИИ Обобщение свойств изделий Стоимость ресурсов Учет и управление Жизненный цикл изделий Производство Подготовка производства
- 4. ИДЕИ ИНВЕСТИЦИИ Обобщение свойств изделий Стоимость ресурсов Учет и управление Жизненный цикл изделий Производство Подготовка производства
- 5. ИДЕИ ИНВЕСТИЦИИ Обобщение свойств изделий Стоимость ресурсов Учет и управление Жизненный цикл изделий Производство Подготовка производства
- 6. Изменения Стратегия и маркетинг. Эффективность. Конкуренто-способность Учет и управление. Жизненный цикл изделий Подготовка производства Производство Внедрение
- 7. Производство Внедрение процессов эффективного производства Реакция на текущую проблему предприятия Анализ причин проблемы предприятия и варианты
- 9. Обоснование возможных вариантов построения эффективного производства на основе создания экспериментальных прототипов производственных процессов Результат Проектная группа
- 10. Построение эффективного производства на основе создания действующих прототипов производственных процессов Результат Технологии Бизнеса Предприятие Управляющий совет
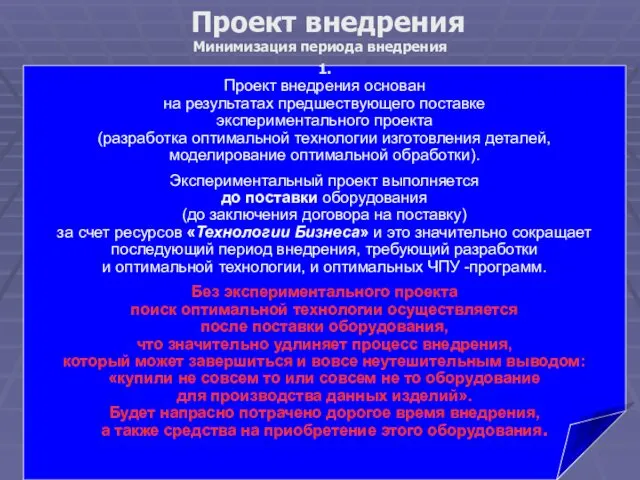
- 11. 1. Проект внедрения основан на результатах предшествующего поставке экспериментального проекта (разработка оптимальной технологии изготовления деталей, моделирование
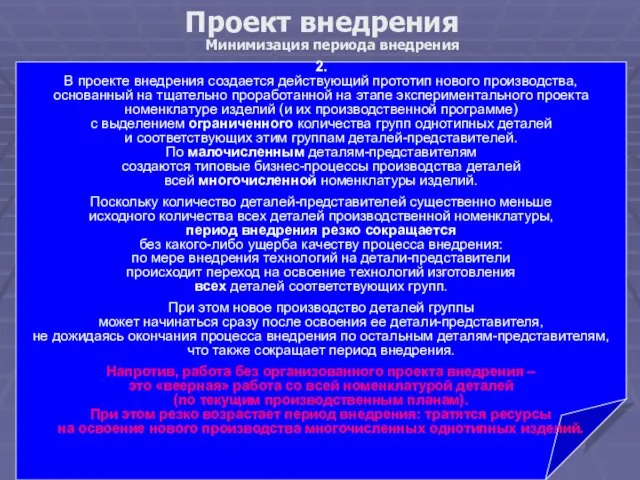
- 12. 2. В проекте внедрения создается действующий прототип нового производства, основанный на тщательно проработанной на этапе экспериментального
- 13. ПРОЕКТ ВНЕДРЕНИЯ Минимизация фактических инвестиционных затрат ∆С = С об · — Твн Ток min (≤
- 14. Стратегия и маркетинг Эффективность Конкуренто-способность Учет и управление Жизненный цикл изделий Подготовка производства Производство Технологии Бизнеса
- 15. Стратегия и маркетинг Эффективность Конкуренто-способность Учет и управление Жизненный цикл изделий Подготовка производства Производство Комплексная автоматизация
- 16. Стратегия и маркетинг Эффективность Конкуренто-способность Учет и управление Жизненный цикл изделий Подготовка производства Производство Комплексная автоматизация
- 18. Скачать презентацию
Четыре этажа бизнеса предприятия
Достижение баланса четырех этажей бизнеса предприятия
Четыре основных
Четыре этажа бизнеса предприятия
Достижение баланса четырех этажей бизнеса предприятия
Четыре основных
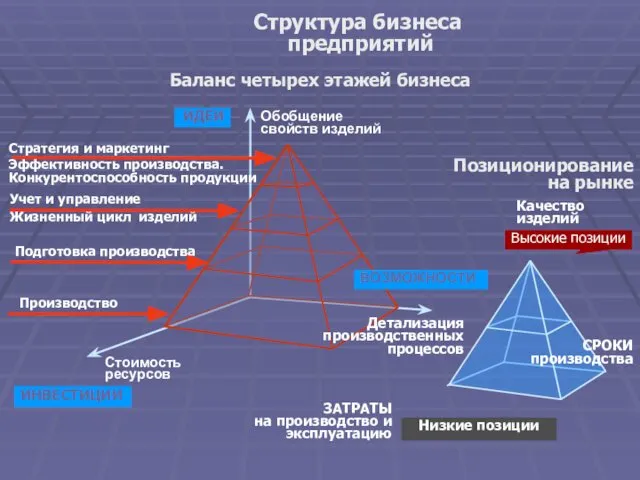
ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и
ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и

ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и
ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и

ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и
ИДЕИ
ИНВЕСТИЦИИ
Обобщение свойств изделий
Стоимость ресурсов
Учет и управление
Жизненный цикл изделий
Производство
Подготовка производства
Стратегия и

