- Производство стальных труб

Содержание
- 2. СХЕМА ПОПЕРЕЧНОЙ ПРОКАТКИ А Точка А Внешние зоны
- 3. ПОЛОСТЬ В ЦЕНТРЕ ЗАГОТОВКИ Самопроизвольное разрушение осевой области заготовки
- 4. Расслаивание составной заготовки Р Р
- 5. Способы поперечно-винтовой прокатки Бочкообразные валки
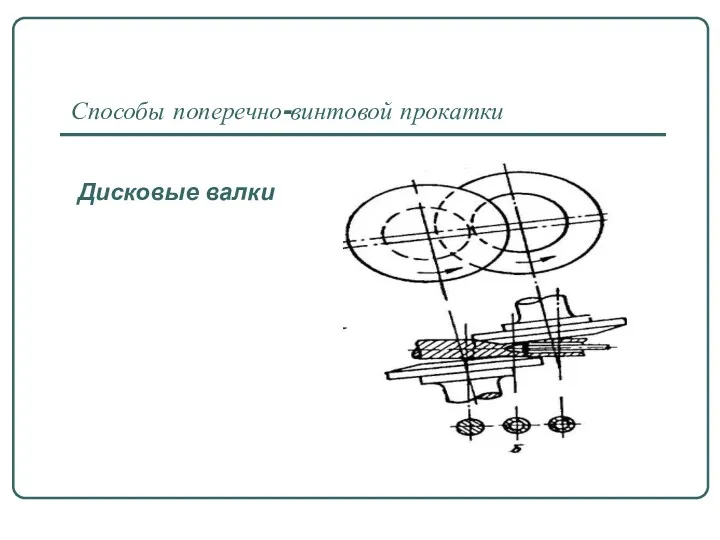
- 6. Способы поперечно-винтовой прокатки Дисковые валки
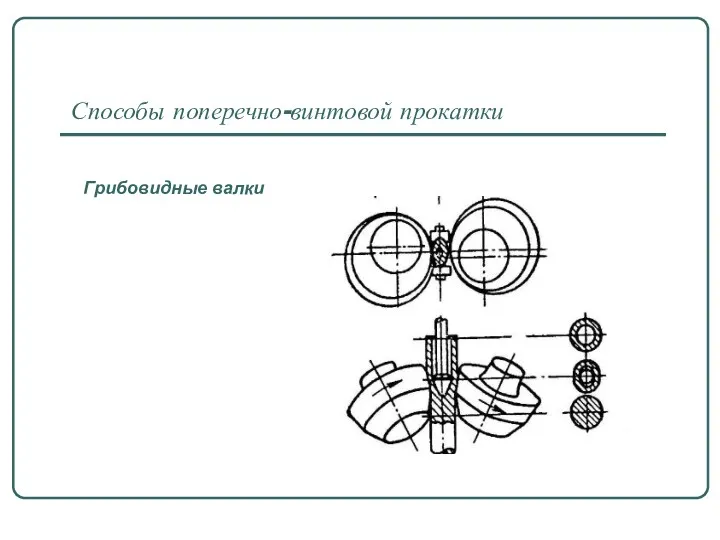
- 7. Способы поперечно-винтовой прокатки Грибовидные валки
- 8. ПРОШИВКА ГИЛЬЗЫ на стане поперечно-винтовой прокатки ______ Вид сверху
- 9. Конструкция прошивного стана
- 10. Раскатка гильз на стане поперечно–винтовой прокатки
- 11. Оправка трехвалкового раскатного стана
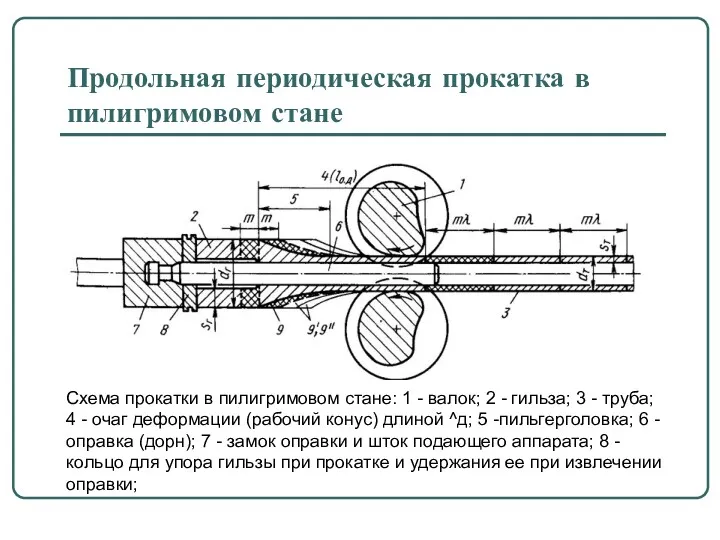
- 12. Продольная периодическая прокатка в пилигримовом стане Схема прокатки в пилигримовом стане: 1 - валок; 2 -
- 13. Прокатка труб на пилигримовом стане
- 14. Схема движения гильзы при пилигримовой прокатке 1. 2. 3. 4.
