- Производство пищевой фольги

Содержание
- 2. Фольга – это тонкий и гибкий металлический лист из алюминия, стали, олова, серебра или золота. Фольга
- 3. Где используется пищевая фольга?
- 4. Виды и обозначения фольги
- 5. ГОСТ 745-2014 Фольга алюминиевая для упаковки. Настоящий стандарт распространяется на холоднокатаную алюминиевую фольгу, предназначенную для упаковывания
- 6. Химический состав фольги Выбранная марка алюминия: 1050A
- 7. Схема производства алюминиевой фольги
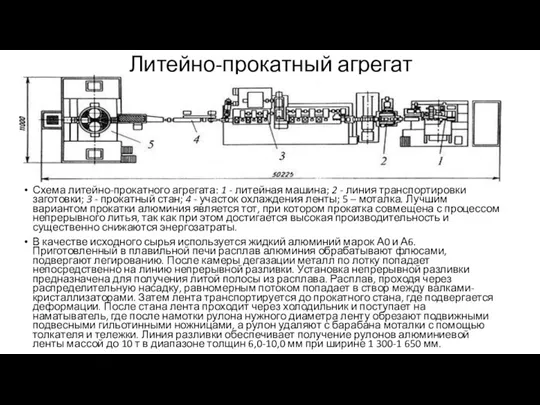
- 8. Литейно-прокатный агрегат Схема литейно-прокатного агрегата: 1 - литейная машина; 2 - линия транспортировки заготовки; 3 -
- 9. Фольгопрокатный стан кварто Далее рулоны охлаждают до заданной температуры, передают в прокатное отделение на заготовительный фольгопрокатный
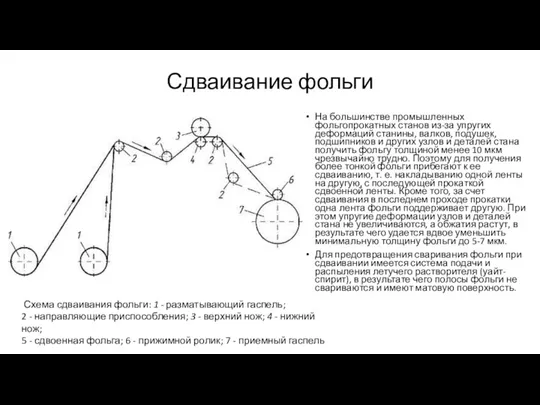
- 10. Сдваивание фольги На большинстве промышленных фольгопрокатных станов из-за упругих деформаций станины, валков, подушек, подшипников и других
- 11. Производство фольги
- 12. Расчёт производительности
- 13. После выпуска нашей продукции
- 14. Список оборудований
- 15. Габаритные размеры оборудований
- 16. Габаритные размеры цеха
- 17. План цеха
- 18. Список оборудований Итого: 2140 кВт/т
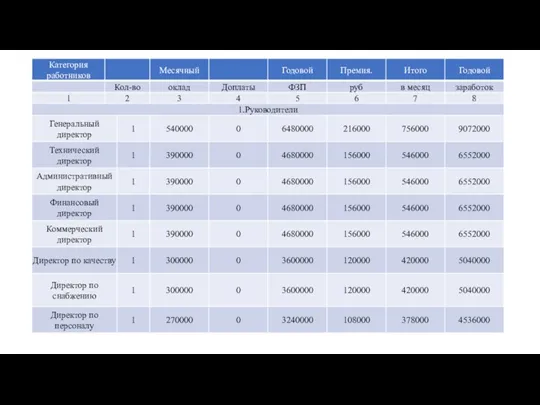
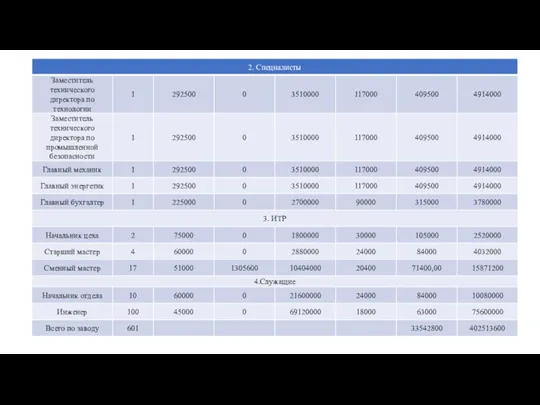
- 19. Зарплаты
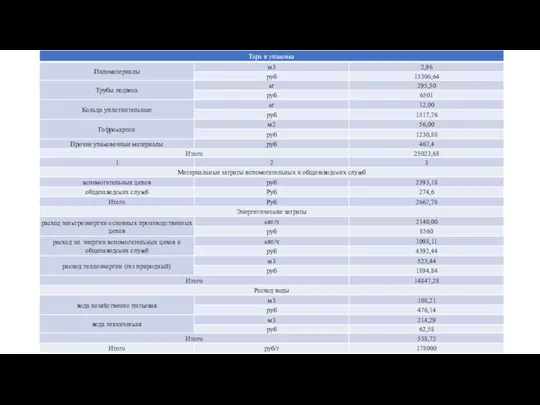
- 22. Затраты на производства одной тонны готовой продукции
- 24. Основные производственные фонды
- 25. Основные непроизводственные фонды
- 27. Скачать презентацию

Фольга – это тонкий и гибкий металлический лист из алюминия, стали,
Фольга – это тонкий и гибкий металлический лист из алюминия, стали,
Где используется пищевая фольга?
