- Прихватка деталей

Содержание
- 2. Место проведения: кабинет теоретических основ сварки и резки металлов Форма урока : лекция Цель: В результате
- 3. — это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых прихваточными
- 4. «Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием между швами.
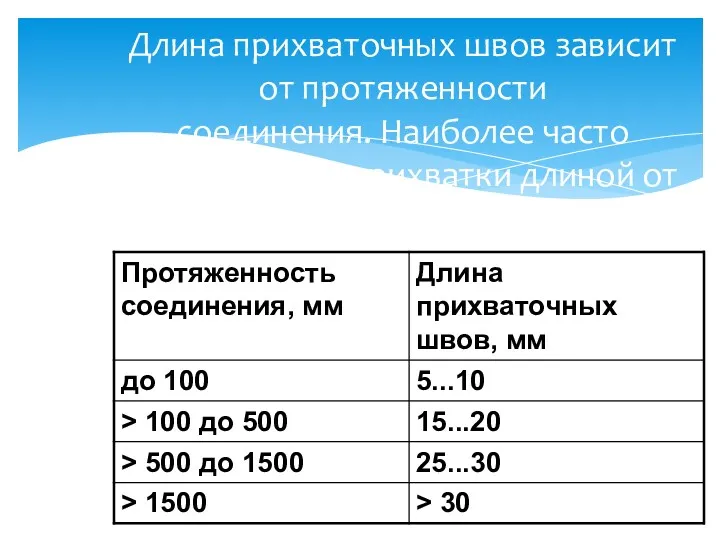
- 5. Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной от 10 до 60
- 6. — для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм ( для закрепления
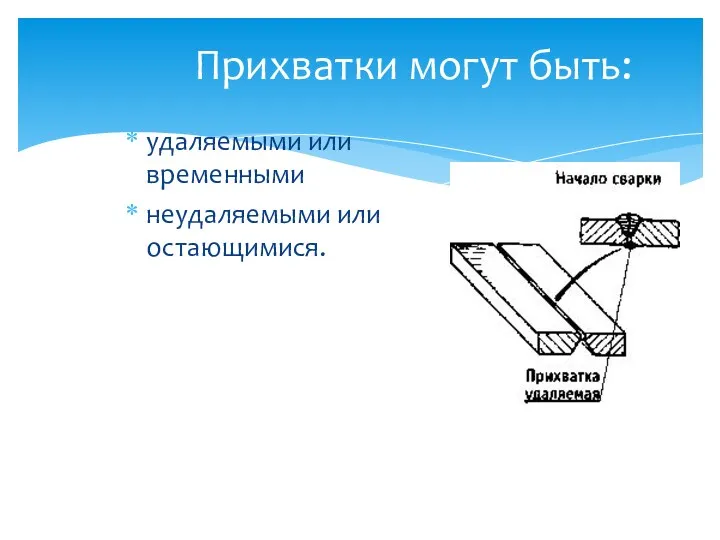
- 8. Прихватки могут быть: удаляемыми или временными неудаляемыми или остающимися.
