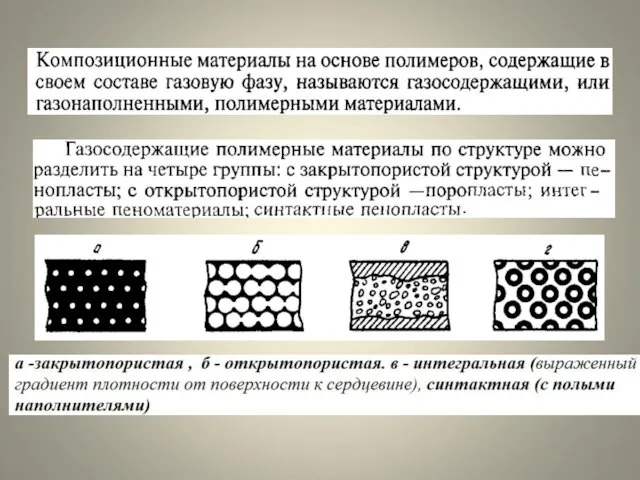
- Производство вспененных изделий. Технологии вспенивания

Содержание
- 3. По значению кажущейся плотности пеноматериалы делят на: По кажущемуся модулю упругости
- 6. Классификация ячеистой структуры полимерных пен основанная на моно-, би- и полимодальных представлениях
- 9. Три поколения полимерных пен Полимерные пены представляют много типов полимерных материалов, таких как твердый (непористый), наполненный,
- 10. ИСТОРИЯ
- 11. ИСТОРИЯ
- 15. Количественные параметры ячеистой структуры
- 16. Есть несколько технологических (перерабатывающих) принципов регулирования ячеистой структуры полимерных пен, т.е. технических свойств конечных материалов и
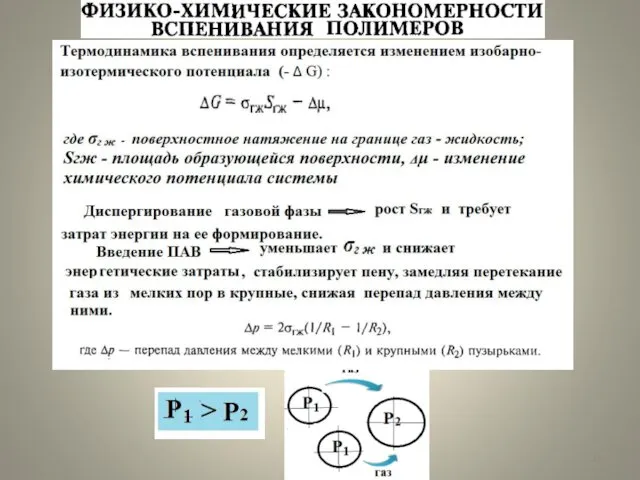
- 20. МОДЕЛИ ОБРАЗОВАНИЯ ЭЛАСТИЧНЫХ ВСПЕНЕННЫХ МАТЕРИАЛОВ
- 22. Перепад давления – это и причина утечки газа из поверхностных слоев изделия в окружающую среду Растворимость
- 23. Кинетика выделения газа при разложении азодикарбоксамида при разных температурах
- 24. Зависимость растворимости газа в ПС от давления.
