- Презентация финал_1

Содержание
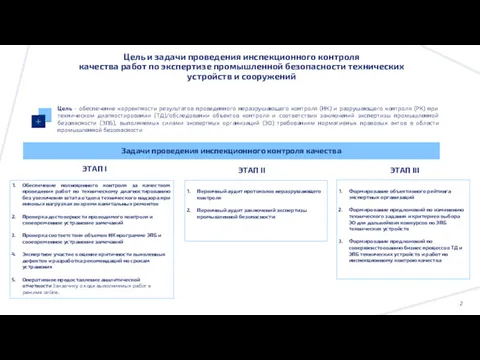
- 2. 2 Цель и задачи проведения инспекционного контроля качества работ по экспертизе промышленной безопасности технических устройств и
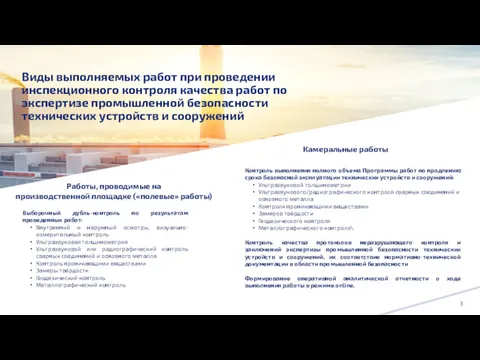
- 3. Д Д Д Д 3 Виды выполняемых работ при проведении инспекционного контроля качества работ по экспертизе
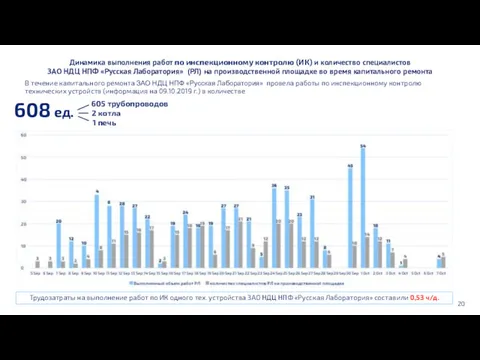
- 4. Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов ЗАО НДЦ НПФ «Русская Лаборатория» (РЛ)
- 5. Всего инспекционный контроль качества проведен на 923 технических устройствах, из них Результаты инспекционного контроля качества работ
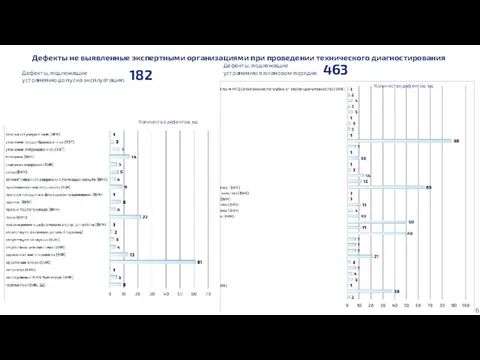
- 6. 6 Дефекты не выявленные экспертными организациями при проведении технического диагностирования Дефекты, подлежащие устранению до пуска эксплуатацию
- 7. 7 Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО «ЦЭПБ»
- 8. 8 Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и количество специалистов ООО «ЦЭПБ»
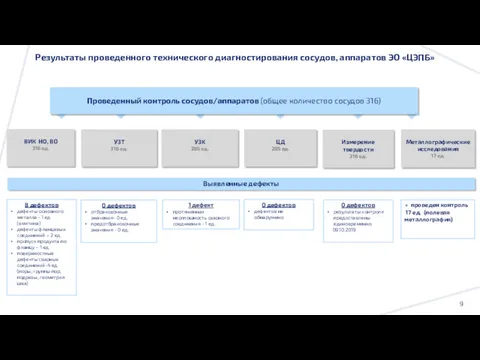
- 9. 9 Результаты проведенного технического диагностирования сосудов, аппаратов ЭО «ЦЭПБ» ВИК НО, ВО 316 ед. УЗТ 316
- 10. Динамика выполнения работ по инспекционному контролю и количество специалистов ЗАО НДЦ НПФ «Русская Лаборатория» (РЛ) на
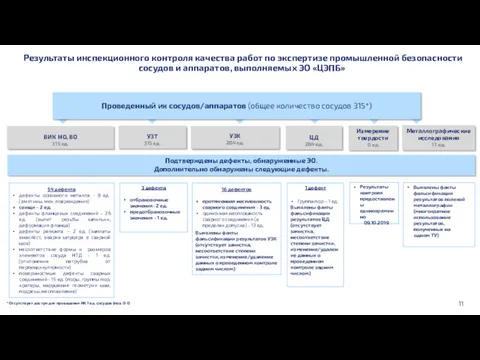
- 11. 11 Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности сосудов и аппаратов, выполняемых ЭО «ЦЭПБ»
- 12. Всего инспекционный контроль качества проведен на 315 технических устройствах, из них Результаты инспекционного контроля качества работ
- 13. Дефекты, подлежащие устранению до пуска эксплуатацию 27 Дефекты, подлежащие устранению в плановом порядке 47 Дефекты, обнаруженные