- 15. Прокатка труб на непрерывном стане Направление прокатки
- 16. Сварные трубы Общий технологический цикл изготовления сварных труб: формовка трубной заготовки; сварка; удаление грата (наплыв металла);
- 17. Схема очага деформации при сварке труб на валковых станах
- 18. Три участка очага деформации: I – деформация свёртки: начинается на некотором расстоянии от линии центров 1–1
- 19. Калибровки: А – открытого типа Б – закрытого типа(с поддерживающим ножом) А) Б)
- 20. Калибровки открытого типа I– Однорадиусная формовка. II– Двухрадиусная формовка. III– Средний участок прямолинейный. IV– Радиус центральных
- 21. Печная сварка труб.
- 22. Сварка труб сопротивлением.
- 23. Радиочастотная сварка труб.
- 24. Сущность процесса
- 26. Скачать презентацию
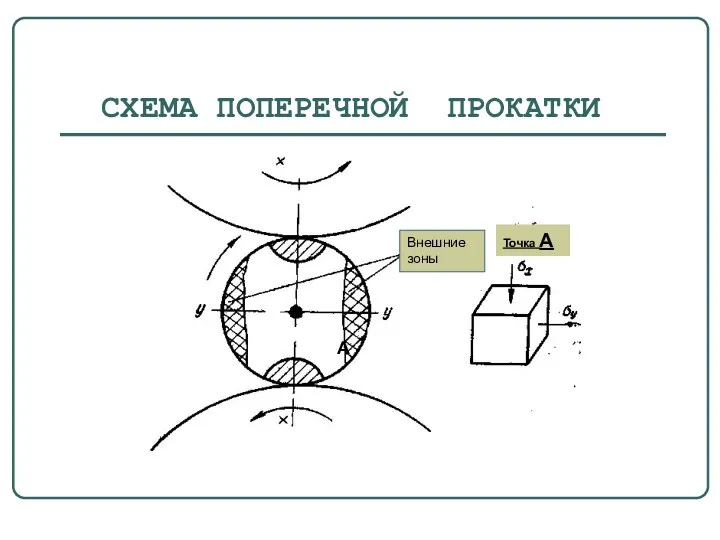
СХЕМА ПОПЕРЕЧНОЙ ПРОКАТКИ
А
Точка А
Внешние зоны
СХЕМА ПОПЕРЕЧНОЙ ПРОКАТКИ
А
Точка А
Внешние зоны
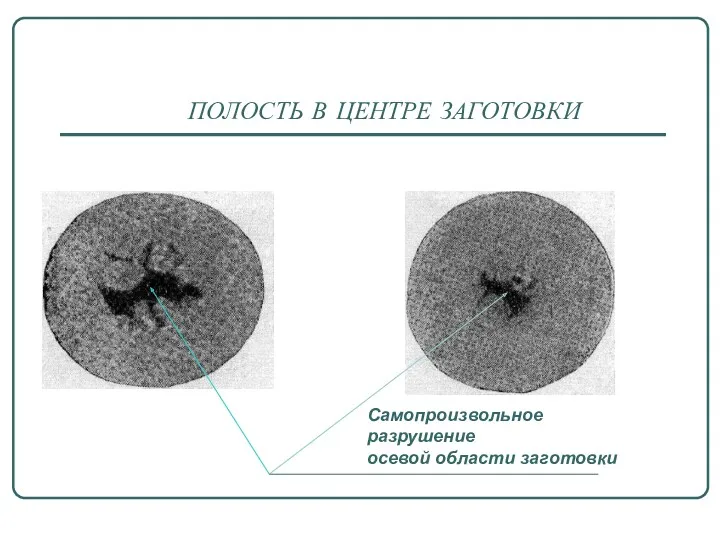
ПОЛОСТЬ В ЦЕНТРЕ ЗАГОТОВКИ
Самопроизвольное разрушение
осевой области заготовки
ПОЛОСТЬ В ЦЕНТРЕ ЗАГОТОВКИ
Самопроизвольное разрушение
осевой области заготовки
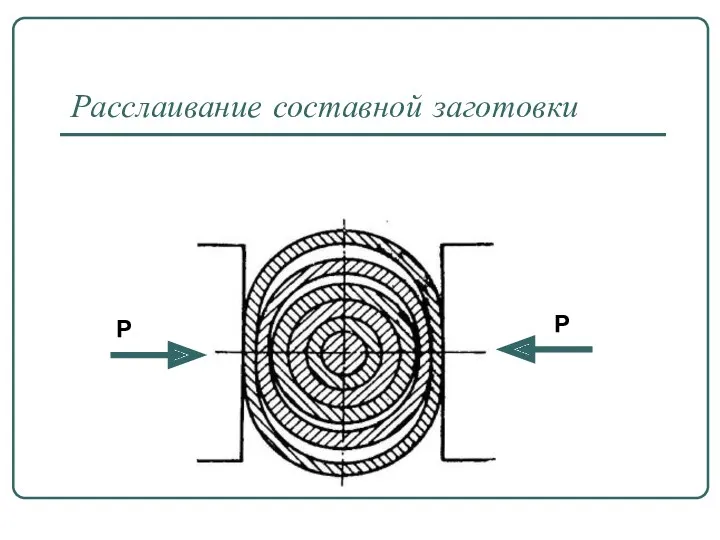
Расслаивание составной заготовки
Р
Р
Расслаивание составной заготовки
Р
Р
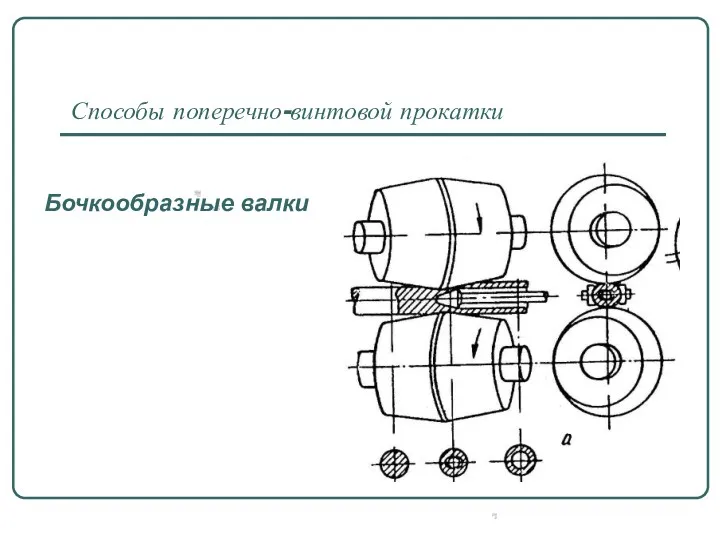
