Сутність, можливості, переваги та недоліки основних методів обробки матеріалів при створенні транспортних та інших конструкцій презентация
- Сутність, можливості, переваги та недоліки основних методів обробки матеріалів при створенні транспортних та інших конструкцій

Содержание
- 2. План лекції 5 5.1 Поняття про обробку металів тиском та його значення в народному господарстві. 5.2
- 3. 5.1 Поняття про обробку металів тиском Обробка металів тиском заснована на використанні однієї з основних властивостей
- 4. 5.2 Переваги обробки металів тиском Процеси обробки металів тиском відрізняються: - високою продуктивністю, - економною витратою
- 5. 5.3 Пластична деформація металів Пластична деформація заключається у переміщенні атомів відносно один одного під дією зовнішніх
- 6. 5.3 Пластична деформація металів Фактором впливу на пластичність металу є також швидкість деформації – зміна ступеню
- 7. 5.3 Пластична деформація металів Основу структури металу (заготовок) складають зерна первинної кристалізації (дендрити) різних розмірів і
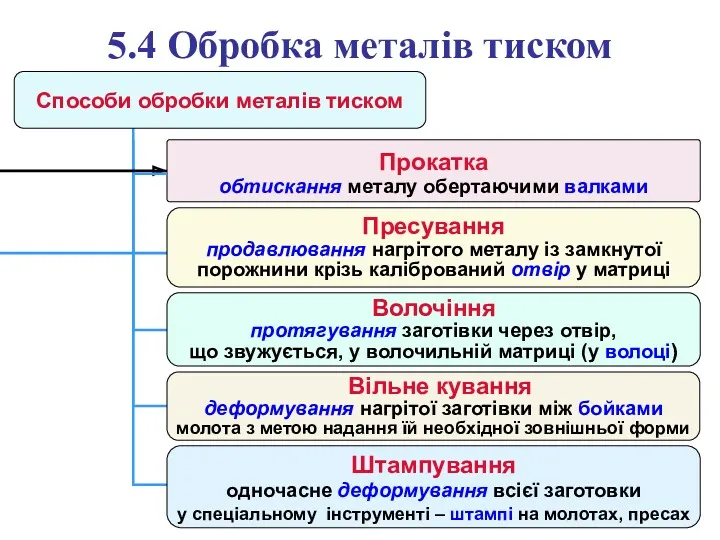
- 8. 5.4 Обробка металів тиском
- 9. 5.4 Обробка металів тиском (прокатка) Вальцювання (прокатка) — такий вид обробки металів тиском, коли заготівка силами
- 10. 5.4 Обробка металів тиском Вальцюванням називають процес пластичного деформування гарячих заготовок між обертаючими приводними валками. Прокаткою
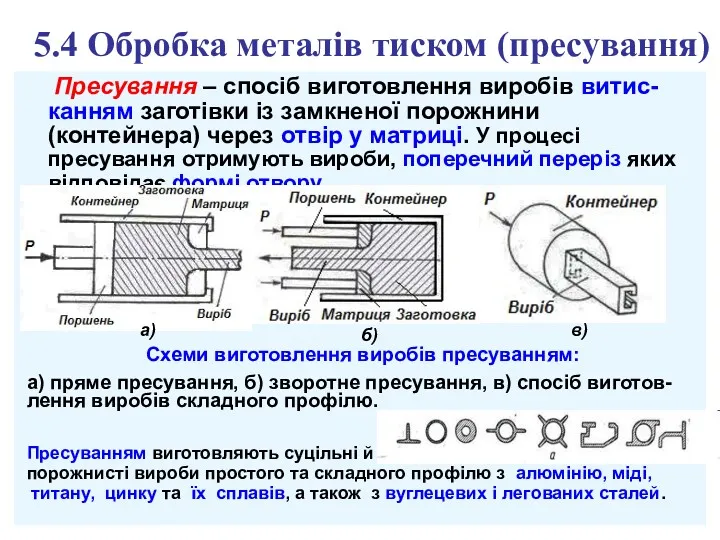
- 11. 5.4 Обробка металів тиском (пресування) Пресування – спосіб виготовлення виробів витис-канням заготівки із замкненої порожнини (контейнера)
- 12. 5.4 Обробка металів тиском (волочіння) Волочіння — спосіб обробки металів тиском, що полягає у протягуванні вальцьованих
- 13. 5.4 Обробка металів тиском (волочіння) Схема волочіння дроту Зони робочого отвору волоки: 1 – вхідна; 2