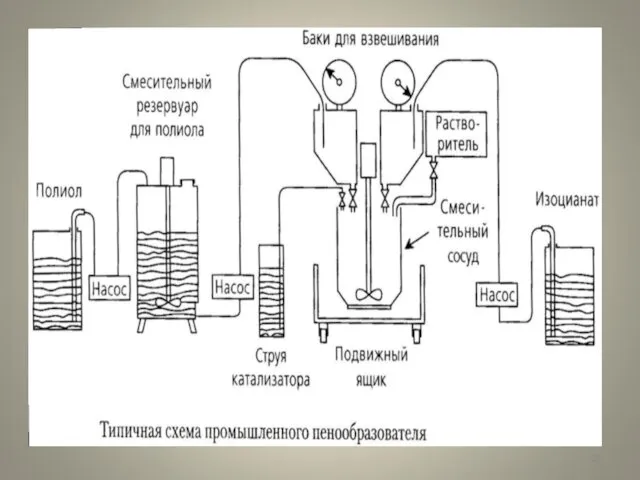
- 25. Диспергирующее оборудование должно включать следующие элементы: баки, которые тщательно подбирают по размерам и конструируют таким образом,
- 26. Для систем низкого давления используют электрический шестеренчатый насос с регулируемой скоростью или др. типы насосов. НО
- 27. Высокое давление создается при помощи электрического поршневого насоса или, в некоторых случаях, гидроцилиндров. Эти насосы обычно
- 28. ОСНОВНЫЕ ЭЛЕМЕНТЫ СМЕСИТЕЛЬНЫХ ГОЛОВОК НИЗКОГО ДАВЛЕНИЯ
- 31. Альтернативная конструкция для облегчения формования вспененных дискретных изделий В большинстве случаев формы движутся под смешивающей головкой,
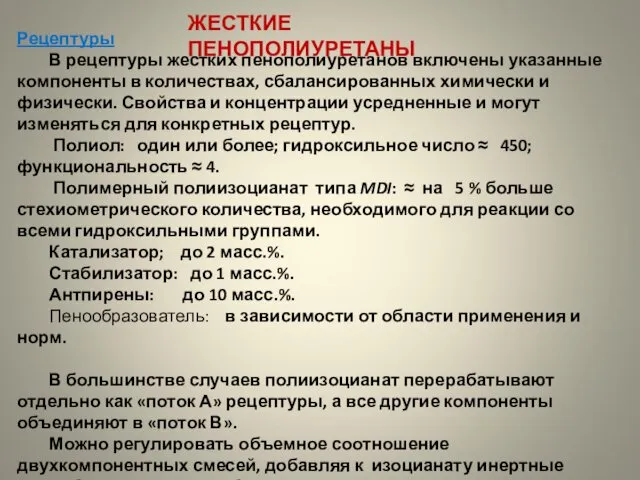
- 32. ЖЕСТКИЕ ПЕНОПОЛИУРЕТАНЫ Рецептуры В рецептуры жестких пенополиуретанов включены указанные компоненты в количествах, сбалансированных химически и физически.
