- Промышленная робототехника

Содержание
- 2. Литература Булгаков, А.Г. Промышленные роботы. Кинематика, динамика, контроль и управление [Электронный ресурс] / А.Г. Булгаков, В.А.
- 3. Дополнительные электронные материалы Промышленная робототехника. Лекция Ивана Ермолова. https://www.youtube.com/watch?v=JaxsWdtDxVQ&t=5782s Геометрические параметры манипулятора робота. Лекция Ивана Ермолова
- 4. Происхождение слова «робот» R.U.R. – Россумские универсальные роботы R.U.R. (с чешского: Rosumovi Umeli Roboti) – название
- 5. Законы робототехники Законы робототехники были сформулированы еще Айзеком Азимовым в его сборнике фантастических рассказов «I, Robot»
- 6. 1. Робот не может причинить вред человеку или своим бездействием допустить, чтобы человеку был причинен вред.
- 7. Первый промышленный робот Первый промышленный робот, который позднее был назван «Unimate», появился в результате обсуждения фантастического
- 8. Три основные категории задач ПР – манипуляции заготовками и изделиями; – обработка их с помощью различных
- 9. Роботы со сменным инструментом Роботы для точечной сварки Роботы для контурной сварки Роботы для напыления Роботы
- 10. К роботам для манипулирования заготовками относятся Роботы для манипулирования заготовками под стационарными инструментами (стационарными клещами для
- 11. Монтаж: Роботы, применяемые в автомобилестроении для монтажа колес, раздвижных крыш и оконных стекол Роботы, применяемые для
- 12. Точечная сварка неотделанного кузова
- 13. Сварка в среде защитного газа
- 14. Манипулирование пивными бочками
- 15. Манипулирование деталями мебели
- 16. Манипулирование листовыми деталями – гибка листов
- 17. Обработка – шлифование и полировка
- 18. Обработка – плазменная резка литых деталей
- 19. Компоненты робототехнической ячейки 1 Робот 2 Системы управления 3Инструмент/устройство смены инструментов 4 Система подачи энергии 5
- 20. Применение роботов в промышленности Манипулирование Сварка и пайка Сборка и разборка Не определено Уборка Дозирование и
- 21. Применение роботов в промышленности
- 22. Количество роботов в производстве на 10 000 сотрудников
- 24. Критерии для выбора робота Нагрузки Нагрузка: нагрузка – это совокупность массы, момента инерции, статических и динамических
- 25. Применение Изготовитель определяет главный тип(-ы) эксплуатации, предусмотренный для робота. Примеры типичных случаев применения: Манипулирование Монтаж Точечная
- 26. Нормальные условия (окружающей среды) Производитель указывает предельные значения окружающей среды, при которых можно достигнуть заданный уровень
- 27. Стабильность повторяемости и абсолютная точность В робототехнике к точностным характеристикам относят: 1) пространственное разрешение, 2) точность
- 28. Пространственное разрешение Пространственное разрешение – наименьшее приращение положения конечной точки запястья, которое способен контролировать робот. В
- 29. Точность позиционирования Точность позиционирования - характеризует способность робота помещать конечную точку запястья в заданную целевую точку
- 30. Повторяемость движений Повторяемость движений – способность робота переводить конечную точку запястья в заданную целевую точку, координаты
- 31. h - Распределение частоты AP - Абсолютная точность RP - Стабильность повторяемости PTCP_IST - Фактическое значение
- 32. Скорость робота для достижения продолжительности такта операций необходимо наличие значений максимальной скорости отдельных осей, а также
- 33. Безопасность Робототехническая система должна соответствовать действующему на данный момент стандарту (DIN EN ISO 10218-1). Выбор возможных
- 34. Предохранительные устройства При эксплуатации промышленных роботов неизбежно происходит контакт между человеком и роботом. Обычно этот контакт
- 35. ТЕРМИНОЛОГИЯ ПРОМЫШЛЕННОЙ РОБОТОТЕХНИКИ Промышленный робот – автоматическая машина, состоящая из манипулятора и устройства программного управления его
- 36. Робототехническая (роботизированная) система (РТС) — автоматическая техническая система, обладающая основными свойствами, присущими роботу и (или) характеризующаяся
- 37. Двигательная система включает в себя: исполнительные механизмы (манипуляторы, педипуляторы, колесные или гусеничные шасси и т.п.), рабочие
- 38. Мехатроника и робототехника Мехатроника изучает новый методологический подход к созданию модулей и машин с качественно новыми
- 39. CALS-технологии (англ. Continuous Acquisition and Life cycle Support — непрерывная информационная поддержка поставок и жизненного цикла
- 40. Определение Мехатроника - это область науки и техники, основанная на синергетическом объединении узлов точной механики с
- 41. Блок-схема промышленного робота
- 42. Механическую систему выполняют, как правило, в виде манипулятора, имеющего несколько степеней подвижности, укрепленного на неподвижном или
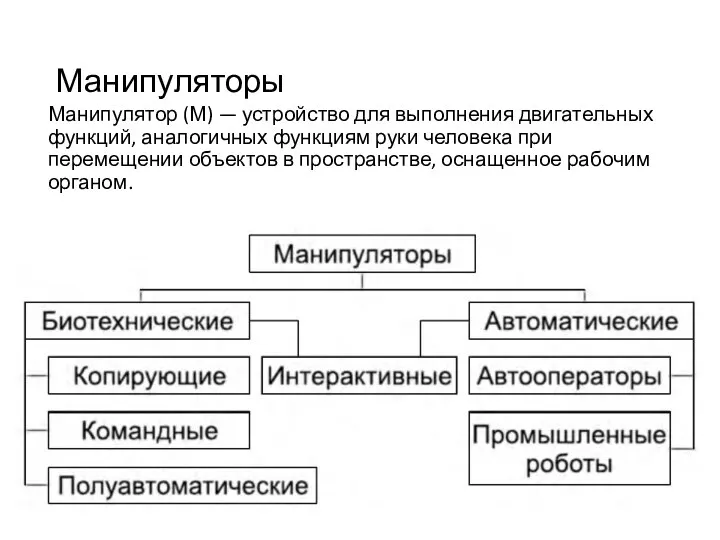
- 43. Манипуляторы Манипулятор (М) — устройство для выполнения двигательных функций, аналогичных функциям руки человека при перемещении объектов
- 44. В зависимости от типа задающего органа биотехнические манипуляторы могут быть Копирующий Командный Полуавтоматический Автоматический
- 45. Структура манипулятора (М) задающий орган — функциональная часть М, предназначенная для создания управляющих сигналов и движений;
- 46. ПР классифицируются по областям применения – промышленные, сельскохозяйственные, транспортные, строительные, бытовые и т. п.; по характеру
- 47. Деление роботов на поколения Роботы первого поколения (программные роботы) Роботы второго поколения (очувствленные роботы) Роботы третьего
- 48. ГОСТР 60.0.0.4—2019/ИСО 8373:2012 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ УСТРОЙСТВА Термины и определения
- 49. Промышленный робот (industrial robot): Автоматически управляемый, перепрограммируемый , реконфигурируемый манипулятор, программируемый по трем или более степеням
- 50. Робототехническое устройство (robotic device): Исполнительный механизм, обладающий характеристиками промышленного робота или сервисного робота, но не имеющий
- 51. степень подвижности (axis): Управляемая координата, используемая для определения вращательного или поступательного движения робота. автономность (autonomy): Способность
- 52. манипулятор (manipulator): Машина, механизм которой обычно состоит из последовательности сегментов, перемещающихся вращательно или поступательно друг относительно
- 53. сервисный робот (service robot): Робот, который выполняет задания, полезные для человека или оборудования, за исключением применений
- 54. ГОСТР 60.6 .0.1-2021 Роботы и робототехнические устройства СЕРВИСНЫЕ МОБИЛЬНЫЕ РОБОТЫ Уровни автономности. Термины и определения 2
- 55. 8 внешняя среда: Окружение мобильного робота, включая внешние условия, состояния и естественные объекты (такие как климат,
- 56. ГОСТР 60.0.0.2—2016 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ УСТРОЙСТВА Классификация промышленных роботов - промышленные манипуляционные роботы, выполняющие основные технологические
- 57. Промышленные манипуляционные роботы классифицируют по следующим признакам - специализация; - грузоподъемность; - способ управления; - способ
- 58. По специализации - специальные; - специализированные; - универсальные.
- 59. По выполняемой технологической операции - универсальные роботы — роботы, осуществляющие разные технологические операции в зависимости от
- 60. Системы управления промышленными роботами
- 61. По способу управления – программные, в которых управление осуществляется по заранее составленной и остающейся неизменной в
- 62. Многоуровневая структура Первый (низший) уровень включает устройства управления движениями отдельных звеньев: манипулятора и других исполнительных механизмов
- 63. На втором уровне системы формируются сигналы управления всеми приводами и устройствами автоматики манипулятора, обеспечивающие необходимые перемещения
- 64. На третьем уровне решаются укрупненные задачи управления при обслуживании станка. Для этого операция обслуживания представляется в
- 65. Режимы управления ПР Автоматический Полуавтоматический (повышенной надежности) Алгоритмы полуавтоматического режима скоростной силовой позиционный
- 66. Классификация систем програм- много управления ПР способ отработки программы цикловое, позиционное, контурное, комбинированное метод программирования непосредственное
- 67. Способы управления роботы с ручным управлением — копирующие манипуляторы роботы с программным управлением роботы с адаптивным
- 68. По способу формирования траектории движения - роботы с цикловым управлением — управляющая программа определяет жесткую последовательность
- 69. Управление промышленным роботом
- 70. Задачи управления роботом 1. Планирование положений. Необходимо совместить зоны обслуживания робота с рабочим пространством, в котором
- 71. Задачи управления роботом Перечисленные задачи могут быть решены с помощью пакета специализированных программ, имеющегося в распоряжении
- 72. Функциональная схема системы управления роботом
- 73. ПРИНЦИПИАЛЬНОЕ УСТРОЙСТВО ПРОМЫШЛЕННОГО РОБОТА Основным типом манипуляционных устройств для роботов являются механические манипуляторы. Они представляют собой
- 74. Уровни управления. Исполнительная система Манипулятор можно рассматривать как систему управления, образованную приводами, работающими на общую механическую
- 75. Система управления манипулятором Система управления манипулятором, как правило, имеет несколько уровней, каждый из которых может обслуживаться
- 76. Адаптивное управление 1 В системах управления в реальном времени траекторию (в общем случае - перемещение и
- 77. Адаптивное управление 2 Использование системы технического зрения не всегда достаточно для решения манипуляционных задач, в том
- 78. Интеллектуальные системы реального времени Решение задач анализа сцены и формирования модели внешнего мира выводит нас на
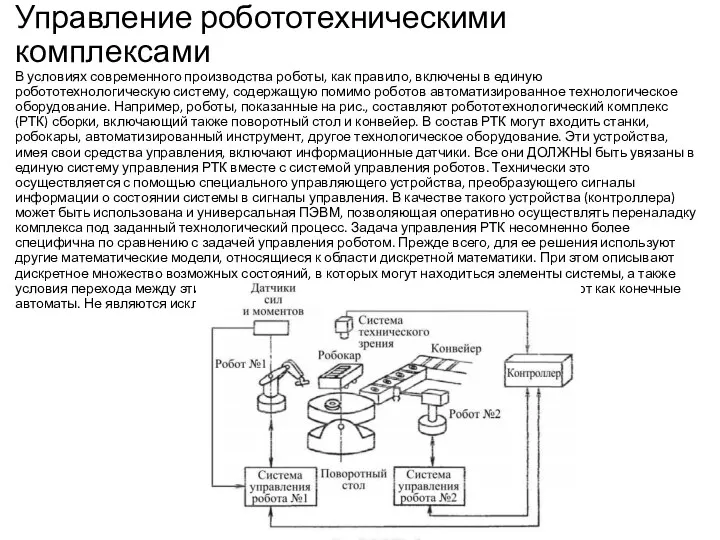
- 79. Управление робототехническими комплексами В условиях современного производства роботы, как правило, включены в единую робототехнологическую систему, содержащую
- 80. Совокупность дискретных состояний системы и переходов между ними можно представить как сеть конечных автоматов, которая соответствует
- 81. Приводы манипулятора могут быть электромеханическими, гидравлическими и пневматическими. Размещение приводов непосредственно в звеньях манипулятора существенно упрощает
- 82. Конструкции узлов и агрегатов ПР Манипуляционные системы Манипуляторы представляют собой пространственные механизмы в виде кинематических цепей
- 83. Манипулятор промышленного робота по своему функциональному назначению должен обеспечивать движение выходного звена и, закрепленного в нем,
- 84. Структурная и функциональная схемы промышленного робота с трехподвижным манипулятором
- 86. Элементы кинематической структуры исполнительного механизма Исполнительный механизм (ИМ) — механическая часть ИУ робота, реализующая двигательную функцию.
- 87. Примеры звеньев Стойка – звено механизма, принимаемое за неподвижное. Неподвижность на схемах указывается путём нанесения штриховки
- 88. Стойка Кривошип Коромысло Шатун Ползун Кулиса
- 89. Кинематические пары Соединение двух соприкасающихся звеньев, допускающих их относительное движение, называют кинематической парой. Совокупность поверхностей, линий
- 90. Степени свободы кинематических пар Степени свободы тела в пространстве Для звеньев, вошедших в кинематическую пару, число
- 91. Класс кинематической пары может быть определен из зависимости : S = 6 – H. Н=1, S=5
- 92. Классификация кинематических пар и степеней подвижности
- 93. Примеры
- 94. Формула Малышева Число степеней свободы механизма – это число степеней свободы всей кинематической цепи относительно неподвижного
- 95. Трансформация разомкнутой схемы в замкнутую.
- 96. Типовые кинематические схемы манипуляторов а — прямоугольная; 6 — цилиндрическая; в — сферическая; г — антропоморфная;
- 97. Переносные и ориентирующие СП В большинстве известных конструкций перемещение и ориентацию объекта обеспечивают различные степени подвижности
- 98. Привод степени подвижности Движение в каждом сочленении манипулятора обеспечивается с помощью двигателей различного типа — электрических,
- 99. Роботы для обслуживания оборудования различного технологического назначения Загрузочно-разгрузочные работы. Заготовки загружают в производственную установку, которая затем
- 100. Роботы, выполняющие обработку деталей и заготовок Сварка. Эта операция чаще всего выполняется с помощью роботов, предназначенных
- 101. Роботы, применяемые для автоматизации дуговой сварки, представляют собой универсальные перепрограммируемые манипуляторы. Система управления сварочным роботом должна
- 102. Большинство роботов для точечной сварки применяется в автомобильной промышленности. При сборке автомобиля необходимо выполнить огромное количество
- 103. Сверление. Как правило, операцию сверления осуществляют на станке. При использовании робота в его захватном приспособлении закрепляется
- 104. Бесконтактная обработка заготовок. 1. Лазер может с высокой точностью резать пластины из металла, в частности из
- 105. Нанесение различных составов на поверхность. В память робота закладывается программа, обеспечивающая выполнение определенной многократно повторяемой последовательности
- 106. Чистовая обработка. Самая «непопулярная» операция в механообработке, которая трудно поддается автоматизации, – это удаление заусенцев, посторонних
- 107. Очистка оборудования. Роботы используются также для очистки оборудования от загрязнений различного происхождения.
- 108. Сборка. Большой объем работ на современных предприятиях приходится на сборочные операции, однако многие из них требуют
- 109. Роботизированный комплекс для обработки изделий. Компания «Нокиа» разработала для современного производства универсальный РТК, предназначенный для обработки
- 110. Роботы для контроля технических объектов После того как изготовлена деталь или смонтировано несколько узлов, обычно проводится
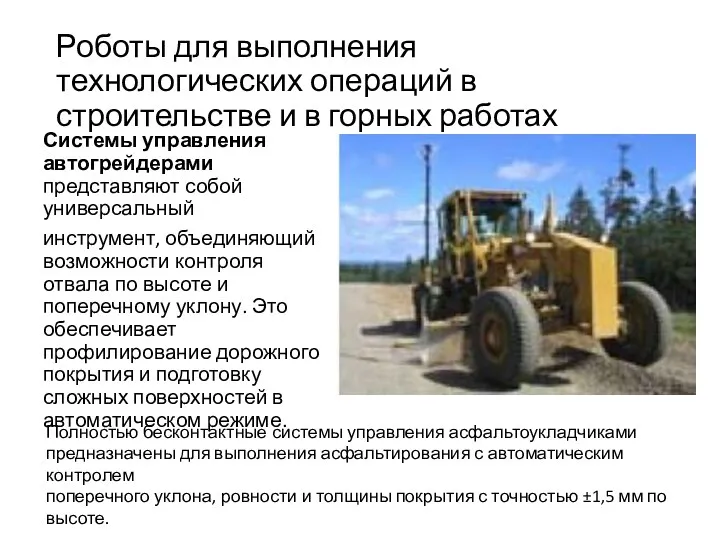
- 111. Роботы для выполнения технологических операций в строительстве и в горных работах Системы управления автогрейдерами представляют собой
- 112. Бульдозер Обычный бульдозер D9 от Caterpillar является внушительно большим. Он весит почти 50 тонн (по некоторым
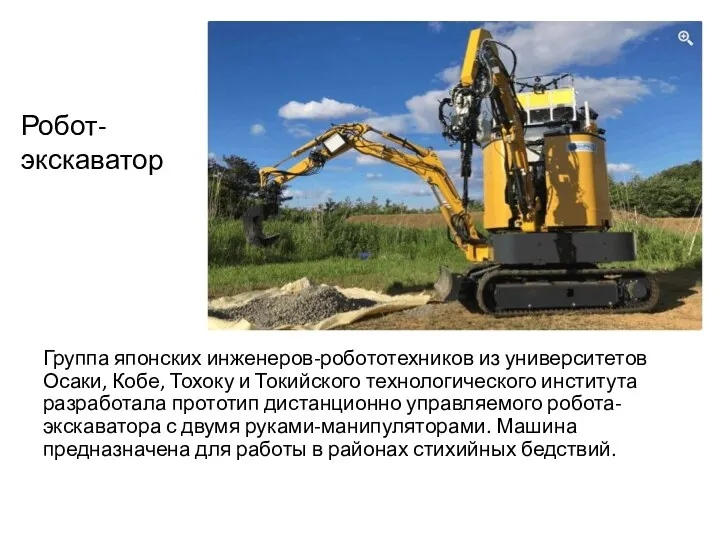
- 113. Группа японских инженеров-робототехников из университетов Осаки, Кобе, Тохоку и Токийского технологического института разработала прототип дистанционно управляемого
- 114. Приводы манипуляторов силовые двигатели, передаточные механизмы к исполнительным звеньям, усилительно-преобразовательные устройства, датчики перемещений исполнительных звеньев.
- 115. Сервопривод Само слово «сервопривод» можно перевести как «следящий привод». То есть это такое приводящее устройство, которое
- 116. Схема сервопривода
- 117. По функциональному признаку переключаемые, регулируемые, следящие По типу электрические, гидравлические, пневматические, Комбинированные Компоновочные схемы с расположением
- 118. Вращение от вала двигателя А через конические зубчатые колеса 11 и набор цилиндрических колес 12 передается
- 119. Манипулятор с прямоугольной системой координат и его рабочая зона
- 120. Манипулятор с цилиндрической системой координат и его рабочая зона
- 121. Манипулятор со сферической системой координат и его рабочая зона
- 122. Варианты параллельных кинематических схем Платформа Стюарта гексапод
- 123. Особенности размещения и компоновки приводов и устройства уравновешивания манипуляторов Уравновешивание: -противовесы -пружины -конструкция
- 124. Двигатель привода 1-й степени подвижно- сти вокруг вертикальной оси размещен на основании манипулятора, а двигатели степеней
- 125. Оригинальным решением, улучшающим динамические возможности шарнирных манипуляторов, является их размещение в горизонтальной плоскости. При этом разгрузка
- 126. Кинематические схемы с управляемой деформацией эффекте памяти формыбиметаллический пневматикеэлемент эффект памяти формы биметаллический элемент пневматика тросы
- 127. Захватные устройства манипуляторов Делятся на захватные устройства и рабочий инструмент Обычно для каждой модели робота создается
- 128. Двухпальцевый схват: 1, 2 — пальцы (губки); 3, 4 — рычажная передача; 5 — шток пневматического
- 129. Пневматический схват с пятью гибкими надувными пальцами 1 тонкостенная часть; 2 гофры; 3 толстостенная часть; 4
- 130. Классификации механические, магнитные, вакуумные, упругие оболочковые (с гидропневмокамерами), примораживающие по типу привода пружинные, пневматические, гидравлические, электромеханические
- 132. Сенсорные системы По выявляемым свойствам и параметрам Системы, дающие общую картину окружающей среды с последующим выделением
- 133. Дальность действия Контактные сенсорные системы Сенсорные системы ближнего действия Сенсорные системы дальнего действия Активные сенсорные системы
- 134. Датчики тактильного очувствления • поиск, обнаружение объектов и определение их положения в пространстве; • обеспечение усилия
- 135. Примеры задач, решаемых с помощью тактильных датчиков. Особенности конструктивных и алгоритмических решений
- 136. Системы технического зрения Основные задачи, которые решают СТЗ: получение общей зрительной картины окружающей внешней среды; выделение
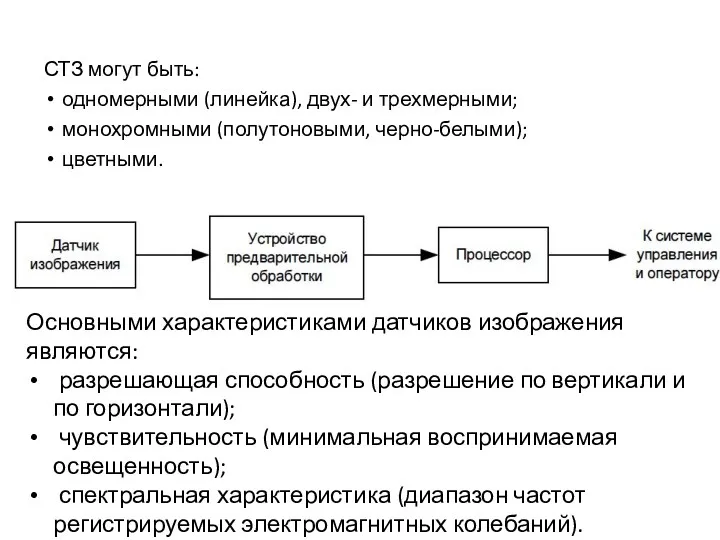
- 137. СТЗ могут быть: одномерными (линейка), двух- и трехмерными; монохромными (полутоновыми, черно-белыми); цветными. Основными характеристиками датчиков изображения
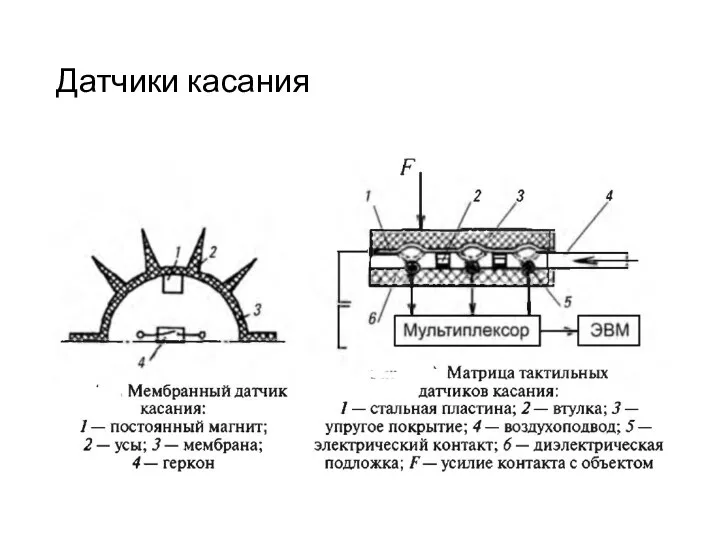
- 138. Датчики касания
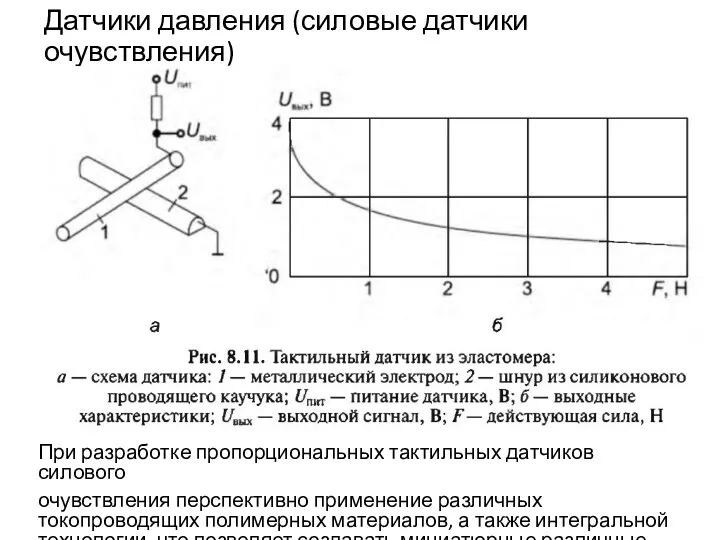