Способы поперечно-винтовой прокатки
Бочкообразные валки
Способы поперечно-винтовой прокатки
Бочкообразные валки
Способы поперечно-винтовой прокатки
Дисковые валки
Способы поперечно-винтовой прокатки
Дисковые валки
Способы поперечно-винтовой прокатки
Грибовидные валки
Способы поперечно-винтовой прокатки
Грибовидные валки
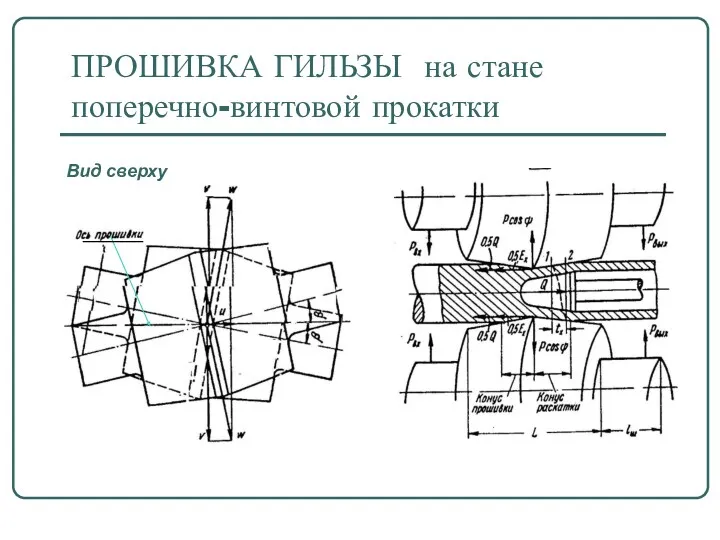
ПРОШИВКА ГИЛЬЗЫ на стане поперечно-винтовой прокатки
______
Вид сверху
ПРОШИВКА ГИЛЬЗЫ на стане поперечно-винтовой прокатки
______
Вид сверху
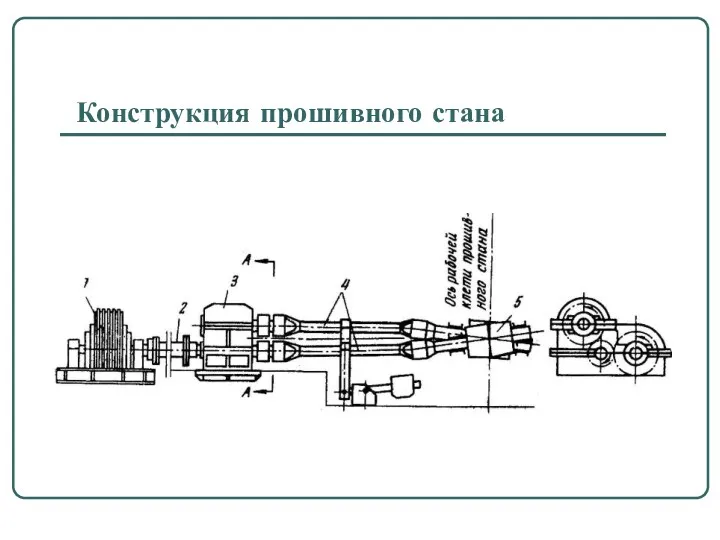
Конструкция прошивного стана
Конструкция прошивного стана

Раскатка гильз на стане поперечно–винтовой прокатки
