Проектирование и изготовление моделей для испытаний в аэродинамических трубах дозвуковых и околозвуковых скоростей презентация
- Проектирование и изготовление моделей для испытаний в аэродинамических трубах дозвуковых и околозвуковых скоростей

Содержание
- 2. Как правило, все эти факторы относятся к максимально допустимым размерам модели. Существуют также минимально допустимые размеры
- 3. Классификация моделей Модели Для весовых испытаний Для испытаний на распределение давления Штопорные Для испытаний на флаттер
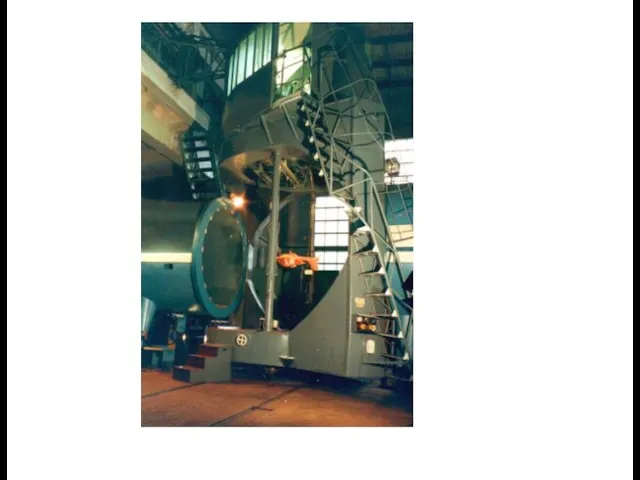
- 4. Проектирование и изготовление моделей для испытаний в аэродинамических трубах дозвуковых и околозвуковых скоростей. Аэродинамическая труба Т-106
- 5. Диапазон углов атаки модели α=−10°÷+23° или α=0°÷33°. Смещая узлы подвески модели по вертикали, если позволяет конструкция,
- 6. Рис.2 При наличии выступающего фонаря кабины, носовая лента не должна находиться перед ним. Если узлы поперечной
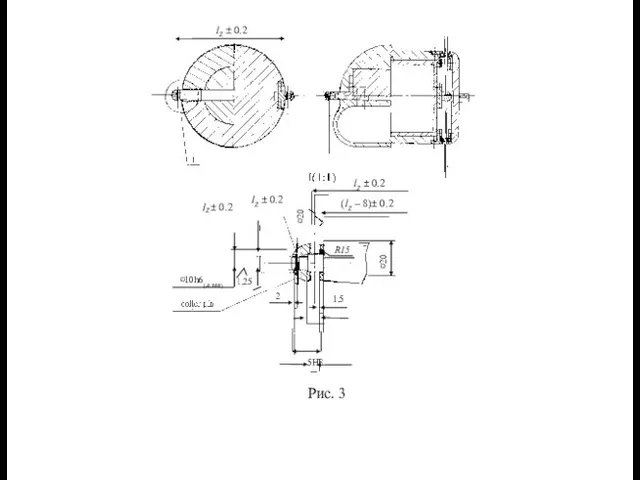
- 7. 7.5 15.5 5H8(+0.018) Рис. 3 lZ ± 0.2 lZ ± 0.2 (lZ – 8)± 0.2 lZ
- 8. Прорези для прохода лент через фюзеляж должны быть загерметизированы резиновыми уплотнениями (Рис.2, 3). Узлы подвески на
- 9. Рис. 4
- 10. Все отклоняемые элементы - предкрылки, носки, закрылки, элероны, рули фиксируются при помощи сменных жёстких кронштейнов (Рис.
- 11. Рис. 6 Рис. 5
- 12. В трубе Т-106 можно проводить испытания с имитацией реактивных струй двигателей. Реактивные струи моделируются холодным сжатым
- 13. Рис. 7 Для установки датчиков давления и прокладки проводов и трубок контрольного давления в фюзеляже выполняется
- 14. Рис. 8 С моделью должны поставляться: конструкторская документация (комплект чертежей), теоретический чертёж со всеми привязочными размерами
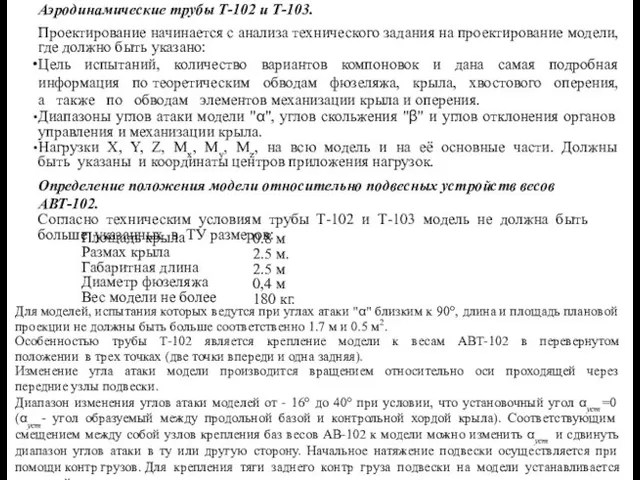
- 15. Аэродинамические трубы Т-102 и Т-103. Проектирование начинается с анализа технического задания на проектирование модели, где должно
- 16. симметрии модели на расстоянии 500÷700 мм от передних узлов подвески (см. рис. 9). Кроме того, надо
- 17. Максимальные нагрузки, которые можно измерить на весах АВ-102: сила лобового сопротивления подъемная сила боковая сила Х
- 18. Проектирование конструкции фюзеляжа, крыла и оперения. В целях облегчения веса модели и экономии средств и времени
- 19. Рис. 10 К сердечнику крыла крепятся державки поперечной базы и кронштейны механизации. Наиболее часто для навески
- 20. Рис. 11. Элементы конструкции фюзеляжа: 1 - носовая часть; 2 - соединение носовой части с цилиндрической;
- 21. Рис. 12. Конструкции крыла: а - цельнометаллическая; б - цельнодеревянная; в- смешанная; 1- деревянные бруски; 2-фанерная
- 22. Рис. 13 Конструкция органов управления
- 23. Рис. 14 Дренированная модель: 1 - крыло; 2 - державка; 3 - канавки; 4 - трубки.
- 24. Установка и контроль элементов механизации производится с помощью лимбов или других приспособлений для измерения угла с
- 25. Аэродинамическая труба Т-105 ЦАГИ Прибор для статических испытаний моделей в широком диапазоне углов атаки и скольжения
- 26. При разработке математических моделей полёта самолёта на больших углах атаки и на режимах штопора необходимо знать
- 27. Аэродинамическая труба Т-1 МАИ Аэродинамическая труба Т-1 МАИ - труба замкнутого типа с обратным каналом, расположенным
- 35. 895 на двухпанельной подвеске весов 6КТ-1 . Схема установки модели 1. Модель. 2. Тяга P1,2 .
- 36. Модель подвешивается в перевернутом положении, что связано с конструктивно-силовой схемой подвески и весов. Точки крепления модели
- 37. Максимальные аэродинамические нагрузки, которые можно измерять на весах 6КТ-1, следующие: сила лобового сопротивления от - 98,1
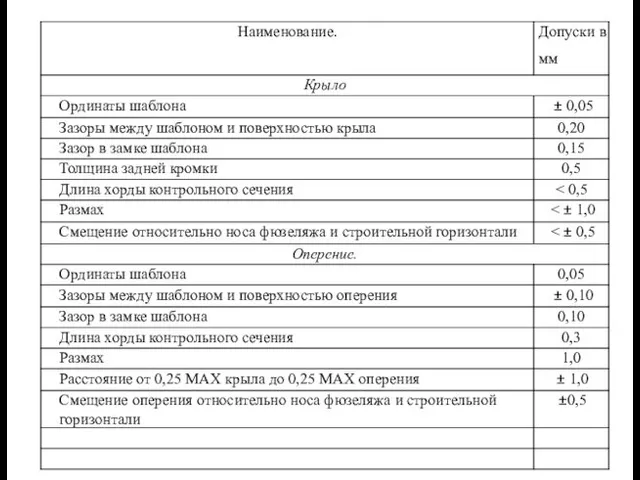
- 39. Размеры и вес модели. Площадь крыла 0,288 м , Размах 1,2 м , Размеры моделей не
- 40. Конструкция моделей. Крыло, г.о., в.о., изготавливаются смешанной или цельнометаллической конструкции. В случае смешанной конструкции крыло изготавливается
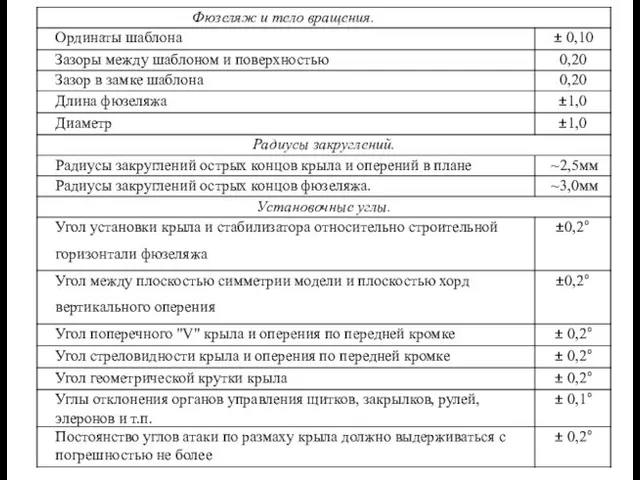
- 41. Обработка поверхности модели. Модель должна быть тщательно отполирована. Поверхность крыла модели должна быть аэродинамически гладкой. Полированная
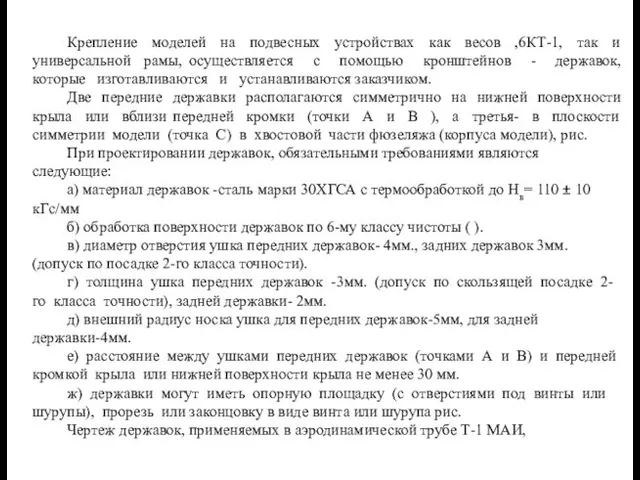
- 44. Крепление моделей на подвесных устройствах как весов ,6КТ-1, так и универсальной рамы, осуществляется с помощью кронштейнов
- 45. см на схеме препараторской трубы Т-1 "Данные для препарировки моделей на весы 6КТ-1 трубы Т-1 МАИ.