- 139. Датчики давления (силовые датчики очувствления) При разработке пропорциональных тактильных датчиков силового очувствления перспективно применение различных токопроводящих
- 141. Датчики перемещений. В качестве датчиков обратной связи, измеряющих и преобразующих выходную координату в электрический сигнал, используются
- 142. Кодовые оптические датчики положения (КОДП) Кодирующая шкала КОДП представляет собой стеклянное основание с нанесенной на ней
- 143. Приводы Привод — это компонент роботов, входящий в состав его исполнительных систем: манипуляционной и передвижения (мотор-колесо,
- 144. По типу реализуемого по отдельным степеням подвижности движения – контурного управления, когда управляемое движение осуществляется по
- 145. Исполнительные двигатели. Гидравлические цилиндры применяются для возвратно-поступательных перемещений механизмов ПР при скорости до 1,5 м/с и
- 146. Передаточные механизмы. Применяются цилиндрические, червячные, конические зубчатые, реечные, зубчатые рядные, планетарные, волновые, винтовые, цепные, тросовые, ленточные
- 147. Типовая схема позиционного привода манипуляторов Д — двигатель; М — механизм передачи и преобразования перемещения; ДП,
- 148. Пневмоприводы достоинства поршневых приводов: быстродействие при использовании в качестве управляющей среды сжатого воздуха или газов под
- 149. Схема пневмопривода 1 — воздухозаборник; 2 — фильтр; 3 — компрессор; 4 — теплообменник (холодильник); 5
- 150. Гидроприводы Гидроприводы могут быть двух типов: гидродинамические и объёмные. В гидродинамических приводах используется в основном кинетическая
- 151. По характеру движения выходного звена гидродвигателя Гидропривод вращательного движения когда в качестве гидродвигателя применяется гидромотор, у
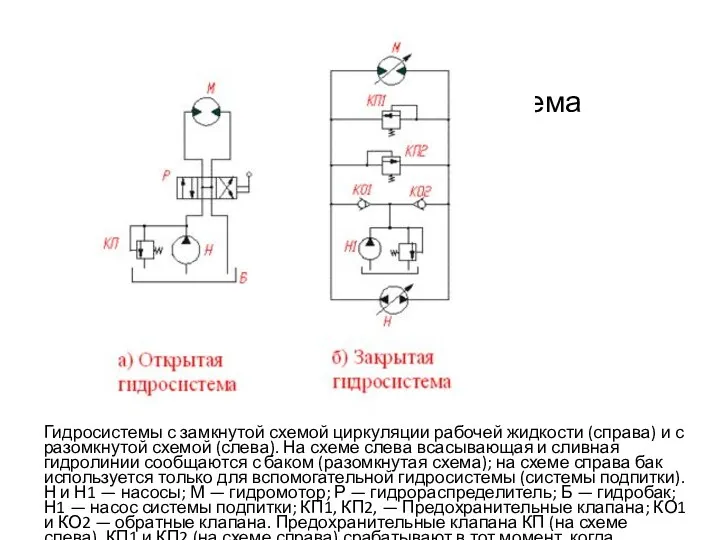
- 152. Схема Гидросистемы с замкнутой схемой циркуляции рабочей жидкости (справа) и с разомкнутой схемой (слева). На схеме
- 153. Преимущества гидроприводов возможность универсального преобразования механической характеристики приводного двигателя в соответствии с требованиями нагрузки; простота управления
- 154. Недостатки утечки рабочей жидкости через уплотнения и зазоры, особенно при высоких значениях давления в гидросистеме, что
- 155. Рекомендации по выбору приводов ПР 1. Приводы для каждой степени свободы ПР выбираются исходя из требуемой
- 156. 4. Региональные (установочные) возвратно-поступательные движения руки целесообразно осуществлять при помощи гидро- и пневмоцилиндров, а враща- тельные
- 157. Направляющие исполнительных устройств В качестве направляющих линейного перемещения с целью уменьшения сил сопротивления в основном применяются
- 158. Кинематика манипулятора Манипулятором называют разомкнутую механическую систему (цепь), состоящую из твердых тел, которые последовательно соединены между
- 159. Обобщенные координаты Существует два вида сочленений, оставляющих звеньям одну степень свободы в относительном движении, — это
- 160. ХАРАКТЕР СВЯЗЕЙ МЕЖДУ ЗВЕНЬЯМИ Договоримся, что звенья манипулятора будут соединяться в кинематические пары 5-го класса (практически
- 161. Преобразование координат. Преобразования вращения и переноса Пусть имеются две системы координат: О1ХУZ и О2UVW (рис. 1.6).
- 162. Ортогональные преобразования любая матрица R преобразует вектор ρ в вектор г, заданный в той же системе
- 163. Установка пакета RTSX RTSX - это просто набор функций и сценариев для робототехники, написанных исключительно на
- 164. RTSX (Robotic Tools for Scilab / Xcos) О разработчике. Д-р Вародом Тучинда, он же Дью (Роса)
- 165. Scilab в робототехнике Основная задача анализа робота является представление положения и ориентации объектов в некоторой среде.
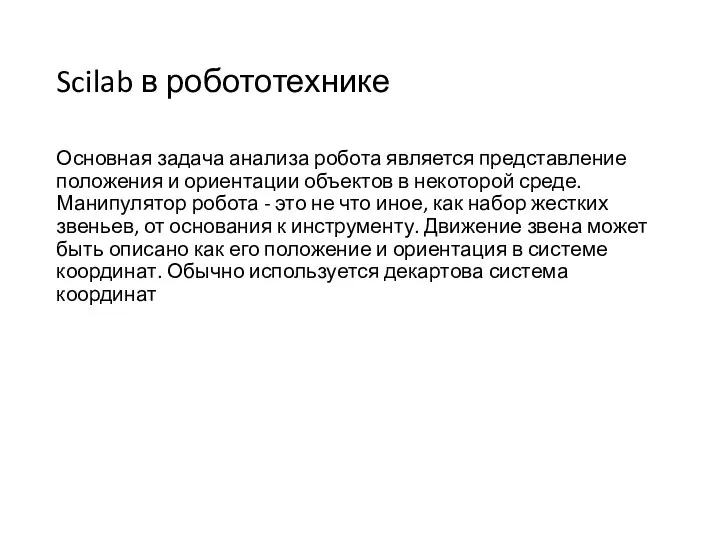
- 166. Основная процедура при изучении робототехники, заключается в прикреплении набора осей XYZ, называемых системами координат к каждому
- 167. Сочлененный робот (RRR) Этот робот, показанный на рисунке, также называется вращающимся, локтевым или антропоморфным. Оси сочленения
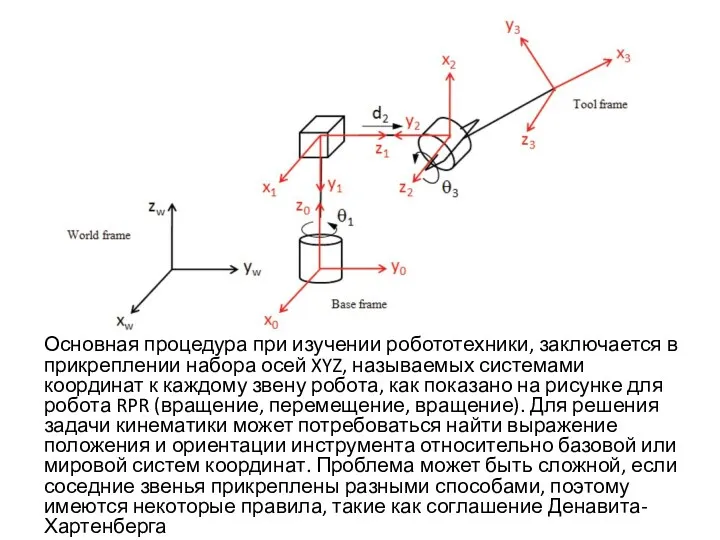
- 168. Сферический робот (RRP) Довольно часто имя робота определяется по форме рабочей области, которую может охватить конечный
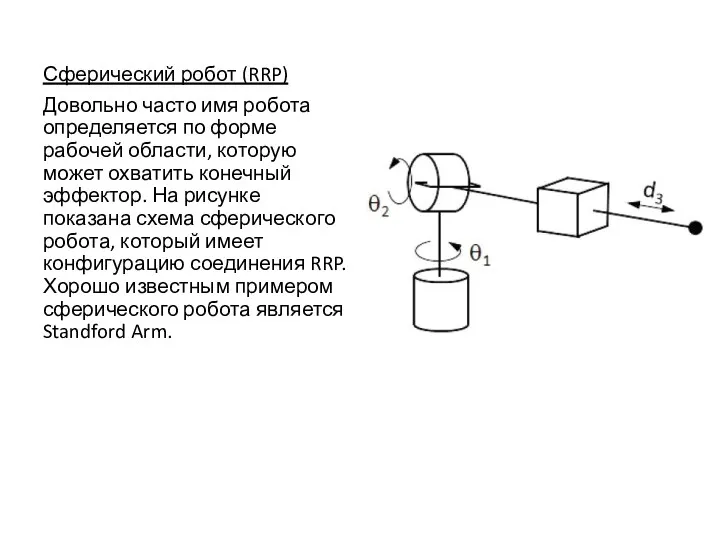
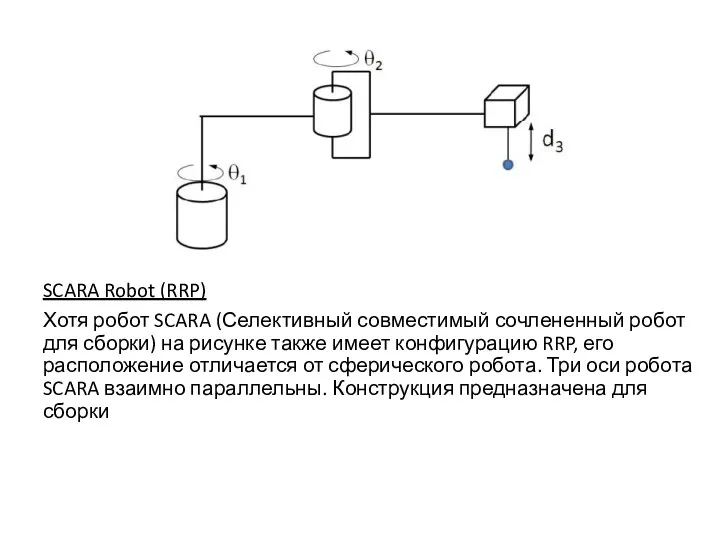
- 169. SCARA Robot (RRP) Хотя робот SCARA (Селективный совместимый сочлененный робот для сборки) на рисунке также имеет
- 170. Цилиндрический робот (RPP) На рисунке 1.7 показана символическая схема цилиндрического робота. Первый сустав вращается и производит
- 171. Робот с линейно перемещающимися звеньями (PPP) У робота есть все три соединения призматического типа, как показано
- 172. Моделирование кинематики робота. Известно, что положение и ориентация твердого тела (или системы координат, связанной с этим
- 173. Визуализация ортогональных преобразований R1=rotx(%pi/2) R1 = 1. 0. 0. 0. 0. -1. 0. 1. 0. trplot(R1,'world’);
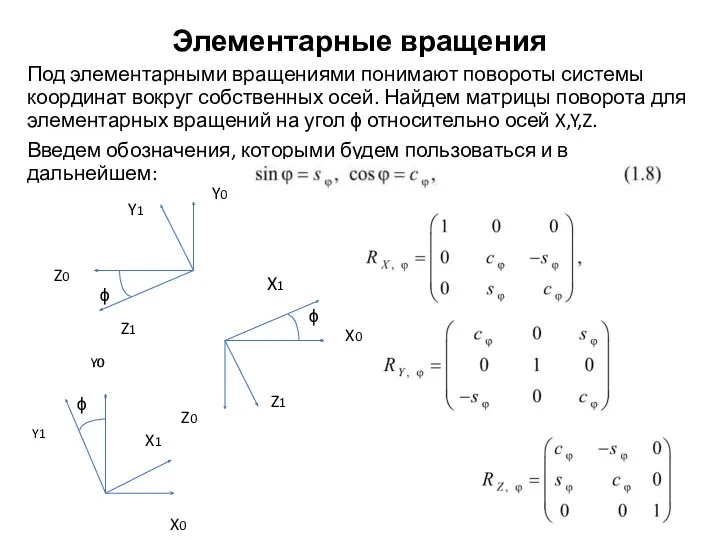
- 174. Элементарные вращения Под элементарными вращениями понимают повороты системы координат вокруг собственных осей. Найдем матрицы поворота для
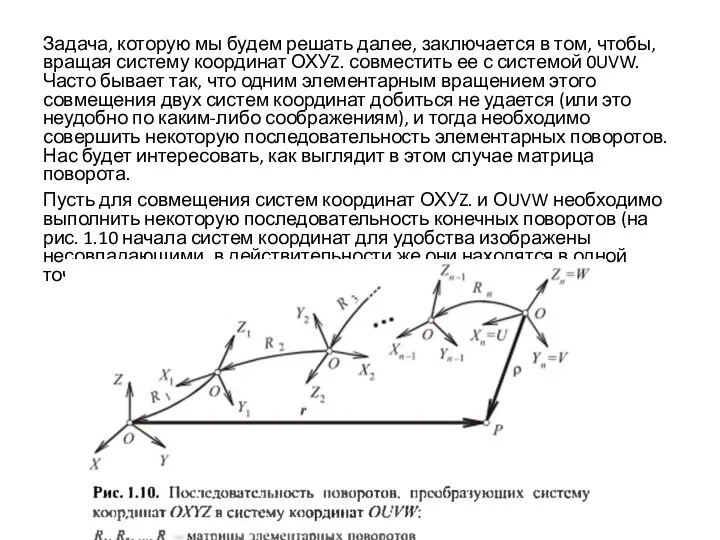
- 175. Задача, которую мы будем решать далее, заключается в том, чтобы, вращая систему координат ОХУZ. совместить ее
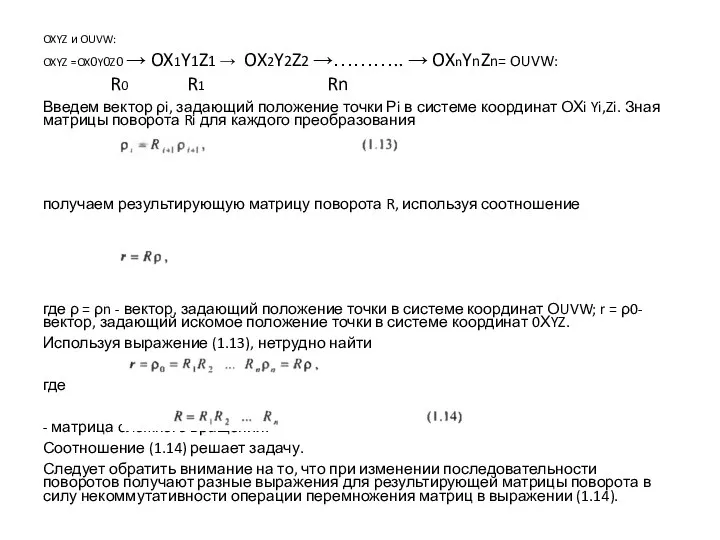
- 176. OXYZ и OUVW: OXYZ =OX0Y0Z0 → OX1Y1Z1 → OX2Y2Z2 →……….. → OXnYnZn= OUVW: R0 R1 Rn
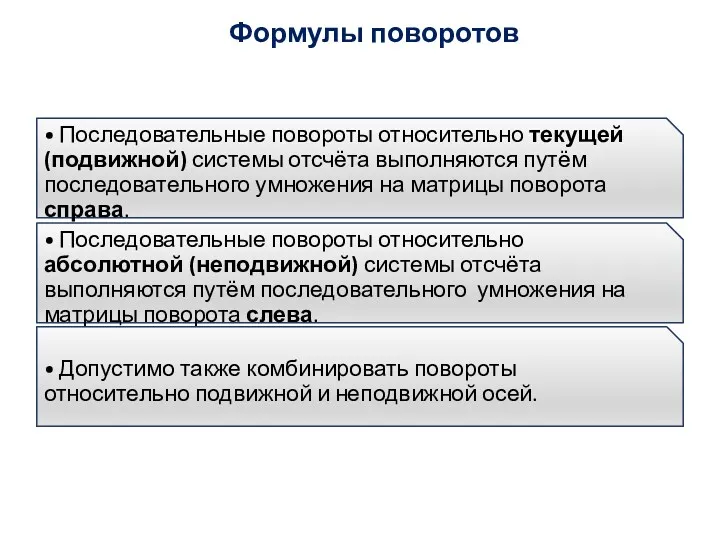
- 177. Формулы поворотов
- 178. Сложное вращение В случае, если несколько вращений выполняются последовательно, можно описать весь процесс вращения произведением матриц
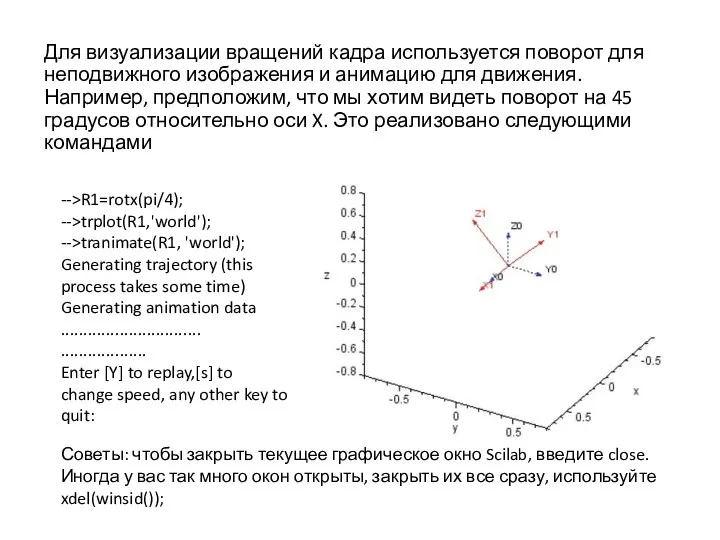
- 179. Для визуализации вращений кадра используется поворот для неподвижного изображения и анимацию для движения. Например, предположим, что
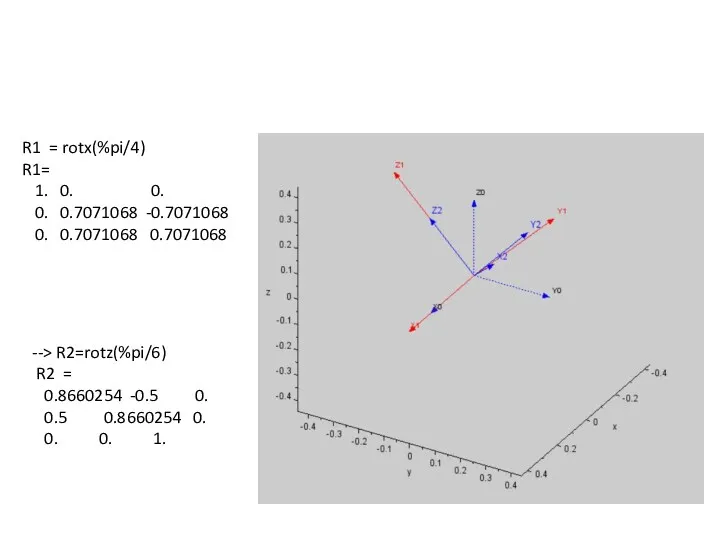
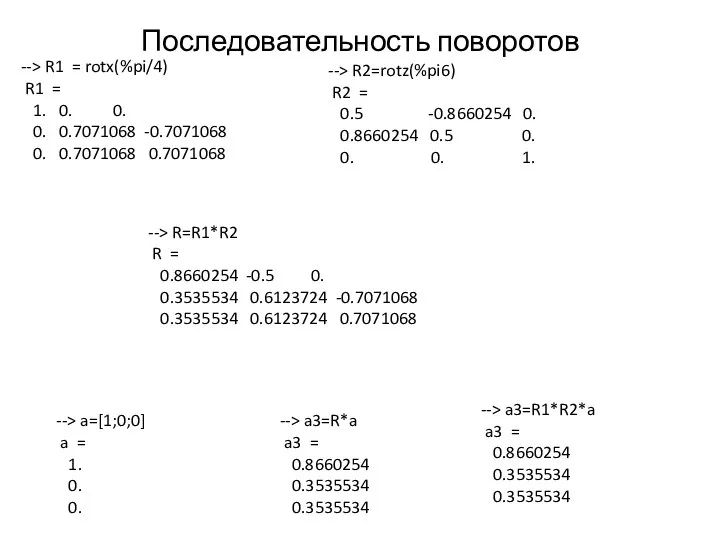
- 180. R1 = rotx(%pi/4) R1= 1. 0. 0. 0. 0.7071068 -0.7071068 0. 0.7071068 0.7071068 --> R2=rotz(%pi/6) R2
- 181. Последовательность поворотов --> R=R1*R2 R = 0.8660254 -0.5 0. 0.3535534 0.6123724 -0.7071068 0.3535534 0.6123724 0.7071068 -->
- 182. По ГОСТУ РФ для ЛА. Последовательность поворотов ψ (рыскание, ось OY0),θ (тангаж, ось ОZa), γ(крен, ось
- 183. Результирующая матрица поворотов в последовательности OZ0 (φ), OY (ϴ ), OX(ψ)
- 184. Повороты относительно z, y, x 1 0 0 Rxψ= 0 cosψ -sinψ 0 sinψ cosψ cosϴ
- 185. Матрицы поворота и функции SCILAB Матрицы поворота относительно осей x,y,z Визуализация и анимация поворота на 45
- 186. 1-й поворот относительно Y 1-> R1=roty(pi/4) R1 = 0.7071068 0. 0.7071068 0. 1. 0. -0.7071068 0.
- 187. 2-й поворот относительно Z Ya Xb Xa --> R2=rotz(pi/6) R2 = 0.8660254 -0.5 0. 0.5 0.8660254
- 188. 3-й поворот относительно X --> R3=rotx(pi/6) R3 = 1. 0. 0. 0. 0.8660254 -0.5 0. 0.5
- 189. Пример.3 последовательных поворота на 90° (Z,X,Y)
- 190. Расчет 3-х последовательных поворотов (Z,X,Y) через функции RTSX --> R1=rotz(%pi/2) R1 = 0. -1. 0. 1.
- 191. Типовые вращения. Углы Эйлера Существуют различные способы совмещения произвольным образом расположенных систем координат ОХYZ и ОUVW.
- 192. Представления для вращения в последовательности Z0 Ya Zb Число степеней свободы вращения объекта в пространстве не
- 193. Тогда результирующую матрицу поворота запишем в виде
- 194. Проверка. Повороты на 90 --> FI=%pi/2 FI = 1.5707963 --> TET=%pi/2 TET = 1.5707963 --> PSI=-%pi/2
- 195. -->R = rotz(0.3)*roty(0.4)*rotz(0.5) R = 0.6305253 - 0.6812010 0.3720256 0.6968838 0.7078908 0.1150810 - 0.3417467 0.1866971 0.9210610
- 196. ОДНОРОДНЫЕ ПРЕОБРАЗОВАНИЯ
- 197. Однородное преобразование Для вычисления кинематики робота необходимо математически описать отношение некоторого положения и угла объекта, скажем,
- 198. КИНЕМАТИКА ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ СИСТЕМЫ КООРДИНАТ Рассмотрим случай, когда система Pi xyz движется поступательно
- 199. КИНЕМАТИКА ПРОИЗВОЛЬНОГО ДВИЖЕНИЯ ТВЕРДОГО ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ СИСТЕМЫ КООРДИНАТ По формуле можно вычислить координаты любой точки
- 200. Однородное преобразование для звеньев манипулятора До сих пор мы обсуждали только вращение между двумя системами координат
- 201. Сложные преобразования
- 202. Преобразование системы координат ОХYZ в ОUVW путем последовательных переносов и вращений где R — суммарная матрица
- 203. Однородные координаты и векторы В робототехнике широко используют аппарат однородных преобразований для описания вращений и переносов,
- 204. Если в представлении, использующем однородные координаты, выбрать λ = 1, то координаты (а, b, с) соответствуют
- 205. Основные операции, осуществляемые над однородными векторами. Сложение Умножение на скаляр Скалярное произведение
- 206. Векторное произведение Длина однородного вектора
- 207. Однородные преобразования Однородными преобразованиями называют преобразования однородного вектора, осуществляющие его поворот, перенос, масштабирование, перспективное проектирование. Пусть
- 208. Действия при однородных преобразованиях Сдвиг. Пусть однородная матрица имеет вид Тогда Это соответствует сдвигу на p
- 209. Поворот. Пусть однородная матрица имеет вид Тогда Следовательно, преобразование обеспечивает операцию поворота: Перспективное (центральное) проектирование. Пусть
- 210. Итак, однородное преобразование, определяемое матрицей изменяет вектор г следующим образом: (1.36) Соотношение (1.36) задает преобразование центрального
- 212. Множество однородных преобразований Пусть заданы абсолютная 01ХУZ и подвижная О2UVW системы координат (рис. 1.14). Будем считать,
- 213. Рассмотрим сложные однородные преобразования. Пусть 00Х0Y0Z0, 01X1Y1Z1, 02X2Y2Z2………0nXnYnZn - произвольно расположенные системы координат, Ai - матрица
- 214. Определение положения и ориентации звеньев манипулятора Любое звено манипулятора является твердым телом, имеющим в свободном движении
- 215. Их взаимное расположение можно задать матрицей Однородных преобразований. Такое представление будем использовать для задания положении звеньев.
- 216. задает положение и ориентацию системы координат ОiXiYiZi относительно абсолютной системы координат О0Х0У0Z0, значит, эта матрица определяет
- 218. Поворот и перемещение между двумя с.к. упакованы в матрицу 4x4, однородную, имеющую следующую форму. где R
- 219. Основные однородные преобразования состоят из следующих
- 220. Однородные преобразования OА OB RFА RFB P . . . ApAB Ap Bp радиус-вектор точки в
- 221. Однородные матрицы в 3D Матрица однородного преобразования – это 4x4 матрица, одновременно описывающая перенос и поворот
- 222. Базовые матрицы трансформации
- 223. Свойства матриц однородных преобразований Примечание: не коммутативна!
- 224. Дополнительный комментарий всегда равен 1 в робототехнике в робототехнике они равны нулю коэффициент масштабирования коэффициенты деформации
- 225. Обратная матрица однородного преобразования
- 226. Определение целевого положения робота BTE(q) = WTB-1 WTT ETT-1 WTT = WTB BTE ETT определение задачи
- 227. Линейное перемещение --> T1=transl([1,0,0]) T1 = 1. 0. 0. 1. 0. 1. 0. 0. 0. 0.
- 228. --> T=transl([-1,1,0.5])*trotx(45,'deg') T = 1. 0. 0. -1. 0. 0.7071068 -0.7071068 1. 0. 0.7071068 0.7071068 0.5
- 229. Метод Денавита-Хартенберга ∙ Шаг 1. Привязка систем координат к звеньям. ∙ Шаг 2. Определение параметров Денавита-Хартенберга.
- 230. Очевидно, что каждое ?-ое сочленение манипулятора соединяет два звена ? − 1 и ?. Таким образом,
- 231. Выберем ось ?? так, чтобы она совпала с осью вращения или поступательного движения последующего сочленения ?
- 232. Выберем ось ?? так, чтобы система координат, заданные единичными векторами ⃗?? , ⃗?? , ⃗?? была
- 233. Параметры Денавита-Хартенберга Параметры ?? и ?? определяются вокруг текущих осей ??, а параметры ?? и ??
- 234. имеется только один ненулевой параметр ?2, соответствующий длине второго звена. Ненулевые углы ?1, ?3, ?4, ?5.
- 235. Линейные смещения ?1, ?4 и ?6 постоянные, поскольку все сочленения манипулятора являются вращательными. . Углы ?1–?6,
- 236. Параметры Денавита-Хартенберга 6-звенного манипулятора
- 237. Правило построения преобразования Д-Х
- 239. Формирование систем координат звеньев для манипулятора Пума
- 240. Формирование систем координат звеньев для станфордского манипулятора
- 241. Прямая задача кинематики (ПЗК) При решении ПЗК рассматриваются две системы координат: исходная (базовая, инерциальная), связанная с
- 242. Как видно из определения , матрица имеет размерность (4 × 4), ввиду чего возникает необходимость расширить
- 243. Уравнения преобразования Кинематическое исследование робота, как правило, включает в себя серию преобразований координат от ее основания
- 244. В этом случае неизвестное преобразование может быть вычислено как функция от других известных однородных матриц. Верхний
- 245. На рис. к основанию манипулятора робота, углу стола, заготовке и камере прикреплены системы координат с положением
- 246. Из заданных положений и ориентаций с.к. находим матрицы преобразований. Поскольку {0}, {1}, {2} имеют одинаковую ориентацию,
- 247. поэтому -->T30=transl([-0.5,1.5,3])*trotx(pi)*trotz(-pi/2) T30 = 0. 1. 0. -0.5 1. 0. 0. 1.5 0. 0. -1. 3.
- 248. Мы можем использовать аналогичный метод для вычисления других нетривиальных преобразований, таких как В качестве альтернативы существует
- 249. Цепная конструкция в структуре данных F всегда начинается с базовой с.к. вверх. Аргументы к команде Frame:
- 250. Наблюдайте по сообщениям, как SerialFrame пытается вычислить и заполнить недостающее преобразование в цепочке с использованием заданных
- 251. -->T32 = PlotResolveFrame(fc1,T30); Reading frame data and computing missing information Processing Upwards ... 1 -- {1}
- 252. Результат поиска матриц перехода из {2} в {3} и обратно.
- 253. Пример для 2-звенного манипулятора
- 254. Получение матрицы перехода
- 255. Модель робота Построим модель робота с использованием преобразования DH с помощью легко с помощью команд RTSX
- 256. Сборка робота
- 257. SerialLink RTSX Category: Kinematics Robot Model Creation and Graphics SerialLink() функция сборки робота из структуры,
- 258. Конфигурация робота ================= Robot Information ===================== Robot name: 2-link robot Manufacturer: N/A Number of joints: 2
- 259. Визуализация Мы можем визуализировать модель робота twolink с помощью команд PlotRobot и PlotRobotFrame, которые рисуют символическую
- 260. Задача прямой кинематики Решение задачи прямой кинематики рабочего органа осуществляется командой fkine. Желаемая конфигурация выбирается путем
- 261. Пример робота с цилиндрической схемой
- 262. Матрицы переходов -->L(1)=Link([0 1 0 0]);// Полагаем d1=1 -->L(2)=Link([0 1 0 -pi/2],'p'); // 'p' -призматическое сочленение
- 263. Визуализация -->PlotRobot(cylind_robot,[0,1,0.5]); // Анимация -->q1=pi*(0:0.01:1)'; -->q2=(0:0.01:1)'; -->q3=(0:0.02:2)'; -->AnimateRobot(cylind_robot,[q1,q2,q3]) Для решения задачи прямой кинематики используется fkine. В
- 264. Команда Robot2AT. --> [A,T]=Robot2AT(cylind_robot,[pi/4, 0.5, 0.8]) T = 0.7071068 0. -0.7071068 -0.5656854 0.7071068 0. 0.7071068 0.5656854
- 265. Robot2AT From a robot model, compute homogeneous transformation matrices from each frame to base. Appendix –
- 266. Задача обратной кинематики
- 267. Другой вопрос, который еще больше усложняет проблему обратной кинематики некоторых роботов, - это возможность найти решение
- 268. Аналитическое решение ЗПК здесь, мы имеем две системы отсчёта — первая, связанная с точкой крепления плеча
- 269. Аналитическое решение ЗОК Проведём прямую B, соединяющую начало координат O с заданной точкой (x, y). B^2
- 270. ЗОК при другом расположении локтя формулы для Q1 и Q2 не изменятся, но изменятся знаки углов:
- 271. Модель PUMA560 используется исключительно в этой части из-за существования аналитического решения. Создадим модель p560 из mdl_puma560.sce
- 272. Происходит то, что q_n и q_i являются переменными так называемой «левой» и «правой» конфигураций робота PUMA560
- 273. Существует восемь возможностей для PUMA560, которые могут возникнуть в результате комбинации следующих опций: 'l','r' left or
- 274. --> q_i=IKine6s(p560,T) q_i = 2.6485612 -3.9269908 0.0939558 2.5325594 0.9743496 0.3733996 --> q_i=IKine6s(p560,T,'ru') q_i = 0. 0.7853982
- 275. Нет решения ОК Не существует решения обратной кинематики, когда заданные координаты инструмента выбраны за пределами рабочего
- 276. Для некоторых роботов, для которых не существует решения обратной кинематики в аналитической форме, RTSX команда IKine
- 278. Скачать презентацию
Литература
Булгаков, А.Г. Промышленные роботы. Кинематика, динамика, контроль и управление [Электронный ресурс]
Литература
Булгаков, А.Г. Промышленные роботы. Кинематика, динамика, контроль и управление [Электронный ресурс]
Дополнительные электронные материалы
Промышленная робототехника. Лекция Ивана Ермолова. https://www.youtube.com/watch?v=JaxsWdtDxVQ&t=5782s
Геометрические параметры манипулятора робота.
Дополнительные электронные материалы
Промышленная робототехника. Лекция Ивана Ермолова. https://www.youtube.com/watch?v=JaxsWdtDxVQ&t=5782s
Геометрические параметры манипулятора робота.
Происхождение слова «робот»
R.U.R. – Россумские универсальные роботы R.U.R. (с чешского: Rosumovi
Происхождение слова «робот»
R.U.R. – Россумские универсальные роботы R.U.R. (с чешского: Rosumovi
Законы робототехники
Законы робототехники были сформулированы еще Айзеком Азимовым
в его сборнике фантастических
Законы робототехники
Законы робототехники были сформулированы еще Айзеком Азимовым
в его сборнике фантастических
1. Робот не может причинить вред человеку или своим бездействием допустить,
1. Робот не может причинить вред человеку или своим бездействием допустить,

