- Правка сварных изделий

Содержание
- 2. Мы изучали тему сварочные деформации и напряжения и мы понимаем, что при сварке полностью исключить их
- 3. Виды деформаций
- 4. В особо ответственных конструкциях, к которым предъявляются повышенные требования по прочности и качеству соединений, сварочные напряжения
- 5. Термическая обработка процесс нагревания изделия до определенной температуры, выдержки и последующего охлаждения, проводимого с заданной скоростью.
- 6. В случае, когда в изделии после сварки произошли деформации и размеры конструкции не соответствуют допустимым необходимо
- 7. Правка металлоконструкций или их отдельных элементов осуществляется, когда фактическое значение любых остаточных деформаций предельно превышают допустимые
- 8. Правка это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма листа, заготовки или
- 9. Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления,
- 10. Правку металлоконструкций или их отдельных элементов допускается проводить : механическим путем (холодный метод), термическим способом (тепловой
- 11. Механические способы – они основаны на создании пластических деформаций удлинения в холодном состоянии с целью исправления
- 12. Холодный метод правки выполняют одним из перечисленных способов: изгибом конструкций на прессе; растяжением сварных конструкций на
- 13. Холодную правку выполняют с помощью прессов, домкратов, вальцев или вручную кузнечным инструментом;
- 14. Холодную правку применяют при толщине заготовок менее 7…8 мм. применяют гибку, растяжение, осаживание металла по толщине
- 15. В результате применения холодной правки размеры и конфигурация изделия доводятся до заданных проектных значений. Необходимо учитывать,
- 16. При тепловом безударном методе правку конструкций осуществляют нагревом их газовыми горелками, плазменной струей или электрической дугой
- 17. Комбинированный метод правки конструкций предусматривает местный нагрев одним из способов, изложенных выше, с применением механического поджатия
- 18. Приемы правки металла вручную и на оборудовании https://stydopedia.ru/5x1199.html
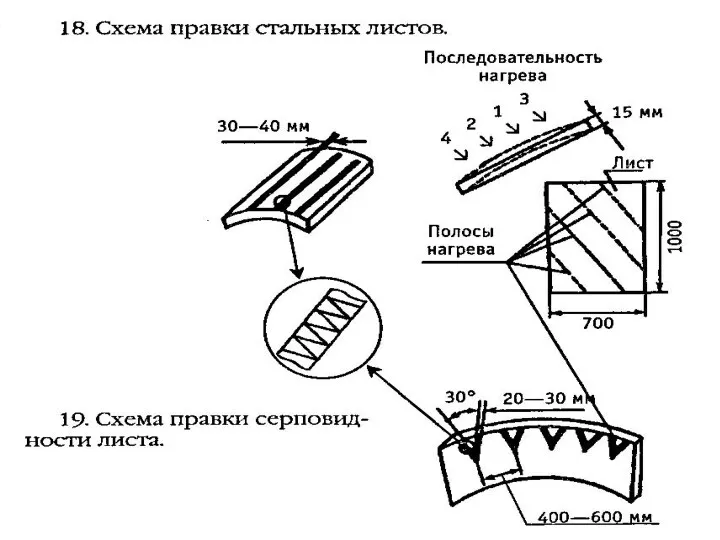
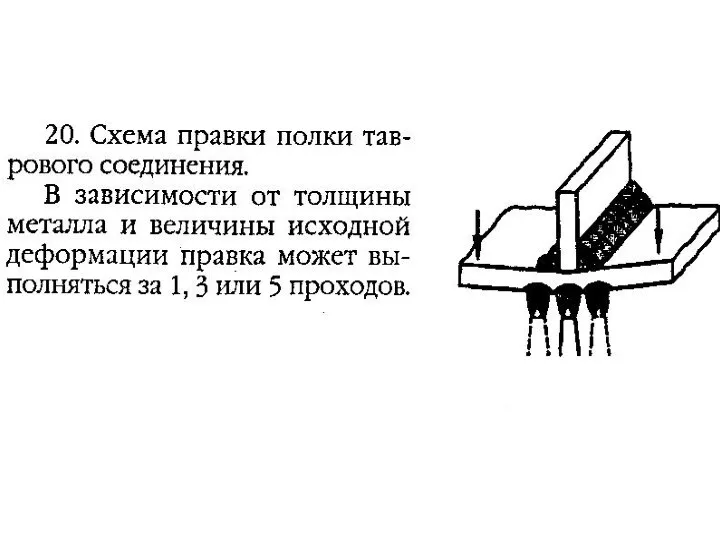
- 19. Термические способы – горячая правка. основана на создании пластических деформаций конструкции – в горячем состоянии при
- 20. Горячая правка При этом способе правки металл нагревают пятнами или участками, чем вызывают пластические деформации укорочения
- 21. Необходимо стремиться к кратковременному и концентрированному нагреву, чтобы соседние зоны оставались не нагретыми и сопротивлялись расширению
- 22. Листовые элементы иногда после нагрева осаживают молотом на плоскости. Так как нагретый металл имеет низкий предел
- 23. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б): 1...31 — места нанесения ударов;