- 46. Точение - технологический процесс обработки резанием наружных, внутренних цилиндрических, конических, винтовых и фасонных а также плоских
- 47. Параметры срезаемого слоя при продольном точении: а - толщина; b - ширина; f - главный угол
- 48. Выбор инструмента для обработки
- 49. Обработка заготовок осевым режущим инструментом На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание
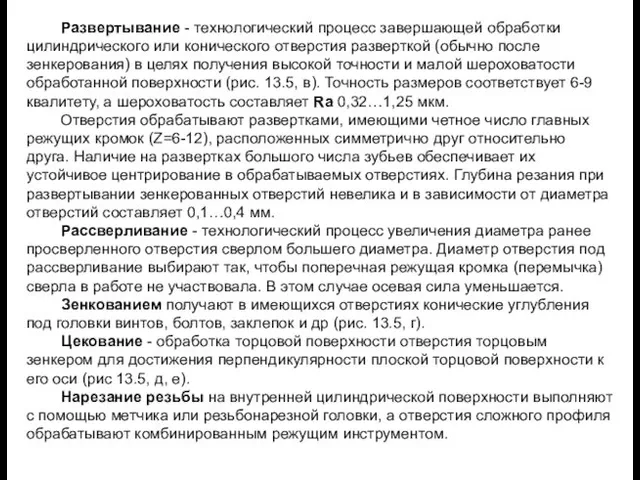
- 50. Развертывание - технологический процесс завершающей обработки цилиндрического или конического отверстия разверткой (обычно после зенкерования) в целях
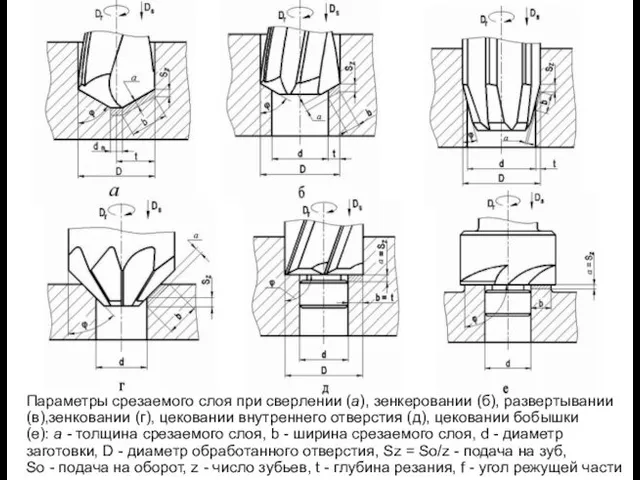
- 51. Параметры срезаемого слоя при сверлении (а), зенкеровании (б), развертывании (в),зенковании (г), цековании внутреннего отверстия (д), цековании
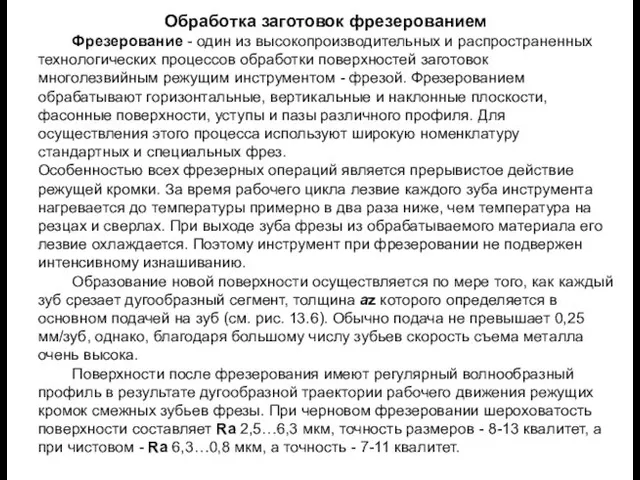
- 52. Обработка заготовок фрезерованием Фрезерование - один из высокопроизводительных и распространенных технологических процессов обработки поверхностей заготовок многолезвийным
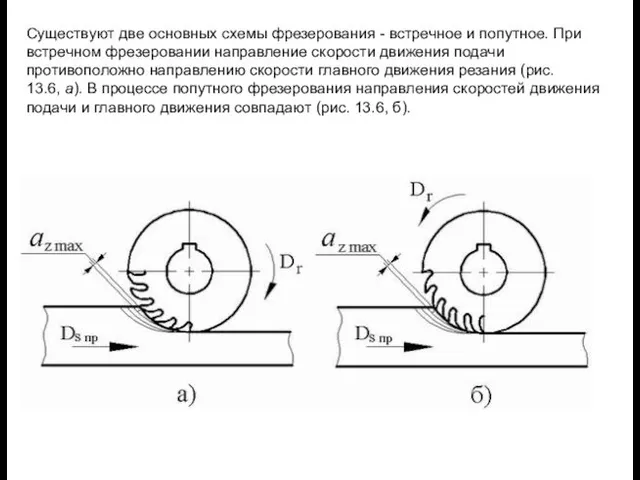
- 53. Существуют две основных схемы фрезерования - встречное и попутное. При встречном фрезеровании направление скорости движения подачи
- 54. Фрезы
- 55. Современные технологии изготовления моделей Конструкция модели вертолета Ми-171А2
- 58. Универсальный высокоскоростной пятикоординатный фрезерный станок с числовым программным управлением Profi Speed 600 Фрезерный станок с ЧПУ
- 59. Технические характеристики фрезерного станка Profi Speed 600
- 61. Процесс изготовления деталей на станке Profi Speed 600
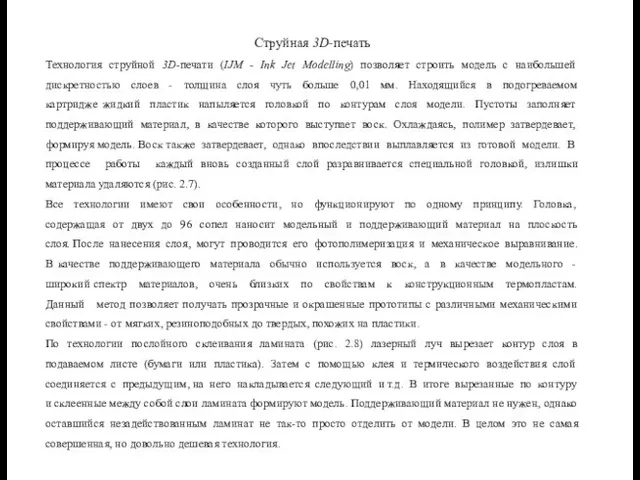
- 63. Струйная 3D-печать Технология струйной 3D-печати (IJM - Ink Jet Modelling) позволяет строить модель с наибольшей дискретностью
- 64. . Схема технологии струйной 3D-печати
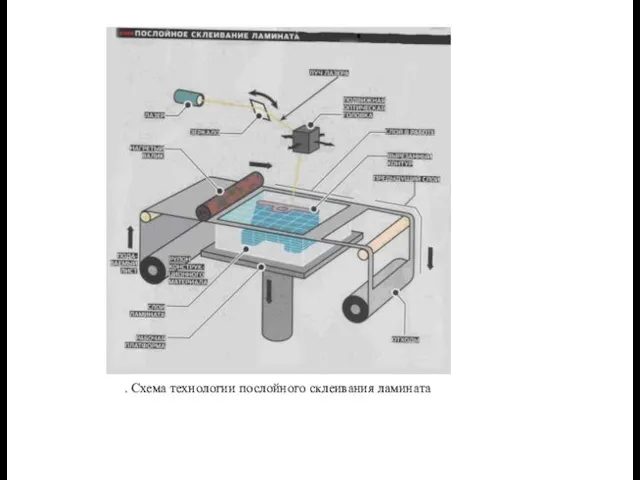
- 65. . Схема технологии послойного склеивания ламината
- 66. 3D-принтер ZPrinter 650 3D-принтер Zprinter 650 (рис. 2.13), использующий технологию SLS (Selective Laser Sintering – лазерное
- 67. Технические характеристики 3D-принтера Zprinter 650
- 68. Рис. 2.13. 3D-принтер ZPrinter 650
- 69. Топливные баки увеличенного объема, выполненные на 3D-принтере ZPrinter 650
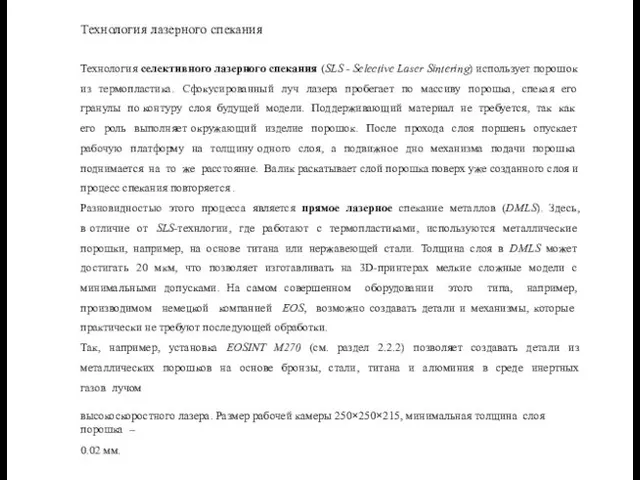
- 70. Технология лазерного спекания Технология селективного лазерного спекания (SLS - Selective Laser Sintering) использует порошок из термопластика.