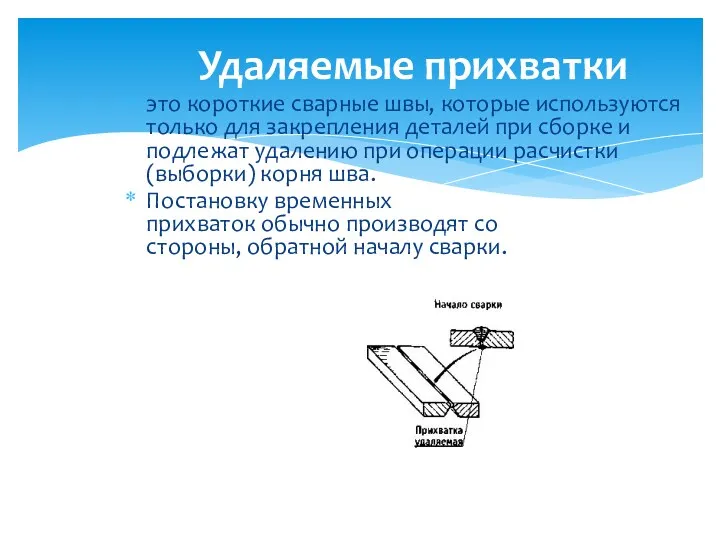
- 9. Удаляемые прихватки это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат
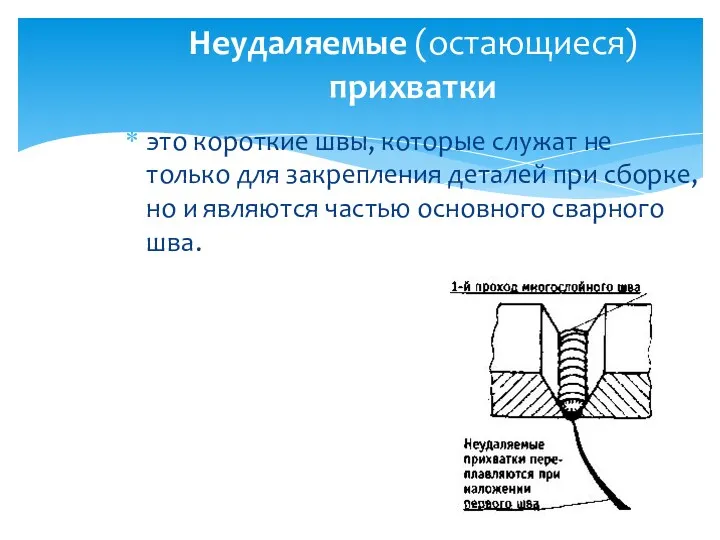
- 10. Неудаляемые (остающиеся) прихватки это короткие швы, которые служат не только для закрепления деталей при сборке, но
- 11. Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
- 12. Угловые прихваточные швы следует выполнять с проваром вершины угла
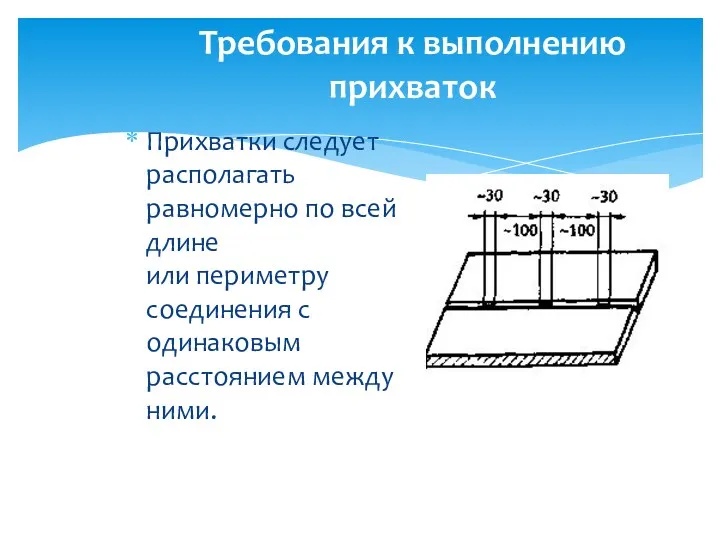
- 13. Требования к выполнению прихваток Прихватки следует располагать равномерно по всей длине или периметру соединения с одинаковым
- 14. Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до
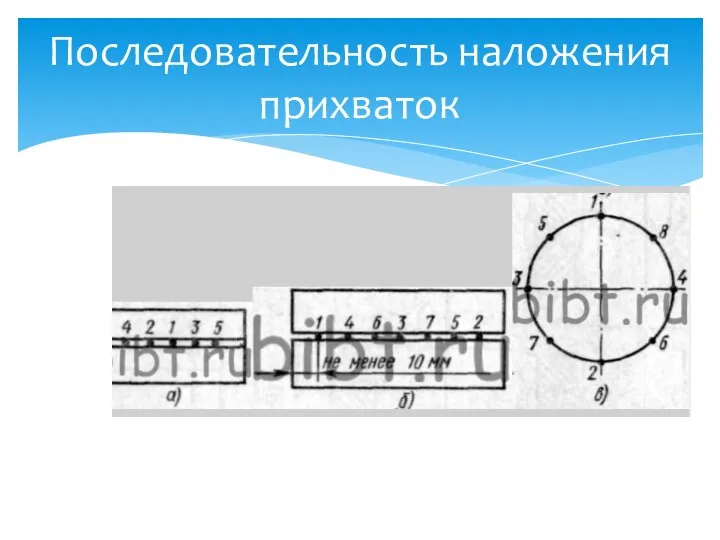
- 15. Последовательность наложения прихваток
- 16. Прихватки стыковых соединений без разделки кромок с толщиной металла > 4 мм выполняют узкими однопроходными швами,
- 17. Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ,
- 18. Закрепление деталей с толщиной металла
- 19. Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами: b = (2...3)dэ;
- 20. Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен
- 21. При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов. Прихватка осуществляется
- 22. Выбор диаметра электрода для прихватки в зависимости от толщины свариваемого металла
- 23. Определение величины сварочного тока для прихватки деталей в нижнем положении
- 24. Техника наложения точечных прихваток Первый способ. Зажгите дугу и держите ее на одном месте до естественного
- 25. Второй способ. Зажгите дугу и удерживайте ее на одном месте с осевой подачей электрода в точку
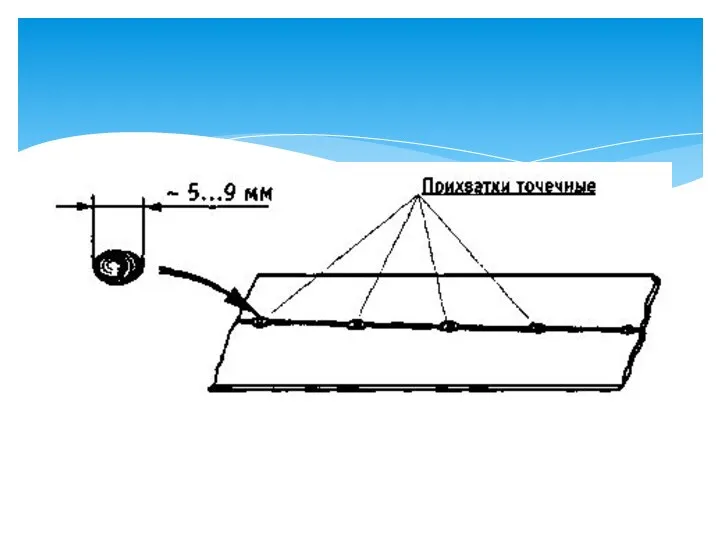
- 26. Третий способ. Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину ~ 3—9 мм. Погасите