Где используется пищевая фольга?
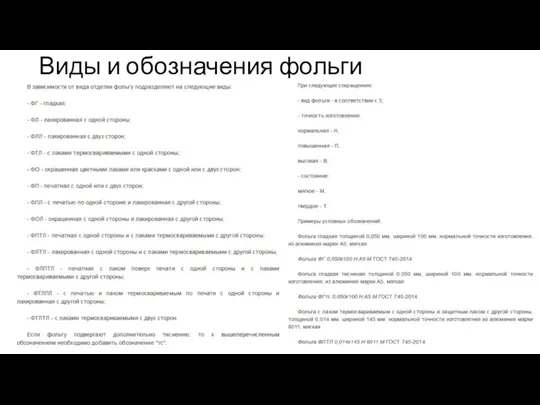
Виды и обозначения фольги
Виды и обозначения фольги
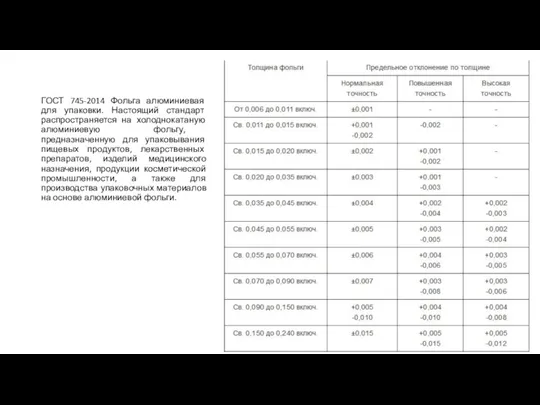
ГОСТ 745-2014 Фольга алюминиевая для упаковки. Настоящий стандарт распространяется на холоднокатаную
ГОСТ 745-2014 Фольга алюминиевая для упаковки. Настоящий стандарт распространяется на холоднокатаную
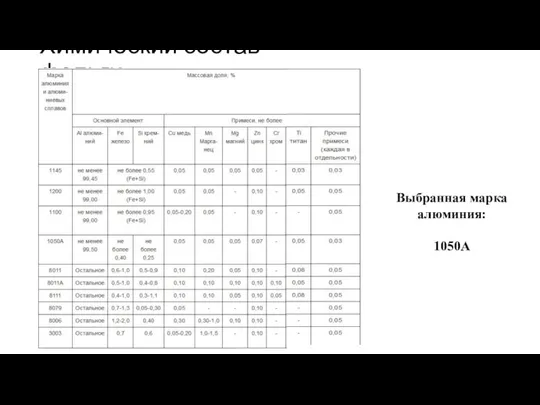
Химический состав фольги
Выбранная марка алюминия:
1050A
Химический состав фольги
Выбранная марка алюминия:
1050A
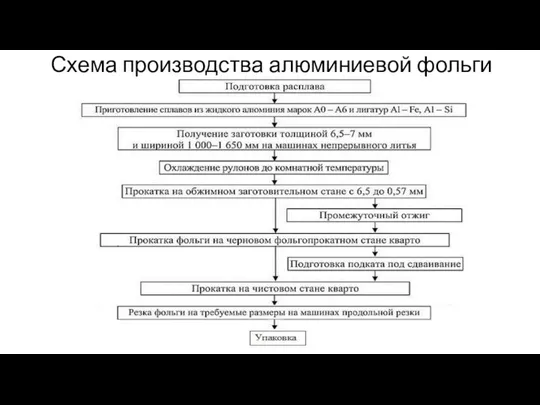
Схема производства алюминиевой фольги
Схема производства алюминиевой фольги
Литейно-прокатный агрегат
Схема литейно-прокатного агрегата: 1 - литейная машина; 2 - линия транспортировки заготовки; 3 - прокатный стан; 4 -
Литейно-прокатный агрегат
Схема литейно-прокатного агрегата: 1 - литейная машина; 2 - линия транспортировки заготовки; 3 - прокатный стан; 4 -

Фольгопрокатный стан кварто
Далее рулоны охлаждают до заданной температуры, передают в прокатное
Фольгопрокатный стан кварто
Далее рулоны охлаждают до заданной температуры, передают в прокатное
Сдваивание фольги
На большинстве промышленных фольгопрокатных станов из-за упругих деформаций станины, валков,
Сдваивание фольги
На большинстве промышленных фольгопрокатных станов из-за упругих деформаций станины, валков,

Производство фольги
Производство фольги
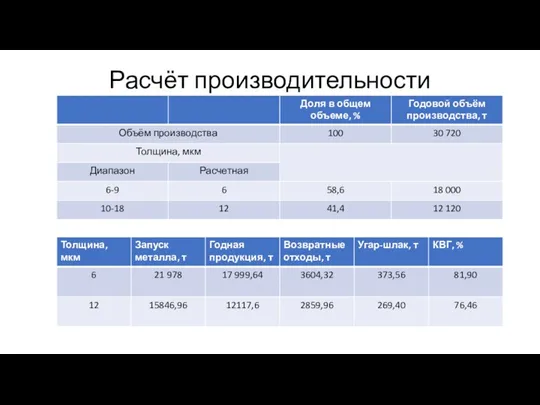