- 24. Термические способы – горячая правка. Она основана на создании пластических деформаций конструкции – в горячем состоянии
- 26. Местной газопламенной термической обработкой может осуществляться 1) поверхностная закалка деталей; 2) местный отжиг, нормализация, отпуск для
- 27. Газопламенная правка изменении линейных размеров и формы в результате возникновения локализованных пластических деформаций, вызываемых местным нагревом
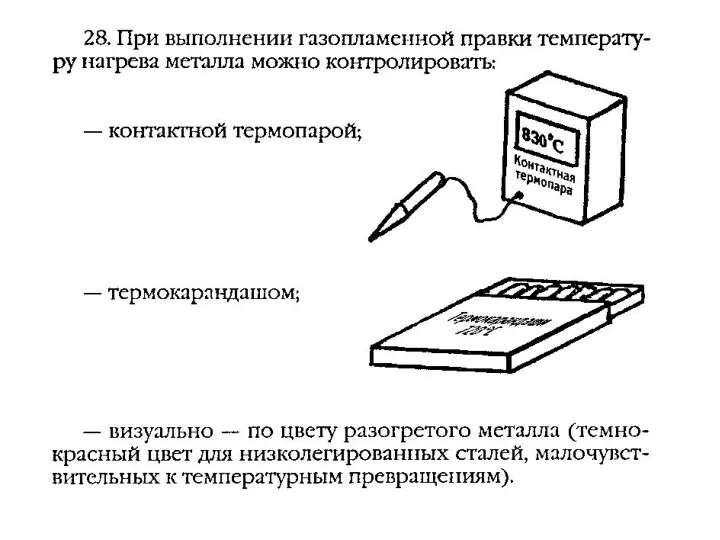
- 28. Основные параметры правки (величина пластических деформации) температура нагрева, расположение, площадь и форма зоны нагрева , интенсивность
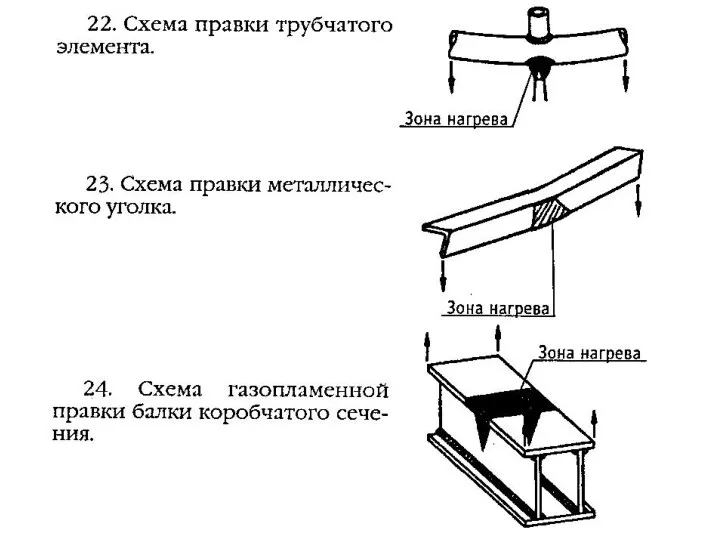
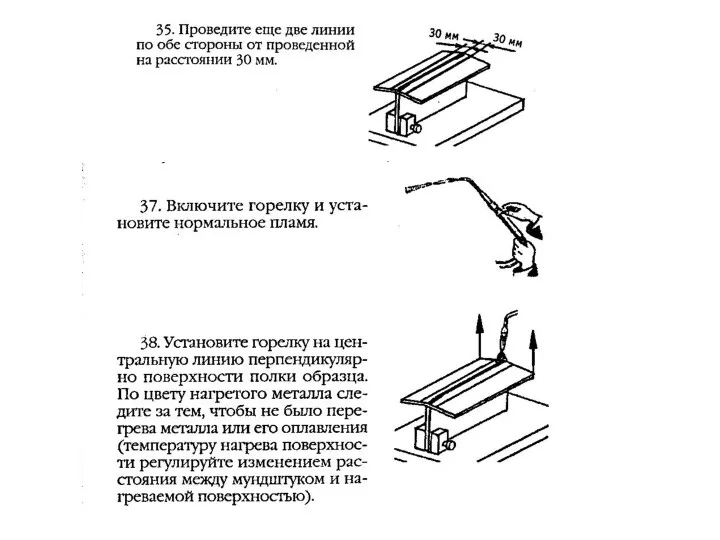
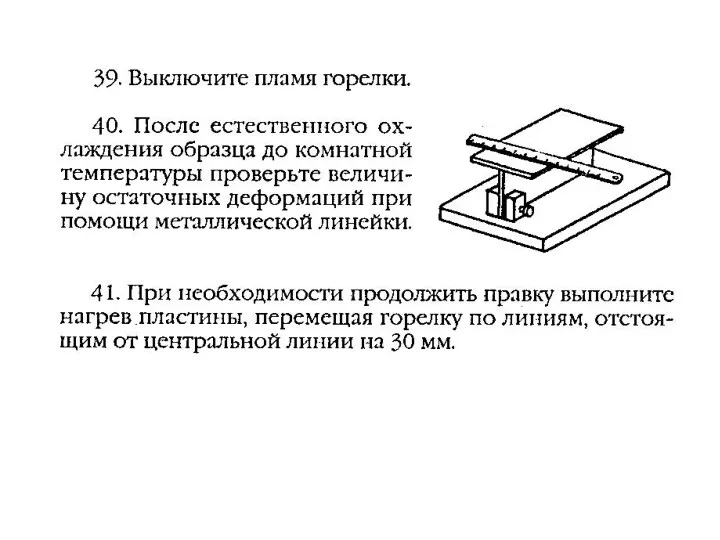
- 37. Местный нагрев пламенем сварочной горелки нагревают выпуклую часть изделия, которое нужно выправить. Т для стали 650—
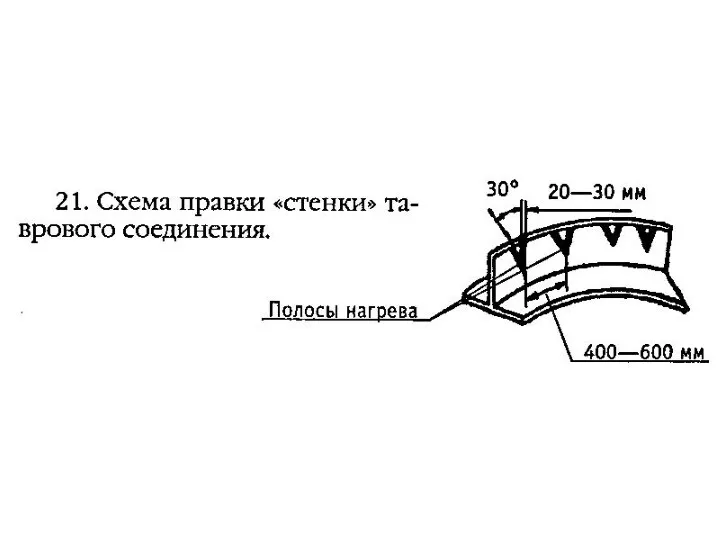
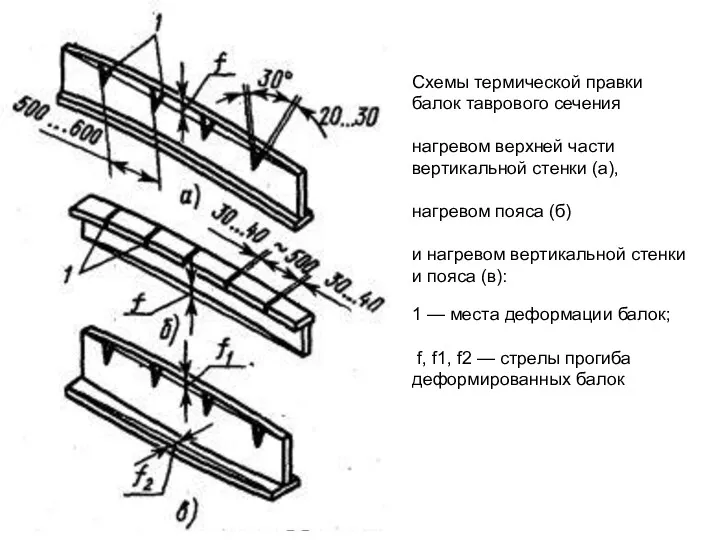
- 38. Схемы термической правки балок таврового сечения нагревом верхней части вертикальной стенки (а), нагревом пояса (б) и
- 39. Вариант правки тавровой балки
- 46. Скачать презентацию
Мы изучали тему сварочные деформации и напряжения и мы понимаем, что
Мы изучали тему сварочные деформации и напряжения и мы понимаем, что
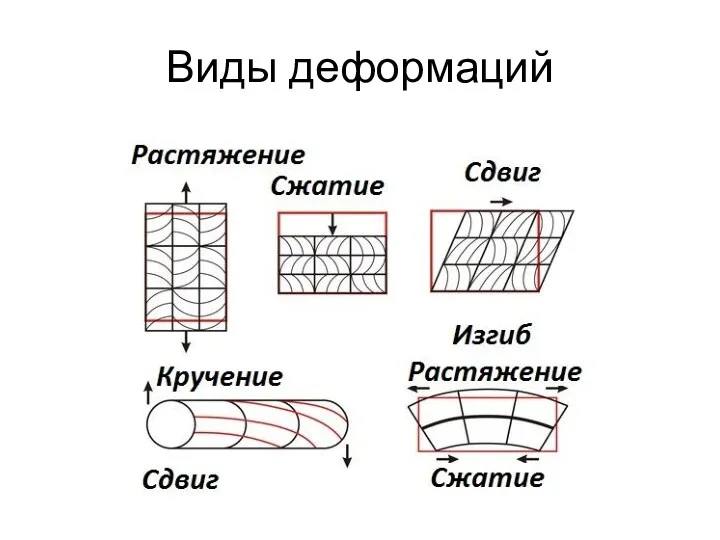
Виды деформаций
Виды деформаций
В особо ответственных конструкциях, к которым предъявляются повышенные требования по прочности