- 27. 1. Прихватка — это короткий сварной шов длиной: а) от 10 до 30 мм; б) от
- 28. 2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ: а) до 4 мм; б) менее 10
- 29. 3. Прихватка — это короткий сварной шов, выполняемый: а) в один проход; б) в два прохода;
- 30. 4. Ширина узкого прихваточного шва должна быть равна: а) 1—2dэ; б) 2-3 dэ; в) 0,5-1,5 dэ
- 31. 5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным зазором, не должна быть
- 32. 6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна превышать: а) 1 dэ;
- 33. 7. Выберите длину шва (1ш) для прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600
- 34. 8. Выберите размер катета (К) углового шва для прихватки соединения, изображенного на рисунке. а) К 2,0;
- 36. Скачать презентацию
Место проведения: кабинет теоретических основ сварки и резки металлов
Форма урока
Место проведения: кабинет теоретических основ сварки и резки металлов
Форма урока
— это процесс закрепления деталей при сборке под сварку при помощи
— это процесс закрепления деталей при сборке под сварку при помощи

«Прихватки» выполняются ручной дуговой сваркой
однопроходными швами с определенным шагом или расстоянием
«Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием
Длина прихваточных швов зависит от протяженности
соединения. Наиболее часто применяются прихватки длиной
Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной
— для закрепления при сборке деталей из тонколистовой стали толщиной до
— для закрепления при сборке деталей из тонколистовой стали толщиной до
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для
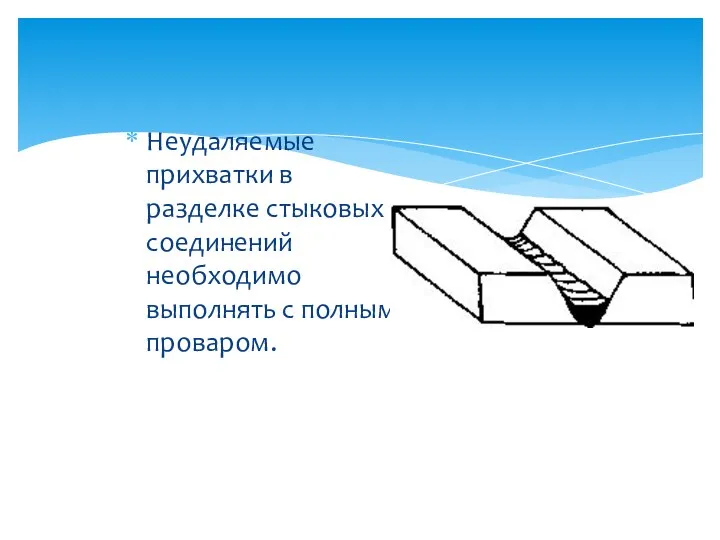
Неудаляемые прихватки в
разделке стыковых соединений
необходимо выполнять с полным
проваром.