Первый промышленный робот
Первый промышленный робот, который позднее был назван «Unimate», появился
Первый промышленный робот
Первый промышленный робот, который позднее был назван «Unimate», появился
Три основные категории задач ПР
– манипуляции заготовками и изделиями;
– обработка их
Три основные категории задач ПР
– манипуляции заготовками и изделиями;
– обработка их
Роботы со сменным инструментом
Роботы для точечной сварки
Роботы для контурной сварки
Роботы для
Роботы со сменным инструментом
Роботы для точечной сварки
Роботы для контурной сварки
Роботы для
К роботам для манипулирования заготовками относятся
Роботы для манипулирования заготовками под стационарными
К роботам для манипулирования заготовками относятся
Роботы для манипулирования заготовками под стационарными
Монтаж:
Роботы, применяемые в автомобилестроении для монтажа колес, раздвижных крыш и оконных
Монтаж:
Роботы, применяемые в автомобилестроении для монтажа колес, раздвижных крыш и оконных
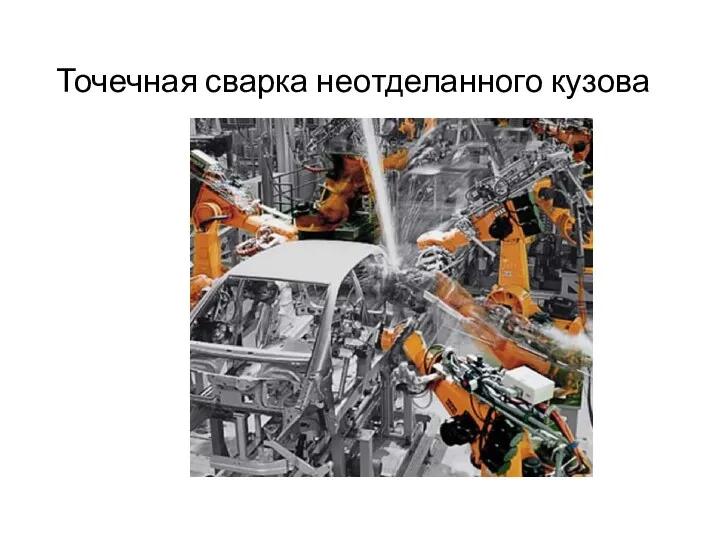
Точечная сварка неотделанного кузова
Точечная сварка неотделанного кузова
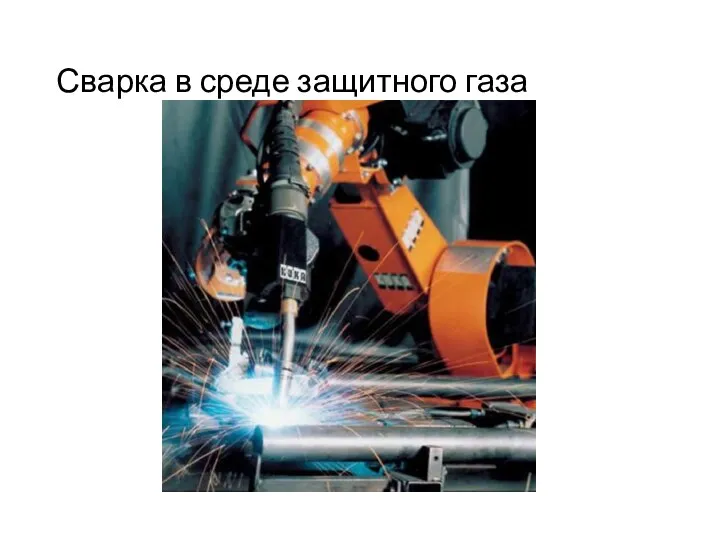
Сварка в среде защитного газа
Сварка в среде защитного газа

