- Проектирование поковок, получаемых горячей объемной штамповкой

Содержание
- 2. Вариант 22-4 ИСХОДНОЕ ЗАДАНИЕ
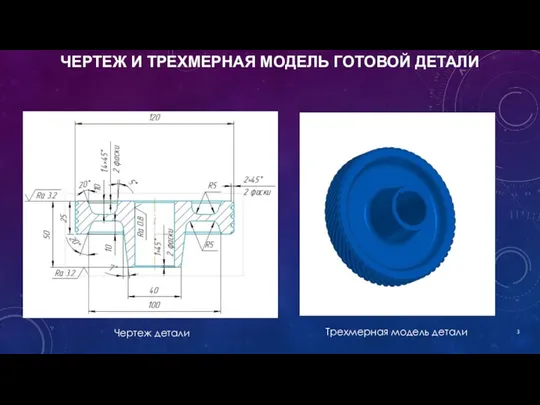
- 3. ЧЕРТЕЖ И ТРЕХМЕРНАЯ МОДЕЛЬ ГОТОВОЙ ДЕТАЛИ Чертеж детали Трехмерная модель детали
- 4. Деталь – колесо зубчатое Форма детали в плане – круглая; Имеется центральное отверстие, 2 канавки(снизу и
- 5. По справочнику [3] данную поковку можно найти в классификации молотовых поковок. Группа II (поковки, штампуемые вдоль
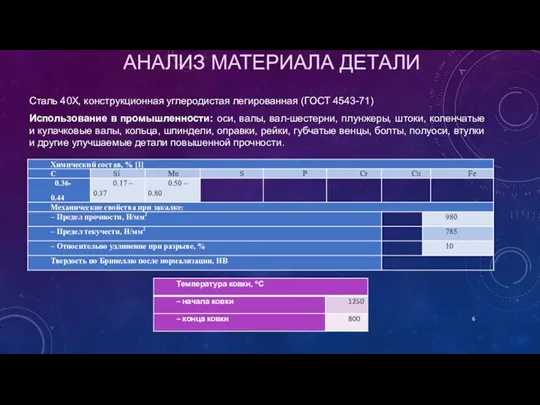
- 6. АНАЛИЗ МАТЕРИАЛА ДЕТАЛИ Сталь 40Х, конструкционная углеродистая легированная (ГОСТ 4543-71) Использование в промышленности: оси, валы, вал-шестерни,
- 7. ОПРЕДЕЛЕНИЕ МАССЫ ДЕТАЛИ
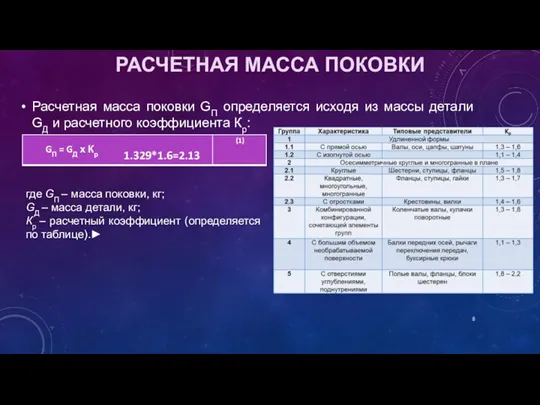
- 8. РАСЧЕТНАЯ МАССА ПОКОВКИ Расчетная масса поковки GП определяется исходя из массы детали GД и расчетного коэффициента
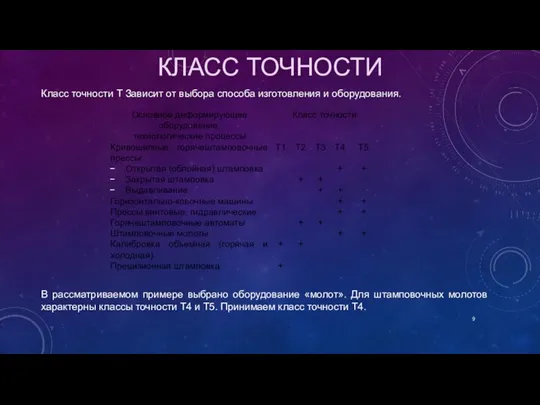
- 9. КЛАСС ТОЧНОСТИ Класс точности Т Зависит от выбора способа изготовления и оборудования. В рассматриваемом примере выбрано
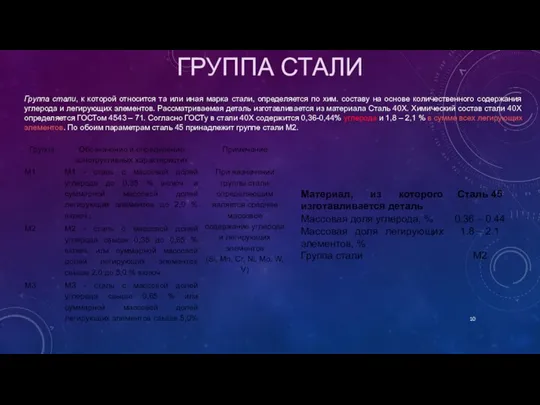
- 10. ГРУППА СТАЛИ Группа стали, к которой относится та или иная марка стали, определяется по хим. составу
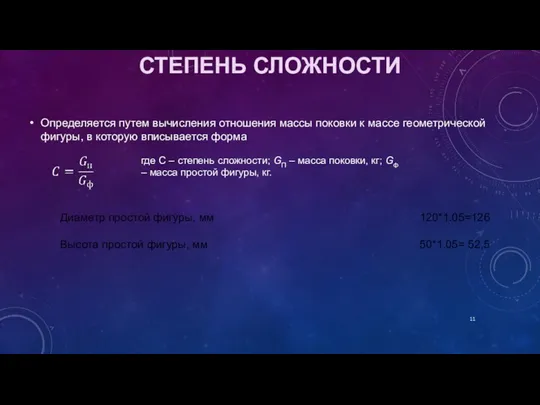
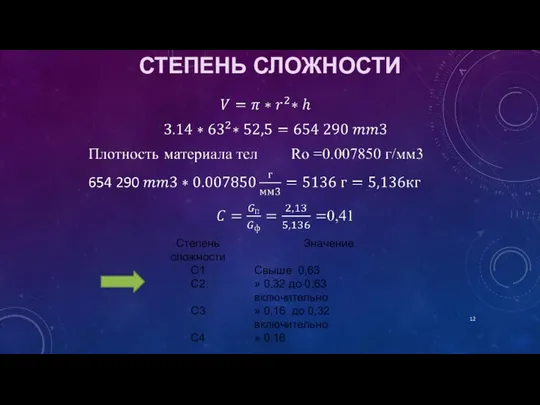
- 11. СТЕПЕНЬ СЛОЖНОСТИ Определяется путем вычисления отношения массы поковки к массе геометрической фигуры, в которую вписывается форма