- 33. . Получение пены Особенности процессов производства жестких пенополиуретанов зависят от вида и области применения готового продукта.
- 34. Дозирующие насосы могут быть поршневого или шестеренчатого типа и подбираются для точной объемной подачи при требуемых
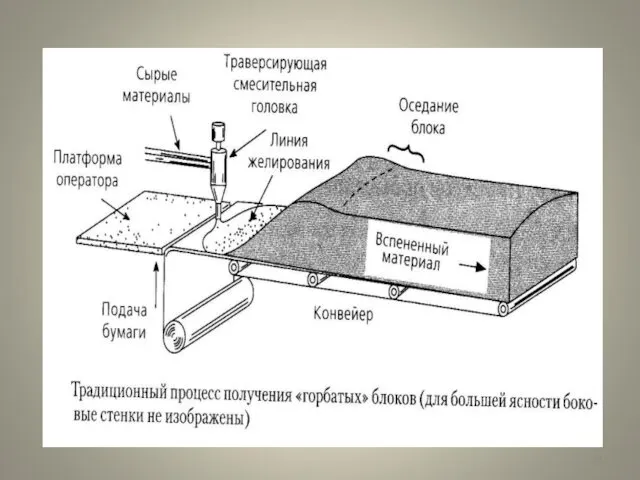
- 35. Блоки и листы Формующими устройствами для основных видов пены: блоков и листов — являются непрерывные, часто
- 36. Заливка на месте Возможность заливки низковязкой жидкости в полость, где она будет вспениваться и к которой
- 37. НЕПРЕРЫВНЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ СВОБОДНОРАСТУЩЕЙ ЖЕСТКОЙ ПЕНЫ
- 40. Скачать презентацию
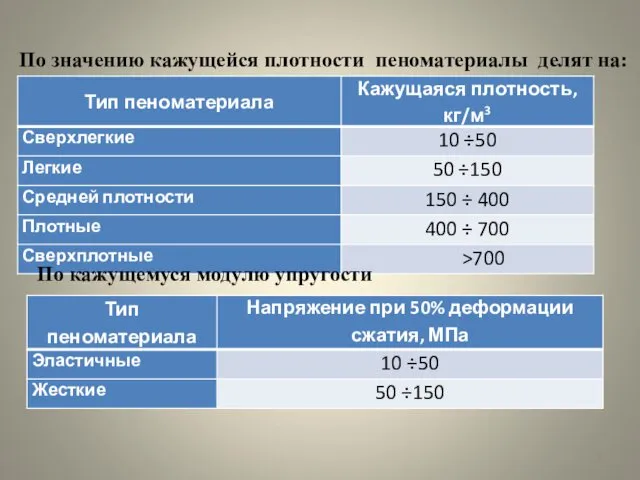
По значению кажущейся плотности пеноматериалы делят на:
По кажущемуся модулю упругости
По значению кажущейся плотности пеноматериалы делят на:
По кажущемуся модулю упругости


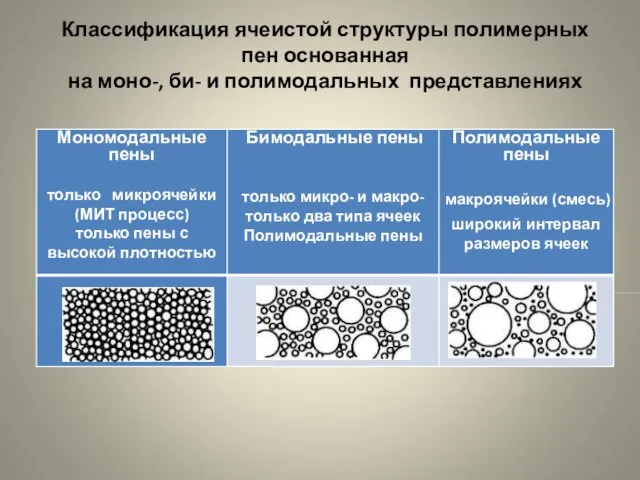