- 14. Результаты инспекционного контроля качества работ по металлографическим исследованиям (выполненных ООО «ЦЭПБ»), проводимых на производственной площадке В
- 15. Инспекционный контроль качества работ как метод повышения достоверности и качества проводимых работ по экспертизе промышленной безопасности
- 16. 16 Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО «Волга-Пром-Экспертиза»
- 17. Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и количество специалистов ООО «Волга-Пром-Экспертиза» на
- 18. Результаты проведенного технического диагностирования трубопроводов ЭО «Волга-Пром-Экспертиза» ВИК 607 ед. УЗТ 607 ед. УЗK 23 ед.
- 19. Результат проведенного технического диагностирования котлов и печей ЭО «Волга-Пром-Экспертиза» ВИК, НО, ВО УЗТ УЗK Измерение твердости
- 20. Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов ЗАО НДЦ НПФ «Русская Лаборатория» (РЛ)
- 21. Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности трубопроводов, выполняемых ЭО «Волга-Пром-Экспертиза» ВИК 605 ед.
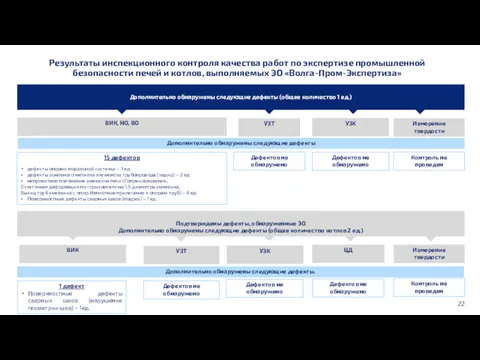
- 22. 22 Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности печей и котлов, выполняемых ЭО «Волга-Пром-Экспертиза»
- 23. Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности, выполняемой ООО «Волга-Пром-Экспертиза» Всего инспекционный контроль качества
- 24. Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» при проведении инспекционного контроля (не выявлены ООО «Волга-Пром-Экспертиза» при
- 25. В соответствии с техническим заданием толщина стенки в каждом сечении должна быть измерена не менее чем
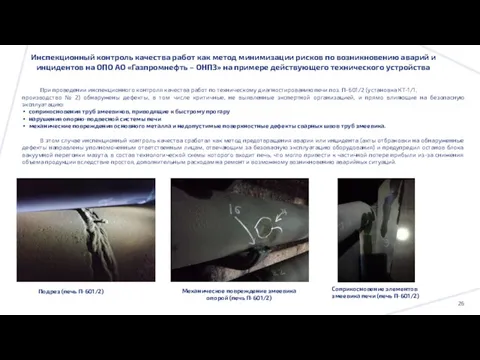
- 26. 26 Инспекционный контроль качества работ как метод минимизации рисков по возникновению аварий и инцидентов на ОПО
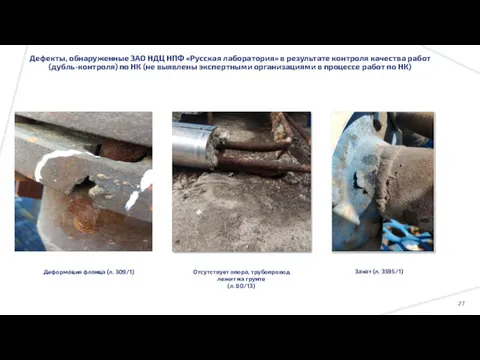
