- PrezentatsiaDunaev

Содержание
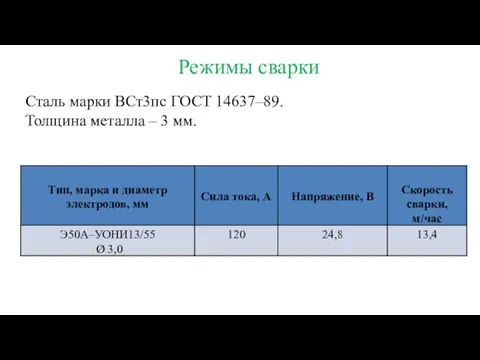
- 3. Сталь марки ВСт3пс ГОСТ 14637–89. Толщина металла – 3 мм. Режимы сварки
- 4. Сборка изделия Метод подготовки и очистки кромок механический. Кромки подготовленных под сварку пластин должны быть зачищены
- 5. Выполнение прихваток Способ сборки – на прихватках. Требования к прихватке: длина 30 мм, высота 3 мм.
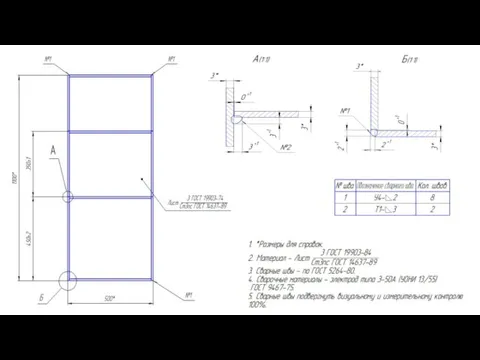
- 6. Техника выполнения швов №1,2 (У4) Угловые соединения с наружным углом в нижнем положении. Вид соединения –
- 7. Техника выполнения швов №3,5,8 и 4,6,7 (У4) Эти швы сваривают от середины к краям. Этот способ
- 8. Сварка наружных угловых швов в нижнем положении Швы выполняют в нижнем положении. Угол наклона электрода равен
- 9. Полки приваривают к каркасу шкафа на прихватках, по аналогии с прихватками каркаса ящика. Техника приварки полок
- 10. Сварка полок угловым швом в нижнем положении Все угловые швы без скоса кромок со сторонами образующими
- 11. Завершение сварки После сварки каждого валика шов зачистить от шлака и брызг металла и производить визуальный
- 13. Скачать презентацию
Сталь марки ВСт3пс ГОСТ 14637–89.
Толщина металла – 3 мм.
Режимы сварки
Сталь марки ВСт3пс ГОСТ 14637–89.
Толщина металла – 3 мм.
Режимы сварки
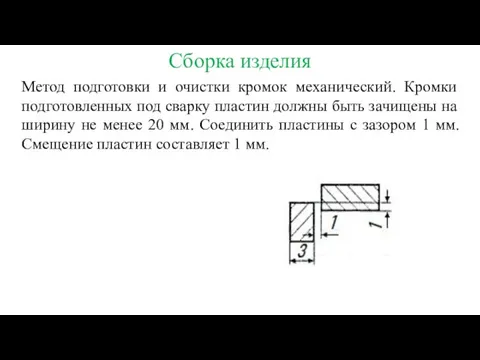
Сборка изделия
Метод подготовки и очистки кромок механический. Кромки подготовленных под
Сборка изделия
Метод подготовки и очистки кромок механический. Кромки подготовленных под
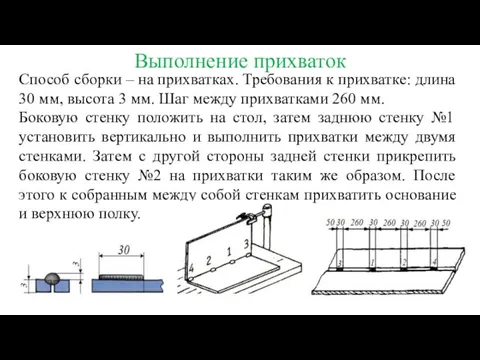
Выполнение прихваток
Способ сборки – на прихватках. Требования к прихватке: длина
Выполнение прихваток
Способ сборки – на прихватках. Требования к прихватке: длина
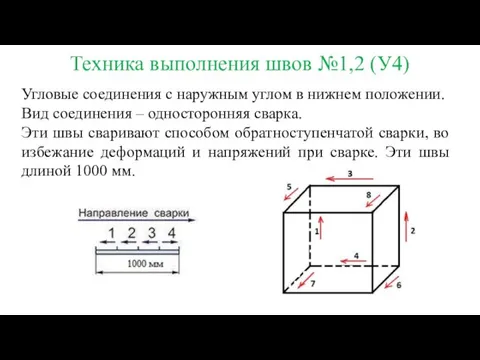
Техника выполнения швов №1,2 (У4)
Угловые соединения с наружным углом в нижнем
Техника выполнения швов №1,2 (У4)
Угловые соединения с наружным углом в нижнем
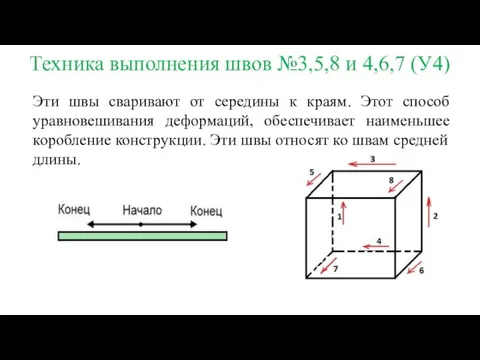
Техника выполнения швов №3,5,8 и 4,6,7 (У4)
Эти швы сваривают от середины
Техника выполнения швов №3,5,8 и 4,6,7 (У4)
Эти швы сваривают от середины

Сварка наружных угловых швов в нижнем положении
Швы выполняют в нижнем положении.