Раскатка гильз на стане поперечно–винтовой прокатки
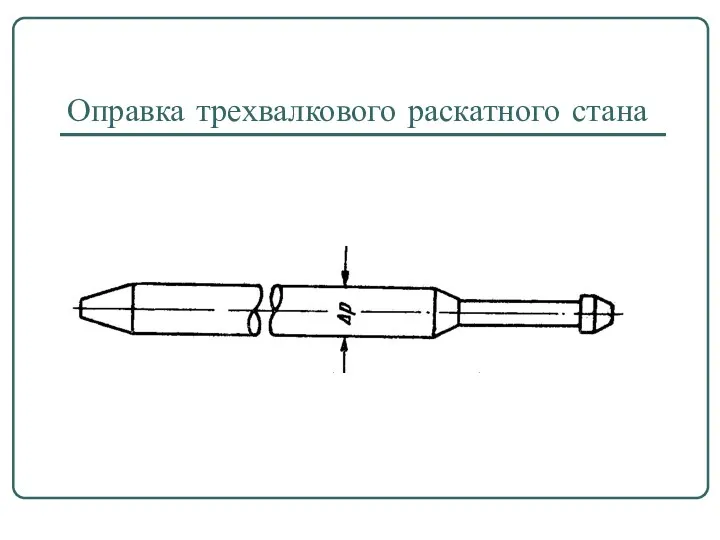
Оправка трехвалкового раскатного стана
Оправка трехвалкового раскатного стана
Продольная периодическая прокатка в пилигримовом стане
Схема прокатки в пилигримовом стане: 1
Продольная периодическая прокатка в пилигримовом стане
Схема прокатки в пилигримовом стане: 1
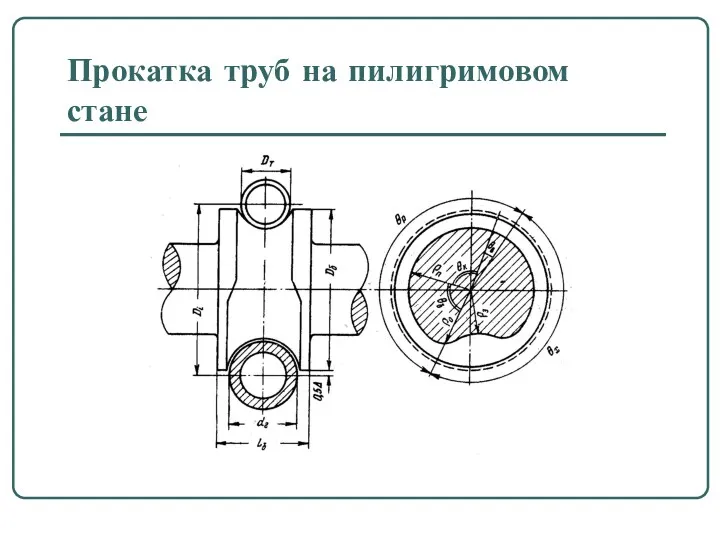
Прокатка труб на пилигримовом стане
Прокатка труб на пилигримовом стане
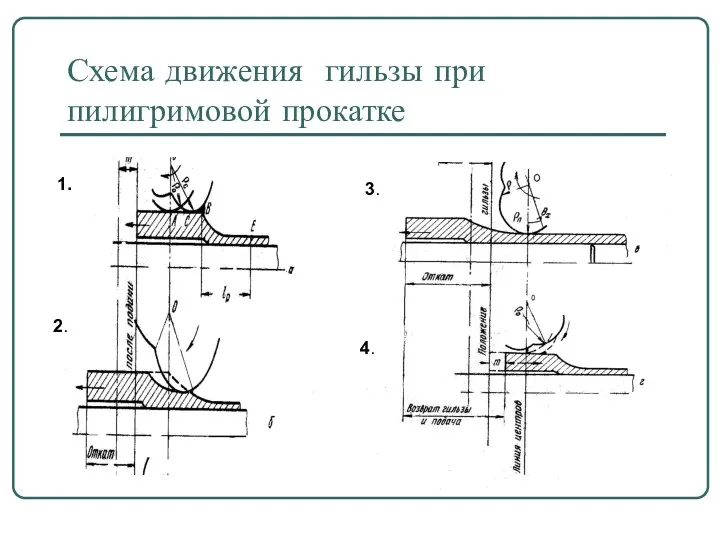
Схема движения гильзы при пилигримовой прокатке
1.
2.
3.
4.
Схема движения гильзы при пилигримовой прокатке
1.
2.
3.
4.