- 27. Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» в результате контроля качества работ (дубль-контроля) по НК (не
- 28. Разрушение фундамента опоры (л. 10) Вмятина (л. 210/11)
- 29. Деформация фланца (л. 5/2) Ремонт сквозной коррозии с помощью хомута (л. 43/13) Трещина (л. 617/8) Трещина
- 31. Скачать презентацию
2
Цель и задачи проведения инспекционного контроля
качества работ по экспертизе промышленной
2
Цель и задачи проведения инспекционного контроля качества работ по экспертизе промышленной
Д
Д
Д
Д
3
Виды выполняемых работ при проведении инспекционного контроля качества работ по экспертизе
Д
Д
Д
Д
3
Виды выполняемых работ при проведении инспекционного контроля качества работ по экспертизе
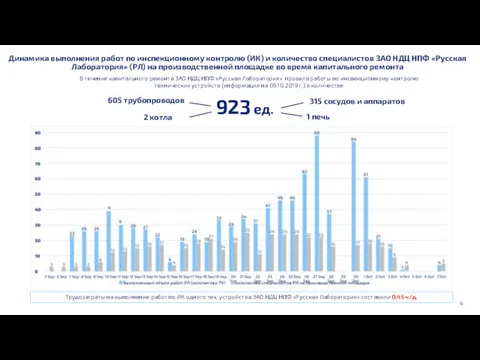
Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов ЗАО
Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов ЗАО
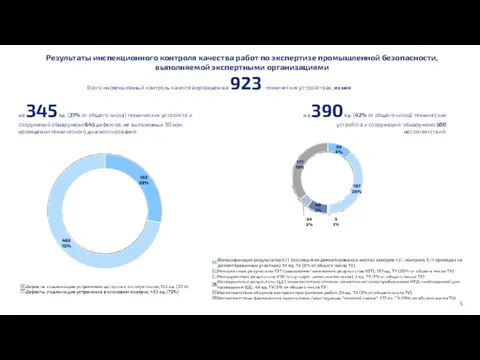
Всего инспекционный контроль качества проведен на 923 технических устройствах, из них
Результаты
Всего инспекционный контроль качества проведен на 923 технических устройствах, из них
Результаты
6
Дефекты не выявленные экспертными организациями при проведении технического диагностирования
Дефекты, подлежащие
устранению
6
Дефекты не выявленные экспертными организациями при проведении технического диагностирования
Дефекты, подлежащие
устранению
7
Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО
7
Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО
8
Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и
8
Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и
9
Результаты проведенного технического диагностирования сосудов, аппаратов ЭО «ЦЭПБ»
ВИК НО, ВО
316
9
Результаты проведенного технического диагностирования сосудов, аппаратов ЭО «ЦЭПБ»
ВИК НО, ВО
316