Сварка наружных угловых швов в нижнем положении
Швы выполняют в нижнем положении.
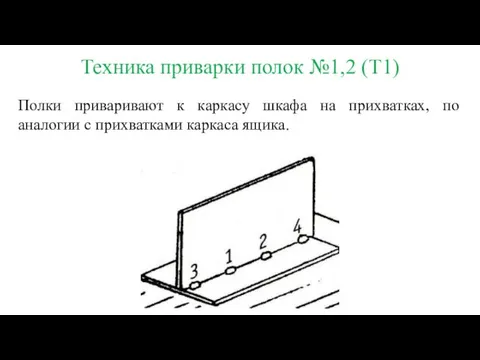
Полки приваривают к каркасу шкафа на прихватках, по аналогии с прихватками
Полки приваривают к каркасу шкафа на прихватках, по аналогии с прихватками
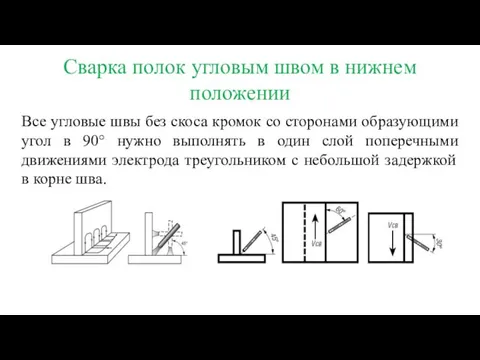
Сварка полок угловым швом в нижнем положении
Все угловые швы без скоса
Сварка полок угловым швом в нижнем положении
Все угловые швы без скоса
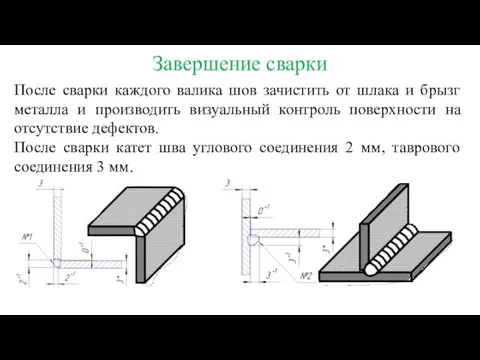
Завершение сварки
После сварки каждого валика шов зачистить от шлака и брызг
Завершение сварки
После сварки каждого валика шов зачистить от шлака и брызг
 Животные на Великой Отечественной войне
Животные на Великой Отечественной войне Строительные материалы на основе полимеров
Строительные материалы на основе полимеров Музыкальные формы
Музыкальные формы Скелетные мышцы туловища человека
Скелетные мышцы туловища человека Горно-разведочные работы, горные выработки
Горно-разведочные работы, горные выработки Основные модели развития науки и их критический анализ: кумулятивизм и антикумулятивизм, прогрессивизм и антипрогрессивизм
Основные модели развития науки и их критический анализ: кумулятивизм и антикумулятивизм, прогрессивизм и антипрогрессивизм Презентация Ваш ребёнок идёт в школу
Презентация Ваш ребёнок идёт в школу Последовательность, принципы и методы оказания первой помощи
Последовательность, принципы и методы оказания первой помощи Электронное портфолио
Электронное портфолио Economic Phoenix. Of Industrial Hemp
Economic Phoenix. Of Industrial Hemp Постреанимационная болезнь детей
Постреанимационная болезнь детей Атмосфера
Атмосфера Brad Pitt & Angelina Jolie married: couple wed in France
Brad Pitt & Angelina Jolie married: couple wed in France Разработка мобильного приложения сервиса создания путеводителей
Разработка мобильного приложения сервиса создания путеводителей tema_3_effektivnost_ispolzovania_energii
tema_3_effektivnost_ispolzovania_energii Студенческое самоуправление в общежитиях
Студенческое самоуправление в общежитиях Введение в медицинскую информатику. (Лекция 1)
Введение в медицинскую информатику. (Лекция 1) Презентация к внеклассному мероприятию Здравствуй, Зимушка-зима
Презентация к внеклассному мероприятию Здравствуй, Зимушка-зима Семинар Проектная деятельность учащихся
Семинар Проектная деятельность учащихся Актиномицеты. Патогенные и условно-патогенные анаэробы
Актиномицеты. Патогенные и условно-патогенные анаэробы daea1-0da20999
daea1-0da20999 Марина Цветаева в Башкортостане
Марина Цветаева в Башкортостане Презентация Цветомузыкальная терапия
Презентация Цветомузыкальная терапия Категории надежности электроснабжения в соответствии с ПУЭ. Тема 5
Категории надежности электроснабжения в соответствии с ПУЭ. Тема 5 Презентация Природные зоны Северной Америки
Презентация Природные зоны Северной Америки Оценка эффективности рекламной политики в Интернете
Оценка эффективности рекламной политики в Интернете Светлая Пасха
Светлая Пасха Военно-промышленный комплекс России
Военно-промышленный комплекс России