Неудаляемые прихватки в
разделке стыковых соединений
необходимо выполнять с полным
проваром.

Угловые прихваточные швы следует выполнять с
проваром вершины угла
Угловые прихваточные швы следует выполнять с
проваром вершины угла
Требования к выполнению прихваток
Прихватки следует располагать равномерно по всей длине
или периметру
Требования к выполнению прихваток
Прихватки следует располагать равномерно по всей длине или периметру

Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и
обычно
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно
Последовательность наложения прихваток
Последовательность наложения прихваток

Прихватки стыковых соединений без разделки кромок с
толщиной металла > 4 мм
Прихватки стыковых соединений без разделки кромок с толщиной металла > 4 мм

Высота швов прихваток,
накладываемых в разделку, зависит от толщины свариваемого
металла и обычно
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно
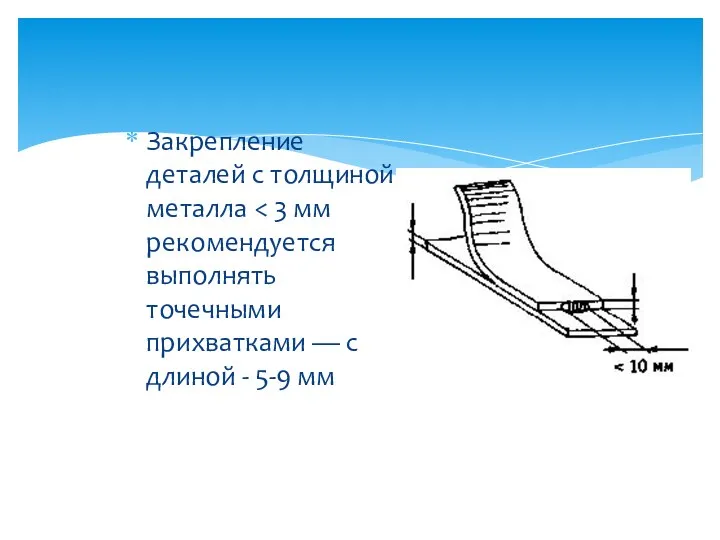
Закрепление деталей с толщиной металла < 3 мм рекомендуется выполнять точечными
Закрепление деталей с толщиной металла < 3 мм рекомендуется выполнять точечными
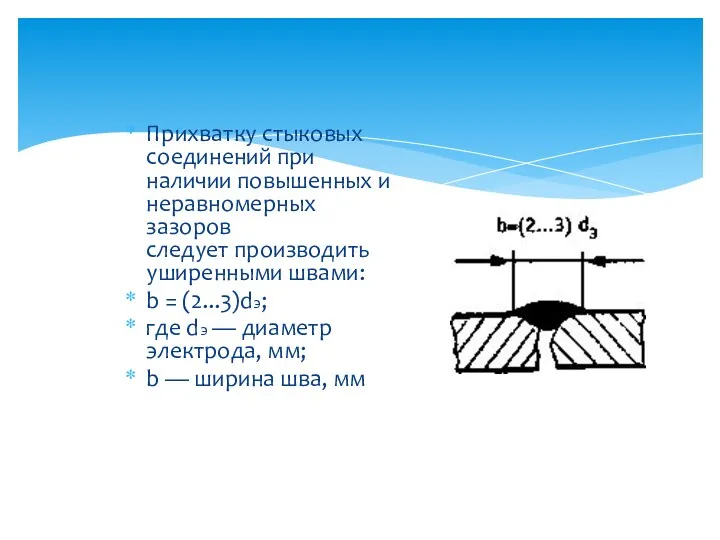
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров
следует производить уширенными
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными
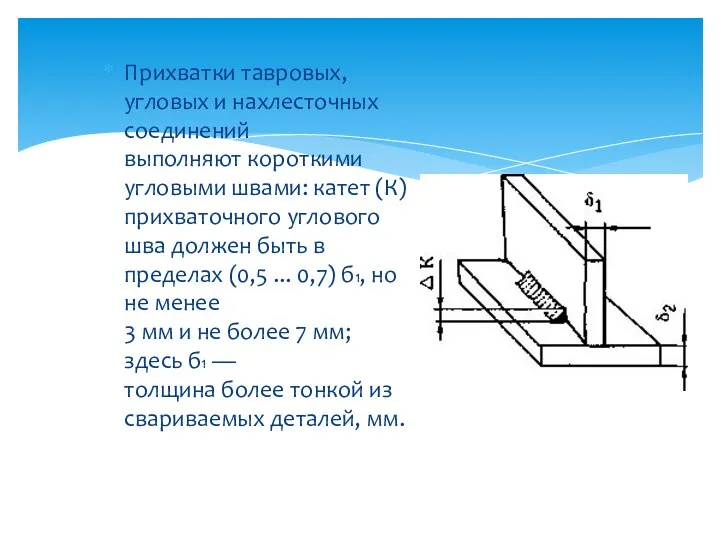
Прихватки тавровых, угловых и нахлесточных соединений
выполняют короткими угловыми швами: катет (К)
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К)