- 71. Схема технологии селективного лазерного спекания
- 72. . Схема технологии прямого лазерного спекания металлов
- 73. Технические характеристики установки лазерного спекания EOSINT M270
- 74. Установка для лазерного спекания EOSINT M 270
- 75. Детали модели вертолета, изготовленные на установке лазерного спекания EOSINT M 270
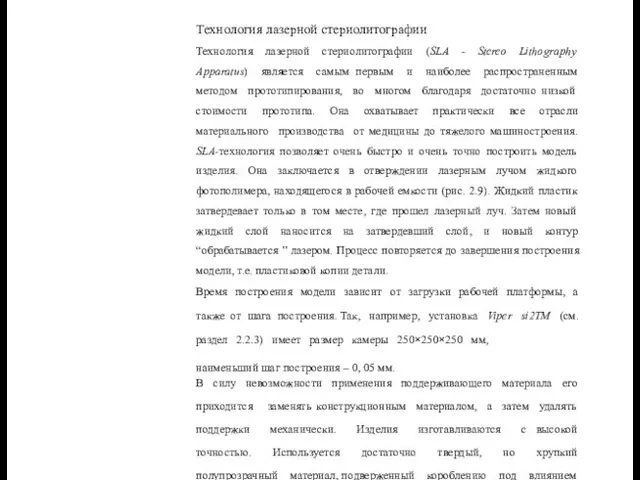
- 76. Технология лазерной стериолитографии Технология лазерной стериолитографии (SLA - Stereo Lithography Apparatus) является самым первым и наиболее
- 77. . Схема технологии лазерной стериолитографии
- 78. . Принципиальная схема процесса лазерной стереолитографии
- 79. Основные технические характеристики установки лазерной стереолитографии Viper si2TM Лазер Тип Длина волны Мощность Гарантия Твердотельный Nd:
- 80. Технология Рабочий материал Параметры процесса Дополнительная обработка Качество поверхности модели пластификат Amethyst SL Температура выжигания –
- 81. Масса Брутто Нетто 564 кг 463 кг Опции Дополнительные сменные емкости Дополнительные платформы для построения Дополнительное
- 82. Рис. 2.17. Стереолитографическая система Viper si2TM
- 84. Скачать презентацию
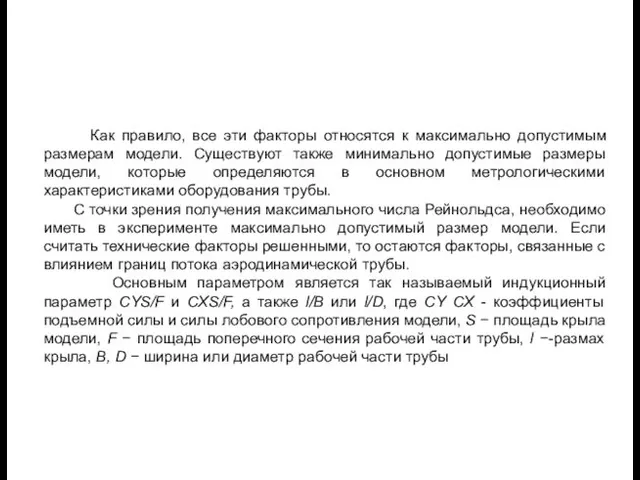
Как правило, все эти факторы относятся к максимально допустимым размерам модели.
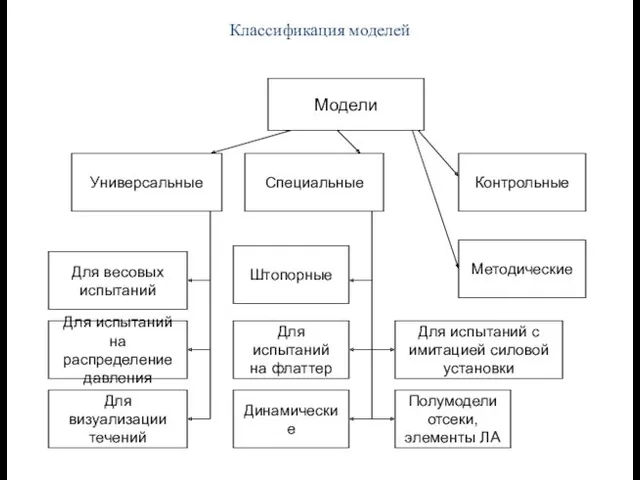
Классификация моделей
Модели
Для весовых
испытаний
Для испытаний
на распределение
давления
Штопорные
Для испытаний
на флаттер
Универсальные
Специальные
Для
Классификация моделей
Модели
Для весовых
испытаний
Для испытаний
на распределение
давления
Штопорные
Для испытаний
на флаттер
Универсальные
Специальные
Для

Проектирование и изготовление моделей для испытаний в аэродинамических трубах дозвуковых и
Проектирование и изготовление моделей для испытаний в аэродинамических трубах дозвуковых и
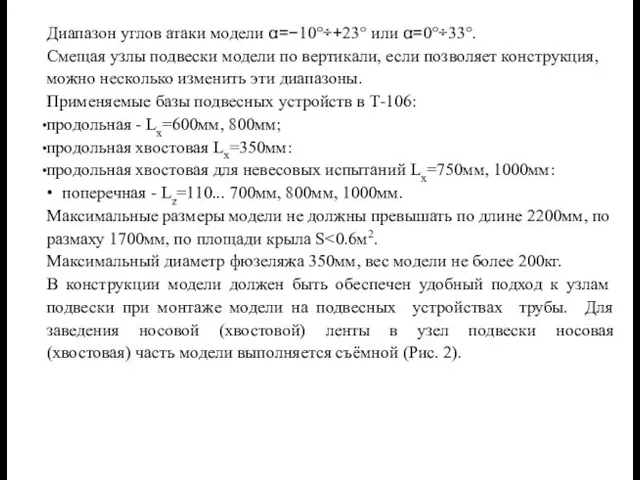
Диапазон углов атаки модели α=−10°÷+23° или α=0°÷33°.
Смещая узлы подвески модели по
Диапазон углов атаки модели α=−10°÷+23° или α=0°÷33°.