- 12. СТЕПЕНЬ СЛОЖНОСТИ
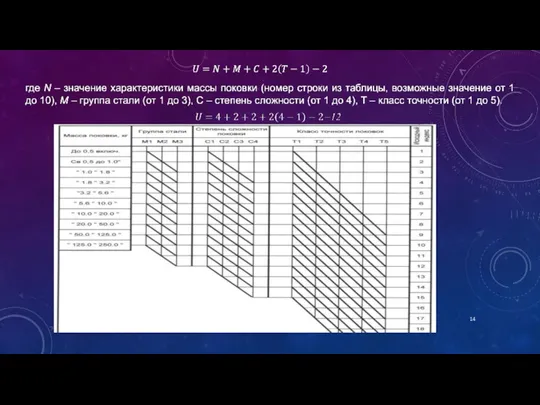
- 13. ИСХОДНЫЙ ИНДЕКС Исходный индекс − условный показатель, учитывающий в обобщенном виде суммы конструктивных характеристик (класс точности,
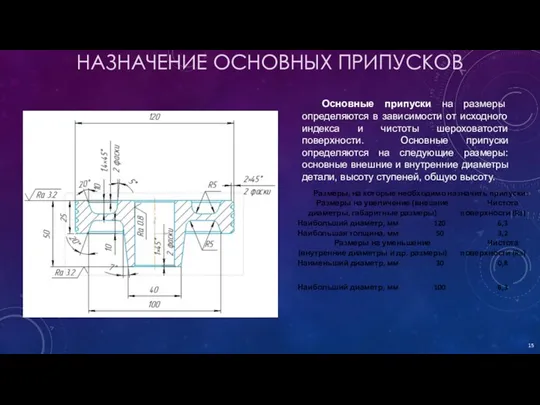
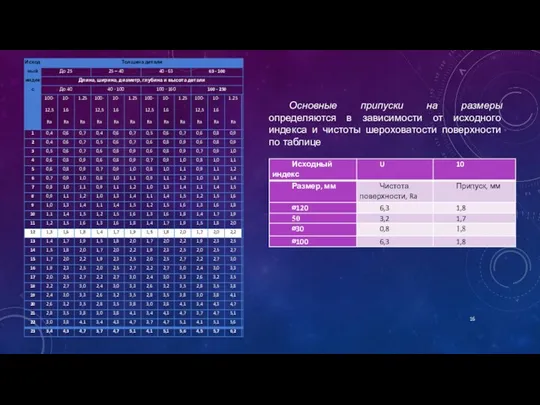
- 15. НАЗНАЧЕНИЕ ОСНОВНЫХ ПРИПУСКОВ Основные припуски на размеры определяются в зависимости от исходного индекса и чистоты шероховатости
- 16. Основные припуски на размеры определяются в зависимости от исходного индекса и чистоты шероховатости поверхности по таблице
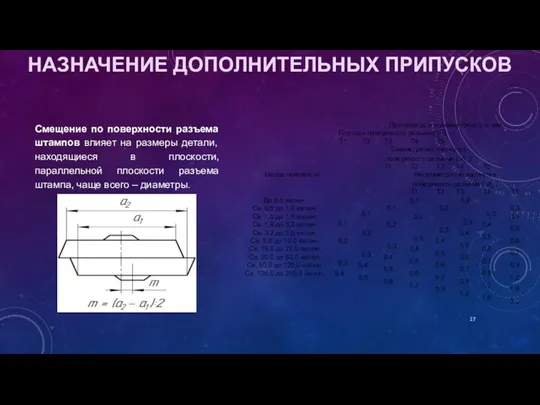
- 17. НАЗНАЧЕНИЕ ДОПОЛНИТЕЛЬНЫХ ПРИПУСКОВ Смещение по поверхности разъема штампов влияет на размеры детали, находящиеся в плоскости, параллельной
- 18. Изогнутость и отклонение от плоскостности и прямолинейности искажает размеры заготовки в плоскости, перпендикулярной плоскости разъема штампа.
- 19. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ПОКОВКИ
- 20. ОПРЕДЕЛЕНИЕ ДРУГИХ ДОПУСКОВ Допускаемая величина смещения по поверхности разъема штампа - 0,5 Допускаемая величина остаточного облоя
- 21. ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ОТКРЫТОГО ШТАМПА Технические требования к поковке на рисунке : 1. Поковка Гр.