Манипулирование пивными бочками
Манипулирование пивными бочками
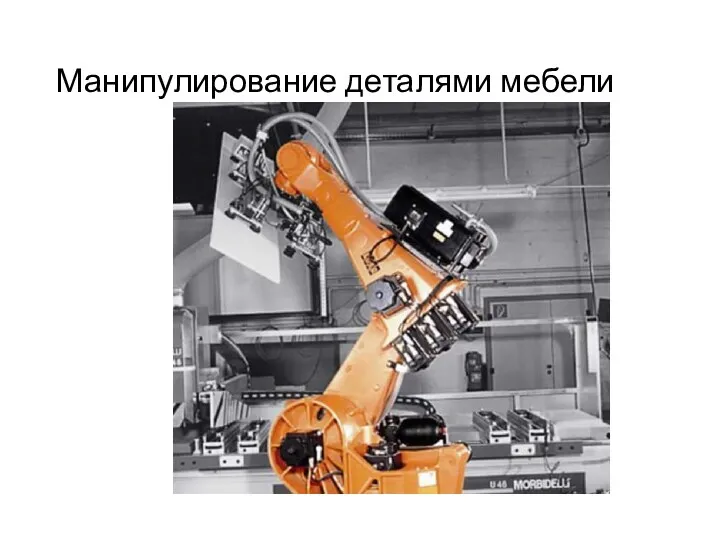
Манипулирование деталями мебели
Манипулирование деталями мебели

Манипулирование листовыми деталями – гибка листов
Манипулирование листовыми деталями – гибка листов
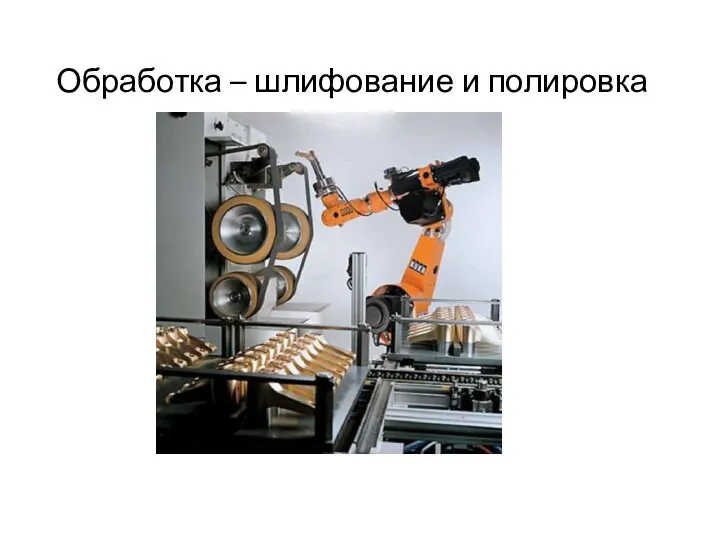
Обработка – шлифование и полировка
Обработка – шлифование и полировка
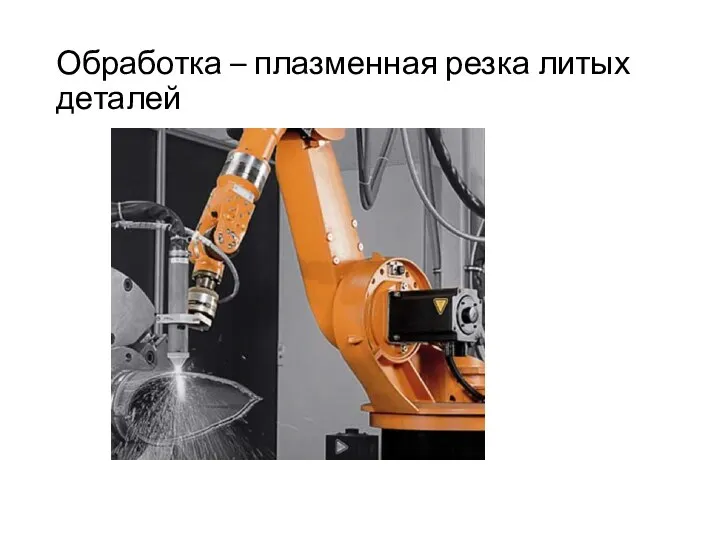
Обработка – плазменная резка литых деталей
Обработка – плазменная резка литых деталей

Компоненты робототехнической ячейки
1 Робот
2 Системы управления
3Инструмент/устройство смены инструментов
4 Система подачи энергии
5
Компоненты робототехнической ячейки
1 Робот
2 Системы управления
3Инструмент/устройство смены инструментов
4 Система подачи энергии
5
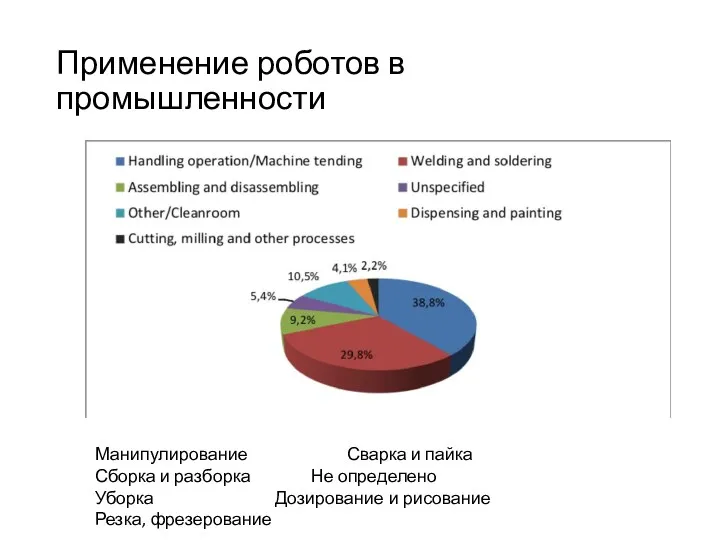
Применение роботов в промышленности
Манипулирование Сварка и пайка
Сборка и разборка Не определено
Уборка Дозирование и рисование
Резка,
Применение роботов в промышленности
Манипулирование Сварка и пайка
Сборка и разборка Не определено
Уборка Дозирование и рисование
Резка,
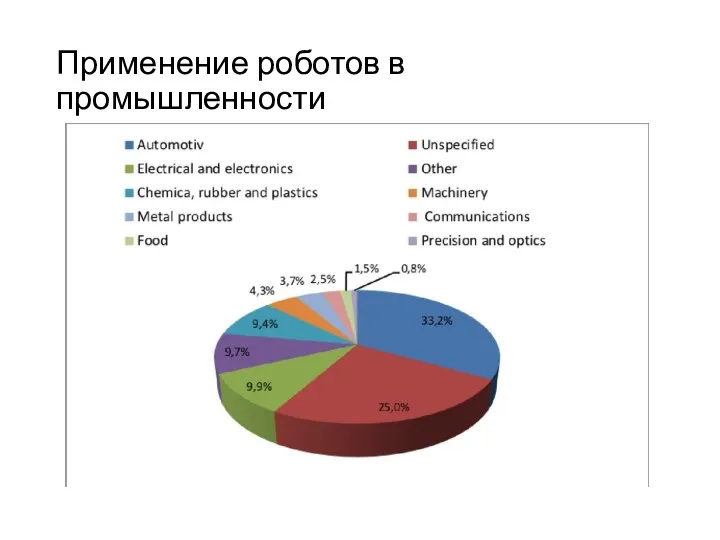
Применение роботов в
промышленности
Применение роботов в
промышленности
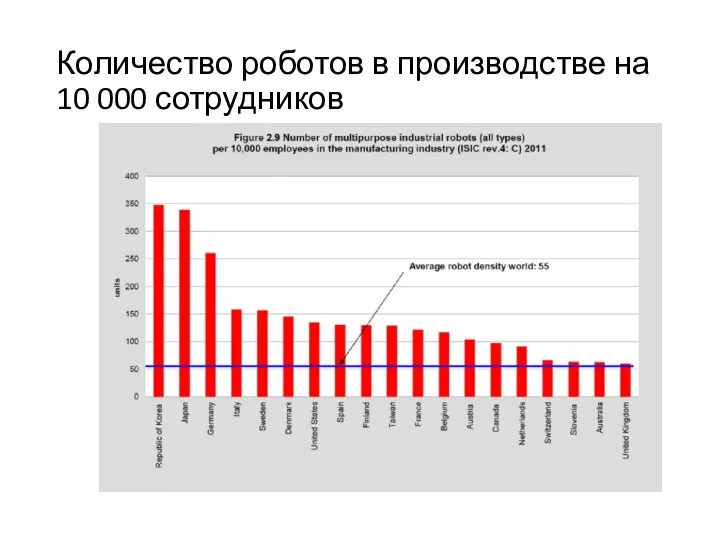
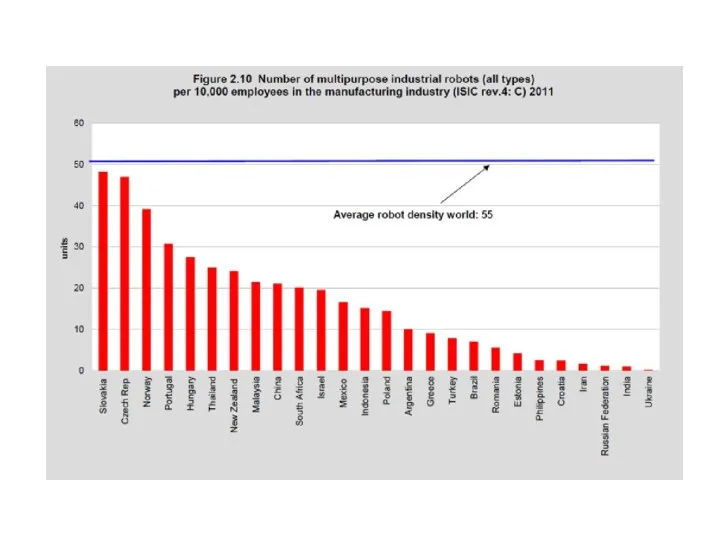
Количество роботов в производстве на 10 000 сотрудников
Количество роботов в производстве на 10 000 сотрудников
Критерии для выбора робота
Нагрузки
Нагрузка: нагрузка – это совокупность массы, момента инерции,
Критерии для выбора робота
Нагрузки
Нагрузка: нагрузка – это совокупность массы, момента инерции,
Применение
Изготовитель определяет главный тип(-ы) эксплуатации, предусмотренный для робота.
Примеры типичных случаев применения:
Манипулирование
Монтаж
Точечная
Применение
Изготовитель определяет главный тип(-ы) эксплуатации, предусмотренный для робота.
Примеры типичных случаев применения:
Манипулирование
Монтаж
Точечная
Нормальные условия (окружающей среды)
Производитель указывает предельные значения окружающей среды, при которых
Нормальные условия (окружающей среды)
Производитель указывает предельные значения окружающей среды, при которых
Стабильность повторяемости и абсолютная точность
В робототехнике к точностным характеристикам относят:
1) пространственное
Стабильность повторяемости и абсолютная точность
В робототехнике к точностным характеристикам относят:
1) пространственное
Пространственное разрешение
Пространственное разрешение – наименьшее приращение положения конечной точки запястья,
Пространственное разрешение
Пространственное разрешение – наименьшее приращение положения конечной точки запястья,
Точность позиционирования
Точность позиционирования - характеризует способность робота помещать конечную точку
Точность позиционирования
Точность позиционирования - характеризует способность робота помещать конечную точку
Повторяемость движений
Повторяемость движений – способность робота переводить конечную точку запястья
Повторяемость движений
Повторяемость движений – способность робота переводить конечную точку запястья
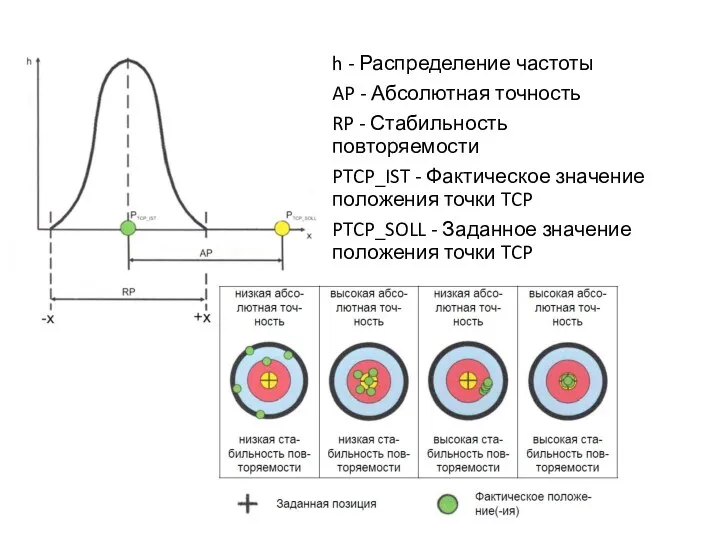
h - Распределение частоты
AP - Абсолютная точность
RP - Стабильность повторяемости
PTCP_IST -
h - Распределение частоты
AP - Абсолютная точность
RP - Стабильность повторяемости
PTCP_IST -
Скорость робота
для достижения продолжительности такта операций необходимо наличие значений максимальной скорости
Скорость робота
для достижения продолжительности такта операций необходимо наличие значений максимальной скорости
Безопасность
Робототехническая система должна соответствовать действующему на данный момент стандарту (DIN EN
Безопасность
Робототехническая система должна соответствовать действующему на данный момент стандарту (DIN EN
Предохранительные устройства
При эксплуатации промышленных роботов неизбежно происходит контакт между человеком и
Предохранительные устройства
При эксплуатации промышленных роботов неизбежно происходит контакт между человеком и
ТЕРМИНОЛОГИЯ ПРОМЫШЛЕННОЙ РОБОТОТЕХНИКИ
Промышленный робот – автоматическая машина, состоящая из манипулятора и
ТЕРМИНОЛОГИЯ ПРОМЫШЛЕННОЙ РОБОТОТЕХНИКИ
Промышленный робот – автоматическая машина, состоящая из манипулятора и
Робототехническая (роботизированная) система (РТС) — автоматическая техническая система, обладающая основными свойствами,
Робототехническая (роботизированная) система (РТС) — автоматическая техническая система, обладающая основными свойствами,
Двигательная система включает в себя: исполнительные механизмы
(манипуляторы, педипуляторы, колесные или гусеничные
Двигательная система включает в себя: исполнительные механизмы
(манипуляторы, педипуляторы, колесные или гусеничные
Мехатроника и робототехника
Мехатроника изучает новый методологический подход к созданию модулей
Мехатроника и робототехника
Мехатроника изучает новый методологический подход к созданию модулей
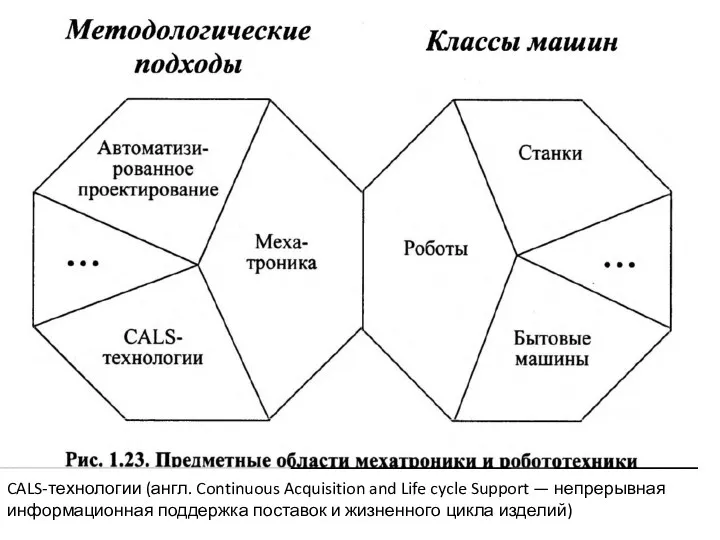
CALS-технологии (англ. Continuous Acquisition and Life cycle Support — непрерывная информационная
CALS-технологии (англ. Continuous Acquisition and Life cycle Support — непрерывная информационная
Определение
Мехатроника - это область науки и техники, основанная на синергетическом объединении
Определение
Мехатроника - это область науки и техники, основанная на синергетическом объединении