Смещая узлы подвески модели по
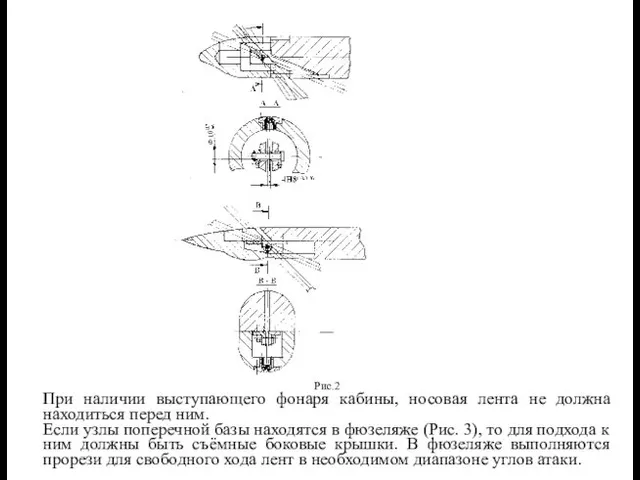
Рис.2
При наличии выступающего фонаря кабины, носовая лента не должна находиться перед
Рис.2
При наличии выступающего фонаря кабины, носовая лента не должна находиться перед
7.5
15.5
5H8(+0.018)
Рис. 3
lZ ± 0.2
lZ ± 0.2
(lZ – 8)± 0.2
lZ ± 0.2
l
7.5
15.5
5H8(+0.018)
Рис. 3
lZ ± 0.2
lZ ± 0.2
(lZ – 8)± 0.2
lZ ± 0.2
l
Прорези для прохода лент через фюзеляж должны быть загерметизированы резиновыми уплотнениями
Прорези для прохода лент через фюзеляж должны быть загерметизированы резиновыми уплотнениями
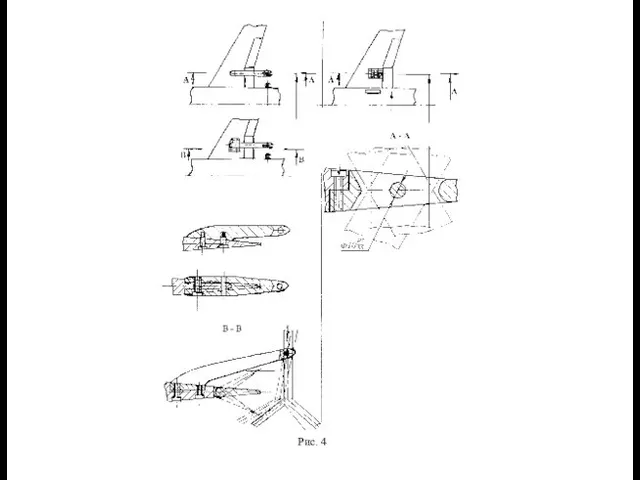
Рис. 4
Рис. 4
Все отклоняемые элементы - предкрылки, носки, закрылки, элероны, рули фиксируются при
Все отклоняемые элементы - предкрылки, носки, закрылки, элероны, рули фиксируются при
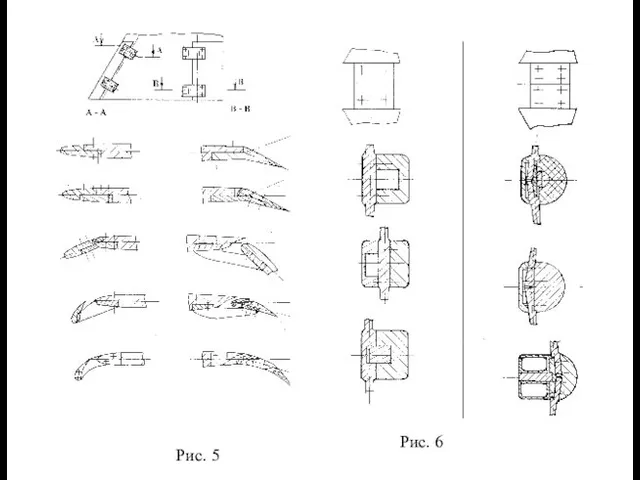
Рис. 6
Рис. 5
Рис. 6
Рис. 5
В трубе Т-106 можно проводить испытания с имитацией реактивных струй двигателей.
В трубе Т-106 можно проводить испытания с имитацией реактивных струй двигателей.
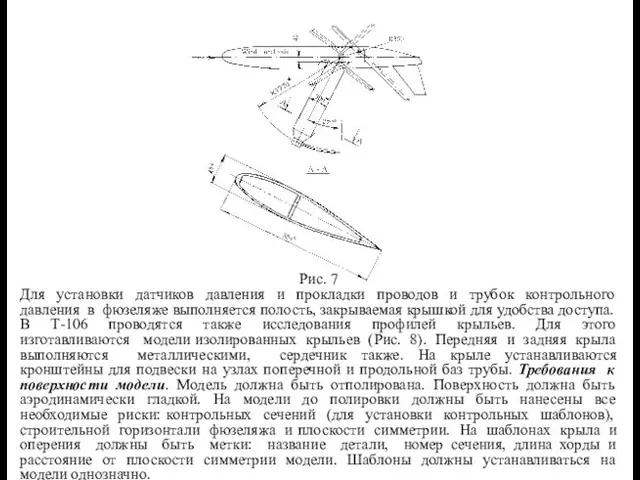
Рис. 7
Для установки датчиков давления и прокладки проводов и трубок контрольного
Рис. 7
Для установки датчиков давления и прокладки проводов и трубок контрольного
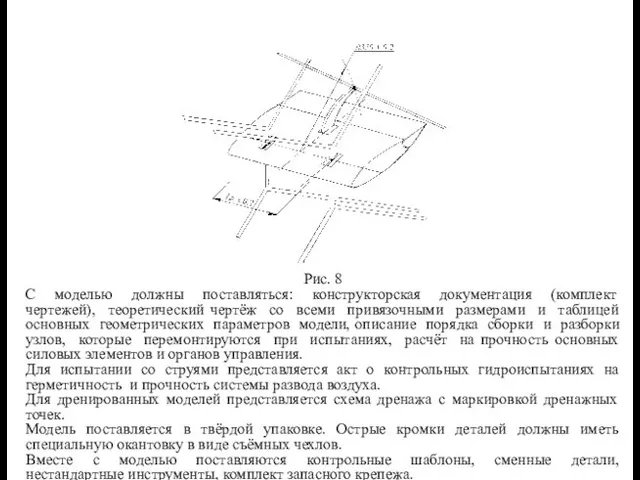
Рис. 8
С моделью должны поставляться: конструкторская документация (комплект чертежей), теоретический чертёж
Рис. 8
С моделью должны поставляться: конструкторская документация (комплект чертежей), теоретический чертёж
Аэродинамические трубы Т-102 и Т-103.
Проектирование начинается с анализа технического задания на
Аэродинамические трубы Т-102 и Т-103.
Проектирование начинается с анализа технического задания на
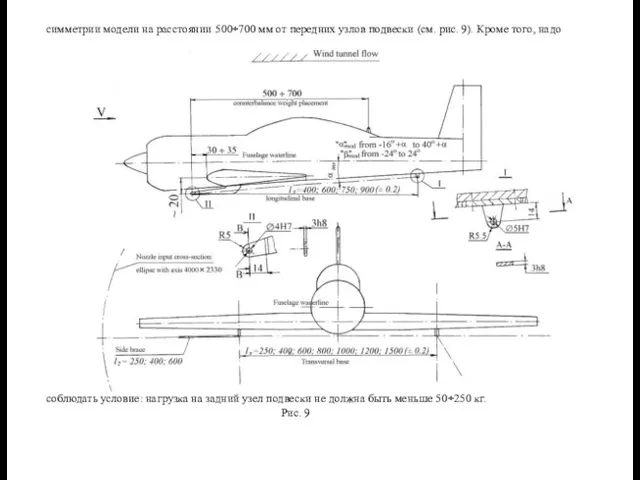
симметрии модели на расстоянии 500÷700 мм от передних узлов подвески (см.
симметрии модели на расстоянии 500÷700 мм от передних узлов подвески (см.
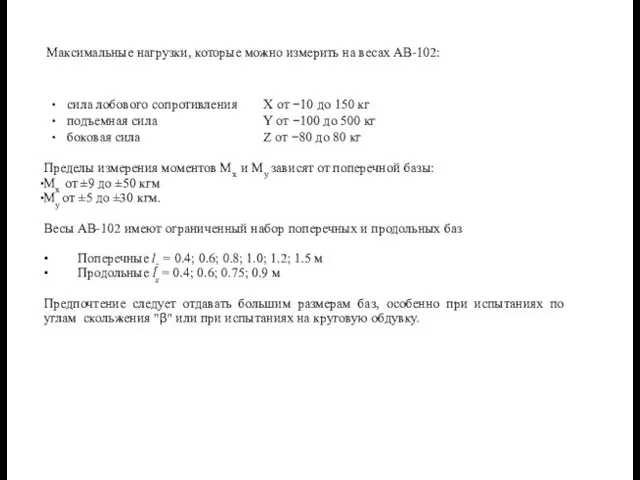
Максимальные нагрузки, которые можно измерить на весах АВ-102:
сила лобового сопротивления
подъемная сила
боковая
Максимальные нагрузки, которые можно измерить на весах АВ-102:
сила лобового сопротивления
подъемная сила
боковая
Проектирование конструкции фюзеляжа, крыла и оперения.
В целях облегчения веса модели и
Проектирование конструкции фюзеляжа, крыла и оперения.
В целях облегчения веса модели и
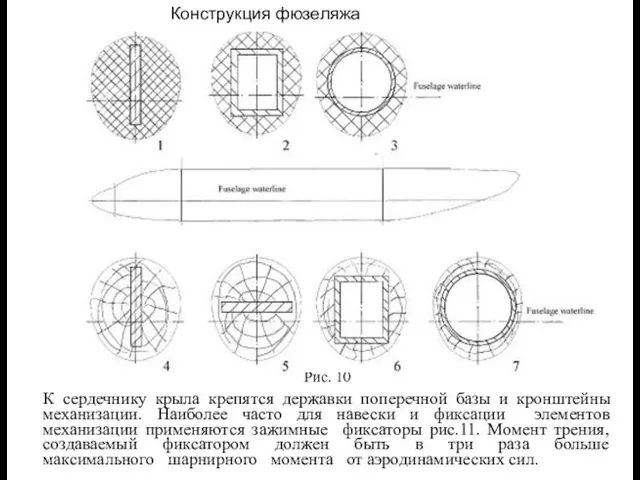
Рис. 10
К сердечнику крыла крепятся державки поперечной базы и кронштейны механизации.