Классификация ячеистой структуры полимерных пен основанная
на моно-, би- и полимодальных представлениях
Классификация ячеистой структуры полимерных пен основанная
на моно-, би- и полимодальных представлениях

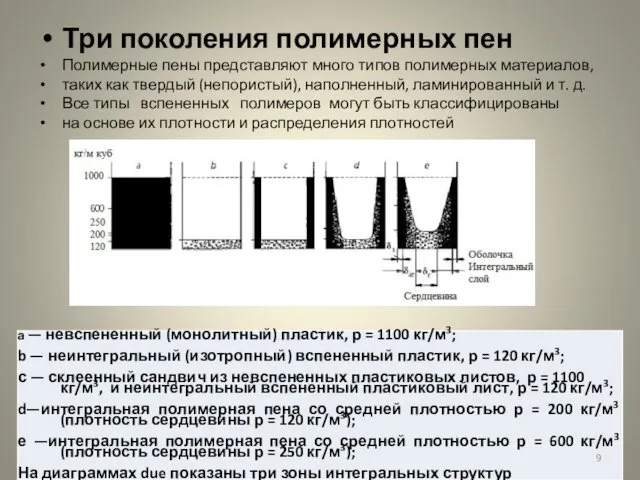
Три поколения полимерных пен
Полимерные пены представляют много типов полимерных материалов,
таких
Три поколения полимерных пен
Полимерные пены представляют много типов полимерных материалов,
таких
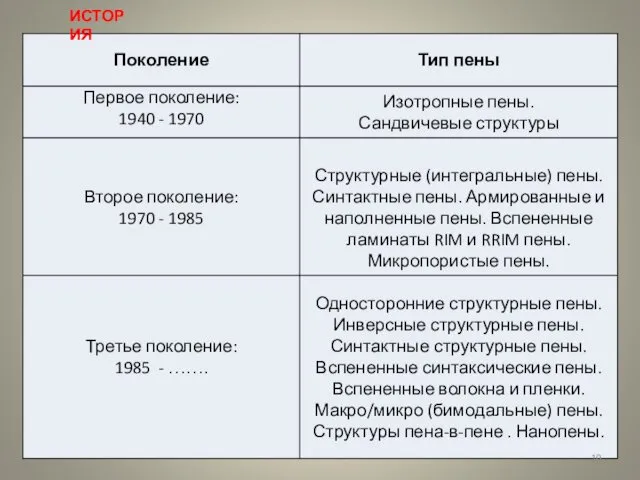
ИСТОРИЯ
ИСТОРИЯ
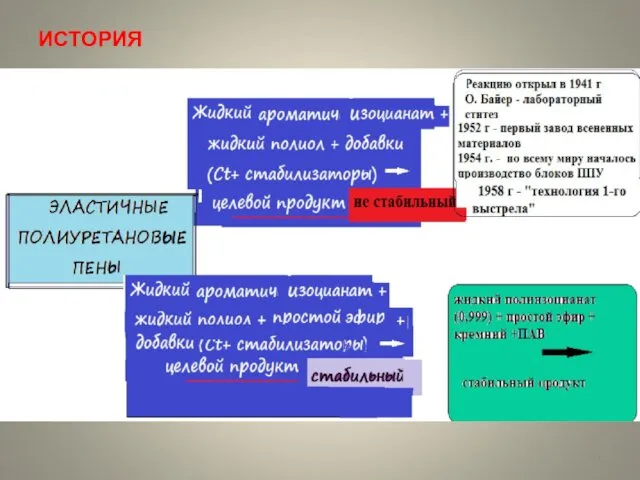
ИСТОРИЯ
ИСТОРИЯ



Количественные параметры ячеистой структуры
Количественные параметры ячеистой структуры
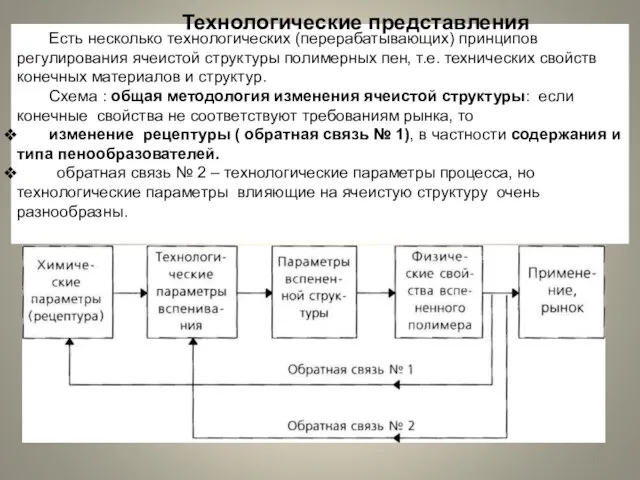
Есть несколько технологических (перерабатывающих) принципов
регулирования ячеистой структуры полимерных пен, т.е.
Есть несколько технологических (перерабатывающих) принципов
регулирования ячеистой структуры полимерных пен, т.е.