Блок-схема промышленного робота
Блок-схема промышленного робота
Механическую систему выполняют, как правило, в виде манипулятора, имеющего несколько степеней
Механическую систему выполняют, как правило, в виде манипулятора, имеющего несколько степеней
Манипуляторы
Манипулятор (М) — устройство для выполнения двигательных функций, аналогичных функциям руки
Манипуляторы
Манипулятор (М) — устройство для выполнения двигательных функций, аналогичных функциям руки
В зависимости от типа задающего органа биотехнические манипуляторы могут быть
Копирующий
Командный
Полуавтоматический
Автоматический
В зависимости от типа задающего органа биотехнические манипуляторы могут быть
Копирующий
Командный
Полуавтоматический
Автоматический
Структура манипулятора (М)
задающий орган — функциональная часть М, предназначенная для создания
Структура манипулятора (М)
задающий орган — функциональная часть М, предназначенная для создания
ПР классифицируются
по областям применения – промышленные, сельскохозяйственные, транспортные, строительные, бытовые и
ПР классифицируются
по областям применения – промышленные, сельскохозяйственные, транспортные, строительные, бытовые и
Деление роботов на поколения
Роботы первого поколения (программные роботы)
Роботы второго поколения (очувствленные
Деление роботов на поколения
Роботы первого поколения (программные роботы)
Роботы второго поколения (очувствленные
ГОСТР 60.0.0.4—2019/ИСО 8373:2012 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ
УСТРОЙСТВА
Термины и определения
ГОСТР 60.0.0.4—2019/ИСО 8373:2012 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ
УСТРОЙСТВА
Термины и определения
Промышленный робот (industrial robot): Автоматически управляемый, перепрограммируемый , реконфигурируемый манипулятор, программируемый
Промышленный робот (industrial robot): Автоматически управляемый, перепрограммируемый , реконфигурируемый манипулятор, программируемый
Робототехническое устройство (robotic device):
Исполнительный механизм, обладающий характеристиками промышленного робота или
Робототехническое устройство (robotic device):
Исполнительный механизм, обладающий характеристиками промышленного робота или
степень подвижности (axis): Управляемая координата, используемая для определения вращательного или поступательного
степень подвижности (axis): Управляемая координата, используемая для определения вращательного или поступательного
манипулятор (manipulator): Машина, механизм которой обычно состоит из последовательности сегментов, перемещающихся
манипулятор (manipulator): Машина, механизм которой обычно состоит из последовательности сегментов, перемещающихся
сервисный робот (service robot): Робот, который выполняет задания, полезные для человека
сервисный робот (service robot): Робот, который выполняет задания, полезные для человека
ГОСТР 60.6 .0.1-2021 Роботы и робототехнические устройства
СЕРВИСНЫЕ МОБИЛЬНЫЕ РОБОТЫ
Уровни автономности.
Термины и
ГОСТР 60.6 .0.1-2021 Роботы и робототехнические устройства СЕРВИСНЫЕ МОБИЛЬНЫЕ РОБОТЫ Уровни автономности. Термины и
8 внешняя среда: Окружение мобильного робота, включая внешние условия, состояния и
8 внешняя среда: Окружение мобильного робота, включая внешние условия, состояния и
ГОСТР 60.0.0.2—2016 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ УСТРОЙСТВА Классификация промышленных роботов
- промышленные манипуляционные роботы,
ГОСТР 60.0.0.2—2016 РОБОТЫ И РОБОТОТЕХНИЧЕСКИЕ УСТРОЙСТВА Классификация промышленных роботов
- промышленные манипуляционные роботы,
Промышленные манипуляционные роботы классифицируют по следующим признакам
- специализация;
- грузоподъемность;
- способ управления;
- способ программирования;
- тип привода;
- возможность передвижения;
- выполняемая
Промышленные манипуляционные роботы классифицируют по следующим признакам
- специализация;
- грузоподъемность;
- способ управления;
- способ программирования;
- тип привода;
- возможность передвижения;
- выполняемая
По специализации
- специальные;
- специализированные;
- универсальные.
По специализации
- специальные;
- специализированные;
- универсальные.
По выполняемой технологической операции
- универсальные роботы — роботы, осуществляющие разные технологические
По выполняемой технологической операции
- универсальные роботы — роботы, осуществляющие разные технологические
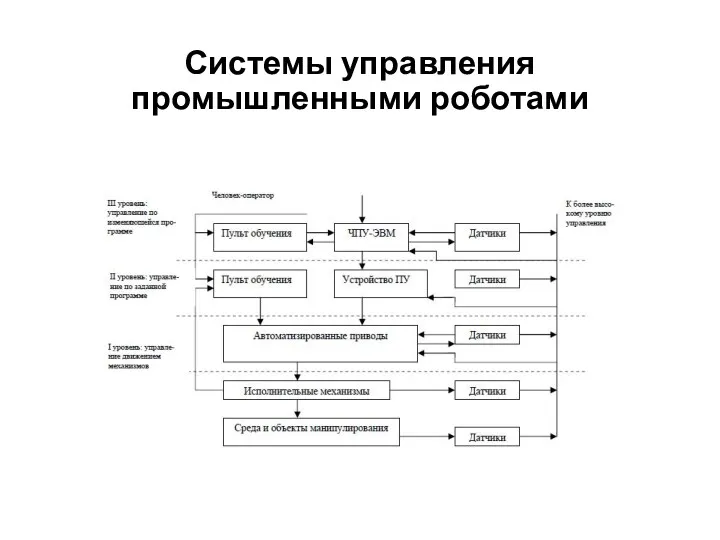
Системы управления промышленными роботами
Системы управления промышленными роботами
По способу управления
– программные, в которых управление осуществляется по заранее
По способу управления
– программные, в которых управление осуществляется по заранее
Многоуровневая структура
Первый (низший) уровень включает устройства управления движениями отдельных звеньев: манипулятора
Многоуровневая структура
Первый (низший) уровень включает устройства управления движениями отдельных звеньев: манипулятора
На втором уровне системы формируются сигналы управления всеми приводами и устройствами
На втором уровне системы формируются сигналы управления всеми приводами и устройствами
На третьем уровне решаются укрупненные задачи управления при обслуживании станка. Для
На третьем уровне решаются укрупненные задачи управления при обслуживании станка. Для
Режимы управления ПР
Автоматический
Полуавтоматический (повышенной надежности)
Алгоритмы полуавтоматического режима
скоростной
силовой
позиционный
Режимы управления ПР
Автоматический
Полуавтоматический (повышенной надежности)
Алгоритмы полуавтоматического режима
скоростной
силовой
позиционный
Классификация систем програм-
много управления ПР
способ отработки программы
цикловое,
позиционное,
контурное,
комбинированное
метод программирования
непосредственное
Классификация систем програм-
много управления ПР
способ отработки программы
цикловое,
позиционное,
контурное,
комбинированное
метод программирования
непосредственное
Способы управления
роботы с ручным управлением — копирующие манипуляторы
роботы с программным
Способы управления
роботы с ручным управлением — копирующие манипуляторы
роботы с программным
По способу формирования траектории движения
- роботы с цикловым управлением — управляющая
По способу формирования траектории движения
- роботы с цикловым управлением — управляющая
Управление промышленным роботом
Управление промышленным роботом
Задачи управления роботом
1. Планирование положений. Необходимо совместить зоны обслуживания робота с
Задачи управления роботом
1. Планирование положений. Необходимо совместить зоны обслуживания робота с
Задачи управления роботом
Перечисленные задачи могут быть решены с помощью пакета специализированных
Задачи управления роботом
Перечисленные задачи могут быть решены с помощью пакета специализированных