В особо ответственных конструкциях, к которым предъявляются повышенные требования по прочности
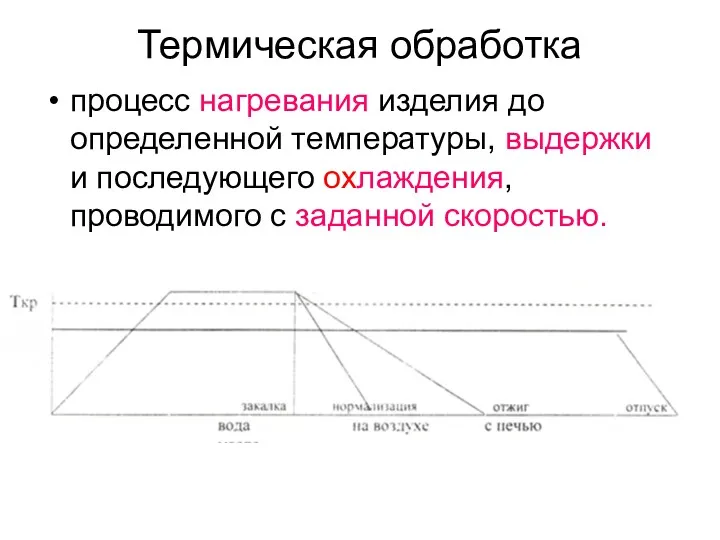
Термическая обработка
процесс нагревания изделия до определенной температуры, выдержки и последующего охлаждения,
Термическая обработка
процесс нагревания изделия до определенной температуры, выдержки и последующего охлаждения,
В случае, когда в изделии после сварки произошли деформации и размеры
В случае, когда в изделии после сварки произошли деформации и размеры
Правка металлоконструкций или их отдельных элементов осуществляется, когда фактическое значение любых
Правка металлоконструкций или их отдельных элементов осуществляется, когда фактическое значение любых
Правка
это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная
Правка
это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная
Правку
применяют в тех случаях, когда нужно устранить искажение формы заготовки
Правку
применяют в тех случаях, когда нужно устранить искажение формы заготовки
Правку металлоконструкций или их отдельных элементов допускается проводить :
механическим путем (холодный
Правку металлоконструкций или их отдельных элементов допускается проводить :
механическим путем (холодный
Механические способы – они основаны на создании пластических деформаций удлинения в
Механические способы – они основаны на создании пластических деформаций удлинения в
Холодный метод правки