- 22. ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ЗАКРЫТОГО ШТАМПА Технические требования к поковке на рисунке : 1. Поковка Гр.
- 23. ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
- 24. ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
- 25. ОБЪЕМ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ So = ξ Sобл ξ=0.3 So =0,3x80 So =24 Vo
- 26. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ОТКРЫТОГО ШТАМПА) Vобл = 6 178.52 мм3 Vз = 19 684+ 393.68+ 6
- 27. Размеры заготовки, во избежание ее искривления при обработке, должны удовлетворять условию:
- 28. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ЗАКРЫТОГО ШТАМПА)
- 31. Скачать презентацию

Вариант 22-4
ИСХОДНОЕ ЗАДАНИЕ
Вариант 22-4
ИСХОДНОЕ ЗАДАНИЕ
ЧЕРТЕЖ И ТРЕХМЕРНАЯ МОДЕЛЬ ГОТОВОЙ ДЕТАЛИ
Чертеж детали
Трехмерная модель детали
ЧЕРТЕЖ И ТРЕХМЕРНАЯ МОДЕЛЬ ГОТОВОЙ ДЕТАЛИ
Чертеж детали
Трехмерная модель детали
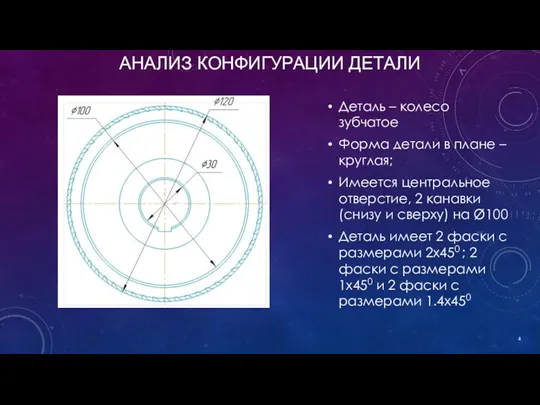
Деталь – колесо зубчатое
Форма детали в плане – круглая;
Имеется центральное отверстие,
Деталь – колесо зубчатое
Форма детали в плане – круглая;
Имеется центральное отверстие,
![По справочнику [3] данную поковку можно найти в классификации молотовых](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/592079/slide-4.jpg)
По справочнику [3] данную поковку можно найти в классификации молотовых поковок.
