- Проектирование инструментальных цехов

Содержание
- 2. Проектирование по точной программе Предусматривает разработку технологических процессов на все виды и типы изготавливаемых изделий, ведется
- 3. Годовая потребность в режущем инструменте по каждому виду и размеру J (в штуках) То.с - суммарное
- 4. Проектирование по приведенной программе Инструмент каждого вида, предусмотренный производственной программой, разбивается на группы, объединяющие инструмент, схожий
- 5. Проектирование по технико-экономическим показателям Проектирование производится по следующим технико-экономическим показателям: годовая потребность в инструменте (или штуках)
- 6. Весовой метод Годовая потребность, выраженная весом данного вида инструмента, для всех станков Q - общий вес
- 7. Проектирование по норме потребности на один станок обслуживаемого цеха Нормы потребности устанавливаются на основе опытных данных.
- 8. Вспомогательное оборудование инструментальных цехов установка для электроискрового упрочнения режущего инструмента, электроискровой станок для прошивки отверстий и
- 9. Рабочий состав цеха и определение его численности Количество рабочих-станочников можно определить по числу станков с учетом
- 10. Планировка оборудования, рабочих мест и определение площади инструментального цеха Инструментальные цехи могут располагаться: в отдельном здании
- 11. Способы расположения оборудования: по типам станков - станки всего цеха сосредоточиваются по признаку однородности обработки, по
- 12. Оборудование и рабочие места для обработки наиболее точных изделий - резьбового и измерительного инструмента, а также
- 13. Конструкция здания В одноэтажных зданиях инструментальных и штамповочных цехов ширина пролетов принимается 18 и 24 м;
- 15. Скачать презентацию
Проектирование по точной программе
Предусматривает разработку технологических процессов на все виды
Проектирование по точной программе
Предусматривает разработку технологических процессов на все виды
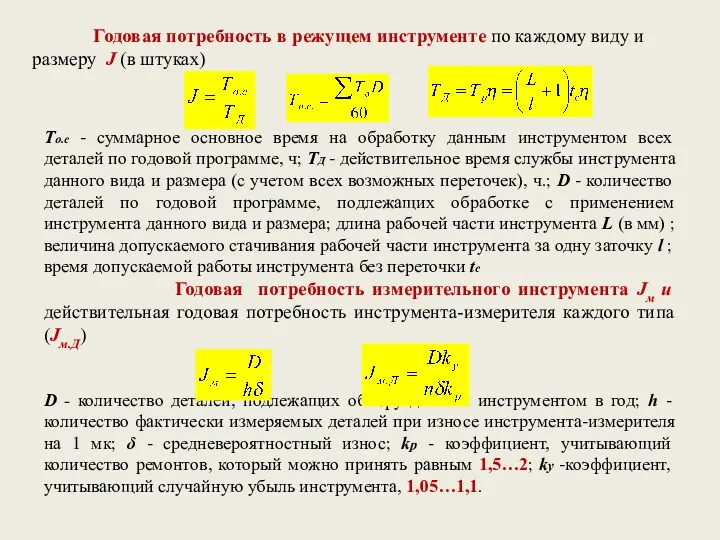
Годовая потребность в режущем инструменте по каждому виду и размеру
Годовая потребность в режущем инструменте по каждому виду и размеру
Проектирование по приведенной программе
Инструмент каждого вида, предусмотренный производственной программой, разбивается
Проектирование по приведенной программе
Инструмент каждого вида, предусмотренный производственной программой, разбивается
Проектирование по технико-экономическим показателям
Проектирование производится по следующим технико-экономическим показателям:
годовая потребность
Проектирование по технико-экономическим показателям
Проектирование производится по следующим технико-экономическим показателям:
годовая потребность
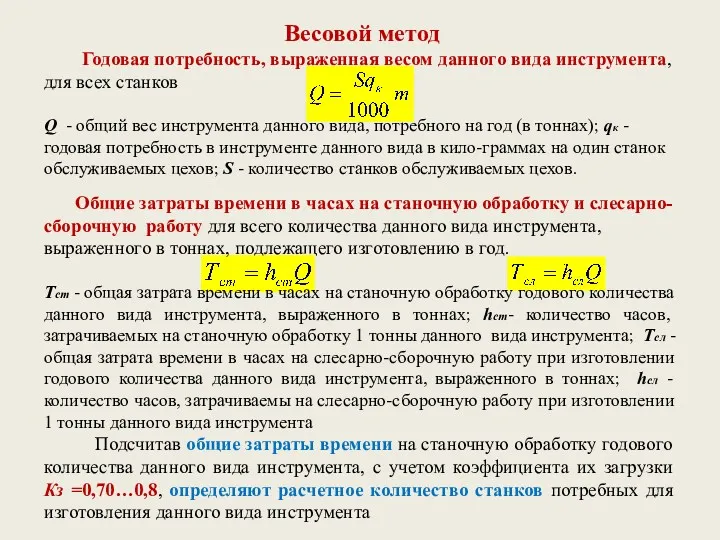
Весовой метод
Годовая потребность, выраженная весом данного вида инструмента, для
Весовой метод
Годовая потребность, выраженная весом данного вида инструмента, для
Проектирование по норме потребности на один станок обслуживаемого цеха
Нормы потребности
Проектирование по норме потребности на один станок обслуживаемого цеха
Нормы потребности
Вспомогательное оборудование инструментальных цехов
установка для электроискрового упрочнения режущего инструмента,
электроискровой станок
Вспомогательное оборудование инструментальных цехов
установка для электроискрового упрочнения режущего инструмента,
электроискровой станок
Рабочий состав цеха и определение его численности
Количество рабочих-станочников можно определить