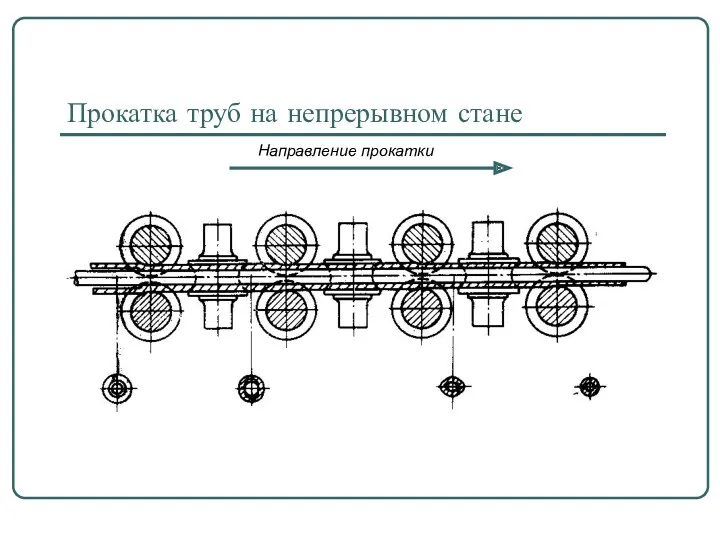
Прокатка труб на непрерывном стане
Направление прокатки
Прокатка труб на непрерывном стане
Направление прокатки
Сварные трубы
Общий технологический цикл изготовления сварных труб:
формовка трубной заготовки;
сварка;
удаление
Сварные трубы
Общий технологический цикл изготовления сварных труб:
формовка трубной заготовки;
сварка;
удаление
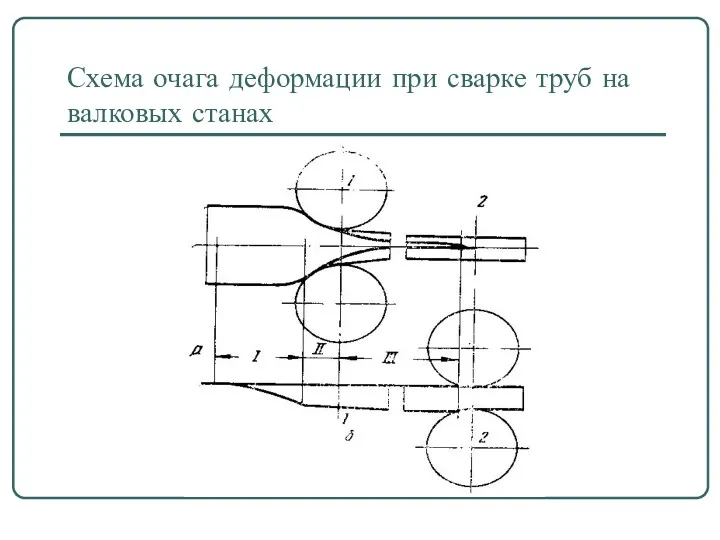
Схема очага деформации при сварке труб на валковых станах
Схема очага деформации при сварке труб на валковых станах
Три участка очага деформации:
I – деформация свёртки: начинается
Три участка очага деформации:
I – деформация свёртки: начинается
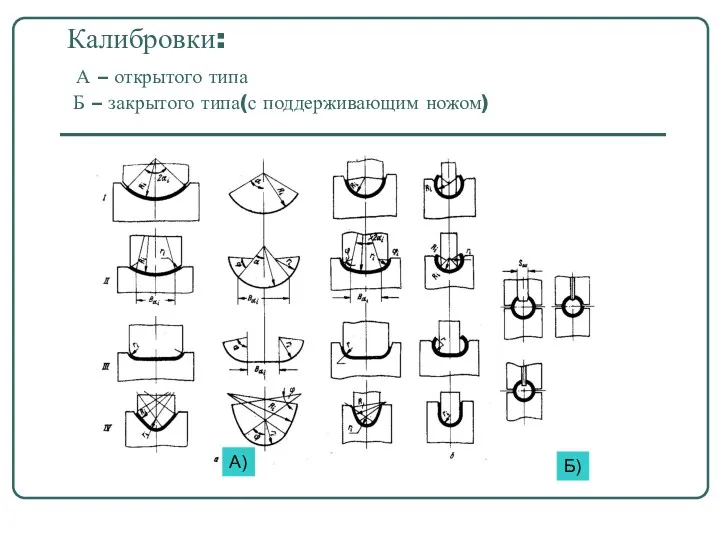
Калибровки: А – открытого типа
Б – закрытого типа(с поддерживающим ножом)
А)
Б)
Калибровки: А – открытого типа
Б – закрытого типа(с поддерживающим ножом)
А)
Б)
Калибровки открытого типа
I– Однорадиусная формовка.