МОДЕЛИ ОБРАЗОВАНИЯ ЭЛАСТИЧНЫХ ВСПЕНЕННЫХ МАТЕРИАЛОВ
МОДЕЛИ ОБРАЗОВАНИЯ ЭЛАСТИЧНЫХ ВСПЕНЕННЫХ МАТЕРИАЛОВ
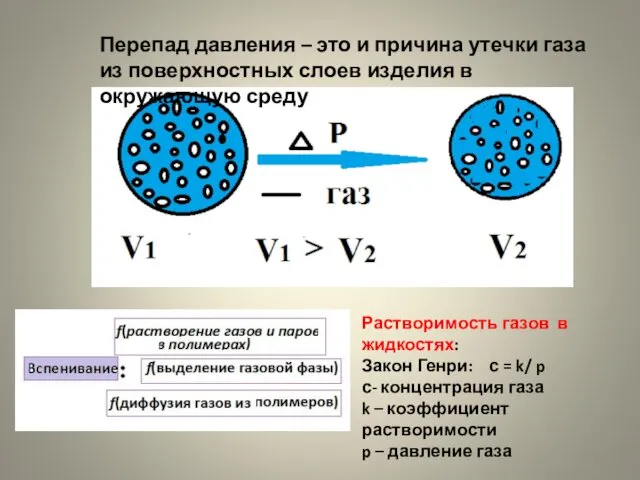
Перепад давления – это и причина утечки газа из поверхностных слоев
Перепад давления – это и причина утечки газа из поверхностных слоев
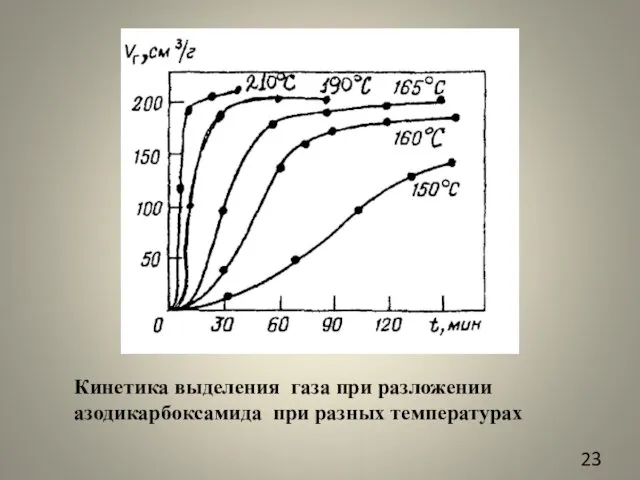
Кинетика выделения газа при разложении азодикарбоксамида при разных температурах
Кинетика выделения газа при разложении азодикарбоксамида при разных температурах
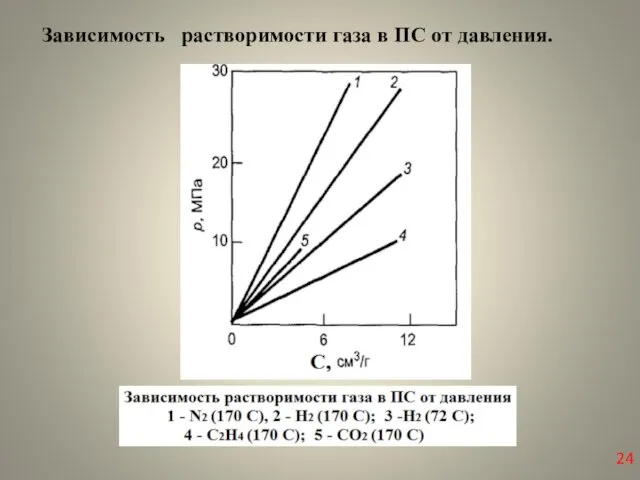
Зависимость растворимости газа в ПС от давления.
Зависимость растворимости газа в ПС от давления.
Диспергирующее оборудование должно включать следующие элементы:
баки, которые тщательно подбирают по размерам
Диспергирующее оборудование должно включать следующие элементы:
баки, которые тщательно подбирают по размерам
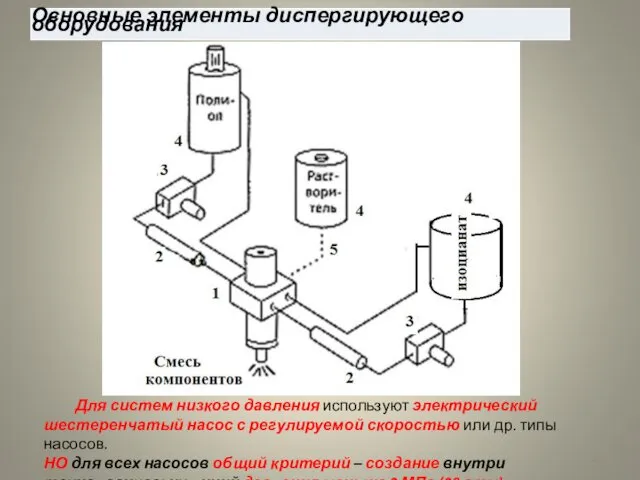
Для систем низкого давления используют электрический шестеренчатый насос с регулируемой скоростью
Для систем низкого давления используют электрический шестеренчатый насос с регулируемой скоростью
Высокое давление создается при помощи электрического поршневого насоса или, в некоторых
Высокое давление создается при помощи электрического поршневого насоса или, в некоторых
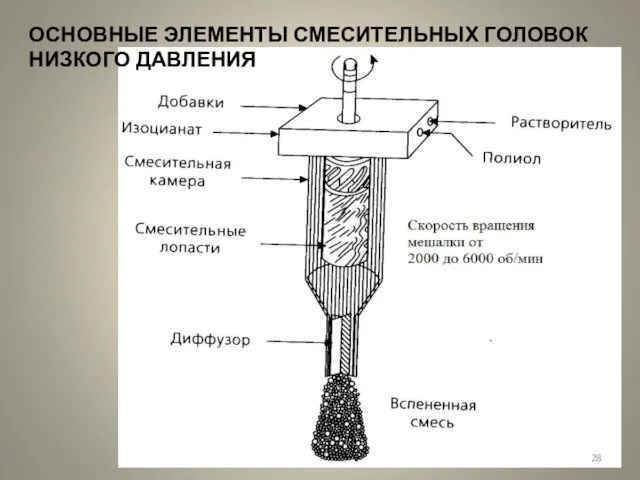
ОСНОВНЫЕ ЭЛЕМЕНТЫ СМЕСИТЕЛЬНЫХ ГОЛОВОК
НИЗКОГО ДАВЛЕНИЯ
ОСНОВНЫЕ ЭЛЕМЕНТЫ СМЕСИТЕЛЬНЫХ ГОЛОВОК
НИЗКОГО ДАВЛЕНИЯ
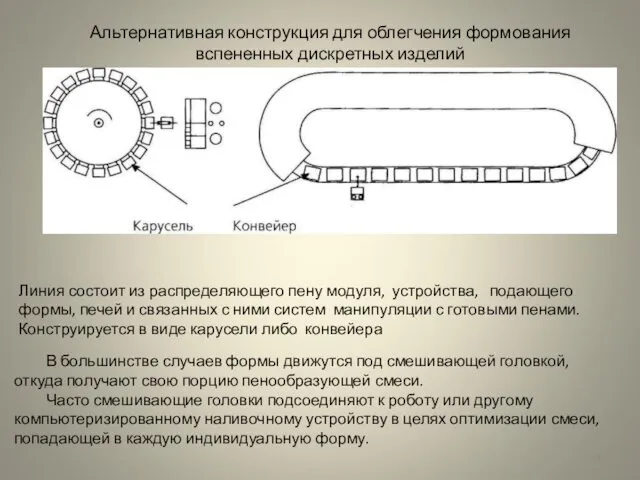