- 14. 5.4 Обробка металів тиском (кування) Операції кування: а) – протягування; б) – осадка; в) - г)
- 15. 5.4 Обробка металів тиском (штампування) Штампування (об’ємне) полягає у одночасному деформуванні всієї заготівки у спеціальному інструменті
- 16. 5.4 Обробка металів тиском (штампування) При об’ємному штампуванні – способі обробки металів тиском, заготівка, поміщена в
- 17. 5.5 Температурний інтервал гарячої обробки металу тиском Для кожного металу існує такий температурний інтервал, в якому
- 18. 5.6 Поняття про обробку металів різанням Обробкою конструкційних матеріалів різанням називається процес відокремлення різальними інструментами шару
- 19. 5.6 Основи процесу різання металів Для одержання поверхні заданої форми і розмірів заготовки інструменти закріплюються на
- 20. 5.7 Фізичні явища, що відбуваються під час різання металів Різання металів відбувається шляхом складною сукупності різних
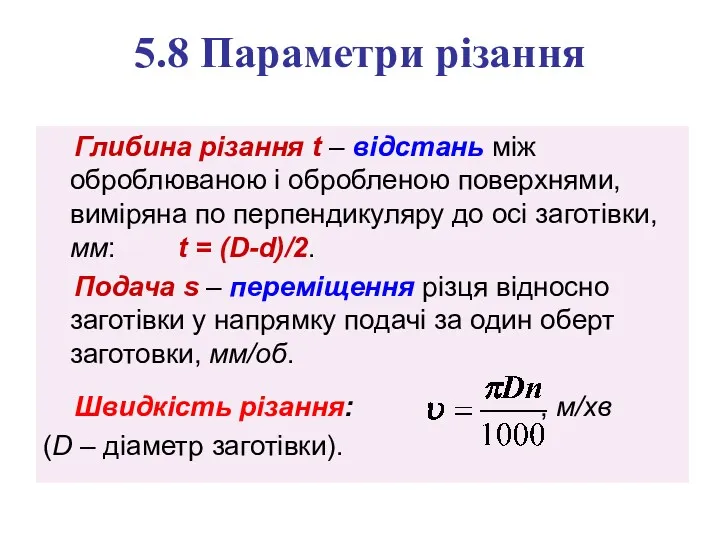
- 21. 5.8 Параметри різання Глибина різання t – відстань між оброблюваною і обробленою поверхнями, виміряна по перпендикуляру
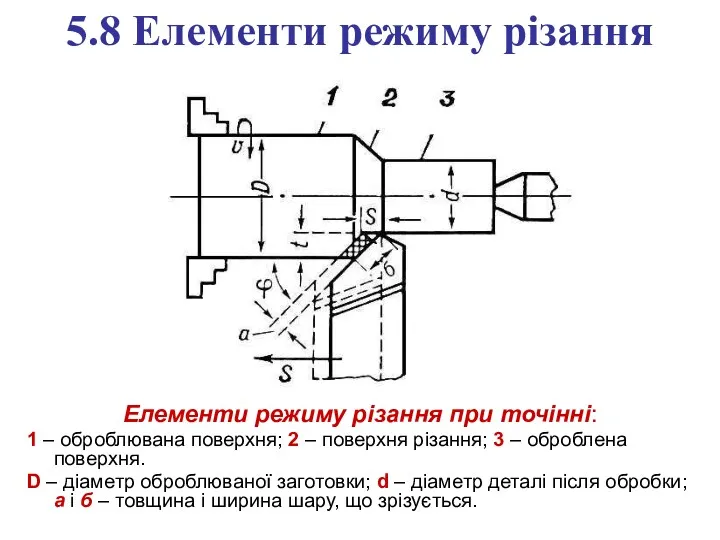
- 22. 5.8 Елементи режиму різання Елементи режиму різання при точінні: 1 – оброблювана поверхня; 2 – поверхня
- 23. 5.9 Класифікація і будова металорізальних верстатів Металорізальні верстати – машини для формування деталей із металів шляхом
- 24. 5.9 Класифікація і будова металорізальних верстатів Верстати токарної групи призначені для обробки зовнішніх і внутрішніх поверхонь
- 25. 5.9 Класифікація і будова металорізальних верстатів Фрезерування — спосіб обробки різанням за допомогою багатолезового інструмента –
- 26. 5.9 Класифікація і будова металорізальних верстатів Свердління – технологічний метод одержання отворів різанням. Рух різання (головний