II– Двухрадиусная формовка.
III– Средний участок прямолинейный.
IV–
Калибровки открытого типа
I– Однорадиусная формовка.
II– Двухрадиусная формовка.
III– Средний участок прямолинейный.
IV–
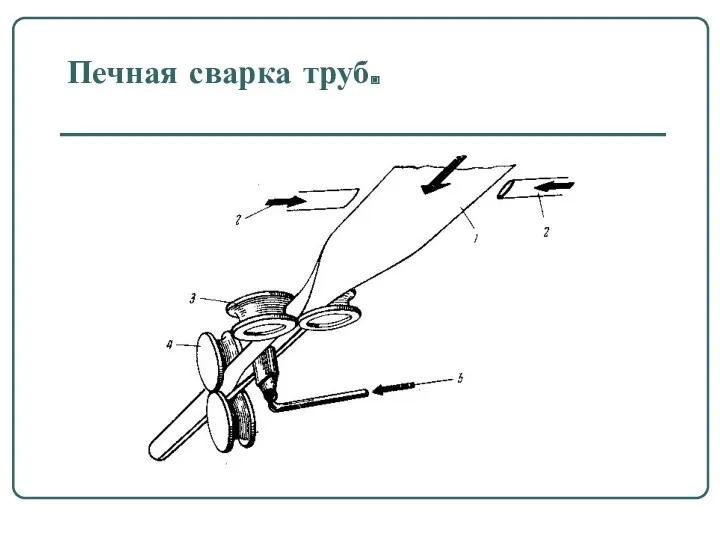
Печная сварка труб.
Печная сварка труб.
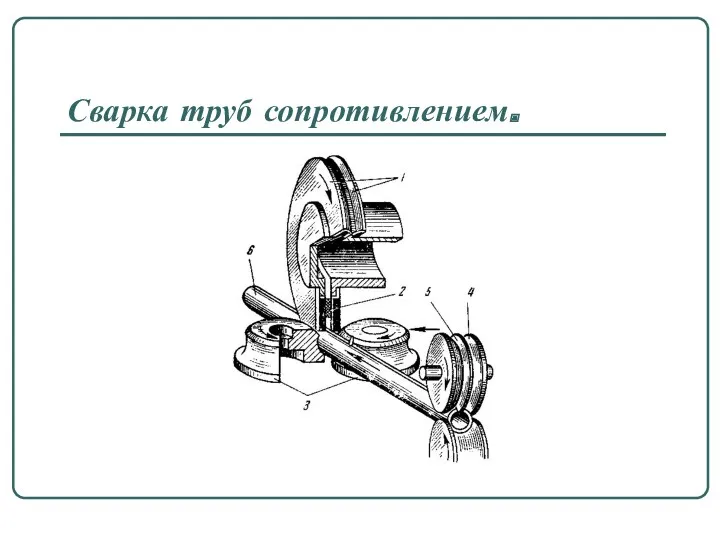
Сварка труб сопротивлением.
Сварка труб сопротивлением.

Радиочастотная сварка труб.
Радиочастотная сварка труб.