Расчёт производительности
Расчёт производительности
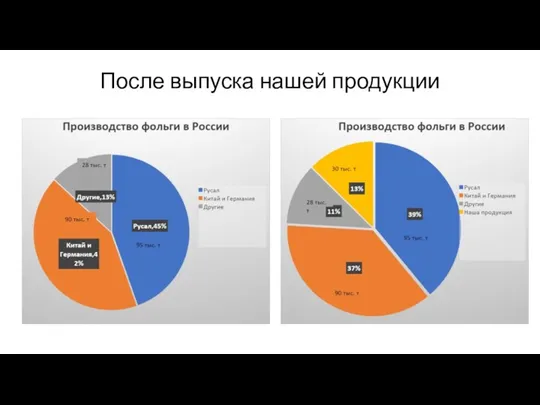
После выпуска нашей продукции
После выпуска нашей продукции
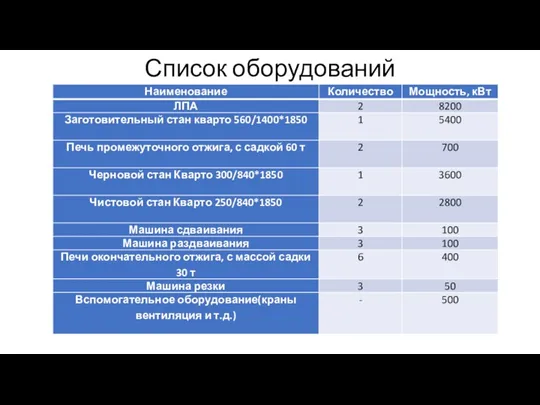
Список оборудований
Список оборудований
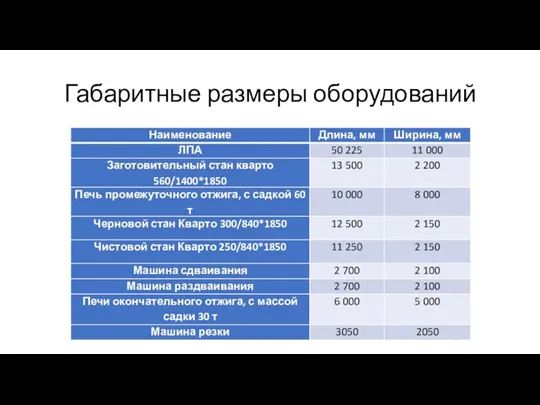
Габаритные размеры оборудований
Габаритные размеры оборудований
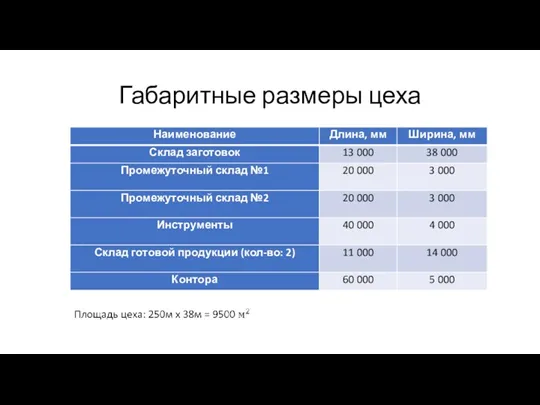
Габаритные размеры цеха
Габаритные размеры цеха
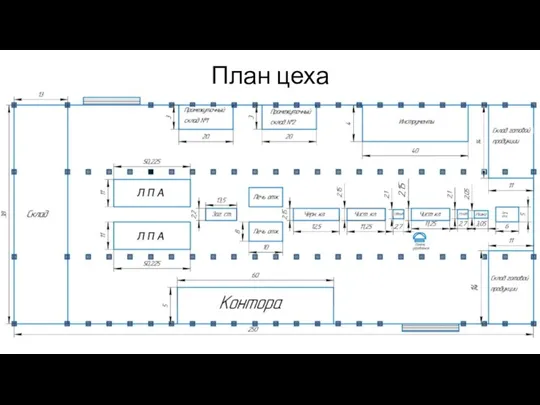
План цеха
План цеха
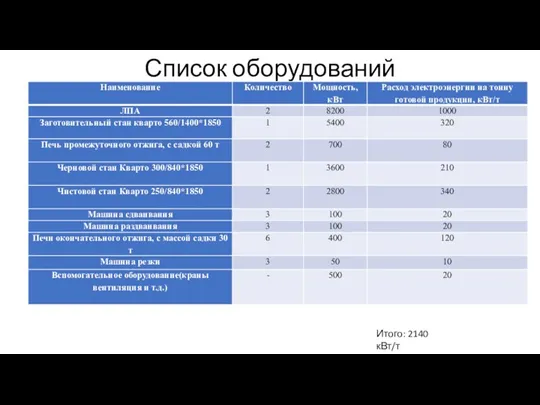
Список оборудований
Итого: 2140 кВт/т
Список оборудований
Итого: 2140 кВт/т
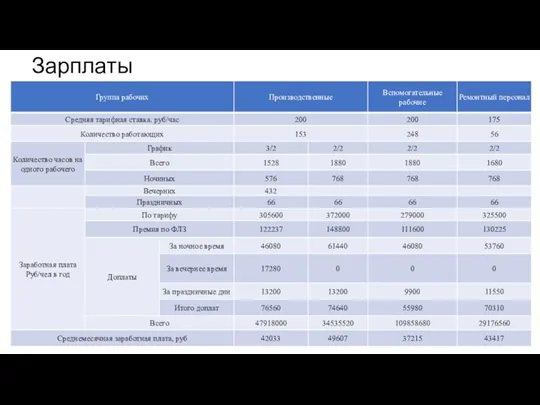
Зарплаты
Зарплаты
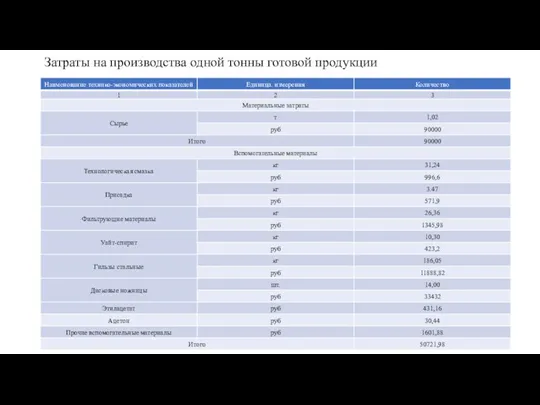
Затраты на производства одной тонны готовой продукции
Затраты на производства одной тонны готовой продукции
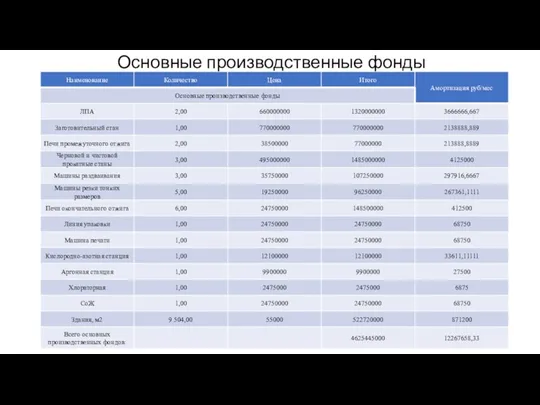
Основные производственные фонды
Основные производственные фонды
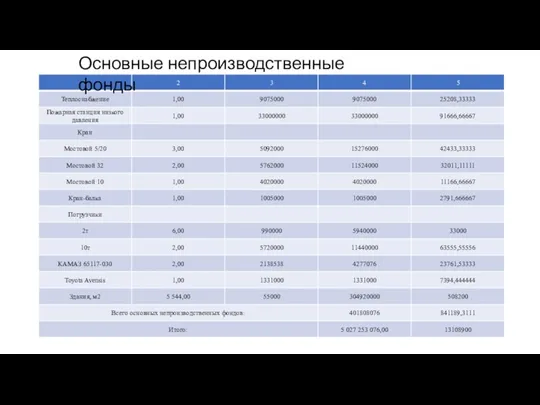
Основные непроизводственные фонды
Основные непроизводственные фонды
 Классификация теплового оборудования для предприятий общественного питания
Классификация теплового оборудования для предприятий общественного питания Компьютерные вирусы
Компьютерные вирусы Виробничо-торговельна структура закладу ресторанного господарства
Виробничо-торговельна структура закладу ресторанного господарства Работа над связным текстом как способ формирования языковой личности