выполняют одним из перечисленных способов:
изгибом конструкций на прессе;
Холодный метод правки
выполняют одним из перечисленных способов:
изгибом конструкций на прессе;
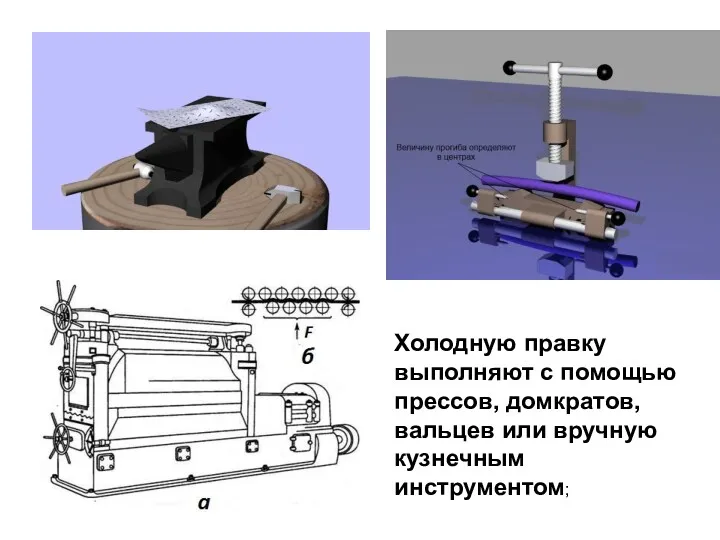
Холодную правку выполняют с помощью прессов, домкратов, вальцев или вручную кузнечным
Холодную правку выполняют с помощью прессов, домкратов, вальцев или вручную кузнечным
Холодную правку применяют
при толщине заготовок менее 7…8 мм.
применяют
гибку, растяжение, осаживание
Холодную правку применяют
при толщине заготовок менее 7…8 мм.
применяют
гибку, растяжение, осаживание
В результате применения холодной правки размеры и конфигурация изделия доводятся до
В результате применения холодной правки размеры и конфигурация изделия доводятся до
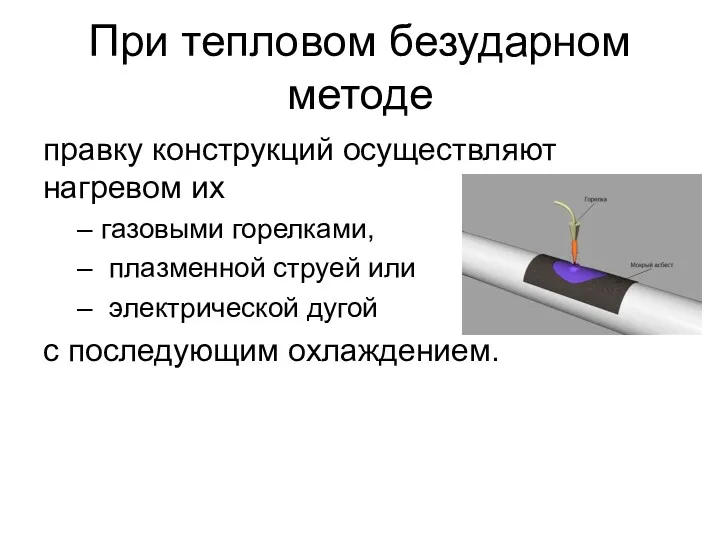
При тепловом безударном методе
правку конструкций осуществляют нагревом их
газовыми горелками,
плазменной
При тепловом безударном методе
правку конструкций осуществляют нагревом их
газовыми горелками,
плазменной
Комбинированный метод правки конструкций
предусматривает местный нагрев одним из способов, изложенных выше,
Комбинированный метод правки конструкций
предусматривает местный нагрев одним из способов, изложенных выше,
Приемы правки металла вручную и на оборудовании
https://stydopedia.ru/5x1199.html
Приемы правки металла вручную и на оборудовании
https://stydopedia.ru/5x1199.html
Термические способы – горячая правка.