Рис. 10
К сердечнику крыла крепятся державки поперечной базы и кронштейны механизации.
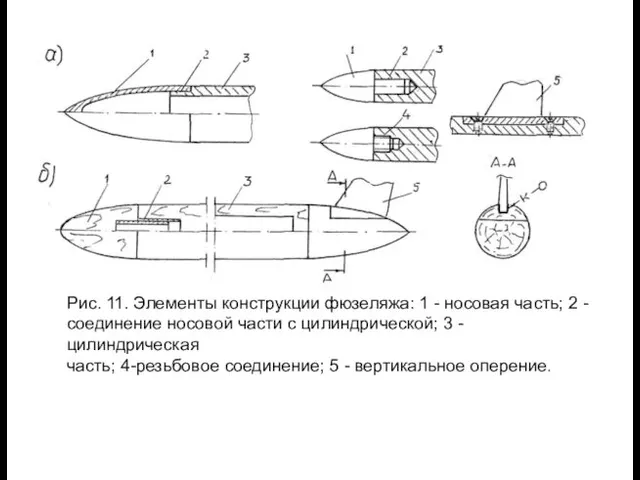
Рис. 11. Элементы конструкции фюзеляжа: 1 - носовая часть; 2 -
соединение
Рис. 11. Элементы конструкции фюзеляжа: 1 - носовая часть; 2 -
соединение
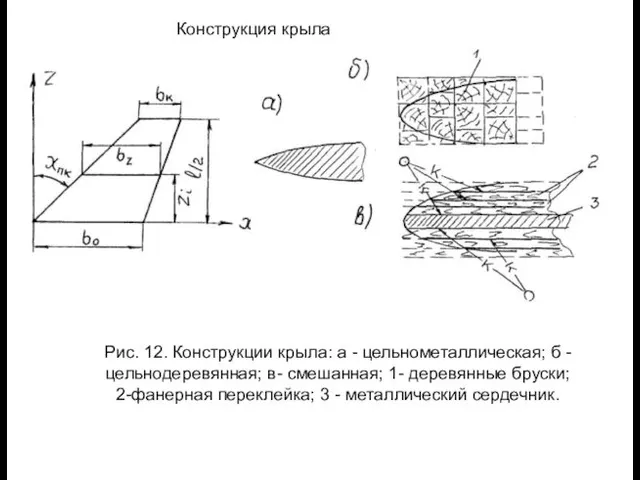
Рис. 12. Конструкции крыла: а - цельнометаллическая; б - цельнодеревянная; в-
Рис. 12. Конструкции крыла: а - цельнометаллическая; б - цельнодеревянная; в-
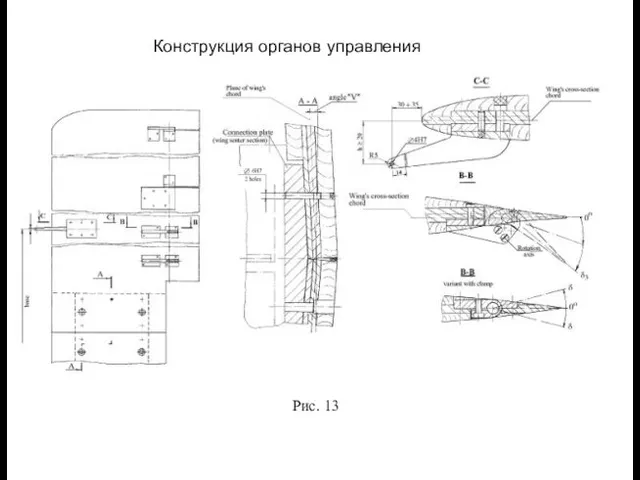
Рис. 13
Конструкция органов управления
Рис. 13
Конструкция органов управления
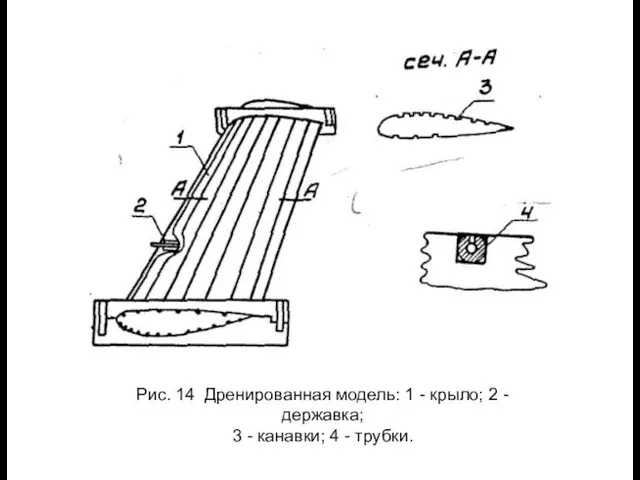
Рис. 14 Дренированная модель: 1 - крыло; 2 - державка;
3
Рис. 14 Дренированная модель: 1 - крыло; 2 - державка;
3
Установка и контроль элементов механизации производится с помощью лимбов или других
Установка и контроль элементов механизации производится с помощью лимбов или других

Аэродинамическая труба Т-105 ЦАГИ
Прибор для статических испытаний моделей в широком диапазоне
Аэродинамическая труба Т-105 ЦАГИ
Прибор для статических испытаний моделей в широком диапазоне
При разработке математических моделей полёта самолёта на больших углах атаки и
При разработке математических моделей полёта самолёта на больших углах атаки и
Аэродинамическая труба Т-1 МАИ
Аэродинамическая труба Т-1 МАИ - труба замкнутого типа
Аэродинамическая труба Т-1 МАИ
Аэродинамическая труба Т-1 МАИ - труба замкнутого типа


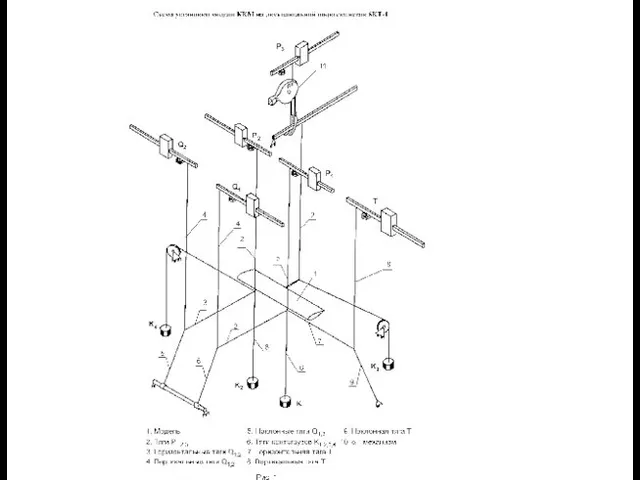
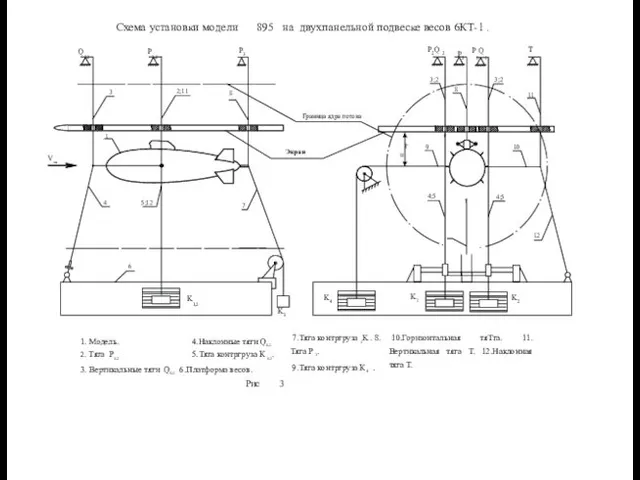
895 на двухпанельной подвеске весов 6КТ-1 .
Схема установки модели
1. Модель.
2. Тяга
895 на двухпанельной подвеске весов 6КТ-1 .
Схема установки модели
1. Модель.
2. Тяга
Модель подвешивается в перевернутом положении, что связано с конструктивно-силовой схемой подвески
Модель подвешивается в перевернутом положении, что связано с конструктивно-силовой схемой подвески
Максимальные аэродинамические нагрузки, которые можно измерять на весах 6КТ-1, следующие:
сила лобового
Максимальные аэродинамические нагрузки, которые можно измерять на весах 6КТ-1, следующие:
сила лобового
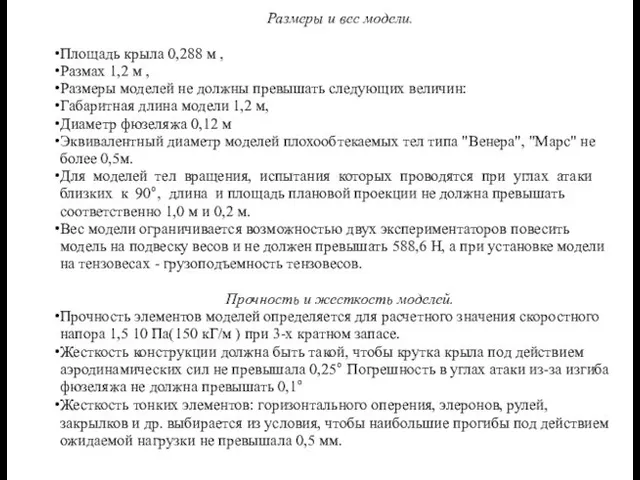
Размеры и вес модели.