Группа
По справочнику [3] данную поковку можно найти в классификации молотовых поковок.
Группа
АНАЛИЗ МАТЕРИАЛА ДЕТАЛИ
Сталь 40Х, конструкционная углеродистая легированная (ГОСТ 4543-71)
Использование в
АНАЛИЗ МАТЕРИАЛА ДЕТАЛИ
Сталь 40Х, конструкционная углеродистая легированная (ГОСТ 4543-71)
Использование в
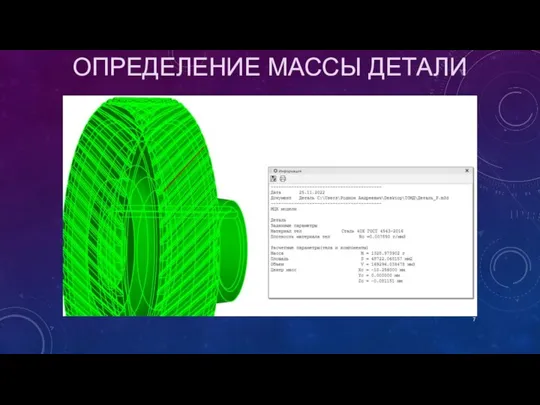
ОПРЕДЕЛЕНИЕ МАССЫ ДЕТАЛИ
ОПРЕДЕЛЕНИЕ МАССЫ ДЕТАЛИ
РАСЧЕТНАЯ МАССА ПОКОВКИ
Расчетная масса поковки GП определяется исходя из массы детали
РАСЧЕТНАЯ МАССА ПОКОВКИ
Расчетная масса поковки GП определяется исходя из массы детали
КЛАСС ТОЧНОСТИ
Класс точности Т Зависит от выбора способа изготовления и оборудования.
В
КЛАСС ТОЧНОСТИ
Класс точности Т Зависит от выбора способа изготовления и оборудования.