Альтернативная конструкция для облегчения формования вспененных дискретных изделий
В большинстве случаев
Альтернативная конструкция для облегчения формования вспененных дискретных изделий
В большинстве случаев
ЖЕСТКИЕ ПЕНОПОЛИУРЕТАНЫ
Рецептуры
В рецептуры жестких пенополиуретанов включены указанные компоненты в количествах, сбалансированных
ЖЕСТКИЕ ПЕНОПОЛИУРЕТАНЫ
Рецептуры
В рецептуры жестких пенополиуретанов включены указанные компоненты в количествах, сбалансированных
. Получение пены
Особенности процессов производства жестких пенополиуретанов зависят от вида и
. Получение пены
Особенности процессов производства жестких пенополиуретанов зависят от вида и
Дозирующие насосы могут быть поршневого или шестеренчатого типа и подбираются для
Дозирующие насосы могут быть поршневого или шестеренчатого типа и подбираются для
Блоки и листы
Формующими устройствами для основных видов пены: блоков и листов
Блоки и листы
Формующими устройствами для основных видов пены: блоков и листов
Заливка на месте
Возможность заливки низковязкой жидкости в полость, где она будет
Заливка на месте
Возможность заливки низковязкой жидкости в полость, где она будет

НЕПРЕРЫВНЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ СВОБОДНОРАСТУЩЕЙ ЖЕСТКОЙ ПЕНЫ
НЕПРЕРЫВНЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ СВОБОДНОРАСТУЩЕЙ ЖЕСТКОЙ ПЕНЫ

 Национальная идея и реальная политика в области качества в России
Национальная идея и реальная политика в области качества в России Итоговое родительское собрание в 4 классе.