Рабочий состав цеха и определение его численности
Количество рабочих-станочников можно определить
Планировка оборудования, рабочих мест и определение площади инструментального цеха
Инструментальные
Планировка оборудования, рабочих мест и определение площади инструментального цеха
Инструментальные
Способы расположения оборудования:
по типам станков - станки всего цеха
Способы расположения оборудования:
по типам станков - станки всего цеха
Оборудование и рабочие места для обработки наиболее точных изделий -
Оборудование и рабочие места для обработки наиболее точных изделий -
Конструкция здания
В одноэтажных зданиях инструментальных и штамповочных цехов ширина
Конструкция здания
В одноэтажных зданиях инструментальных и штамповочных цехов ширина
 Символизм. Основные темы символистов
Символизм. Основные темы символистов Городской конкурс В лесу родилась ёлочка - там ей и расти!
Городской конкурс В лесу родилась ёлочка - там ей и расти! Воровка книг. Фильм по роману Маркуса Зусака Книжный вор
Воровка книг. Фильм по роману Маркуса Зусака Книжный вор Законы классного коллектива
Законы классного коллектива Конспект совместной деятельности детей второй младшей группы Сказка о глупом мышонке
Конспект совместной деятельности детей второй младшей группы Сказка о глупом мышонке ИСПОЛЬЗОВАНИЕ БУМАЖНОГО ТВОРЧЕСТВА В РАБОТЕ СО СКАЗКОЙ
ИСПОЛЬЗОВАНИЕ БУМАЖНОГО ТВОРЧЕСТВА В РАБОТЕ СО СКАЗКОЙ Снегурочка Александр Николаевич Островский
Снегурочка Александр Николаевич Островский Итоговое сочинение по направлению Победа и поражение
Итоговое сочинение по направлению Победа и поражение Новый дизайн кухни, серии EDGE one
Новый дизайн кухни, серии EDGE one Классификация зданий и сооружений. Объёмно-планировочные схемы зданий
Классификация зданий и сооружений. Объёмно-планировочные схемы зданий Презентация Капля море бережет
Презентация Капля море бережет Специальные вопросы гидравлики, водопроводных и водоотводящих сооружений. Гидравлический прыжок. Сопряжение бьефов. (Лекция 3)
Специальные вопросы гидравлики, водопроводных и водоотводящих сооружений. Гидравлический прыжок. Сопряжение бьефов. (Лекция 3) Исследовательская работа Традесканция
Исследовательская работа Традесканция Критериальное оценивание в начальной школе
Критериальное оценивание в начальной школе Презентация к 8 марта
Презентация к 8 марта Презентация Село, в котором я живу
Презентация Село, в котором я живу Диагностирование системы охлаждения двигателя
Диагностирование системы охлаждения двигателя Обязанности водителя
Обязанности водителя Гэта усё - Беларусь мая мілая
Гэта усё - Беларусь мая мілая Образовательное проектирование как механизм управления
Образовательное проектирование как механизм управления Светосильные объективы. Плюсы и минусы. Топ-8 Самых светосильных объективов
Светосильные объективы. Плюсы и минусы. Топ-8 Самых светосильных объективов Урок первый.
Урок первый. 20230918_prezentatsiya_gruppovoy_konsultatsii_tyutera_kruchininoy_v.b._22.03.2021
20230918_prezentatsiya_gruppovoy_konsultatsii_tyutera_kruchininoy_v.b._22.03.2021 Шиповые столярные соединения
Шиповые столярные соединения Михаил Иванович Глинка
Михаил Иванович Глинка Признаки делимости на 2, 5, 10
Признаки делимости на 2, 5, 10 Интегрированный урок как средство формирования позитивной мотивации в обучении младших школьников
Интегрированный урок как средство формирования позитивной мотивации в обучении младших школьников Основные факторы рельефообразования
Основные факторы рельефообразования