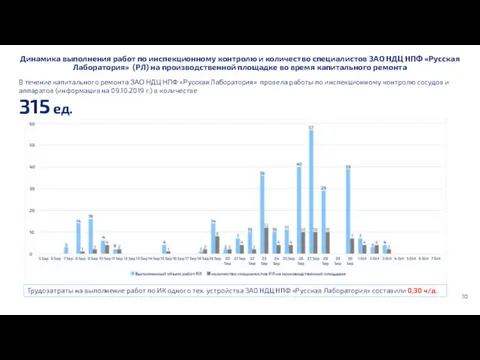
Динамика выполнения работ по инспекционному контролю и количество специалистов ЗАО НДЦ
Динамика выполнения работ по инспекционному контролю и количество специалистов ЗАО НДЦ
11
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности сосудов и
11
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности сосудов и
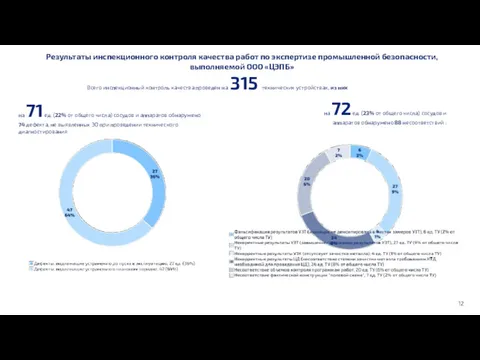
Всего инспекционный контроль качества проведен на 315 технических устройствах, из них
Результаты
Всего инспекционный контроль качества проведен на 315 технических устройствах, из них
Результаты
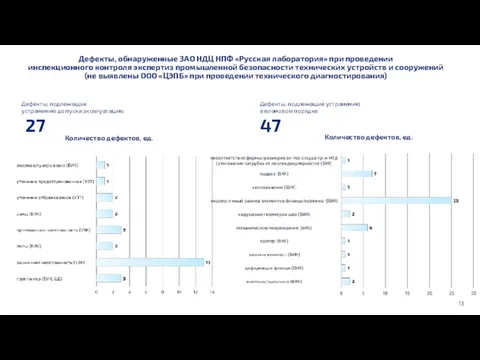
Дефекты, подлежащие
устранению до пуска эксплуатацию
27
Дефекты, подлежащие устранению
в плановом
Дефекты, подлежащие
устранению до пуска эксплуатацию
27
Дефекты, подлежащие устранению
в плановом
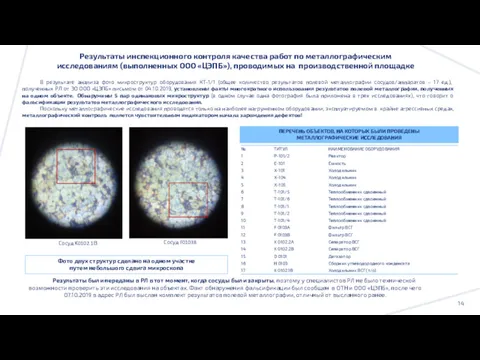
Результаты инспекционного контроля качества работ по металлографическим
исследованиям (выполненных ООО «ЦЭПБ»),
Результаты инспекционного контроля качества работ по металлографическим
исследованиям (выполненных ООО «ЦЭПБ»),
Инспекционный контроль качества работ как метод повышения достоверности и качества проводимых
Инспекционный контроль качества работ как метод повышения достоверности и качества проводимых
16
Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО
16
Инспекционный контроль работ по техническому диагностированию в рамках ЭПБ, выполненных ООО
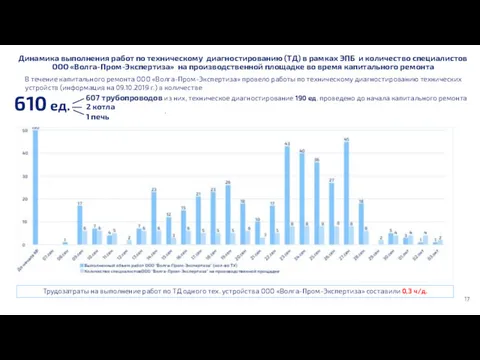
Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и
Динамика выполнения работ по техническому диагностированию (ТД) в рамках ЭПБ и
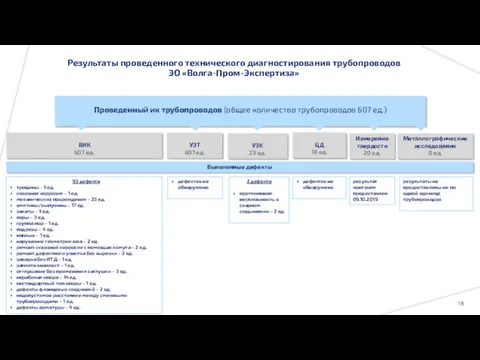
Результаты проведенного технического диагностирования трубопроводов
ЭО «Волга-Пром-Экспертиза»
ВИК
607 ед.