- 27. 5.9 Технологія обробки металів на верстатах Технологія роботи на металорізальному верстаті визначається методом обробки та видом
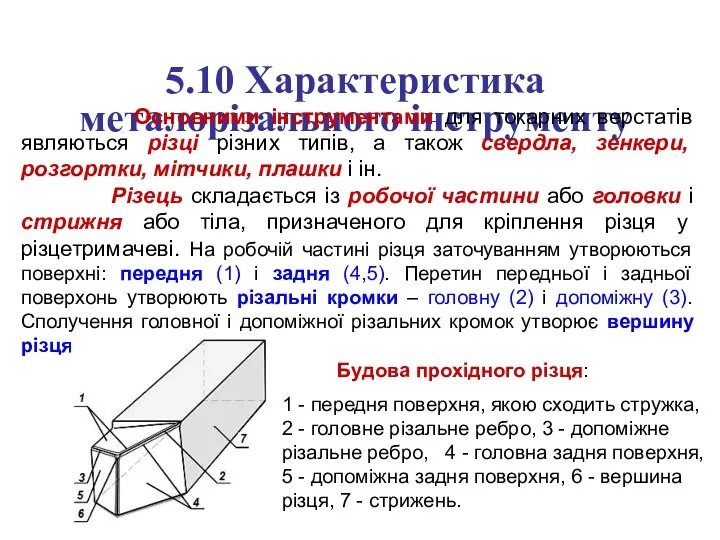
- 28. 5.10 Характеристика металорізального інструменту Основними інструментами для токарних верстатів являються різці різних типів, а також свердла,
- 29. 5.10 Характеристика металорізального інструменту Фреза́ — багатолезовий різальний інструмент, зубці якого послідовно вступають у контакт з
- 30. 5.10 Характеристика металорізального інструменту (типи фрез) Дискова Модульна Торцева Циліндрична Кінцеві Пазова Кутова Черв'ячна
- 31. 5.10 Характеристика металорізального інструменту Свердло́ — це різальний інструмент з обертальним рухом різання і осьовим рухом
- 33. Скачать презентацию
План лекції 5
5.1 Поняття про обробку металів тиском та його значення
План лекції 5
5.1 Поняття про обробку металів тиском та його значення
5.1 Поняття про обробку металів тиском
Обробка металів тиском заснована на використанні
5.1 Поняття про обробку металів тиском
Обробка металів тиском заснована на використанні
5.2 Переваги обробки металів тиском
Процеси обробки металів тиском відрізняються:
- високою
5.2 Переваги обробки металів тиском
Процеси обробки металів тиском відрізняються:
- високою
5.3 Пластична деформація металів
Пластична деформація заключається у переміщенні атомів відносно
5.3 Пластична деформація металів
Пластична деформація заключається у переміщенні атомів відносно
5.3 Пластична деформація металів
Фактором впливу на пластичність металу є також швидкість
5.3 Пластична деформація металів
Фактором впливу на пластичність металу є також швидкість
5.3 Пластична деформація металів
Основу структури металу (заготовок) складають зерна первинної
5.3 Пластична деформація металів
Основу структури металу (заготовок) складають зерна первинної
5.4 Обробка металів тиском
5.4 Обробка металів тиском