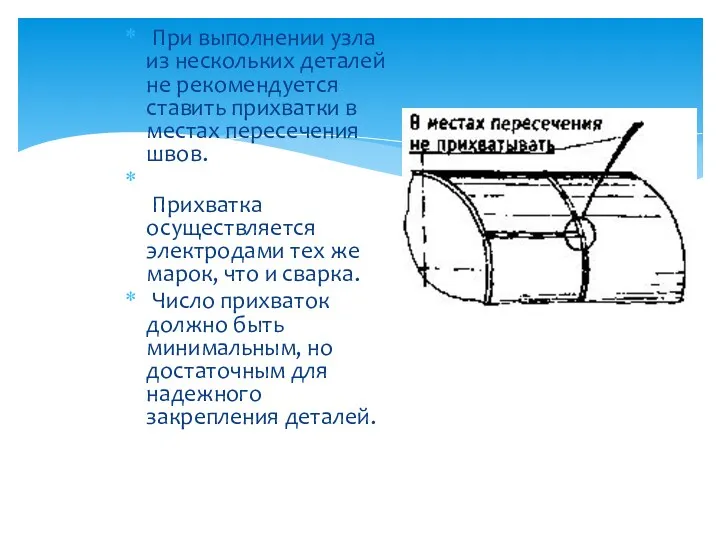
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки
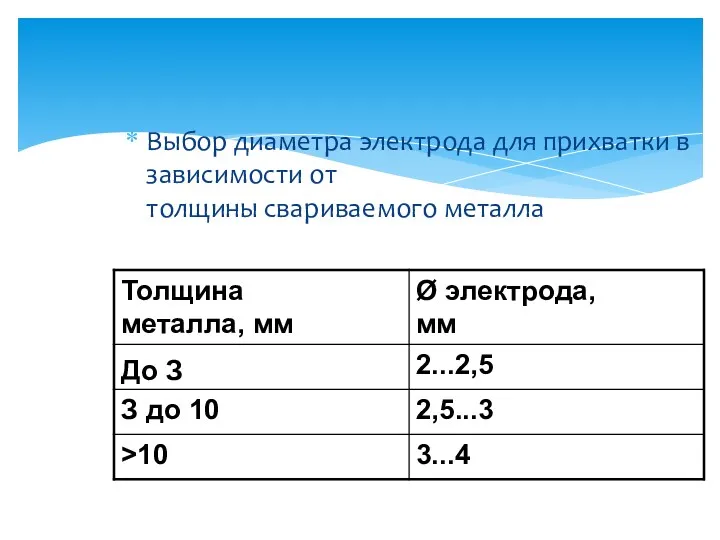
Выбор диаметра электрода для прихватки в зависимости от
толщины свариваемого металла
Выбор диаметра электрода для прихватки в зависимости от
толщины свариваемого металла
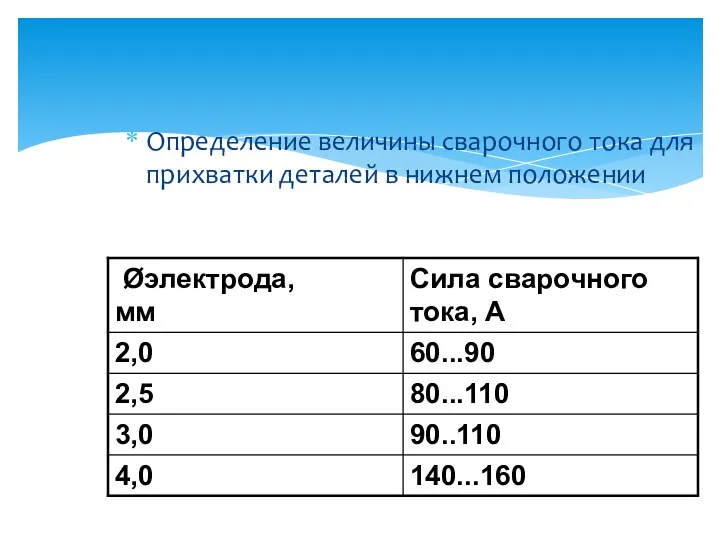
Определение величины сварочного тока для прихватки деталей в нижнем положении
Определение величины сварочного тока для прихватки деталей в нижнем положении
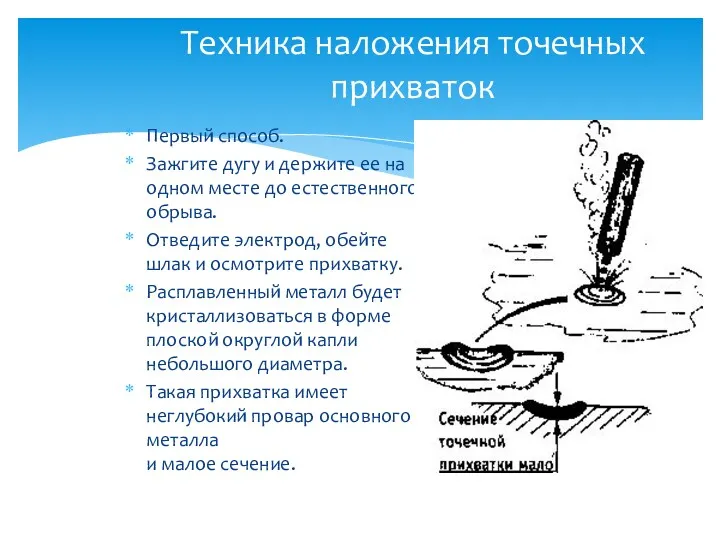
Техника наложения точечных прихваток
Первый способ.
Зажгите дугу и держите ее на
Техника наложения точечных прихваток
Первый способ.
Зажгите дугу и держите ее на
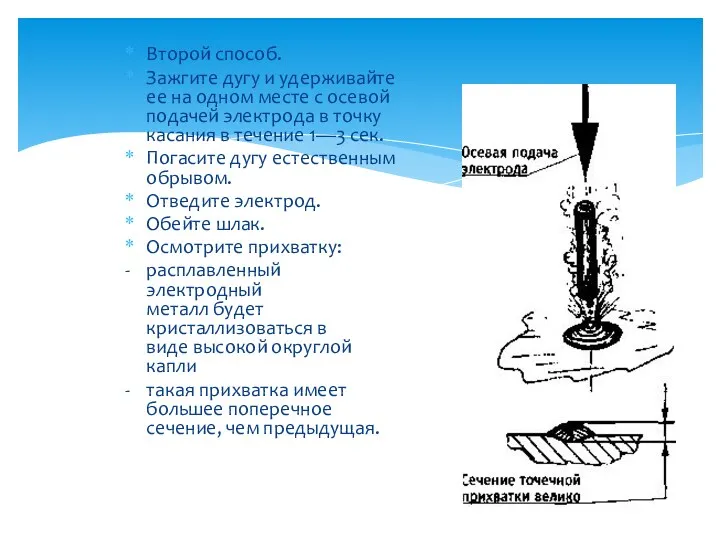
Второй способ.