УЗТ
607 ед.
УЗK
Результаты проведенного технического диагностирования трубопроводов
ЭО «Волга-Пром-Экспертиза»
ВИК
607 ед.
УЗТ
607 ед.
УЗK

Результат проведенного технического диагностирования котлов и печей
ЭО «Волга-Пром-Экспертиза»
ВИК, НО, ВО
УЗТ
Результат проведенного технического диагностирования котлов и печей
ЭО «Волга-Пром-Экспертиза»
ВИК, НО, ВО
УЗТ
Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов
ЗАО
Динамика выполнения работ по инспекционному контролю (ИК) и количество специалистов ЗАО
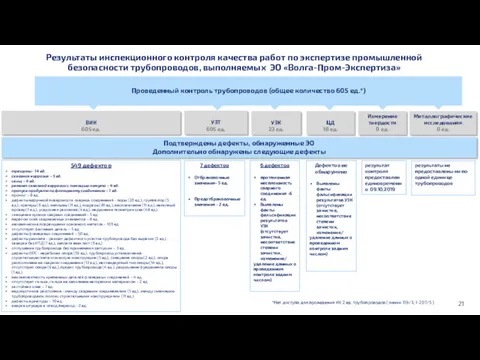
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности трубопроводов, выполняемых
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности трубопроводов, выполняемых
22
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности печей и
22
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности печей и
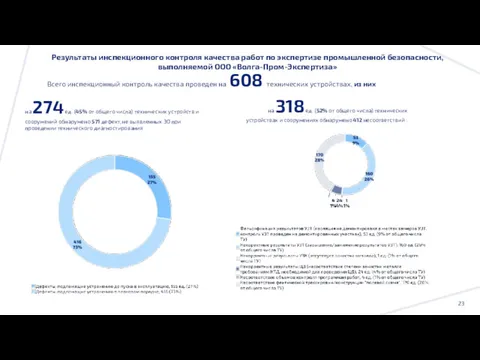
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности, выполняемой ООО
Результаты инспекционного контроля качества работ по экспертизе промышленной безопасности, выполняемой ООО
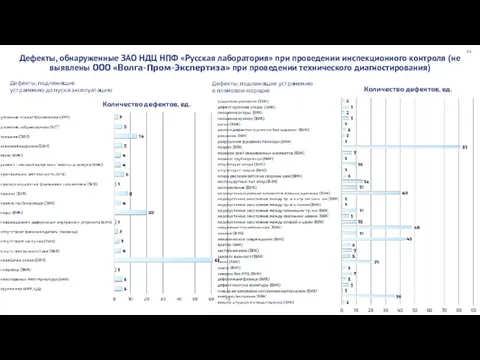
Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» при проведении инспекционного контроля
Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» при проведении инспекционного контроля
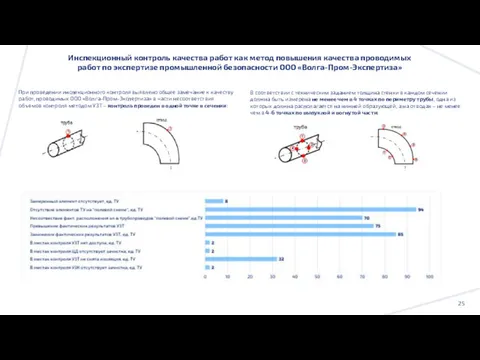
В соответствии с техническим заданием толщина стенки в каждом сечении должна
В соответствии с техническим заданием толщина стенки в каждом сечении должна
26
Инспекционный контроль качества работ как метод минимизации рисков по возникновению аварий
26
Инспекционный контроль качества работ как метод минимизации рисков по возникновению аварий
Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» в результате контроля качества
Дефекты, обнаруженные ЗАО НДЦ НПФ «Русская лаборатория» в результате контроля качества

Разрушение фундамента опоры (л. 10)
Вмятина (л. 210/11)
Вмятина (л. 210/11)
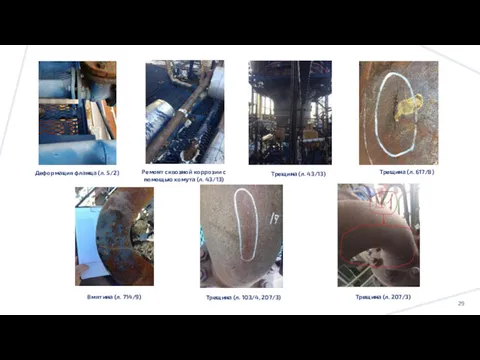
Деформация фланца (л. 5/2)
Ремонт сквозной коррозии с помощью хомута (л. 43/13)
Трещина
Ремонт сквозной коррозии с помощью хомута (л. 43/13)
Трещина
 Административная ответственность несовершеннолетних