Функциональная схема системы управления роботом
Функциональная схема системы управления роботом
ПРИНЦИПИАЛЬНОЕ УСТРОЙСТВО ПРОМЫШЛЕННОГО РОБОТА
Основным типом манипуляционных устройств для роботов являются механические
ПРИНЦИПИАЛЬНОЕ УСТРОЙСТВО ПРОМЫШЛЕННОГО РОБОТА
Основным типом манипуляционных устройств для роботов являются механические
Уровни управления. Исполнительная система
Манипулятор можно рассматривать как систему управления, образованную приводами,
Уровни управления. Исполнительная система
Манипулятор можно рассматривать как систему управления, образованную приводами,
Система управления манипулятором
Система управления манипулятором, как правило, имеет несколько уровней, каждый
Система управления манипулятором
Система управления манипулятором, как правило, имеет несколько уровней, каждый
Адаптивное управление 1
В системах управления в реальном времени траекторию (в общем
Адаптивное управление 1
В системах управления в реальном времени траекторию (в общем
Адаптивное управление 2
Использование системы технического зрения не всегда достаточно для решения
Адаптивное управление 2
Использование системы технического зрения не всегда достаточно для решения
Интеллектуальные системы реального времени
Решение задач анализа сцены и формирования модели внешнего
Интеллектуальные системы реального времени
Решение задач анализа сцены и формирования модели внешнего
Управление робототехническими
комплексами
В условиях современного производства роботы, как правило, включены в единую
Управление робототехническими
комплексами
В условиях современного производства роботы, как правило, включены в единую
Совокупность дискретных состояний системы и переходов между ними можно представить как
Совокупность дискретных состояний системы и переходов между ними можно представить как
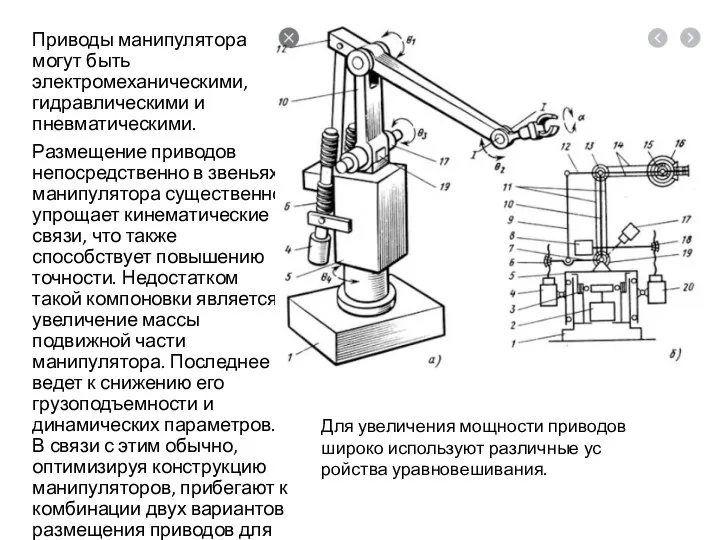
Приводы манипулятора могут быть электромеханическими, гидравлическими и пневматическими.
Размещение приводов непосредственно в
Приводы манипулятора могут быть электромеханическими, гидравлическими и пневматическими.
Размещение приводов непосредственно в
Конструкции узлов и агрегатов ПР
Манипуляционные системы
Манипуляторы представляют собой пространственные механизмы в
Конструкции узлов и агрегатов ПР
Манипуляционные системы
Манипуляторы представляют собой пространственные механизмы в
Манипулятор промышленного робота по своему функциональному назначению должен обеспечивать движение
Манипулятор промышленного робота по своему функциональному назначению должен обеспечивать движение
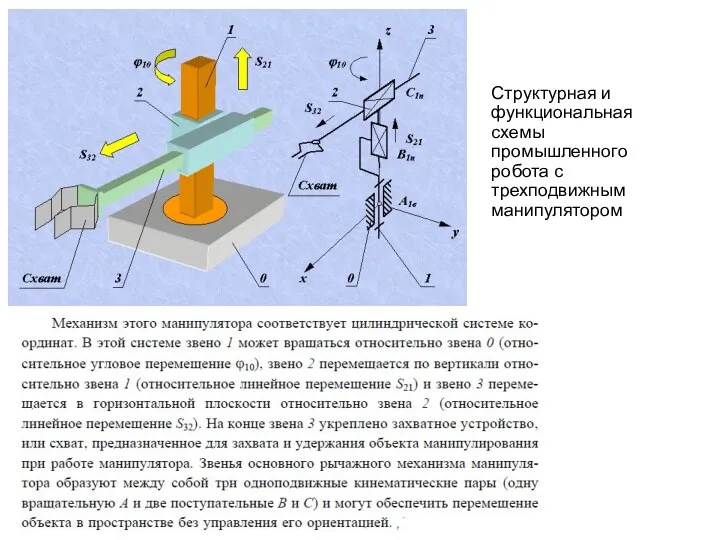
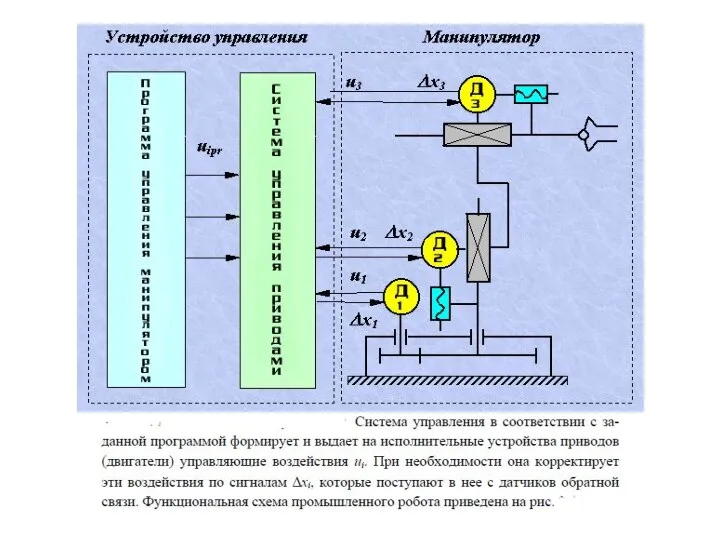
Структурная и функциональная схемы промышленного робота с трехподвижным манипулятором
Структурная и функциональная схемы промышленного робота с трехподвижным манипулятором
Элементы кинематической структуры
исполнительного механизма
Исполнительный механизм (ИМ) — механическая часть ИУ
Элементы кинематической структуры
исполнительного механизма
Исполнительный механизм (ИМ) — механическая часть ИУ
Примеры звеньев
Стойка – звено механизма, принимаемое за неподвижное.
Неподвижность на схемах указывается
Примеры звеньев
Стойка – звено механизма, принимаемое за неподвижное.
Неподвижность на схемах указывается
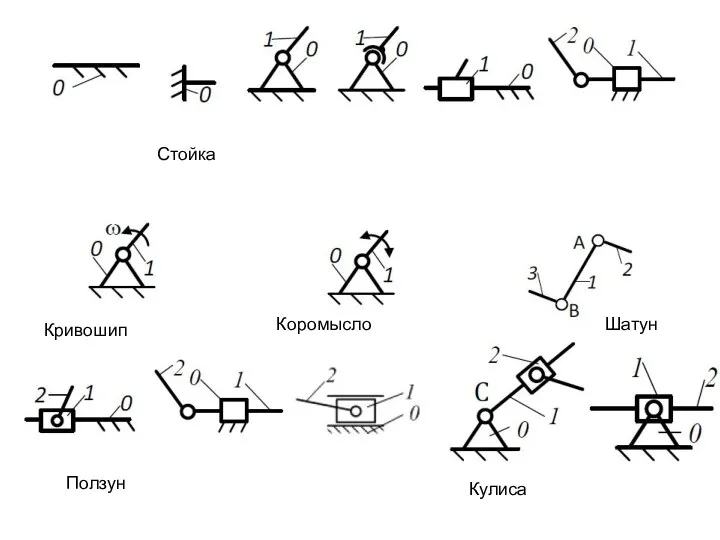
Стойка
Кривошип
Коромысло
Шатун
Ползун
Кулиса
Стойка
Кривошип
Коромысло
Шатун
Ползун
Кулиса
Кинематические пары
Соединение двух соприкасающихся звеньев, допускающих их относительное движение, называют кинематической
Кинематические пары
Соединение двух соприкасающихся звеньев, допускающих их относительное движение, называют кинематической
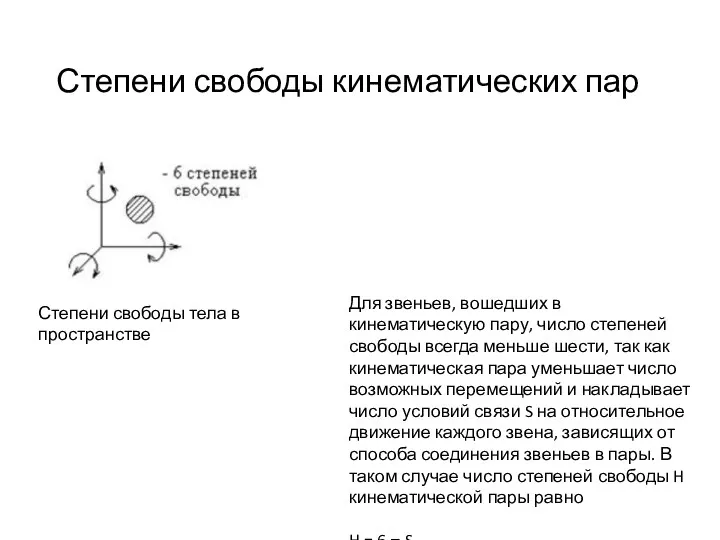
Степени свободы кинематических пар
Степени свободы тела в пространстве
Для звеньев, вошедших в
Степени свободы кинематических пар
Степени свободы тела в пространстве
Для звеньев, вошедших в
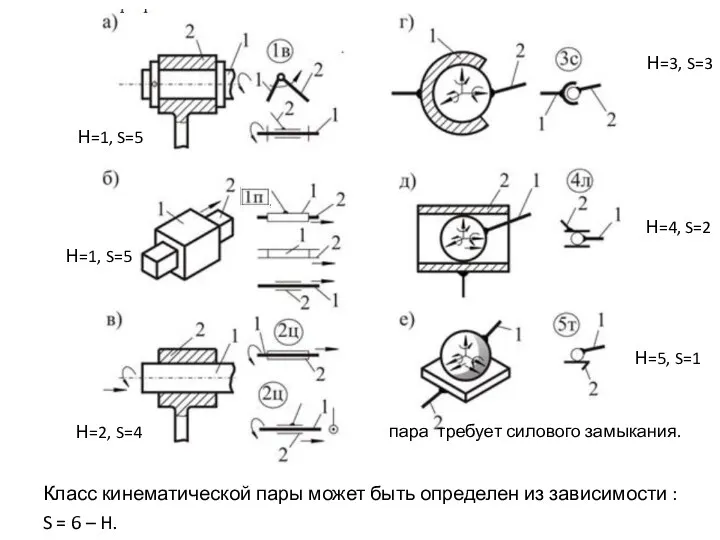
Класс кинематической пары может быть определен из зависимости :
S = 6
Класс кинематической пары может быть определен из зависимости :
S = 6
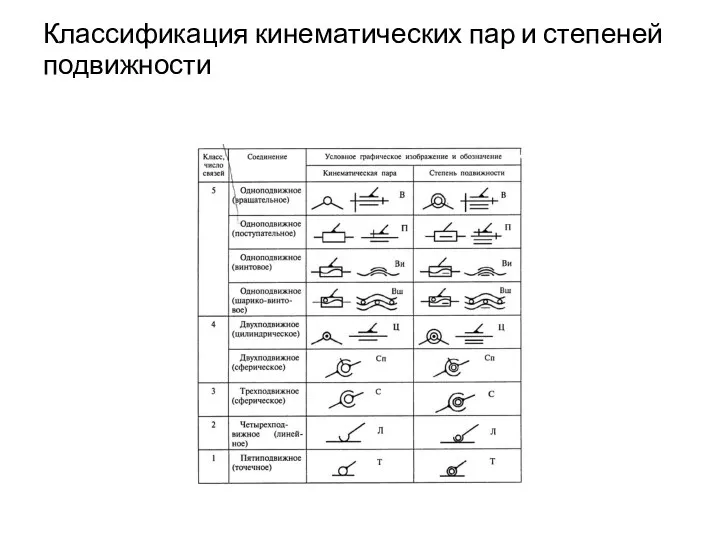
Классификация кинематических пар и степеней подвижности
Классификация кинематических пар и степеней подвижности
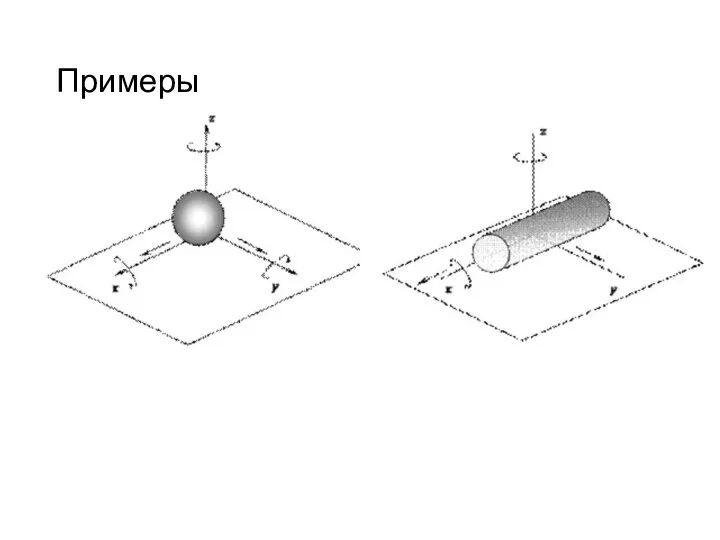
Примеры
Примеры
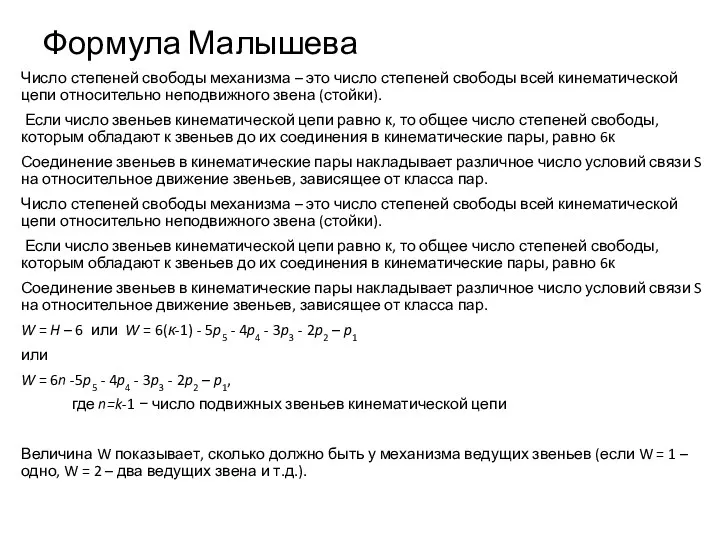
Формула Малышева
Число степеней свободы механизма – это число степеней свободы всей
Формула Малышева
Число степеней свободы механизма – это число степеней свободы всей
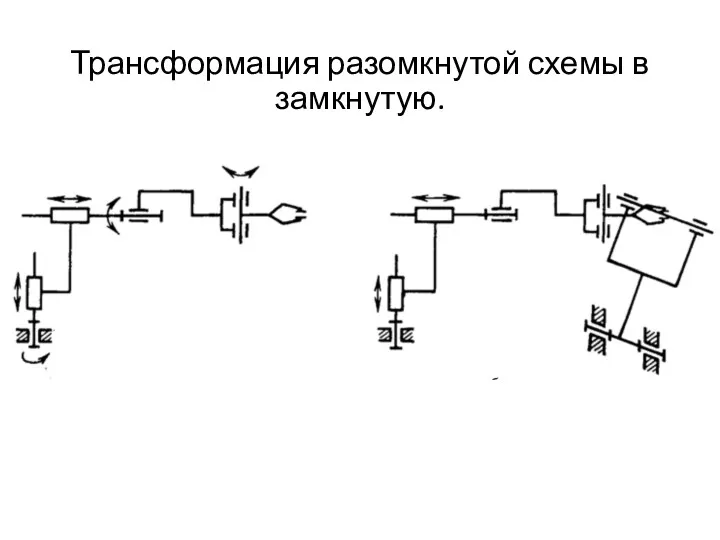
Трансформация разомкнутой схемы в замкнутую.
Трансформация разомкнутой схемы в замкнутую.

Типовые кинематические схемы манипуляторов
а — прямоугольная; 6 — цилиндрическая; в —
Типовые кинематические схемы манипуляторов
а — прямоугольная; 6 — цилиндрическая; в —
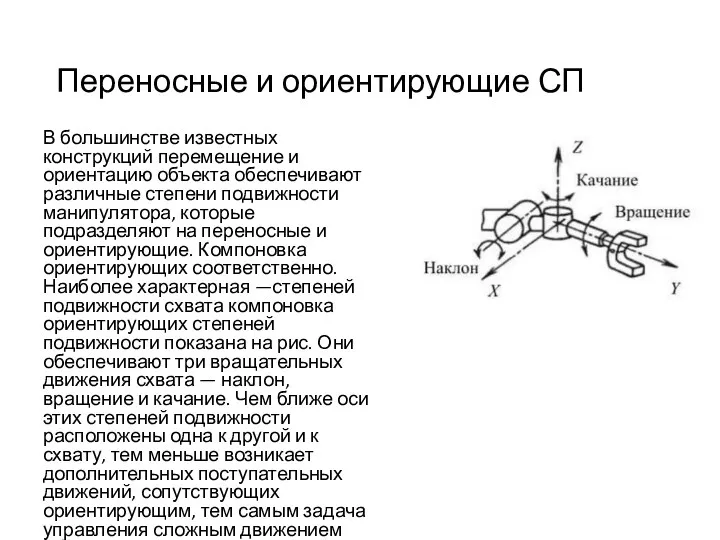
Переносные и ориентирующие СП
В большинстве известных конструкций перемещение и ориентацию объекта
Переносные и ориентирующие СП
В большинстве известных конструкций перемещение и ориентацию объекта
Привод степени подвижности
Движение в каждом сочленении манипулятора обеспечивается с помощью двигателей
Привод степени подвижности
Движение в каждом сочленении манипулятора обеспечивается с помощью двигателей

Роботы для обслуживания оборудования различного технологического назначения
Загрузочно-разгрузочные работы. Заготовки загружают в
Роботы для обслуживания оборудования различного технологического назначения
Загрузочно-разгрузочные работы. Заготовки загружают в

Роботы, выполняющие обработку деталей и заготовок
Сварка. Эта операция чаще всего выполняется
Роботы, выполняющие обработку деталей и заготовок
Сварка. Эта операция чаще всего выполняется
Роботы, применяемые для автоматизации дуговой сварки, представляют собой универсальные перепрограммируемые манипуляторы.
Роботы, применяемые для автоматизации дуговой сварки, представляют собой универсальные перепрограммируемые манипуляторы.

Большинство роботов для точечной сварки применяется в автомобильной промышленности. При сборке
Большинство роботов для точечной сварки применяется в автомобильной промышленности. При сборке
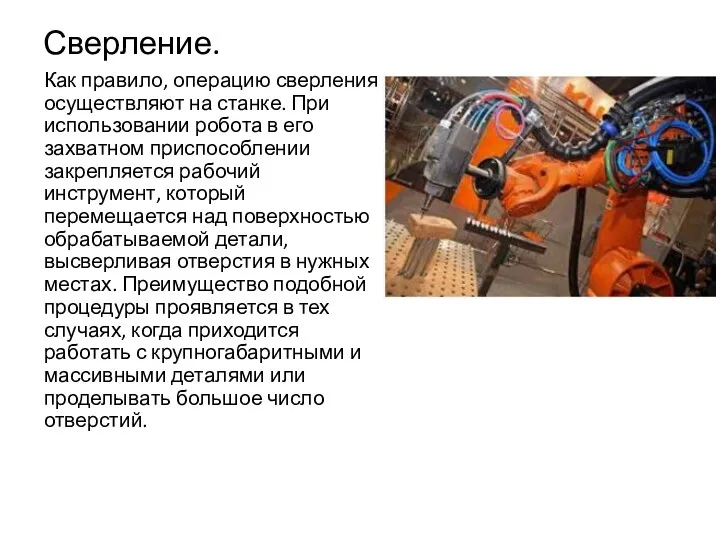
Сверление.
Как правило, операцию сверления осуществляют на станке. При использовании робота
Сверление.
Как правило, операцию сверления осуществляют на станке. При использовании робота
Бесконтактная обработка заготовок.
1. Лазер может с высокой точностью резать пластины из
Бесконтактная обработка заготовок.
1. Лазер может с высокой точностью резать пластины из

Нанесение различных составов на поверхность.
В память робота закладывается программа, обеспечивающая выполнение
Нанесение различных составов на поверхность.
В память робота закладывается программа, обеспечивающая выполнение
Чистовая обработка. Самая «непопулярная» операция в механообработке, которая трудно поддается автоматизации,
Чистовая обработка. Самая «непопулярная» операция в механообработке, которая трудно поддается автоматизации,

Очистка оборудования. Роботы используются также для очистки оборудования от загрязнений различного
Очистка оборудования. Роботы используются также для очистки оборудования от загрязнений различного

Сборка. Большой объем работ на современных предприятиях приходится на сборочные операции,
Сборка. Большой объем работ на современных предприятиях приходится на сборочные операции,

Роботизированный комплекс для обработки изделий.
Компания «Нокиа» разработала для современного производства универсальный
Роботизированный комплекс для обработки изделий.
Компания «Нокиа» разработала для современного производства универсальный

Роботы для контроля технических объектов
После того как изготовлена деталь или смонтировано
Роботы для контроля технических объектов
После того как изготовлена деталь или смонтировано
Роботы для выполнения технологических операций в строительстве и в горных работах
Системы
Роботы для выполнения технологических операций в строительстве и в горных работах
Системы