Работа над связным текстом как способ формирования языковой личности Популяционная структура вида
Популяционная структура вида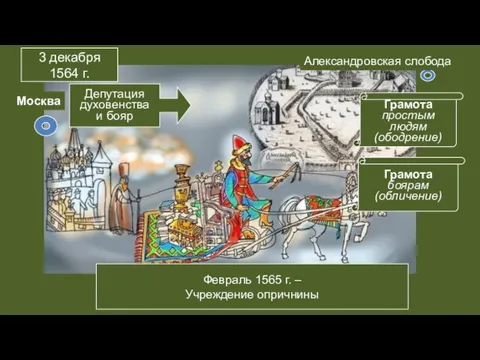 Опричное лихолетье и конец московской династии Рюриковичей
Опричное лихолетье и конец московской династии Рюриковичей Усилители. Назначение и классификация. Параметры и характеристики. Режимы работы
Усилители. Назначение и классификация. Параметры и характеристики. Режимы работы Круговорот фосфора
Круговорот фосфора Солнечная система. Часть 5. Малые тела Солнечной системы
Солнечная система. Часть 5. Малые тела Солнечной системы Профилактика интернет-зависимости. Программа профилактики зависимости от социальных сетей
Профилактика интернет-зависимости. Программа профилактики зависимости от социальных сетей Характеристика месторождения
Характеристика месторождения Проектирование и расчёт блока механической очистки сточных вод населённого пункта
Проектирование и расчёт блока механической очистки сточных вод населённого пункта Шифраторы и дешифраторы
Шифраторы и дешифраторы Сутність, можливості, переваги та недоліки основних методів обробки матеріалів при створенні транспортних та інших конструкцій
Сутність, можливості, переваги та недоліки основних методів обробки матеріалів при створенні транспортних та інших конструкцій День животных
День животных Иррациональные уравнения. 11 класс
Иррациональные уравнения. 11 класс Моё полезное хобби – конструктор ЛЕГO