В
ГРУППА СТАЛИ
Группа стали, к которой относится та или иная марка стали,
ГРУППА СТАЛИ
Группа стали, к которой относится та или иная марка стали,
СТЕПЕНЬ СЛОЖНОСТИ
Определяется путем вычисления отношения массы поковки к массе геометрической фигуры,
СТЕПЕНЬ СЛОЖНОСТИ
Определяется путем вычисления отношения массы поковки к массе геометрической фигуры,
СТЕПЕНЬ СЛОЖНОСТИ
СТЕПЕНЬ СЛОЖНОСТИ
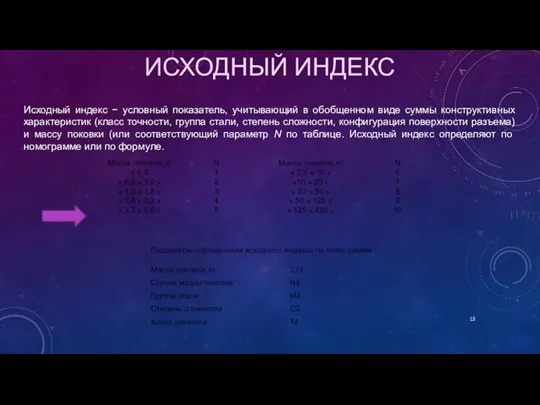
ИСХОДНЫЙ ИНДЕКС
Исходный индекс − условный показатель, учитывающий в обобщенном виде суммы
ИСХОДНЫЙ ИНДЕКС
Исходный индекс − условный показатель, учитывающий в обобщенном виде суммы
НАЗНАЧЕНИЕ ОСНОВНЫХ ПРИПУСКОВ
Основные припуски на размеры определяются в зависимости от исходного
НАЗНАЧЕНИЕ ОСНОВНЫХ ПРИПУСКОВ
Основные припуски на размеры определяются в зависимости от исходного
Основные припуски на размеры определяются в зависимости от исходного индекса и
Основные припуски на размеры определяются в зависимости от исходного индекса и
НАЗНАЧЕНИЕ ДОПОЛНИТЕЛЬНЫХ ПРИПУСКОВ
Смещение по поверхности разъема штампов влияет на размеры детали,
НАЗНАЧЕНИЕ ДОПОЛНИТЕЛЬНЫХ ПРИПУСКОВ
Смещение по поверхности разъема штампов влияет на размеры детали,
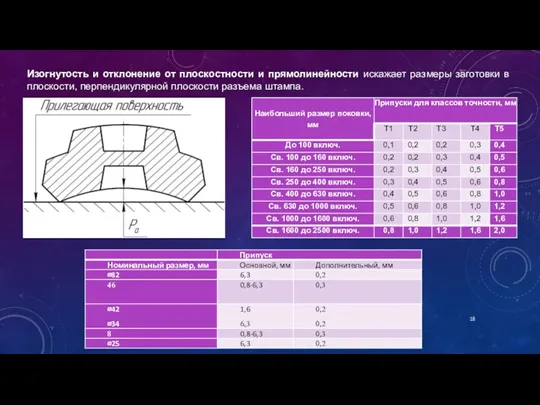
Изогнутость и отклонение от плоскостности и прямолинейности искажает размеры заготовки в
Изогнутость и отклонение от плоскостности и прямолинейности искажает размеры заготовки в
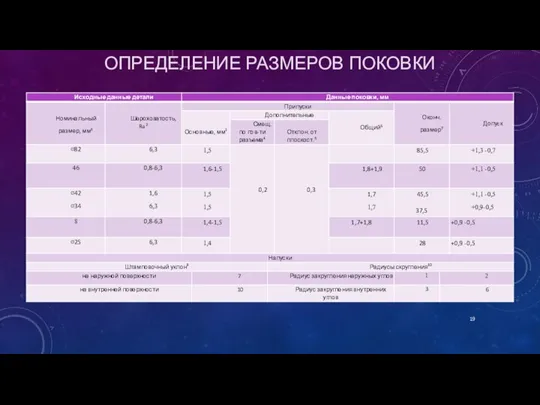
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ПОКОВКИ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ПОКОВКИ
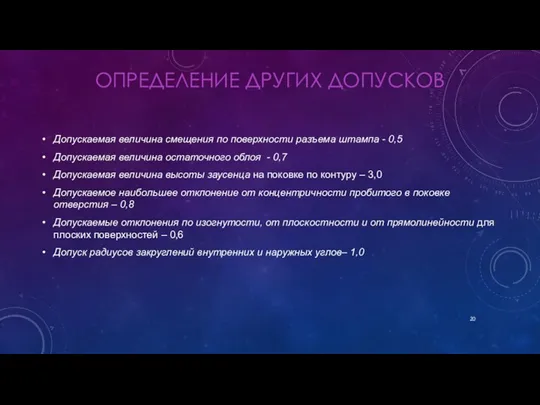
ОПРЕДЕЛЕНИЕ ДРУГИХ ДОПУСКОВ
Допускаемая величина смещения по поверхности разъема штампа - 0,5
Допускаемая
ОПРЕДЕЛЕНИЕ ДРУГИХ ДОПУСКОВ
Допускаемая величина смещения по поверхности разъема штампа - 0,5
Допускаемая

ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ОТКРЫТОГО ШТАМПА
Технические требования к поковке на рисунке
ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ОТКРЫТОГО ШТАМПА
Технические требования к поковке на рисунке
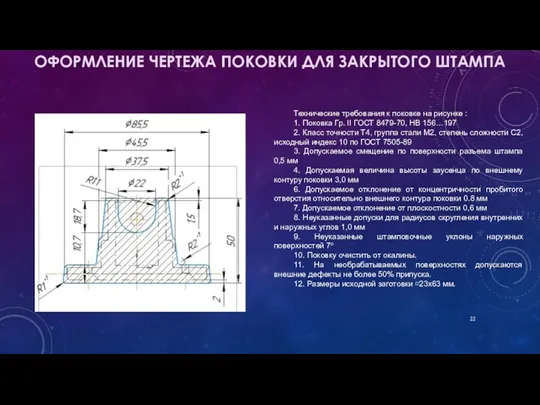
ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ЗАКРЫТОГО ШТАМПА
Технические требования к поковке на рисунке
ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ДЛЯ ЗАКРЫТОГО ШТАМПА
Технические требования к поковке на рисунке
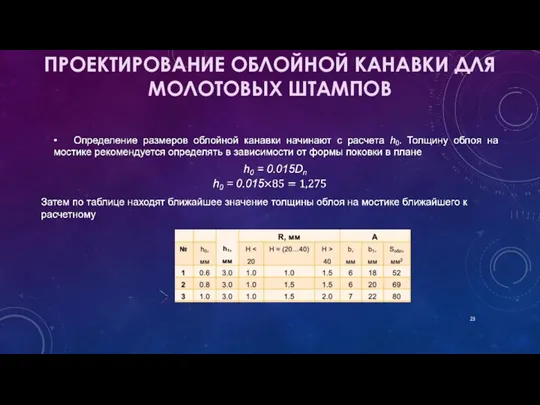
ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
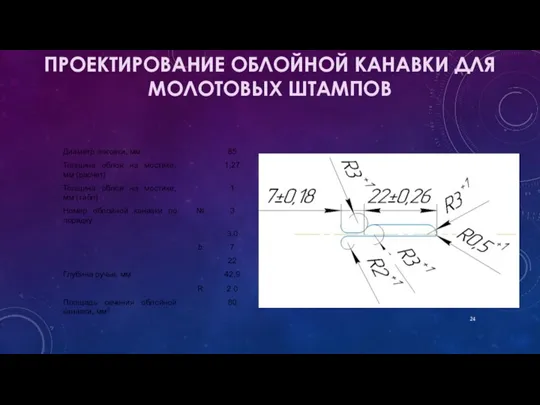
ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
ПРОЕКТИРОВАНИЕ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
ОБЪЕМ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
So = ξ Sобл ξ=0.3
So =0,3x80
So
ОБЪЕМ ОБЛОЙНОЙ КАНАВКИ ДЛЯ МОЛОТОВЫХ ШТАМПОВ
So = ξ Sобл ξ=0.3
So =0,3x80
So
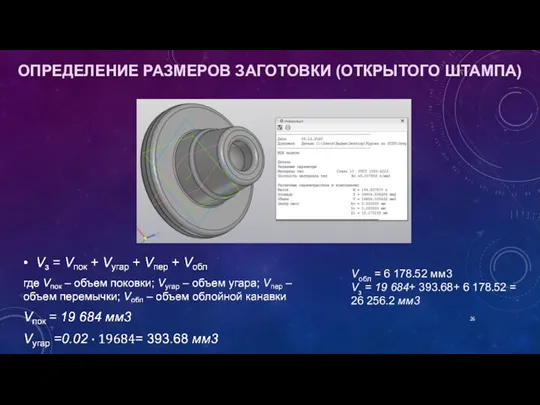
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ОТКРЫТОГО ШТАМПА)
Vобл = 6 178.52 мм3
Vз = 19
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ОТКРЫТОГО ШТАМПА)
Vобл = 6 178.52 мм3
Vз = 19
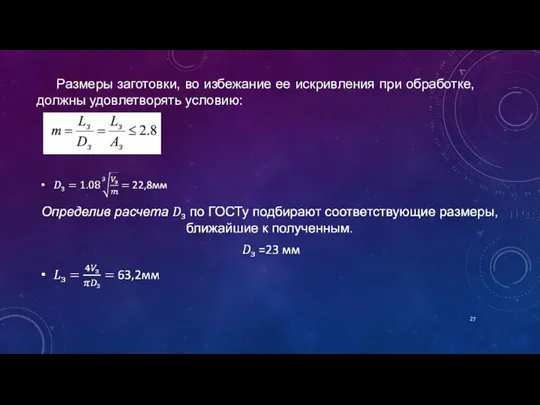
Размеры заготовки, во избежание ее искривления при обработке, должны удовлетворять условию:
Размеры заготовки, во избежание ее искривления при обработке, должны удовлетворять условию:
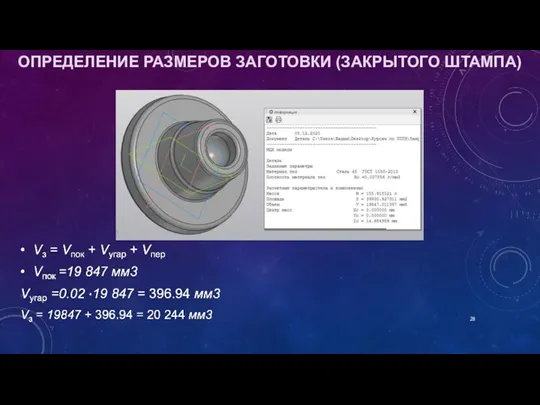
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ЗАКРЫТОГО ШТАМПА)
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ЗАКРЫТОГО ШТАМПА)
 Демография и труд
Демография и труд Архитектура SOA
Архитектура SOA Классный час Все мы разные
Классный час Все мы разные Леонтьев А.Н. Деятельность. Сознание. Личность
Леонтьев А.Н. Деятельность. Сознание. Личность Экспресс-методы определения массовой доли и качества влаги в мясном сырье
Экспресс-методы определения массовой доли и качества влаги в мясном сырье Эргономика спальной комнаты.Автоподъемник кровати
Эргономика спальной комнаты.Автоподъемник кровати Первые христиане и их учение