Площадь крыла 0,288 м ,
Размах 1,2 м ,
Размеры
Размеры и вес модели.
Площадь крыла 0,288 м ,
Размах 1,2 м ,
Размеры
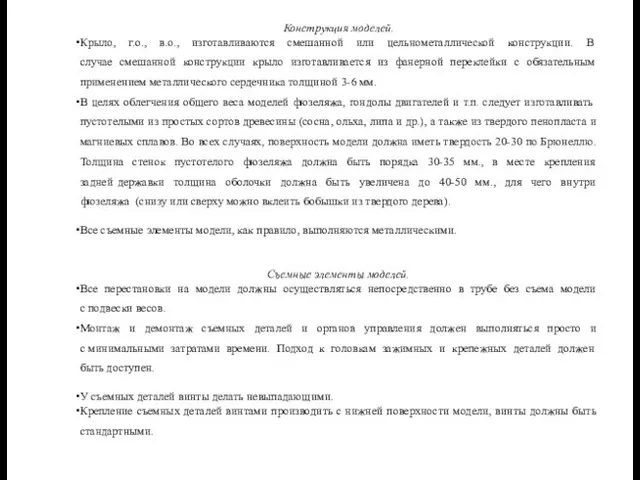
Конструкция моделей.
Крыло, г.о., в.о., изготавливаются смешанной или цельнометаллической конструкции. В случае
Конструкция моделей.
Крыло, г.о., в.о., изготавливаются смешанной или цельнометаллической конструкции. В случае
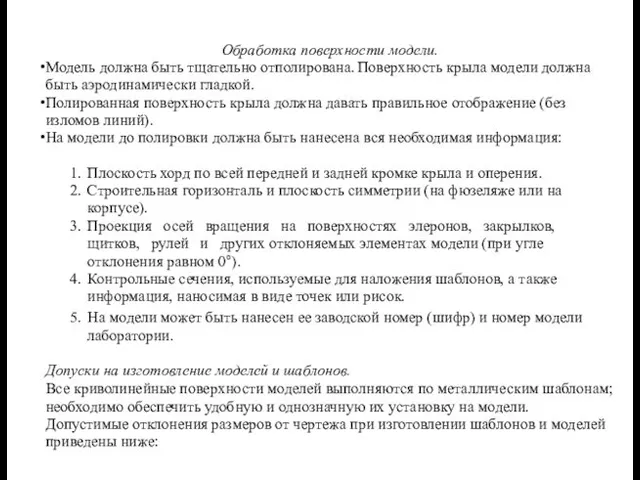
Обработка поверхности модели.
Модель должна быть тщательно отполирована. Поверхность крыла модели должна быть
Обработка поверхности модели.
Модель должна быть тщательно отполирована. Поверхность крыла модели должна быть
Крепление моделей на подвесных устройствах как весов ,6КТ-1, так и универсальной
Крепление моделей на подвесных устройствах как весов ,6КТ-1, так и универсальной
см на схеме препараторской трубы Т-1 "Данные для препарировки моделей на
см на схеме препараторской трубы Т-1 "Данные для препарировки моделей на
Точение - технологический процесс обработки резанием наружных, внутренних цилиндрических, конических, винтовых и фасонных
Точение - технологический процесс обработки резанием наружных, внутренних цилиндрических, конических, винтовых и фасонных
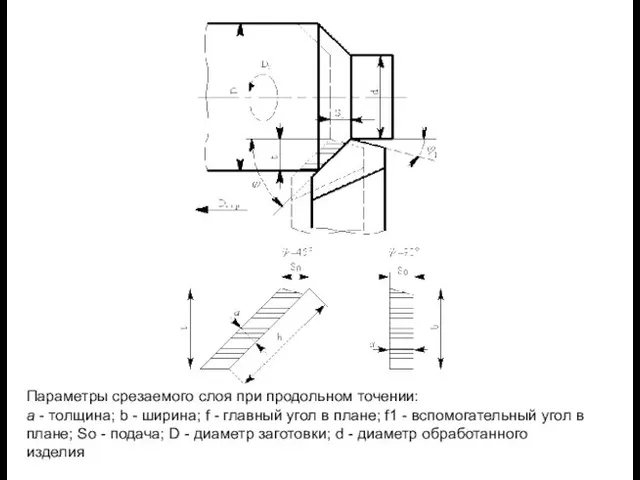
Параметры срезаемого слоя при продольном точении:
а - толщина; b - ширина; f - главный угол в плане; f1 - вспомогательный угол
Параметры срезаемого слоя при продольном точении: а - толщина; b - ширина; f - главный угол в плане; f1 - вспомогательный угол
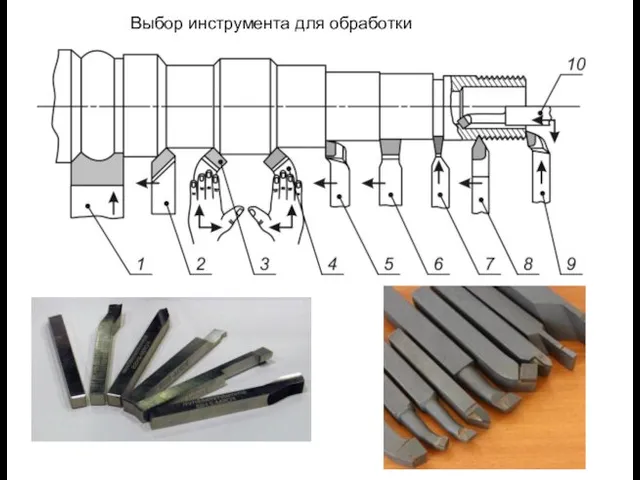
Выбор инструмента для обработки
Выбор инструмента для обработки
Обработка заготовок осевым режущим инструментом
На сверлильных станках выполняют сверление, рассверливание, зенкерование,
Обработка заготовок осевым режущим инструментом
На сверлильных станках выполняют сверление, рассверливание, зенкерование,
Развертывание - технологический процесс завершающей обработки цилиндрического или конического отверстия разверткой (обычно после
Развертывание - технологический процесс завершающей обработки цилиндрического или конического отверстия разверткой (обычно после
Параметры срезаемого слоя при сверлении (а), зенкеровании (б), развертывании (в),зенковании (г),
Параметры срезаемого слоя при сверлении (а), зенкеровании (б), развертывании (в),зенковании (г),
Обработка заготовок фрезерованием
Фрезерование - один из высокопроизводительных и распространенных технологических процессов обработки поверхностей
Обработка заготовок фрезерованием
Фрезерование - один из высокопроизводительных и распространенных технологических процессов обработки поверхностей
Существуют две основных схемы фрезерования - встречное и попутное. При встречном
Существуют две основных схемы фрезерования - встречное и попутное. При встречном
Фрезы
Фрезы
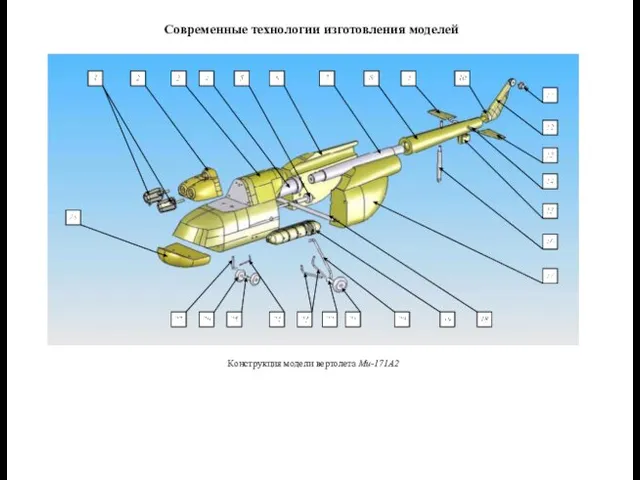
Современные технологии изготовления моделей
Конструкция модели вертолета Ми-171А2
Современные технологии изготовления моделей
Конструкция модели вертолета Ми-171А2


Универсальный высокоскоростной пятикоординатный фрезерный станок с числовым программным управлением Profi Speed
Универсальный высокоскоростной пятикоординатный фрезерный станок с числовым программным управлением Profi Speed