Моё полезное хобби – конструктор ЛЕГO Исследование возможности использования теплой керамики при строительстве жилых зданий
Исследование возможности использования теплой керамики при строительстве жилых зданий Радиомаяк дальномерный РМД–90
Радиомаяк дальномерный РМД–90 Газобалонное оборудование второго поколения на СНГ и СПГ
Газобалонное оборудование второго поколения на СНГ и СПГ Дееспособность несовершеннолетних
Дееспособность несовершеннолетних Годовой отчёт социального педагога детского сада МБДОУ детского сада Северяночка 2011-2012 учебного года
Годовой отчёт социального педагога детского сада МБДОУ детского сада Северяночка 2011-2012 учебного года презентация Игра как педагогическая технология
презентация Игра как педагогическая технология Рациональное экономическое поведение потребителя
Рациональное экономическое поведение потребителя Галузева структура рослинництва
Галузева структура рослинництва Электрохимическое формообразование резистивными электродами
Электрохимическое формообразование резистивными электродами Пищеварение в желудке. Пищеварительные железы – печень, поджелудочная железа
Пищеварение в желудке. Пищеварительные железы – печень, поджелудочная железа Самоанализ педагогической деятельности: Развитие творческих способностей детей через театрализованную деятельность
Самоанализ педагогической деятельности: Развитие творческих способностей детей через театрализованную деятельность