Изменения
Стратегия
и маркетинг. Эффективность. Конкуренто-способность
Учет и управление. Жизненный цикл
Стратегия
и маркетинг. Эффективность. Конкуренто-способность
Учет и управление. Жизненный цикл

Производство
Внедрение процессов эффективного производства
Реакция на текущую проблему предприятия
Анализ причин проблемы предприятия
Производство
Внедрение процессов эффективного производства
Реакция на текущую проблему предприятия
Анализ причин проблемы предприятия


Обоснование
возможных
вариантов
построения
эффективного
производства
на основе создания
экспериментальных
прототипов
производственных
процессов
Результат
Проектная группа
возможных
вариантов
построения
эффективного
производства
на основе создания
экспериментальных
прототипов
производственных
процессов
Результат
Проектная группа

Построение
эффективного
производства
на основе создания
действующих
прототипов
производственных
процессов
Результат
Технологии Бизнеса
Предприятие
Управляющий
эффективного
производства
на основе создания
действующих
прототипов
производственных
процессов
Результат
Технологии Бизнеса
Предприятие
Управляющий
1.
Проект внедрения основан
на результатах предшествующего поставке
экспериментального проекта
(разработка
1.
Проект внедрения основан
на результатах предшествующего поставке
экспериментального проекта
(разработка
2.
В проекте внедрения создается действующий прототип нового производства,
основанный на тщательно
2.
В проекте внедрения создается действующий прототип нового производства,
основанный на тщательно
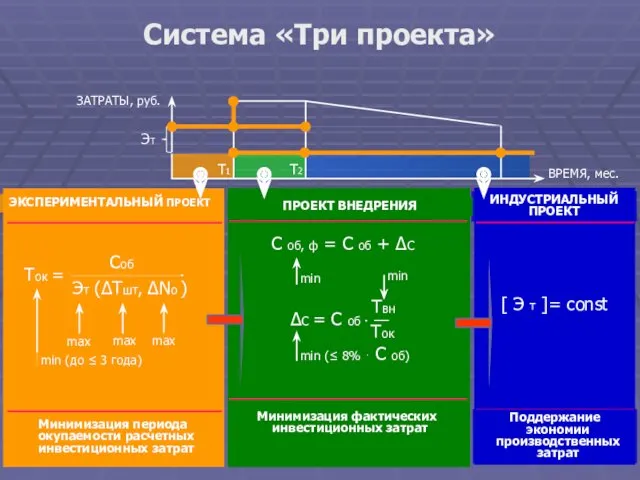
ПРОЕКТ ВНЕДРЕНИЯ
Минимизация фактических инвестиционных затрат
∆С = С об · —
Твн
Ток
min (≤
ПРОЕКТ ВНЕДРЕНИЯ
Минимизация фактических инвестиционных затрат
∆С = С об · —
Твн
Ток
min (≤

Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Технологии
Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Технологии

Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Комплексная
Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Комплексная

Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Комплексная
Стратегия и маркетинг
Эффективность
Конкуренто-способность
Учет и управление
Жизненный цикл изделий
Подготовка производства
Производство
Комплексная
 Старостина
Старостина Презентация к уроку Светская этика 4 класс. Тема: Традиции и обычаи русского народа. Масленица.
Презентация к уроку Светская этика 4 класс. Тема: Традиции и обычаи русского народа. Масленица. игра - викторина По следам войны 1812 года
игра - викторина По следам войны 1812 года Презентация Профилактика ЗРР
Презентация Профилактика ЗРР Логическая структура презентации
Логическая структура презентации Полимерные материалы и изделия
Полимерные материалы и изделия Рождественский сочельник
Рождественский сочельник Математическое моделирование. Форма и принципы представления математических моделей
Математическое моделирование. Форма и принципы представления математических моделей Моя профессия - конструирование и моделирование швейных изделий
Моя профессия - конструирование и моделирование швейных изделий Волейбол. Правила игры
Волейбол. Правила игры Загадки пирамид
Загадки пирамид Пособие для логопедов, воспитателей, родителей Артикуляционная гимнастика
Пособие для логопедов, воспитателей, родителей Артикуляционная гимнастика Строительный генеральный план
Строительный генеральный план Рогожкин Виктор Михайлович
Рогожкин Виктор Михайлович Лакокрасочные матариалы
Лакокрасочные матариалы Проверка электронного документа. Личный кабинет
Проверка электронного документа. Личный кабинет ОАО Газпромнефть — Омский НПЗ
ОАО Газпромнефть — Омский НПЗ 1 сентября во 2 классе.
1 сентября во 2 классе. Презентация Общие химические понятия и законы
Презентация Общие химические понятия и законы Проект по благоустройству территории участка детского сада Лесная поляна
Проект по благоустройству территории участка детского сада Лесная поляна Процессуальное право: административная юрисдикция, конституционное судопроизводство
Процессуальное право: административная юрисдикция, конституционное судопроизводство Возможности использования виртуальной экологической тропы INVITA в работе с родителями воспитанников дошкольного образовательного учреждения
Возможности использования виртуальной экологической тропы INVITA в работе с родителями воспитанников дошкольного образовательного учреждения Автоматизація в легкій промисловості
Автоматизація в легкій промисловості презентация на тему Великая Отечественная война для 3 класса
презентация на тему Великая Отечественная война для 3 класса Безопасность производства газосварочных работ с применением пропан-бутановых смесей
Безопасность производства газосварочных работ с применением пропан-бутановых смесей Основные фонды. Лизинг
Основные фонды. Лизинг Рак предстательной железы
Рак предстательной железы Электротехническая комиссия (IEC) .PPTX
Электротехническая комиссия (IEC) .PPTX