Административная ответственность несовершеннолетних Определение угла. Развёрнутый угол
Определение угла. Развёрнутый угол Товарный знак. Сходство до степени смешения
Товарный знак. Сходство до степени смешения Решение олимпиадных задач по математике.
Решение олимпиадных задач по математике. Кроссфит
Кроссфит Сервис Online Test Pad. Создаем интерактивные кроссворды, опросы, тесты
Сервис Online Test Pad. Создаем интерактивные кроссворды, опросы, тесты Презентация урока по ОПК Православное учение о человеке
Презентация урока по ОПК Православное учение о человеке Рождество Христово
Рождество Христово Құтадғу білік
Құтадғу білік Презентация Правильное питание
Презентация Правильное питание 20231126_moya_budushchaya_professiya_dizayner_0
20231126_moya_budushchaya_professiya_dizayner_0 Презентация к родительскому собранию УСПЕШНОСТЬ ОБУЧЕНИЯ МЛАДШЕГО ШКОЛЬНИКА, ПОМОГИ ЕМУ УЧИТЬСЯ
Презентация к родительскому собранию УСПЕШНОСТЬ ОБУЧЕНИЯ МЛАДШЕГО ШКОЛЬНИКА, ПОМОГИ ЕМУ УЧИТЬСЯ Реконструкция электрической части станции типа КЭС
Реконструкция электрической части станции типа КЭС Подготовка к эксплуатации и освоение скважин
Подготовка к эксплуатации и освоение скважин Анализ поизводственного травматизма
Анализ поизводственного травматизма Пример записи решения задания
Пример записи решения задания Карбоновые кислоты
Карбоновые кислоты Инфекционная служба в Республике Казахстан: сегодня и с внедрением ОСМС
Инфекционная служба в Республике Казахстан: сегодня и с внедрением ОСМС Милосердие, забота о слабых, взаимопомощь ОРКСЭ
Милосердие, забота о слабых, взаимопомощь ОРКСЭ Ложный круп
Ложный круп Презентация опыта работы
Презентация опыта работы Общие вопросы аттестации объектов информатизации
Общие вопросы аттестации объектов информатизации Територія оптимізму
Територія оптимізму Патогенез туберкулеза. Иммунитет и аллергия. Основы иммунодиагностики туберкулезной инфекции. Лекция 2
Патогенез туберкулеза. Иммунитет и аллергия. Основы иммунодиагностики туберкулезной инфекции. Лекция 2 Теории происхождения языка
Теории происхождения языка Оборона масса айлыгында башкарылган эшләр
Оборона масса айлыгында башкарылган эшләр Случаи вычитания 14-
Случаи вычитания 14- Nike. How the brand survived until today
Nike. How the brand survived until today