Бульдозер
Обычный бульдозер D9 от Caterpillar является внушительно большим. Он весит почти
Бульдозер
Обычный бульдозер D9 от Caterpillar является внушительно большим. Он весит почти
Группа японских инженеров-робототехников из университетов Осаки, Кобе, Тохоку и Токийского технологического
Группа японских инженеров-робототехников из университетов Осаки, Кобе, Тохоку и Токийского технологического
Приводы манипуляторов
силовые двигатели,
передаточные механизмы к исполнительным звеньям,
усилительно-преобразовательные устройства,
датчики перемещений
Приводы манипуляторов
силовые двигатели,
передаточные механизмы к исполнительным звеньям,
усилительно-преобразовательные устройства,
датчики перемещений
Сервопривод
Само слово «сервопривод» можно перевести как «следящий привод». То есть это
Сервопривод
Само слово «сервопривод» можно перевести как «следящий привод». То есть это
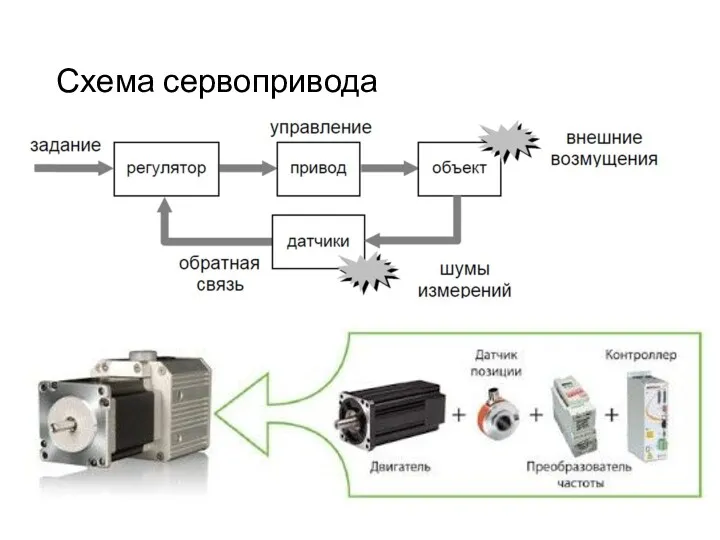
Схема сервопривода
Схема сервопривода
По функциональному признаку
переключаемые,
регулируемые,
следящие
По типу
электрические,
гидравлические,
пневматические,
Комбинированные
Компоновочные схемы
с расположением двигателей в
По функциональному признаку
переключаемые,
регулируемые,
следящие
По типу
электрические,
гидравлические,
пневматические,
Комбинированные
Компоновочные схемы
с расположением двигателей в
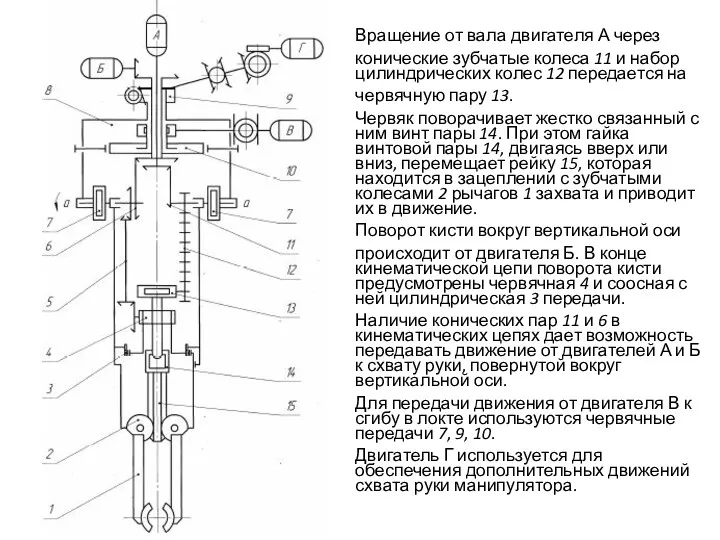
Вращение от вала двигателя А через
конические зубчатые колеса 11 и набор
Вращение от вала двигателя А через
конические зубчатые колеса 11 и набор
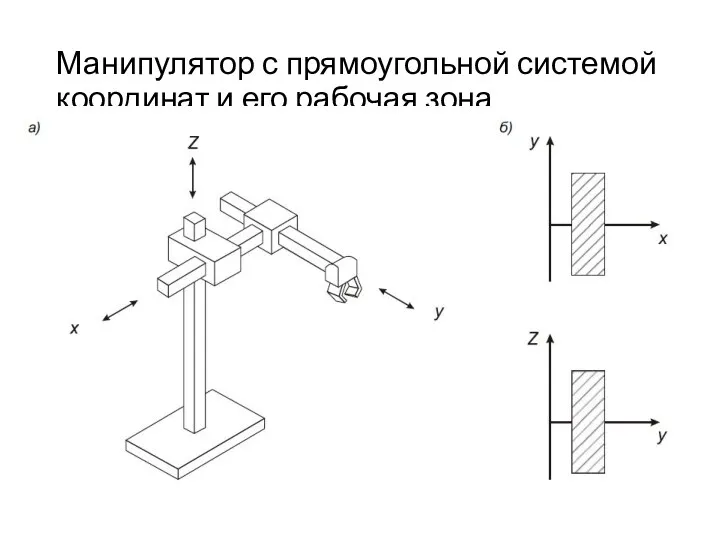
Манипулятор с прямоугольной системой координат и его рабочая зона
Манипулятор с прямоугольной системой координат и его рабочая зона
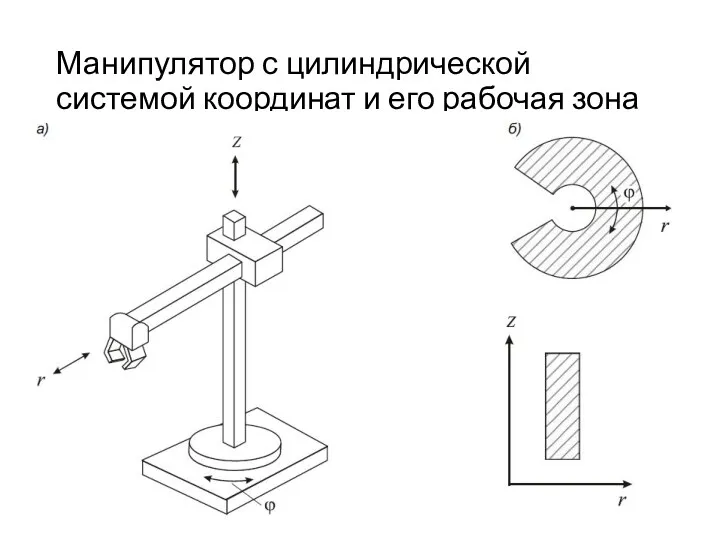
Манипулятор с цилиндрической системой координат и его рабочая зона
Манипулятор с цилиндрической системой координат и его рабочая зона
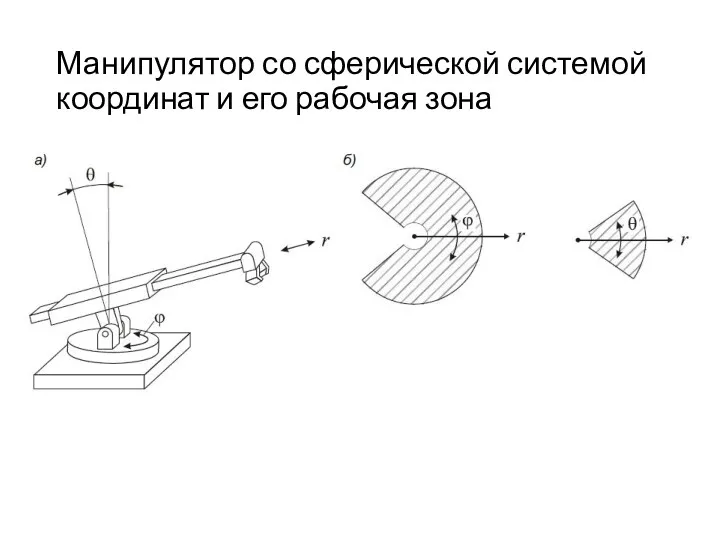
Манипулятор со сферической системой координат и его рабочая зона
Манипулятор со сферической системой координат и его рабочая зона
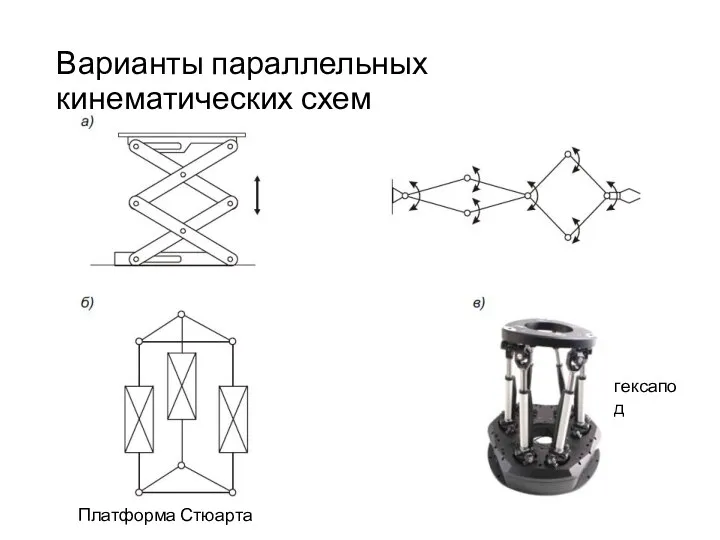
Варианты параллельных кинематических схем
Платформа Стюарта
гексапод
Варианты параллельных кинематических схем
Платформа Стюарта
гексапод

Особенности размещения и компоновки приводов и устройства уравновешивания манипуляторов
Уравновешивание:
-противовесы
-пружины
-конструкция
Особенности размещения и компоновки приводов и устройства уравновешивания манипуляторов
Уравновешивание:
-противовесы
-пружины
-конструкция
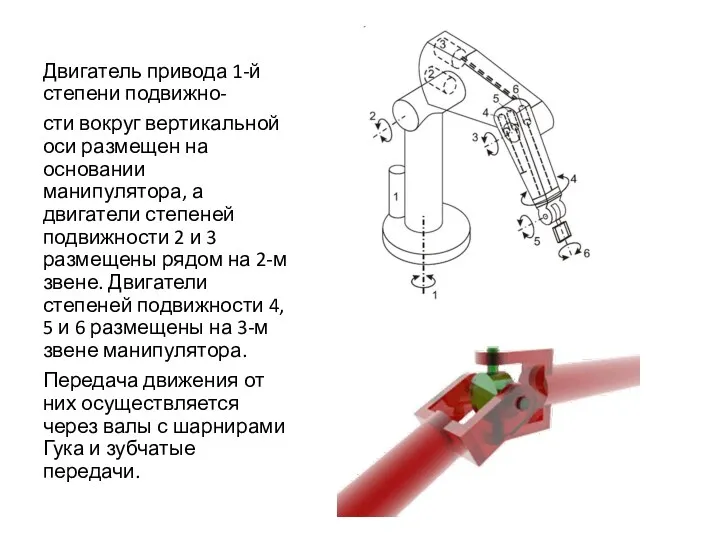
Двигатель привода 1-й степени подвижно-
сти вокруг вертикальной оси размещен на основании
сти вокруг вертикальной оси размещен на основании

Оригинальным решением, улучшающим динамические возможности шарнирных манипуляторов, является их размещение в
Оригинальным решением, улучшающим динамические возможности шарнирных манипуляторов, является их размещение в
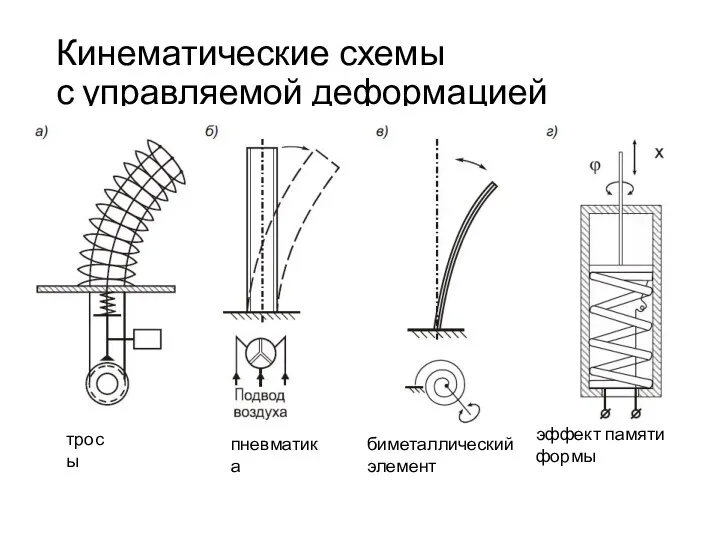
Кинематические схемы
с управляемой деформацией
эффекте памяти формыбиметаллический пневматикеэлемент
эффект памяти формы
биметаллический элемент
пневматика
тросы
Кинематические схемы
с управляемой деформацией
эффекте памяти формыбиметаллический пневматикеэлемент
эффект памяти формы
биметаллический элемент
пневматика
тросы
Захватные устройства манипуляторов
Делятся на захватные устройства и рабочий инструмент
Обычно для каждой
Захватные устройства манипуляторов
Делятся на захватные устройства и рабочий инструмент
Обычно для каждой
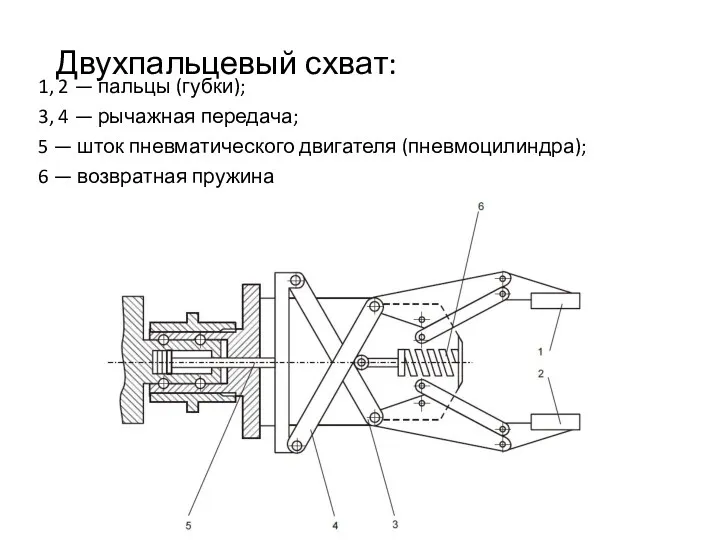
Двухпальцевый схват:
1, 2 — пальцы (губки);
3, 4 — рычажная
Двухпальцевый схват:
1, 2 — пальцы (губки);
3, 4 — рычажная
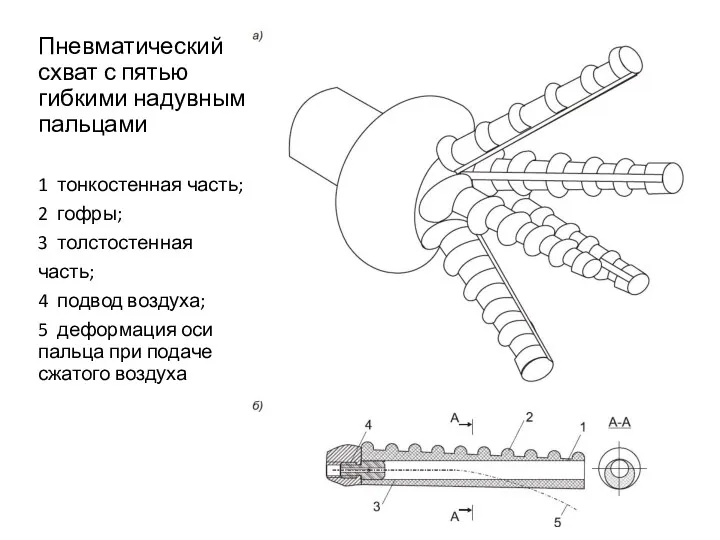
Пневматический схват с пятью гибкими надувными пальцами
1 тонкостенная часть;
2 гофры;
Пневматический схват с пятью гибкими надувными пальцами
1 тонкостенная часть;
2 гофры;
Классификации
механические, магнитные, вакуумные,
упругие оболочковые (с гидропневмокамерами),
примораживающие
по типу привода
пружинные,
пневматические,
гидравлические,
Классификации
механические, магнитные, вакуумные,
упругие оболочковые (с гидропневмокамерами),
примораживающие
по типу привода
пружинные,
пневматические,
гидравлические,
Сенсорные системы
По выявляемым свойствам и параметрам
Системы, дающие общую картину окружающей среды
Сенсорные системы
По выявляемым свойствам и параметрам
Системы, дающие общую картину окружающей среды
Дальность действия
Контактные сенсорные системы
Сенсорные системы ближнего действия
Сенсорные системы дальнего действия
Активные сенсорные
Дальность действия
Контактные сенсорные системы
Сенсорные системы ближнего действия
Сенсорные системы дальнего действия
Активные сенсорные
Датчики тактильного очувствления
• поиск, обнаружение объектов и определение их положения в
Датчики тактильного очувствления
• поиск, обнаружение объектов и определение их положения в
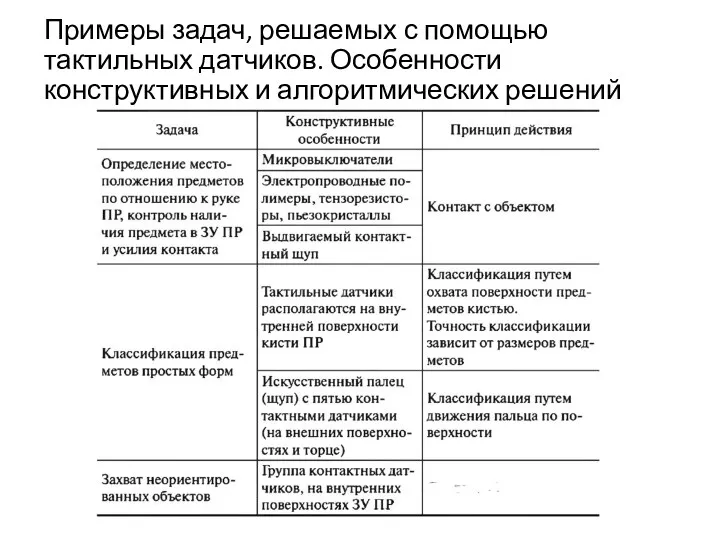
Примеры задач, решаемых с помощью тактильных датчиков. Особенности конструктивных и алгоритмических
Примеры задач, решаемых с помощью тактильных датчиков. Особенности конструктивных и алгоритмических
Системы технического зрения
Основные задачи, которые решают СТЗ:
получение общей зрительной картины
Системы технического зрения
Основные задачи, которые решают СТЗ:
получение общей зрительной картины
СТЗ могут быть:
одномерными (линейка), двух- и трехмерными;
монохромными (полутоновыми, черно-белыми);
СТЗ могут быть:
одномерными (линейка), двух- и трехмерными;
монохромными (полутоновыми, черно-белыми);
Датчики касания
Датчики касания
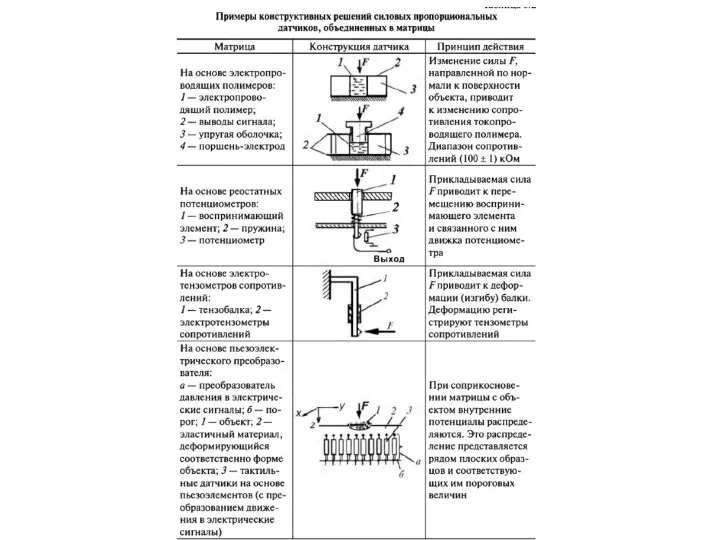
Датчики давления (силовые датчики очувствления)
При разработке пропорциональных тактильных датчиков силового
очувствления перспективно
Датчики давления (силовые датчики очувствления)
При разработке пропорциональных тактильных датчиков силового
очувствления перспективно
Датчики перемещений.
В качестве датчиков обратной связи, измеряющих и преобразующих выходную
Датчики перемещений.
В качестве датчиков обратной связи, измеряющих и преобразующих выходную
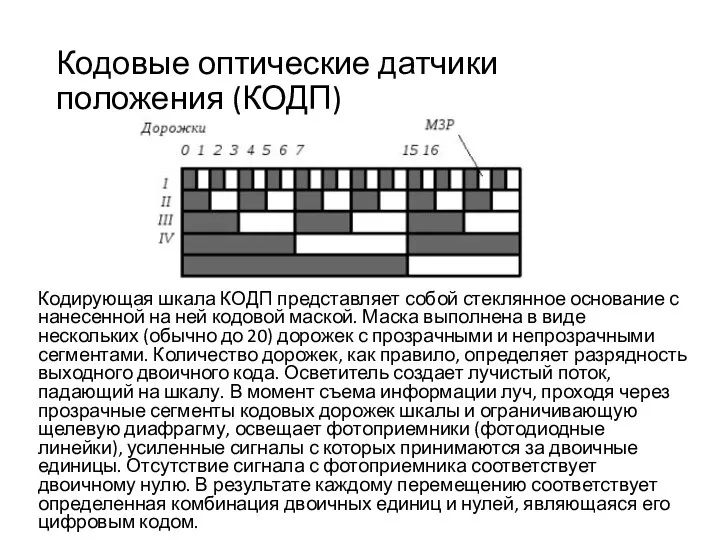
Кодовые оптические датчики положения (КОДП)
Кодирующая шкала КОДП представляет собой стеклянное основание
Кодовые оптические датчики положения (КОДП)
Кодирующая шкала КОДП представляет собой стеклянное основание
Приводы
Привод — это компонент роботов, входящий в состав его исполнительных систем:
манипуляционной
Приводы
Привод — это компонент роботов, входящий в состав его исполнительных систем:
манипуляционной
По типу реализуемого по отдельным степеням подвижности движения
– контурного управления, когда
По типу реализуемого по отдельным степеням подвижности движения
– контурного управления, когда
Исполнительные двигатели.
Гидравлические цилиндры применяются для возвратно-поступательных перемещений механизмов ПР при скорости
Исполнительные двигатели.
Гидравлические цилиндры применяются для возвратно-поступательных перемещений механизмов ПР при скорости
Передаточные механизмы.
Применяются цилиндрические, червячные, конические зубчатые, реечные, зубчатые рядные, планетарные, волновые,
винтовые,
Передаточные механизмы.
Применяются цилиндрические, червячные, конические зубчатые, реечные, зубчатые рядные, планетарные, волновые,
винтовые,
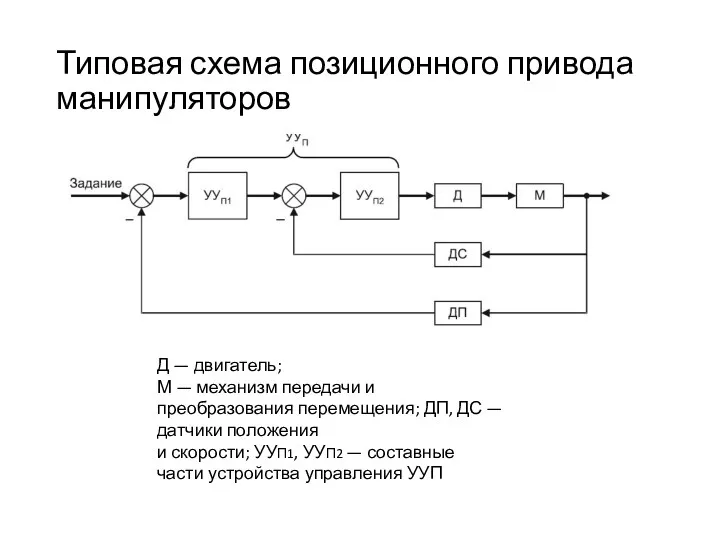
Типовая схема позиционного привода манипуляторов
Д — двигатель;
М — механизм передачи
Типовая схема позиционного привода манипуляторов
Д — двигатель;
М — механизм передачи
Пневмоприводы
достоинства поршневых приводов:
быстродействие при использовании в качестве управляющей среды сжатого воздуха
Пневмоприводы
достоинства поршневых приводов:
быстродействие при использовании в качестве управляющей среды сжатого воздуха
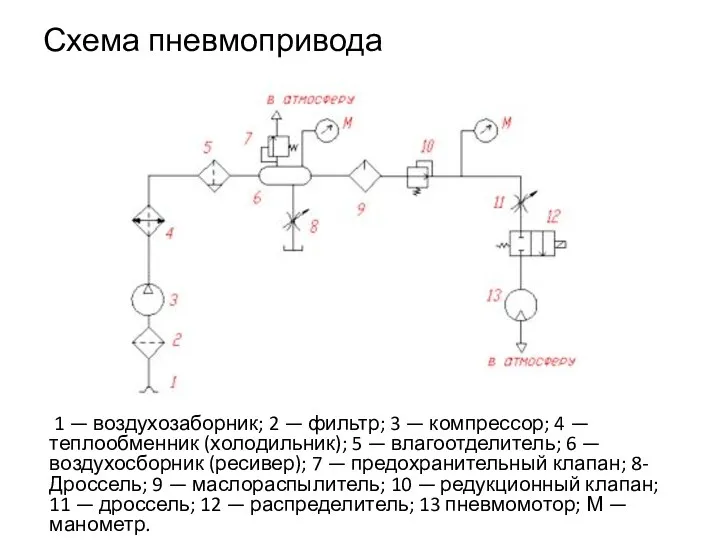
Схема пневмопривода
1 — воздухозаборник; 2 — фильтр; 3 — компрессор;
Схема пневмопривода
1 — воздухозаборник; 2 — фильтр; 3 — компрессор;
Гидроприводы
Гидроприводы могут быть двух типов: гидродинамические и объёмные.
В гидродинамических приводах используется
Гидроприводы
Гидроприводы могут быть двух типов: гидродинамические и объёмные.
В гидродинамических приводах используется
По характеру движения выходного звена гидродвигателя
Гидропривод вращательного движения
когда в качестве гидродвигателя
По характеру движения выходного звена гидродвигателя
Гидропривод вращательного движения
когда в качестве гидродвигателя
Схема
Гидросистемы с замкнутой схемой циркуляции рабочей жидкости (справа) и с разомкнутой
Схема
Гидросистемы с замкнутой схемой циркуляции рабочей жидкости (справа) и с разомкнутой
Преимущества гидроприводов
возможность универсального преобразования механической характеристики приводного двигателя в соответствии с
Преимущества гидроприводов
возможность универсального преобразования механической характеристики приводного двигателя в соответствии с
Недостатки
утечки рабочей жидкости через уплотнения и зазоры, особенно при высоких значениях давления в
Недостатки
утечки рабочей жидкости через уплотнения и зазоры, особенно при высоких значениях давления в
Рекомендации по выбору приводов ПР
1. Приводы для каждой степени свободы ПР
Рекомендации по выбору приводов ПР
1. Приводы для каждой степени свободы ПР
4. Региональные (установочные) возвратно-поступательные движения руки
целесообразно осуществлять при помощи гидро- и
4. Региональные (установочные) возвратно-поступательные движения руки
целесообразно осуществлять при помощи гидро- и
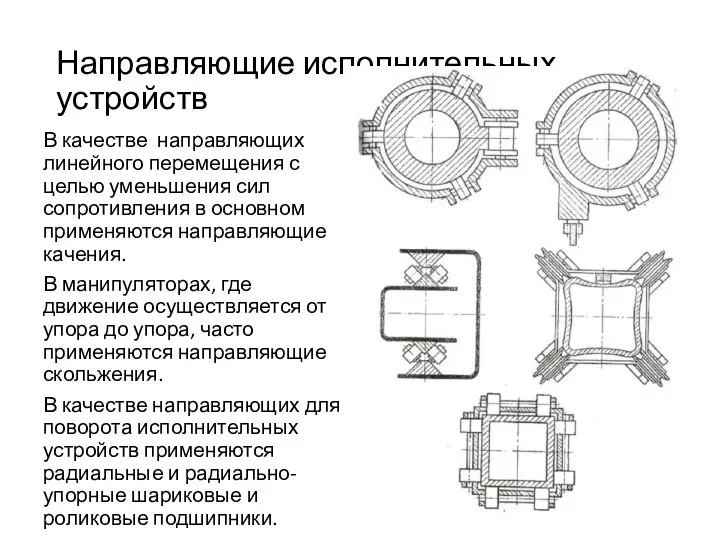
Направляющие исполнительных устройств
В качестве направляющих линейного перемещения с целью уменьшения сил
Направляющие исполнительных устройств
В качестве направляющих линейного перемещения с целью уменьшения сил