5.4 Обробка металів тиском (прокатка)
Вальцювання (прокатка) — такий вид обробки металів
5.4 Обробка металів тиском (прокатка)
Вальцювання (прокатка) — такий вид обробки металів

5.4 Обробка металів тиском
Вальцюванням називають процес пластичного деформування гарячих
5.4 Обробка металів тиском
Вальцюванням називають процес пластичного деформування гарячих
5.4 Обробка металів тиском (пресування)
Пресування – спосіб виготовлення виробів
5.4 Обробка металів тиском (пресування)
Пресування – спосіб виготовлення виробів

5.4 Обробка металів тиском (волочіння)
Волочіння — спосіб обробки металів тиском, що
5.4 Обробка металів тиском (волочіння)
Волочіння — спосіб обробки металів тиском, що
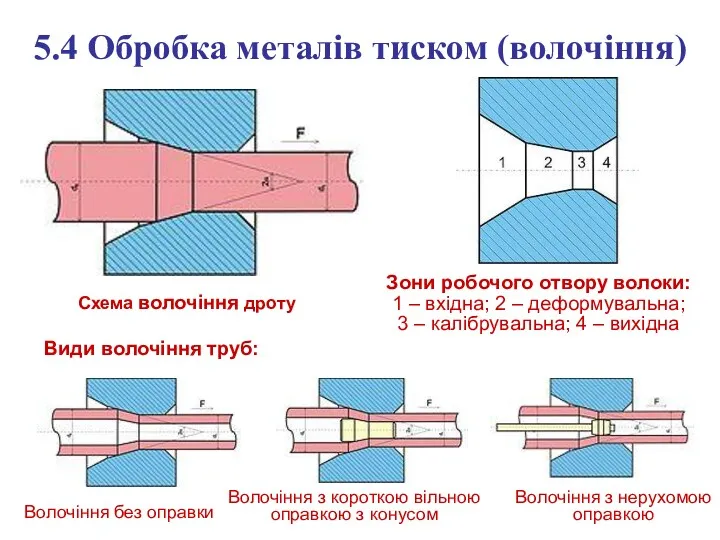
5.4 Обробка металів тиском (волочіння)
Схема волочіння дроту
Зони робочого отвору волоки: 1
5.4 Обробка металів тиском (волочіння)
Схема волочіння дроту
Зони робочого отвору волоки: 1

5.4 Обробка металів тиском (кування)
Операції кування:
а) – протягування; б) – осадка;
5.4 Обробка металів тиском (кування)
Операції кування:
а) – протягування; б) – осадка;

5.4 Обробка металів тиском (штампування)
Штампування (об’ємне) полягає у одночасному деформуванні всієї
5.4 Обробка металів тиском (штампування)
Штампування (об’ємне) полягає у одночасному деформуванні всієї

5.4 Обробка металів тиском (штампування)
При об’ємному штампуванні – способі обробки металів
5.4 Обробка металів тиском (штампування)
При об’ємному штампуванні – способі обробки металів
5.5 Температурний інтервал гарячої обробки металу тиском
Для кожного металу існує
5.5 Температурний інтервал гарячої обробки металу тиском
Для кожного металу існує
5.6 Поняття про обробку металів різанням
Обробкою конструкційних матеріалів різанням називається процес
5.6 Поняття про обробку металів різанням
Обробкою конструкційних матеріалів різанням називається процес
5.6 Основи процесу різання металів
Для одержання поверхні заданої форми і розмірів
5.6 Основи процесу різання металів
Для одержання поверхні заданої форми і розмірів
5.7 Фізичні явища, що відбуваються під час різання металів
Різання металів
5.7 Фізичні явища, що відбуваються під час різання металів
Різання металів
5.8 Параметри різання
Глибина різання t – відстань між оброблюваною і
5.8 Параметри різання
Глибина різання t – відстань між оброблюваною і
5.8 Елементи режиму різання
Елементи режиму різання при точінні:
1 – оброблювана
5.8 Елементи режиму різання
Елементи режиму різання при точінні:
1 – оброблювана
5.9 Класифікація і будова металорізальних верстатів
Металорізальні верстати – машини для
5.9 Класифікація і будова металорізальних верстатів
Металорізальні верстати – машини для

5.9 Класифікація і будова металорізальних верстатів
Верстати токарної групи призначені для обробки
5.9 Класифікація і будова металорізальних верстатів
Верстати токарної групи призначені для обробки