основана на создании пластических деформаций конструкции –
Термические способы – горячая правка.
основана на создании пластических деформаций конструкции –
Горячая правка
При этом способе правки металл нагревают пятнами или участками, чем
Горячая правка
При этом способе правки металл нагревают пятнами или участками, чем
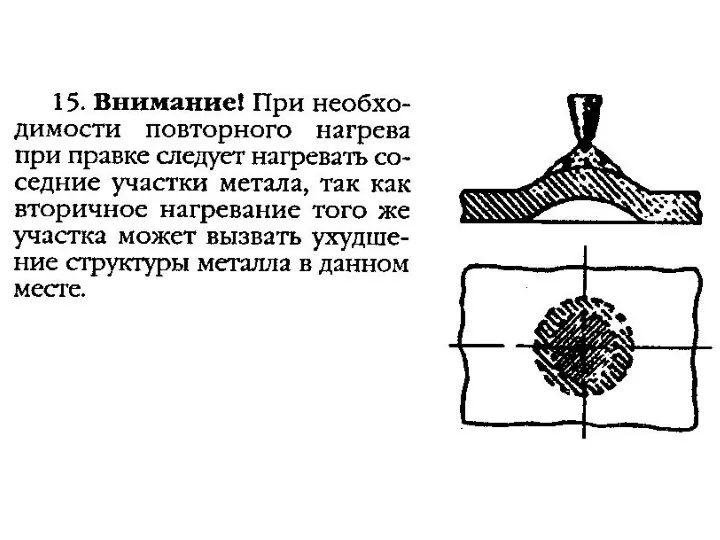
Необходимо стремиться к кратковременному и концентрированному нагреву, чтобы соседние зоны оставались
Необходимо стремиться к кратковременному и концентрированному нагреву, чтобы соседние зоны оставались
Листовые элементы иногда после нагрева осаживают молотом на плоскости. Так как
Листовые элементы иногда после нагрева осаживают молотом на плоскости. Так как
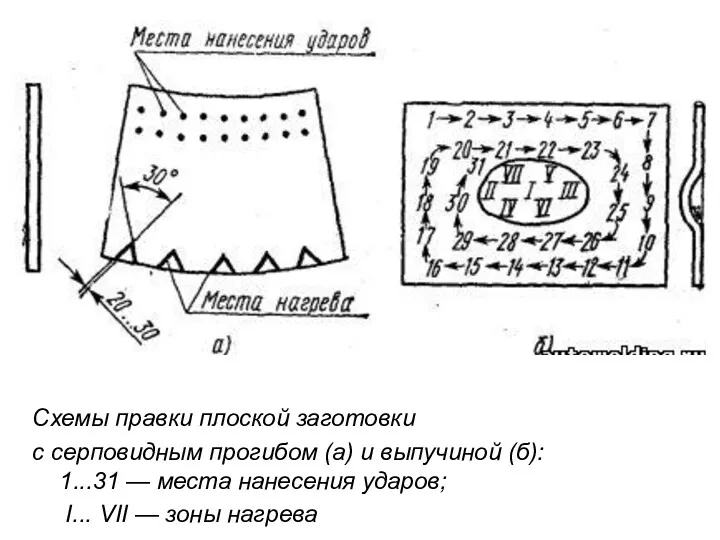
Схемы правки плоской заготовки
с серповидным прогибом (а) и выпучиной (б):
1...31
Схемы правки плоской заготовки
с серповидным прогибом (а) и выпучиной (б):
1...31
Термические способы – горячая правка. Она основана на создании пластических деформаций
Термические способы – горячая правка. Она основана на создании пластических деформаций

Местной газопламенной термической обработкой может осуществляться
1) поверхностная закалка деталей;
2) местный отжиг,
Местной газопламенной термической обработкой может осуществляться
1) поверхностная закалка деталей;
2) местный отжиг,
Газопламенная правка
изменении линейных размеров и формы в результате возникновения локализованных пластических
Газопламенная правка
изменении линейных размеров и формы в результате возникновения локализованных пластических
Основные параметры правки (величина пластических деформации)
температура нагрева,
расположение, площадь и форма
Основные параметры правки (величина пластических деформации)
температура нагрева,
расположение, площадь и форма
Местный нагрев пламенем сварочной горелки
нагревают выпуклую часть изделия, которое нужно выправить.