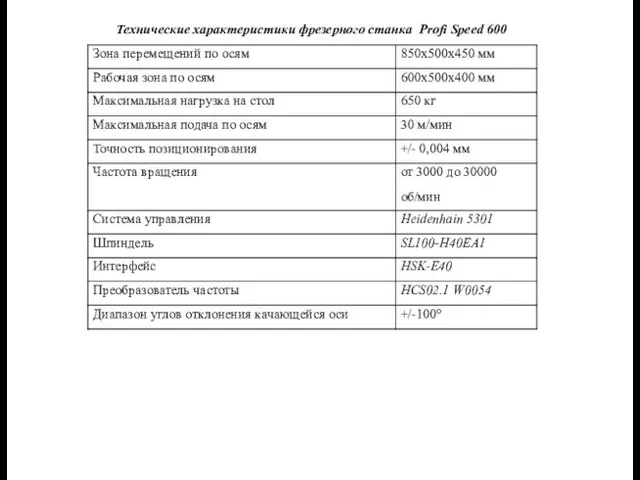
Технические характеристики фрезерного станка Profi Speed 600
Технические характеристики фрезерного станка Profi Speed 600

Процесс изготовления деталей на станке Profi Speed 600
Процесс изготовления деталей на станке Profi Speed 600

Струйная 3D-печать
Технология струйной 3D-печати (IJM - Ink Jet Modelling) позволяет строить
Струйная 3D-печать
Технология струйной 3D-печати (IJM - Ink Jet Modelling) позволяет строить
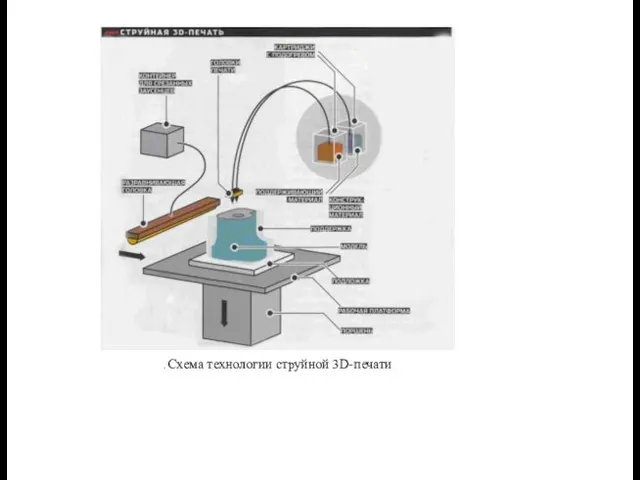
. Схема технологии струйной 3D-печати
. Схема технологии струйной 3D-печати
. Схема технологии послойного склеивания ламината
. Схема технологии послойного склеивания ламината
3D-принтер ZPrinter 650
3D-принтер Zprinter 650 (рис. 2.13), использующий технологию SLS (Selective
3D-принтер ZPrinter 650
3D-принтер Zprinter 650 (рис. 2.13), использующий технологию SLS (Selective
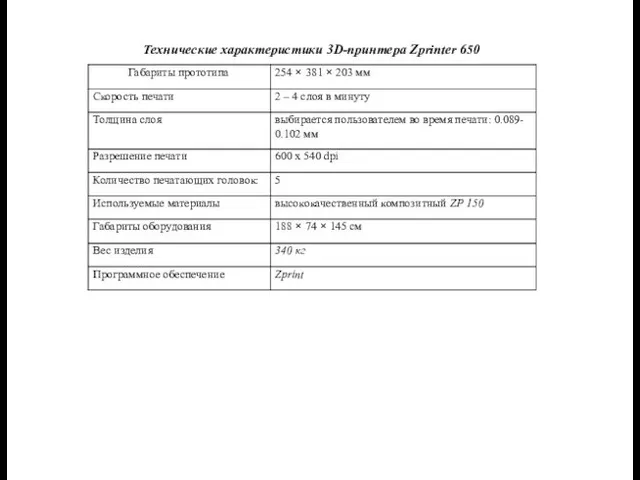
Технические характеристики 3D-принтера Zprinter 650
Технические характеристики 3D-принтера Zprinter 650

Рис. 2.13. 3D-принтер ZPrinter 650
Рис. 2.13. 3D-принтер ZPrinter 650

Топливные баки увеличенного объема, выполненные на 3D-принтере ZPrinter 650
Топливные баки увеличенного объема, выполненные на 3D-принтере ZPrinter 650
Технология лазерного спекания
Технология селективного лазерного спекания (SLS - Selective Laser Sintering)
Технология лазерного спекания
Технология селективного лазерного спекания (SLS - Selective Laser Sintering)
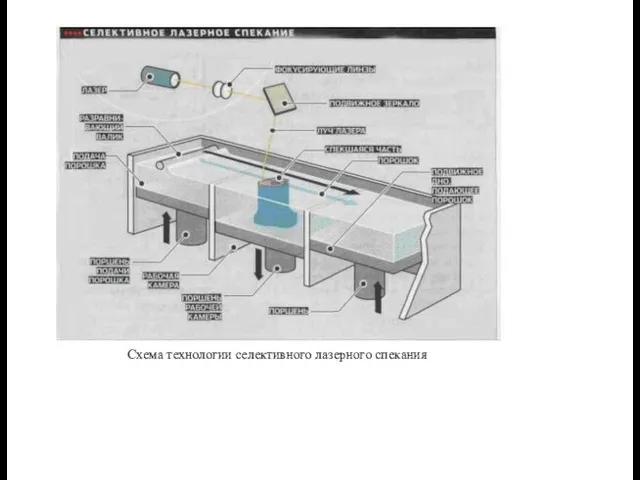
Схема технологии селективного лазерного спекания
Схема технологии селективного лазерного спекания
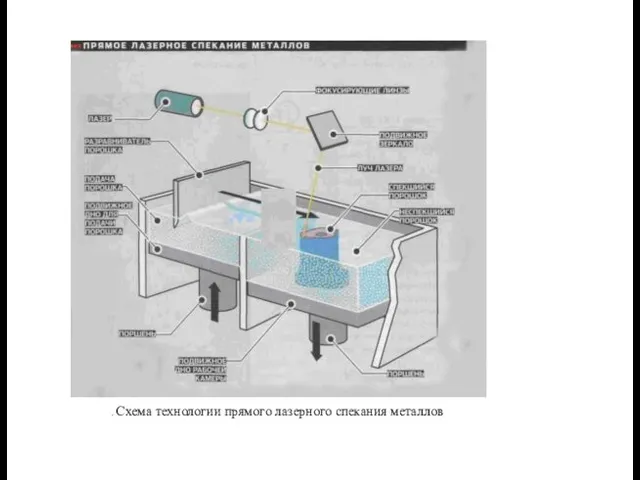
. Схема технологии прямого лазерного спекания металлов
. Схема технологии прямого лазерного спекания металлов
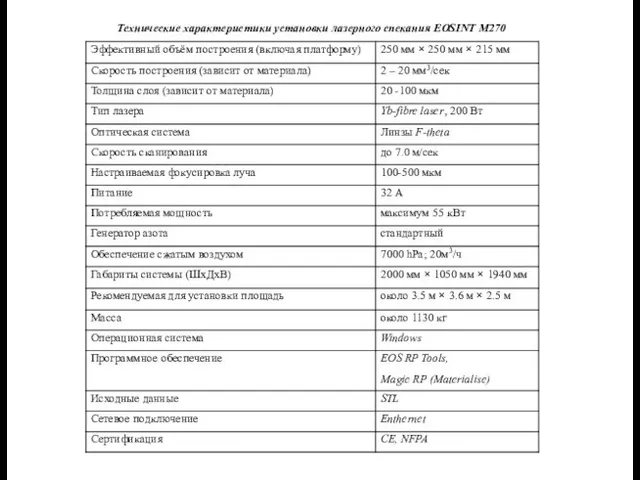
Технические характеристики установки лазерного спекания EOSINT M270
Технические характеристики установки лазерного спекания EOSINT M270

Установка для лазерного спекания EOSINT M 270
Установка для лазерного спекания EOSINT M 270

Детали модели вертолета, изготовленные на установке лазерного спекания
EOSINT M 270
Детали модели вертолета, изготовленные на установке лазерного спекания
EOSINT M 270
Технология лазерной стериолитографии
Технология лазерной стериолитографии (SLA - Stereo Lithography Apparatus) является
Технология лазерной стериолитографии
Технология лазерной стериолитографии (SLA - Stereo Lithography Apparatus) является
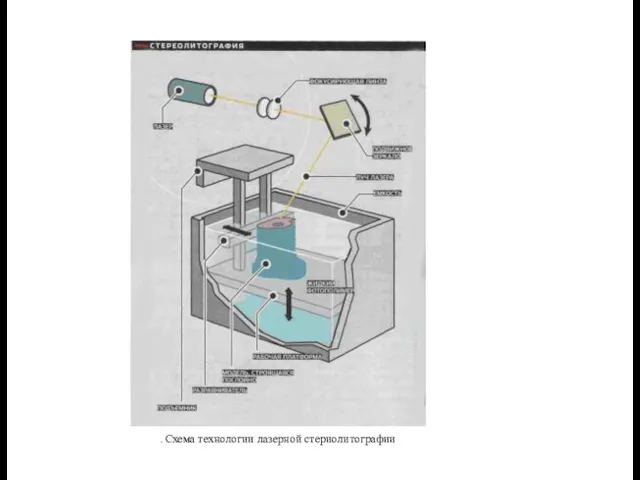
. Схема технологии лазерной стериолитографии
. Схема технологии лазерной стериолитографии
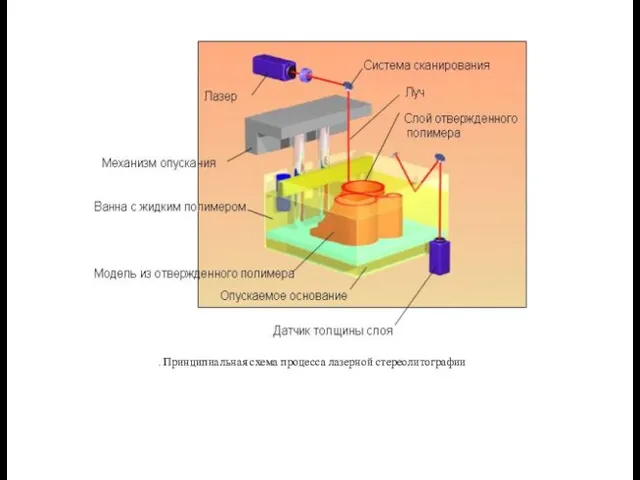
. Принципиальная схема процесса лазерной стереолитографии
. Принципиальная схема процесса лазерной стереолитографии
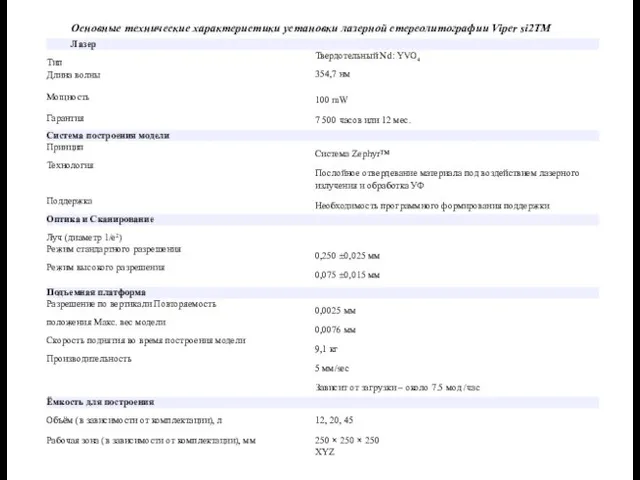
Основные технические характеристики установки лазерной стереолитографии Viper si2TM
Лазер
Тип
Длина волны Мощность Гарантия
Твердотельный
Основные технические характеристики установки лазерной стереолитографии Viper si2TM
Лазер
Тип
Длина волны Мощность Гарантия
Твердотельный
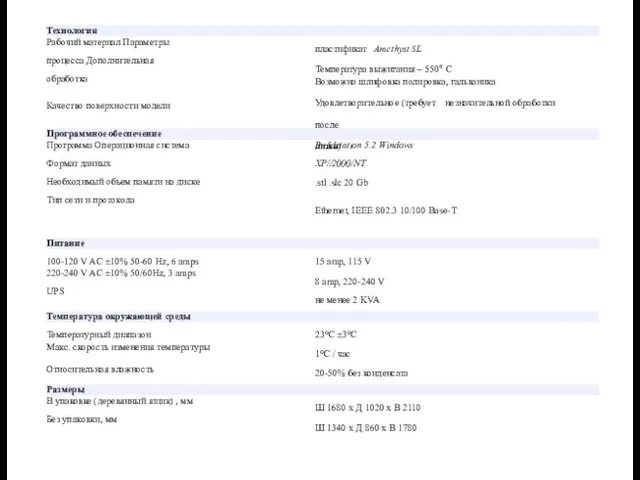
Технология
Рабочий материал Параметры процесса Дополнительная обработка
Качество поверхности модели
