- Презентация ДАНИЛОВ!!!!

Содержание
- 2. Технология дуговой сварки стыка подкрановой балки Характеристика изделия Изготавливается из стали марки 15ХСНД Подкрановые балки -
- 3. Сварочное оборудование, принадлежности, материалы Сварку выполняем выпрямителем ВД-306 Техническая характеристика : Пределы регулирования тока - 40
- 4. Подготовка металла к сварке Подготовка кромок под сварку состоит в обязательной очистке их от ржавчины, окалины,
- 5. Режим и техника сварки Соединение стыковое с двумя скосами кромок. Стык свариваем в 7 слоев. Корневой
- 6. Напряжение и деформации при сварке Напряжения и деформации возникают из-за неравномерного распределения температуры при сварке. На
- 7. Требования безопасности при дуговой сварке 1.Несоблюдение электробезопасности - поражение электрическим током. Это возможно при отсутствии заземления
- 8. Технология газовой сварки трубного узла с переходом Характеристика изделия Материал труб - сталь обыкновенного качества марки
- 9. Сварочное оборудование Передвижной газосварочный пост: -Кислородный баллон - Ацетиленовый баллон -Сварочная горелка Г3 – 03 со
- 10. Сварочные материалы Технический чистый кислород взрывоопасен при контакте с маслом, жирами Ацетилен – основной горючий газ
- 11. Подготовка металла к сварке Трубы нарезают на труборезных станках. Стыки труб очищают Устанавливаем зазор в стыках
- 12. Режим и техника сварки Трубы с толщиной стенки до 5 мм сваривают левым способом Диаметр присадочной
- 13. Напряжение и деформации при сварке Контроль качества газовой сварки У газовой сварки большая зона нагрева –
- 14. Техника безопасности при газовой сварке. Пожарная безопасность Соблюдать необходимые расстояния между баллонами, генератором и местом сварки;
- 17. Скачать презентацию

Технология дуговой сварки стыка подкрановой балки
Характеристика изделия
Изготавливается из стали марки 15ХСНД
Подкрановые
Технология дуговой сварки стыка подкрановой балки
Характеристика изделия
Изготавливается из стали марки 15ХСНД
Подкрановые

Сварочное оборудование, принадлежности, материалы
Сварку выполняем выпрямителем ВД-306
Техническая характеристика :
Пределы регулирования тока
Сварочное оборудование, принадлежности, материалы
Сварку выполняем выпрямителем ВД-306
Техническая характеристика :
Пределы регулирования тока

Подготовка металла к сварке
Подготовка кромок под сварку состоит в обязательной очистке
Подготовка металла к сварке
Подготовка кромок под сварку состоит в обязательной очистке

Режим и техника сварки
Соединение стыковое с двумя скосами кромок.
Стык свариваем
Режим и техника сварки
Соединение стыковое с двумя скосами кромок.
Стык свариваем
Напряжение и деформации при сварке
Напряжения и деформации возникают из-за неравномерного распределения
Напряжение и деформации при сварке
Напряжения и деформации возникают из-за неравномерного распределения
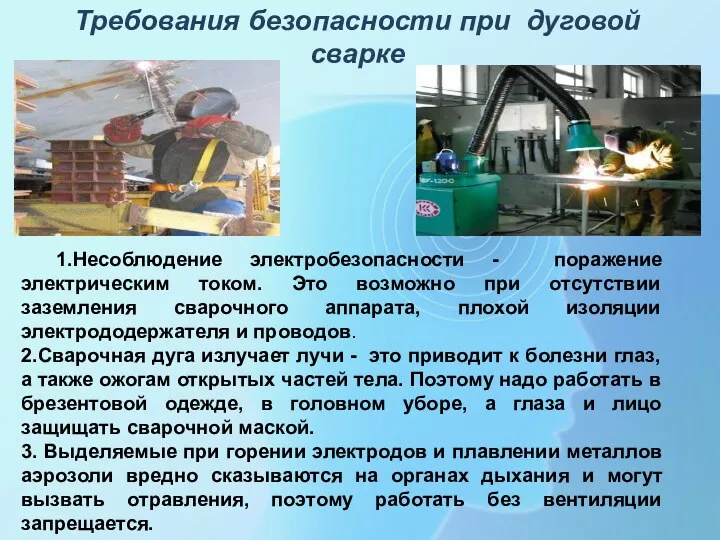
Требования безопасности при дуговой сварке
1.Несоблюдение электробезопасности - поражение электрическим током. Это
Требования безопасности при дуговой сварке
1.Несоблюдение электробезопасности - поражение электрическим током. Это
Технология газовой сварки трубного узла с переходом
Характеристика изделия
Материал труб -
Технология газовой сварки трубного узла с переходом
Характеристика изделия
Материал труб -