Зажгите дугу и удерживайте ее на одном месте с осевой
Второй способ.
Зажгите дугу и удерживайте ее на одном месте с осевой

Третий способ.
Зажгите дугу и сделайте небольшое поступательное перемещение
электрода на длину ~
Третий способ.
Зажгите дугу и сделайте небольшое поступательное перемещение
электрода на длину ~
1. Прихватка — это короткий сварной шов длиной:
а) от 10 до 30 мм;
б) от
1. Прихватка — это короткий сварной шов длиной:
а) от 10 до 30 мм;
б) от
2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ:
а) до 4 мм;
б) менее 10
2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ:
а) до 4 мм;
б) менее 10
3. Прихватка — это короткий сварной шов, выполняемый:
а) в один проход;
б) в два
3. Прихватка — это короткий сварной шов, выполняемый:
а) в один проход;
б) в два
4. Ширина узкого прихваточного шва должна быть равна:
а) 1—2dэ;
б) 2-3 dэ;
в) 0,5-1,5 dэ
4. Ширина узкого прихваточного шва должна быть равна:
а) 1—2dэ;
б) 2-3 dэ;
в) 0,5-1,5 dэ
5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным
5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным
6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна
6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна
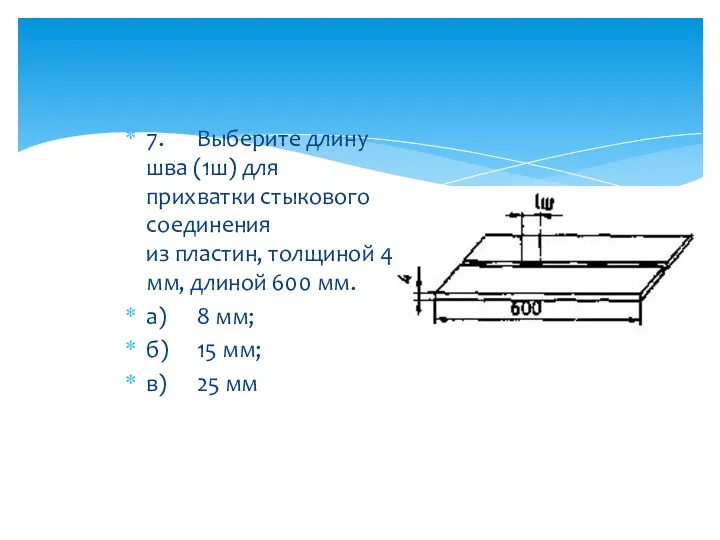
7. Выберите длину шва (1ш) для
прихватки стыкового соединения
из пластин, толщиной 4 мм,
7. Выберите длину шва (1ш) для прихватки стыкового соединения из пластин, толщиной 4 мм,
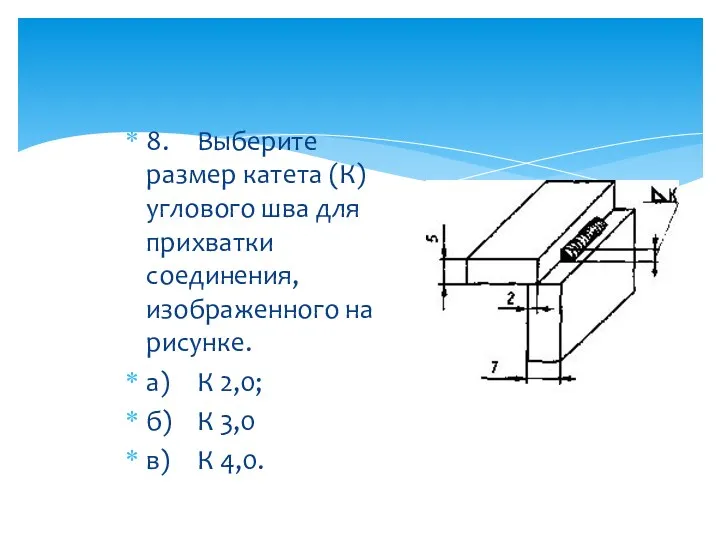
8. Выберите размер катета (К)
углового шва для прихватки соединения, изображенного на рисунке.