пластификат Amethyst SL
Температура выжигания
Технология
Рабочий материал Параметры процесса Дополнительная обработка
Качество поверхности модели
пластификат Amethyst SL
Температура выжигания
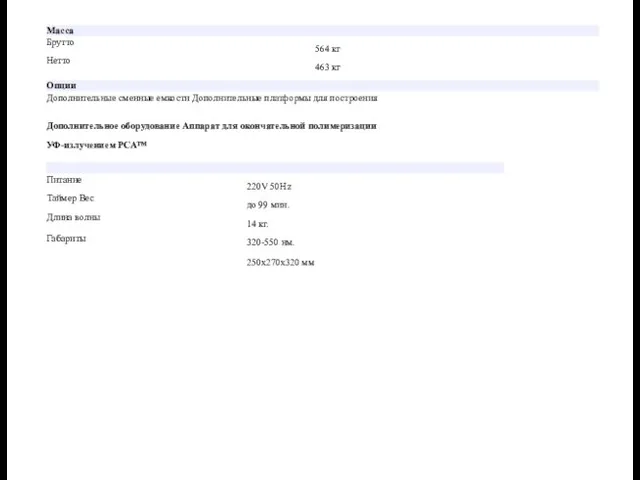
Масса
Брутто Нетто
564 кг
463 кг
Опции
Дополнительные сменные емкости Дополнительные платформы для построения
Дополнительное оборудование
Масса
Брутто Нетто
564 кг
463 кг
Опции
Дополнительные сменные емкости Дополнительные платформы для построения
Дополнительное оборудование

Рис. 2.17. Стереолитографическая система Viper si2TM
Рис. 2.17. Стереолитографическая система Viper si2TM
 Цветочные композиции в бисероплетении
Цветочные композиции в бисероплетении Проект Художники в русской глубинке
Проект Художники в русской глубинке Тимофеев - (Еф) - шк. 44 им. С.Ф.Бароненко - презентация
Тимофеев - (Еф) - шк. 44 им. С.Ф.Бароненко - презентация Комбинационные блоки
Комбинационные блоки Роман Джейн Эйр
Роман Джейн Эйр Реформа Чистоты или Мусорная реформа - 2
Реформа Чистоты или Мусорная реформа - 2 Жергілікті жердің нүктелер координаталары және олардың аэросуреттегі сол бейнелердің арасындағы байланыс
Жергілікті жердің нүктелер координаталары және олардың аэросуреттегі сол бейнелердің арасындағы байланыс Презентация Металлы в искусстве
Презентация Металлы в искусстве презентации Диск
презентации Диск Порядок поступления ТМЦ и особенности учета
Порядок поступления ТМЦ и особенности учета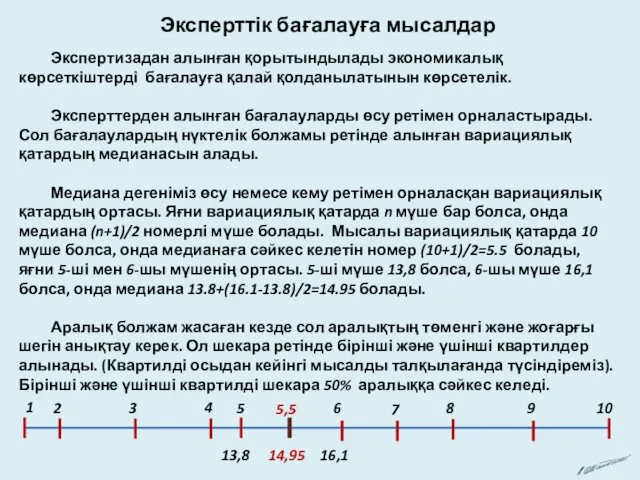 Экспертиза. Пример. Эксперттік бағалауға мысалдар
Экспертиза. Пример. Эксперттік бағалауға мысалдар Основные принципы конструирования радиоэлектронных устройств
Основные принципы конструирования радиоэлектронных устройств презентация к уроку краеведения в 6 классе по теме Ядовитые растения Сахалинской области
презентация к уроку краеведения в 6 классе по теме Ядовитые растения Сахалинской области Multi-apartment residential building Al-Yasamin in Damascus
Multi-apartment residential building Al-Yasamin in Damascus Сказ о деятельности планово-экономического отдела
Сказ о деятельности планово-экономического отдела Можно всё, друзья, найти в этой сказочной сети!
Можно всё, друзья, найти в этой сказочной сети! Чесменская церковь. Архитектурно-художественная подсветка
Чесменская церковь. Архитектурно-художественная подсветка Бабушкин юбилей
Бабушкин юбилей Конструкционные материалы
Конструкционные материалы Сlothing industry
Сlothing industry Взаимодействие семьи и школы в духовнонравственном воспитании школьника
Взаимодействие семьи и школы в духовнонравственном воспитании школьника Его имя помнят люди. К 182-ой годовщине со дня смерти А.И. Полежаева
Его имя помнят люди. К 182-ой годовщине со дня смерти А.И. Полежаева Загальні положення про право власності: поняття, ознаки і зміст. (Тема 1)
Загальні положення про право власності: поняття, ознаки і зміст. (Тема 1) Правила настольного тенниса-2
Правила настольного тенниса-2 Презентация к родительскому собранию Права и обязанности родителей
Презентация к родительскому собранию Права и обязанности родителей Комната. Мебель
Комната. Мебель Презентация Птицы Кубани 2015 год
Презентация Птицы Кубани 2015 год Ser y estar en español
Ser y estar en español