Сварочное оборудование
Передвижной газосварочный пост:
-Кислородный баллон
- Ацетиленовый баллон
-Сварочная горелка Г3 – 03
Сварочное оборудование
Передвижной газосварочный пост:
-Кислородный баллон
- Ацетиленовый баллон
-Сварочная горелка Г3 – 03
Сварочные материалы
Технический чистый кислород взрывоопасен при контакте с маслом, жирами
Сварочные материалы
Технический чистый кислород взрывоопасен при контакте с маслом, жирами

Подготовка металла к сварке
Трубы нарезают на труборезных станках.
Стыки труб очищают
Устанавливаем
Подготовка металла к сварке
Трубы нарезают на труборезных станках.
Стыки труб очищают
Устанавливаем

Режим и техника сварки
Трубы с толщиной стенки до 5 мм
Режим и техника сварки
Трубы с толщиной стенки до 5 мм
Напряжение и деформации при сварке
Контроль качества газовой сварки
У газовой сварки
Напряжение и деформации при сварке
Контроль качества газовой сварки
У газовой сварки

Техника безопасности при газовой сварке.
Пожарная безопасность
Соблюдать необходимые расстояния между баллонами, генератором
Техника безопасности при газовой сварке.
Пожарная безопасность
Соблюдать необходимые расстояния между баллонами, генератором

 презентация работа с родителями по фгос
презентация работа с родителями по фгос Дискриминация и права человека. Лекция 2
Дискриминация и права человека. Лекция 2 Общие вопросы ВИЧ\СПИД
Общие вопросы ВИЧ\СПИД Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха
Питательные среды. Методы культивирования микробов и аппаратура. Учет результатов анализа воздуха Благоустройство набережной р. Охты (Муниципальный округ Малая Охта)
Благоустройство набережной р. Охты (Муниципальный округ Малая Охта) Балаларда ерін аурулары
Балаларда ерін аурулары Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск)
Порядок оборудования и содержания мостовой переправы зимой (для подразделений инженерных войск) Открытое занятие для детей подготовительной группы Дружба начинается с улыбки.
Открытое занятие для детей подготовительной группы Дружба начинается с улыбки. Теория государства и права
Теория государства и права Япония (1)
Япония (1) Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности
Внеурочное занятие по курсу Уроки нравственности по теме Золотое правило нравственности Технология устройства кровельных покрытий
Технология устройства кровельных покрытий Загадки по правилам дорожного движения для 1 класса
Загадки по правилам дорожного движения для 1 класса М.И. Глинка. Опера Руслан и Людмила
М.И. Глинка. Опера Руслан и Людмила Права ребенка
Права ребенка Сүйек. Эктопиялық дамуы
Сүйек. Эктопиялық дамуы Первая помощь при повреждении грудной клетки и живота
Первая помощь при повреждении грудной клетки и живота Эксплуатация трансформаторов
Эксплуатация трансформаторов Многоуровневые подвесные потолки
Многоуровневые подвесные потолки Модернизированная переносная станция наземной разведки ПСНР-8М
Модернизированная переносная станция наземной разведки ПСНР-8М ковид
ковид Somebody That I Used To Know
Somebody That I Used To Know Международный день коренных народов мира
Международный день коренных народов мира Башкортостан - жемчужина Урала
Башкортостан - жемчужина Урала Укусы ядовитых змей и насекомых
Укусы ядовитых змей и насекомых Напряженность электростатического поля
Напряженность электростатического поля Специальное образование в меняющемся мире. Россия
Специальное образование в меняющемся мире. Россия Как мы весело живем!
Как мы весело живем!