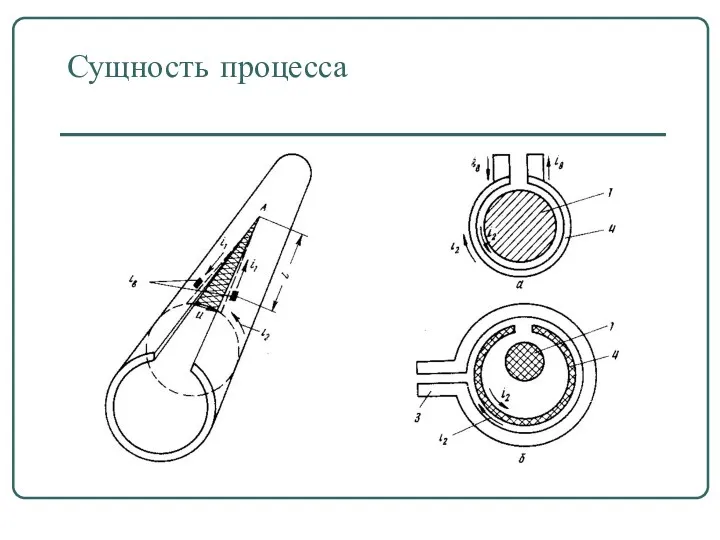
Сущность процесса
Сущность процесса
 Первые постройки Санкт-Петербурга. Петропавловская крепость
Первые постройки Санкт-Петербурга. Петропавловская крепость Искусственній интеллект: фантастика или реальность?
Искусственній интеллект: фантастика или реальность? Жизнь под угрозой.
Жизнь под угрозой. Чёрная металлургия. Факторы размещения предприятий чёрной металлургии
Чёрная металлургия. Факторы размещения предприятий чёрной металлургии Non-equivalent vocabulary
Non-equivalent vocabulary Формы взаимодействия психолога с коллективом
Формы взаимодействия психолога с коллективом Презентация П.И.Чайковский
Презентация П.И.Чайковский Топливно-энергетический комплекс (ТЭК), его значение и проблемы
Топливно-энергетический комплекс (ТЭК), его значение и проблемы Школа Тимофей. Киев
Школа Тимофей. Киев Лечебно-профилактическое питание
Лечебно-профилактическое питание Конкурс Серебрянная звезда, участник Королёва Лидия
Конкурс Серебрянная звезда, участник Королёва Лидия Электроподвижной состав
Электроподвижной состав Буклет для родителей Информационная безопасность детей в Интернете
Буклет для родителей Информационная безопасность детей в Интернете Изоляторы
Изоляторы Вадбольская Георгиевская (Егорьева) мужская пустынь
Вадбольская Георгиевская (Егорьева) мужская пустынь Физическая активность – путь к здоровью
Физическая активность – путь к здоровью Урок на тему Отмена крепостного права 1861 года.
Урок на тему Отмена крепостного права 1861 года. Бизнес-инкубаторы и инновация
Бизнес-инкубаторы и инновация Вводная часть (классификация строительных материалов и их свойств, основные свойства строительных материалов)
Вводная часть (классификация строительных материалов и их свойств, основные свойства строительных материалов) Герои Геленджика. Улицы, названные в честь героев Геленджика. Памятники Геленджика
Герои Геленджика. Улицы, названные в честь героев Геленджика. Памятники Геленджика Нормативна грошова оцінка земель населених пунктів
Нормативна грошова оцінка земель населених пунктів Электронный регистр диспансерных больных
Электронный регистр диспансерных больных Фотопутешествие по залам Мордовского музея изобразительных искусств им. Эрьзи
Фотопутешествие по залам Мордовского музея изобразительных искусств им. Эрьзи Лекция Системы сбора и обработки информации (ССОИ)
Лекция Системы сбора и обработки информации (ССОИ) Астраханская духовная семинария и ее пермские и астраханские ректоры
Астраханская духовная семинария и ее пермские и астраханские ректоры Сименс. Паровые турбины - оборудование и услуги
Сименс. Паровые турбины - оборудование и услуги Презентация Дети блокадного Ленинграда
Презентация Дети блокадного Ленинграда Детская агрессивность и её причины. Пути коррекции поведения детей.
Детская агрессивность и её причины. Пути коррекции поведения детей.