Местный нагрев пламенем сварочной горелки
нагревают выпуклую часть изделия, которое нужно выправить.
Схемы термической правки балок таврового сечения
нагревом верхней части вертикальной стенки
Схемы термической правки балок таврового сечения
нагревом верхней части вертикальной стенки
Вариант правки тавровой балки
Вариант правки тавровой балки
 Показатели надежности невосстанавливаемых и восстанавливаемых объектов
Показатели надежности невосстанавливаемых и восстанавливаемых объектов Дидактические игры на уроках химии и биологии
Дидактические игры на уроках химии и биологии Микропротезирование. Вкладки, виниры. Штифтовый зуб
Микропротезирование. Вкладки, виниры. Штифтовый зуб Экологические зарисовки
Экологические зарисовки Масленица
Масленица Обобщение опыта: Развитие мелкой моторики и координации движений рук у детей младшего дошкольного возраста через игры и специальные упражнения
Обобщение опыта: Развитие мелкой моторики и координации движений рук у детей младшего дошкольного возраста через игры и специальные упражнения Анатомо-физиологические особенности дыхательной системы у детей
Анатомо-физиологические особенности дыхательной системы у детей Отравляющие вещества раздражающего действии. Клиника, диагностика, лечение
Отравляющие вещества раздражающего действии. Клиника, диагностика, лечение Металургiйний комплекс України
Металургiйний комплекс України Презентация Красная книга Саратовской области
Презентация Красная книга Саратовской области Современные гаджеты для дома
Современные гаджеты для дома Levi Strauss & Co. brand
Levi Strauss & Co. brand Обогащение бериллиевых руд. Обогащение руд и россыпей редкоземельных металлов и тория
Обогащение бериллиевых руд. Обогащение руд и россыпей редкоземельных металлов и тория Своя игра
Своя игра سياحة علاجية
سياحة علاجية Фибрилляция предсердий и её лечение
Фибрилляция предсердий и её лечение Химически опасные объекты
Химически опасные объекты преподавание регионального компонента в курсе экономической географии России
преподавание регионального компонента в курсе экономической географии России Оформление групповой комнаты
Оформление групповой комнаты Презентация к классному часу Великие женщины России
Презентация к классному часу Великие женщины России Формирование грамматически правильной речи. Дидактическая игра Чудесный мешочек
Формирование грамматически правильной речи. Дидактическая игра Чудесный мешочек Композицияның басты бөлігі
Композицияның басты бөлігі Проект Использование приёмов мультимедиа-технологий в логопедической работе. На примере занятия по развитию речи по теме: Зима
Проект Использование приёмов мультимедиа-технологий в логопедической работе. На примере занятия по развитию речи по теме: Зима Светодиоды. История создания светодиодов
Светодиоды. История создания светодиодов Windows Server 2012 R2
Windows Server 2012 R2 Основы логики
Основы логики класс Окружающий мир (1)
класс Окружающий мир (1) Сущность железобетонных конструкций
Сущность железобетонных конструкций