Итоговое родительское собрание в 4 классе. Презентация Бурятский национальный костюм
Презентация Бурятский национальный костюм Политика как предмет политологии
Политика как предмет политологии Родительское собрание на тему:Здоровье детей в наших руках
Родительское собрание на тему:Здоровье детей в наших руках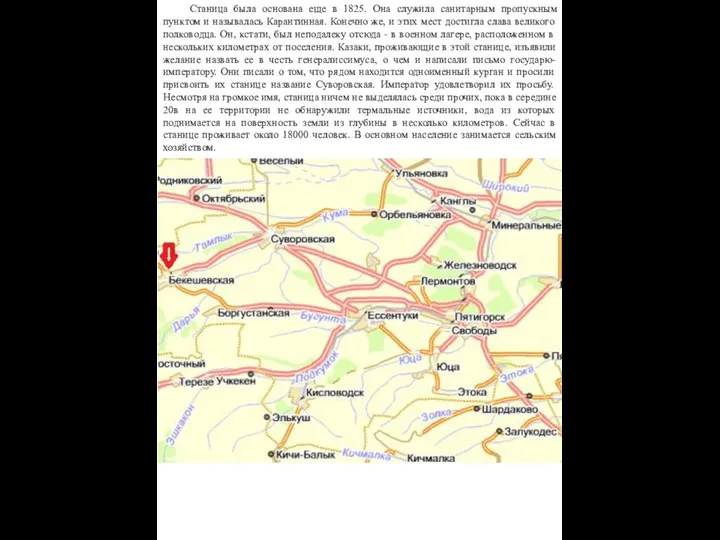 Суворовские источники
Суворовские источники Курсы подготовки вэб-разработчиков
Курсы подготовки вэб-разработчиков Теоретико-практическая система Галена и ее влияние на развитие медицины во II в. – XVI в
Теоретико-практическая система Галена и ее влияние на развитие медицины во II в. – XVI в Модель компетенций персонала ООО Евросеть
Модель компетенций персонала ООО Евросеть Слова с удвоенными согласными
Слова с удвоенными согласными урок 3 класс. месяцы
урок 3 класс. месяцы Ноосферное образование: теория и практика
Ноосферное образование: теория и практика Непосредственное, прямое народовластие. (Тема 7)
Непосредственное, прямое народовластие. (Тема 7) Тренинг: Азбука предпринимателя. День 3
Тренинг: Азбука предпринимателя. День 3 Технология изготовления окантовочного шва
Технология изготовления окантовочного шва Презентация Витамины наши друзья
Презентация Витамины наши друзья Свидетель эпохи. Жак-Луи Давид
Свидетель эпохи. Жак-Луи Давид Команда присаивания
Команда присаивания Жизнь и творчество Дмитрия Ивановича Менделеева.
Жизнь и творчество Дмитрия Ивановича Менделеева. Кирилл и Мефодий. Гимн и Величание
Кирилл и Мефодий. Гимн и Величание презентация Масленица
презентация Масленица Конспект занятия по теме: Изготовление открытки Розы для мамы
Конспект занятия по теме: Изготовление открытки Розы для мамы Презентация Наша Родина
Презентация Наша Родина Быт и обычаи России в 19 веке. 2 часть
Быт и обычаи России в 19 веке. 2 часть Современный урок. Методические требования к современному уроку
Современный урок. Методические требования к современному уроку Патриотическое воспитание как одна из задач воспитания подрастающего поколения
Патриотическое воспитание как одна из задач воспитания подрастающего поколения Птицы Волгоградской области. Семейство утиных
Птицы Волгоградской области. Семейство утиных Мышкинский муниципальный район. Волонтерский отряд Вместе - мы сила!
Мышкинский муниципальный район. Волонтерский отряд Вместе - мы сила!