Первые христиане и их учение занятие по развитию речи Цветы Диск
занятие по развитию речи Цветы Диск История города Нурлат в фотографиях
История города Нурлат в фотографиях Семиотика урологических заболеваений
Семиотика урологических заболеваений Иерусалим в контексте древних городов. Несколько слов о библейской географии
Иерусалим в контексте древних городов. Несколько слов о библейской географии Альтернативные теории международной торговли
Альтернативные теории международной торговли Зимние явления в природе.
Зимние явления в природе. Линейная алгебра. Экономические приложения
Линейная алгебра. Экономические приложения Методы и особенности интервью
Методы и особенности интервью Открытый урок Природно-хозяйственные зоны 8 класс
Открытый урок Природно-хозяйственные зоны 8 класс Презентация учителя . Я - учитель
Презентация учителя . Я - учитель Общая характеристика Евразии
Общая характеристика Евразии Презентация Что скрывается в яркой баночке
Презентация Что скрывается в яркой баночке Педагогический совет Внедрение и реализация ФГОС ДО
Педагогический совет Внедрение и реализация ФГОС ДО Открытый урок в 8 классе Металлы – простые вещества. Роль металлов в организме человека
Открытый урок в 8 классе Металлы – простые вещества. Роль металлов в организме человека Нетрадиционные методы и приёмы в коррекционной работе с детьми, имеющими речевые нарушения.
Нетрадиционные методы и приёмы в коррекционной работе с детьми, имеющими речевые нарушения. Равнины суши
Равнины суши Южная Осетия. Лекция 7.1
Южная Осетия. Лекция 7.1 КВН Сказка, сказка, приходи!
КВН Сказка, сказка, приходи! Презентация Николаева Евгения на тему: Несомненное условие счастья – есть семья!
Презентация Николаева Евгения на тему: Несомненное условие счастья – есть семья! Wyposażenie kościoła
Wyposażenie kościoła Алльфа страхование. Выявление ключевых проблем филиала и их решение
Алльфа страхование. Выявление ключевых проблем филиала и их решение