а) К
8. Выберите размер катета (К)
углового шва для прихватки соединения, изображенного на рисунке.
а) К
 Лекции
Лекции Типовые КЦУ
Типовые КЦУ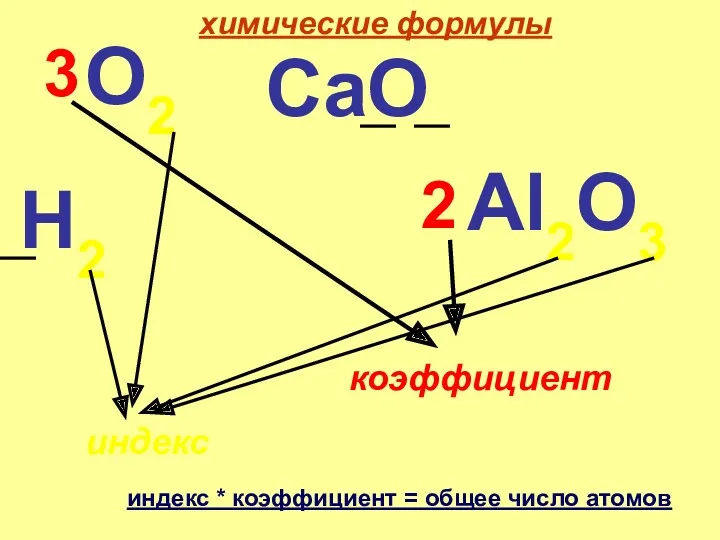 Презентация Химические уравнения (учимся расставлять коэффициенты)
Презентация Химические уравнения (учимся расставлять коэффициенты) Погода и климат. Климатообразующие факторы
Погода и климат. Климатообразующие факторы Вкусовые товары
Вкусовые товары Поздравительные грамоты
Поздравительные грамоты Граница производственных возможностей общества
Граница производственных возможностей общества Туристическая компания РусКрымТур. Организация экскурсионных туров в Сочи для общеобразовательных школ
Туристическая компания РусКрымТур. Организация экскурсионных туров в Сочи для общеобразовательных школ Colibri. Птица колибри
Colibri. Птица колибри Взаимосвязь инфляции и безработицы. Кривая Филлипса
Взаимосвязь инфляции и безработицы. Кривая Филлипса ЛОГОПЕДИЧЕСКАЯ РАБОТА ПРИ ДИЗАРТРИИ
ЛОГОПЕДИЧЕСКАЯ РАБОТА ПРИ ДИЗАРТРИИ Маленькие герои большой войны
Маленькие герои большой войны Переходим в 5 класс.
Переходим в 5 класс. Исследовательские ядерные установки АО ГНЦ НИИАР
Исследовательские ядерные установки АО ГНЦ НИИАР Мой любимый город Тольятти
Мой любимый город Тольятти Эндогенные процессы: эффузивный магматизм (вулканизм)
Эндогенные процессы: эффузивный магматизм (вулканизм) Пәннің маңызы. Машиналарды жіктеу. Коммуналдық машиналарға арналған тартымдық құралдар
Пәннің маңызы. Машиналарды жіктеу. Коммуналдық машиналарға арналған тартымдық құралдар Права ребенка
Права ребенка РЭР
РЭР Геморрой
Геморрой Макроэволюция органического мира
Макроэволюция органического мира Нанотехнологии и их место среди других наук
Нанотехнологии и их место среди других наук Играя, закрепляем звуки
Играя, закрепляем звуки Расходомер-счетчик жидкости ультразвукового US800
Расходомер-счетчик жидкости ультразвукового US800 Клеточная оболочка. Особенности строения и функции клеточных оболочек
Клеточная оболочка. Особенности строения и функции клеточных оболочек Дефекты и деформации земляного полотна
Дефекты и деформации земляного полотна 1654323467682_1654323455583_1654323445941_Prezentatsia_SA-3_2022_g (1)
1654323467682_1654323455583_1654323445941_Prezentatsia_SA-3_2022_g (1) Презентация к воспитательному мероприятию Покормите птиц зимой
Презентация к воспитательному мероприятию Покормите птиц зимой