5.9 Класифікація і будова металорізальних верстатів
Фрезерування — спосіб обробки різанням за допомогою
5.9 Класифікація і будова металорізальних верстатів
Фрезерування — спосіб обробки різанням за допомогою

5.9 Класифікація і будова металорізальних верстатів
Свердління – технологічний метод одержання
5.9 Класифікація і будова металорізальних верстатів
Свердління – технологічний метод одержання
5.9 Технологія обробки металів на верстатах
Технологія роботи на металорізальному верстаті
5.9 Технологія обробки металів на верстатах
Технологія роботи на металорізальному верстаті
5.10 Характеристика металорізального інструменту
Основними інструментами для токарних верстатів являються різці
5.10 Характеристика металорізального інструменту
Основними інструментами для токарних верстатів являються різці
5.10 Характеристика металорізального інструменту
Фреза́ — багатолезовий різальний інструмент, зубці якого послідовно вступають
5.10 Характеристика металорізального інструменту
Фреза́ — багатолезовий різальний інструмент, зубці якого послідовно вступають

5.10 Характеристика металорізального інструменту
(типи фрез)
Дискова Модульна Торцева Циліндрична
Кінцеві Пазова
5.10 Характеристика металорізального інструменту
(типи фрез)
Дискова Модульна Торцева Циліндрична
Кінцеві Пазова

5.10 Характеристика металорізального інструменту
Свердло́ — це різальний інструмент з обертальним рухом
5.10 Характеристика металорізального інструменту
Свердло́ — це різальний інструмент з обертальним рухом
 Электромагнитные волны, их свойства
Электромагнитные волны, их свойства Открытый урок на тему:Санкт-Петербург - новая столица России.
Открытый урок на тему:Санкт-Петербург - новая столица России. Погляди Драгоманова та погляди Г. Єллийника щодо теорії місцевого самоврядування
Погляди Драгоманова та погляди Г. Єллийника щодо теорії місцевого самоврядування Анкетирование Как повысить успеваемость по химии?
Анкетирование Как повысить успеваемость по химии? Трудовые ресурсы мирового хозяйства
Трудовые ресурсы мирового хозяйства Развитие мелкой моторики у детей от 1 года до 3 лет
Развитие мелкой моторики у детей от 1 года до 3 лет Живопись классицизма. Жак Луи Давид
Живопись классицизма. Жак Луи Давид Толковый словарь С.И. Ожегова
Толковый словарь С.И. Ожегова Основные фонды, капитальное строительство и материально – техническое обеспечение в таможенном деле
Основные фонды, капитальное строительство и материально – техническое обеспечение в таможенном деле Пиление заготовок из древесины. 5 класс
Пиление заготовок из древесины. 5 класс Сущность культуры
Сущность культуры Совершенствование коммуникативно –речевых умений педагога
Совершенствование коммуникативно –речевых умений педагога Вербное воскресенье
Вербное воскресенье Презентация Моя инициатива в образовании.
Презентация Моя инициатива в образовании. Новый год в Англии
Новый год в Англии Гипоксемия в условиях ОРИТ
Гипоксемия в условиях ОРИТ Принтеры. Принцип действия
Принтеры. Принцип действия A few, a little
A few, a little Podstawowe pojęcia. Popyt, podaż i równowaga rynkowa
Podstawowe pojęcia. Popyt, podaż i równowaga rynkowa Презентация Край слёз и скорби...
Презентация Край слёз и скорби... Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года
Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года Уход за больными с повреждениями и заболеваниями головы и шеи
Уход за больными с повреждениями и заболеваниями головы и шеи Мелетій Смотрицький
Мелетій Смотрицький Моделирование осадочных бассейнов и нефтегазоносных систем
Моделирование осадочных бассейнов и нефтегазоносных систем Техническое обслуживание автомобиля. Ежедневное техническое обслуживание (ЕО)
Техническое обслуживание автомобиля. Ежедневное техническое обслуживание (ЕО) Викторина по теме Здоровый образ жизни
Викторина по теме Здоровый образ жизни Оборудование для морского бурения. Лекция №7-10
Оборудование для морского бурения. Лекция №7-10 Проект Книга Памяти 2013-2014 уч.год
Проект Книга Памяти 2013-2014 уч.год