Кинематика манипулятора
Манипулятором называют разомкнутую механическую систему (цепь), состоящую из твердых тел,
Кинематика манипулятора
Манипулятором называют разомкнутую механическую систему (цепь), состоящую из твердых тел,
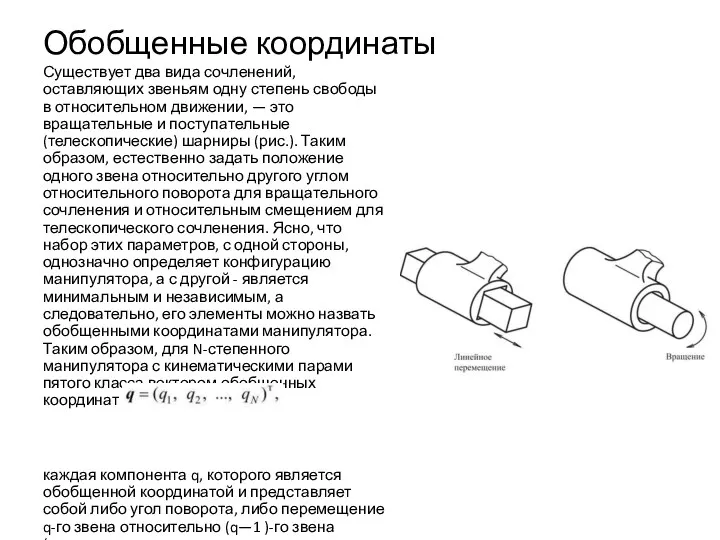
Обобщенные координаты
Существует два вида сочленений, оставляющих звеньям одну степень свободы в
Обобщенные координаты
Существует два вида сочленений, оставляющих звеньям одну степень свободы в
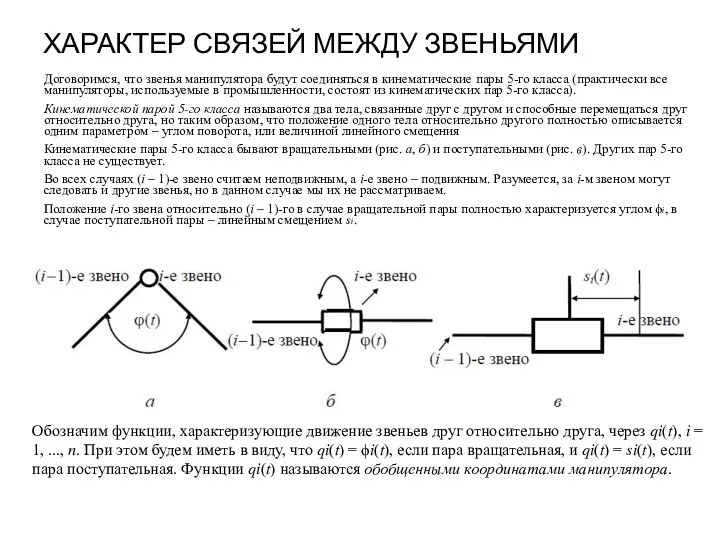
ХАРАКТЕР СВЯЗЕЙ МЕЖДУ ЗВЕНЬЯМИ
Договоримся, что звенья манипулятора будут соединяться в кинематические
ХАРАКТЕР СВЯЗЕЙ МЕЖДУ ЗВЕНЬЯМИ
Договоримся, что звенья манипулятора будут соединяться в кинематические
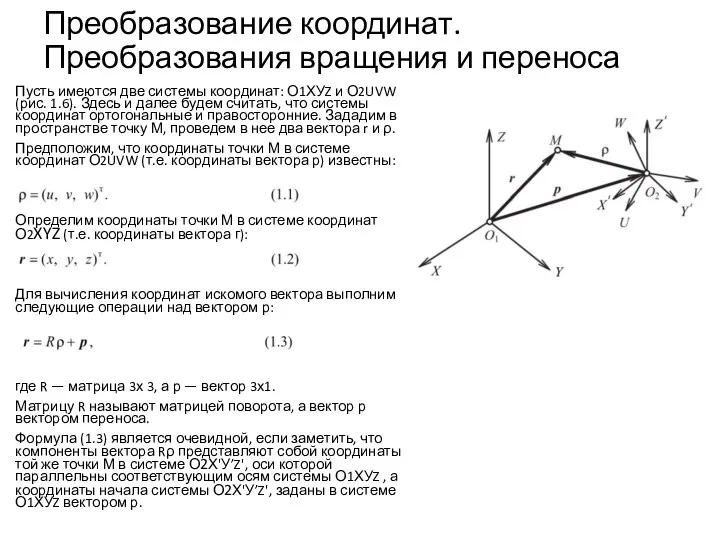
Преобразование координат. Преобразования вращения и переноса
Пусть имеются две системы координат: О1ХУZ
Преобразование координат. Преобразования вращения и переноса
Пусть имеются две системы координат: О1ХУZ
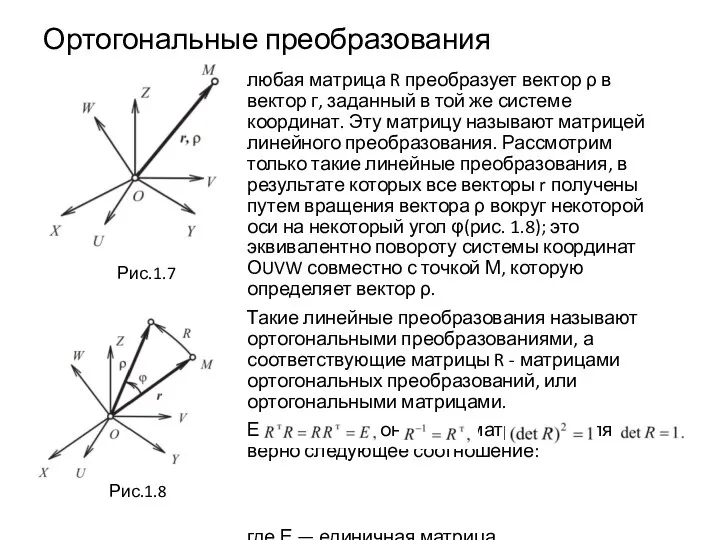
Ортогональные преобразования
любая матрица R преобразует вектор ρ в вектор г, заданный
Ортогональные преобразования
любая матрица R преобразует вектор ρ в вектор г, заданный
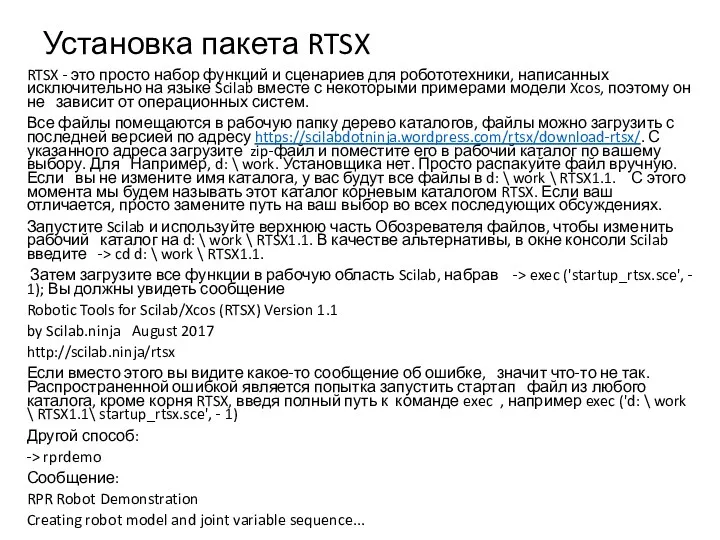
Установка пакета RTSX
RTSX - это просто набор функций и сценариев для
Установка пакета RTSX
RTSX - это просто набор функций и сценариев для
RTSX (Robotic Tools for Scilab / Xcos)
О разработчике. Д-р
RTSX (Robotic Tools for Scilab / Xcos)
О разработчике. Д-р
Scilab в робототехнике
Основная задача анализа робота является представление положения и ориентации
Scilab в робототехнике
Основная задача анализа робота является представление положения и ориентации
Основная процедура при изучении робототехники, заключается в прикреплении набора осей XYZ,
Основная процедура при изучении робототехники, заключается в прикреплении набора осей XYZ,

Сочлененный робот (RRR)
Этот робот, показанный на рисунке, также называется вращающимся, локтевым
Сочлененный робот (RRR)
Этот робот, показанный на рисунке, также называется вращающимся, локтевым
Сферический робот (RRP)
Довольно часто имя робота определяется по форме рабочей области,
Сферический робот (RRP)
Довольно часто имя робота определяется по форме рабочей области,
SCARA Robot (RRP)
Хотя робот SCARA (Селективный совместимый сочлененный робот для сборки)
SCARA Robot (RRP)
Хотя робот SCARA (Селективный совместимый сочлененный робот для сборки)
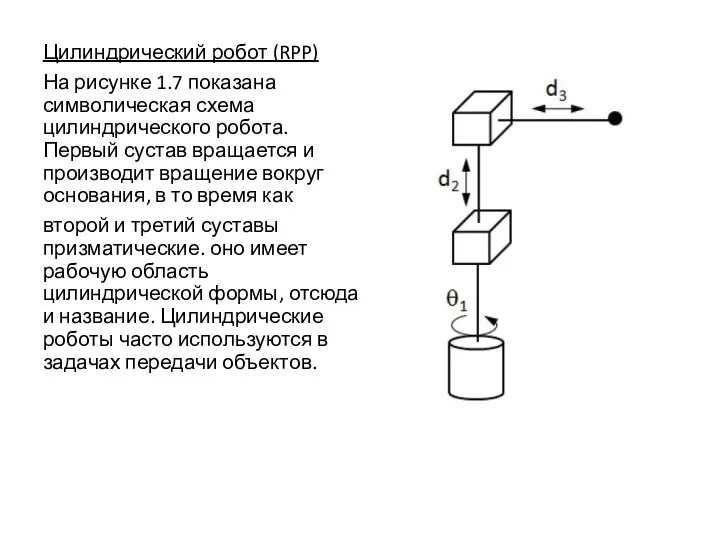
Цилиндрический робот (RPP)
На рисунке 1.7 показана символическая схема цилиндрического робота. Первый
Цилиндрический робот (RPP)
На рисунке 1.7 показана символическая схема цилиндрического робота. Первый
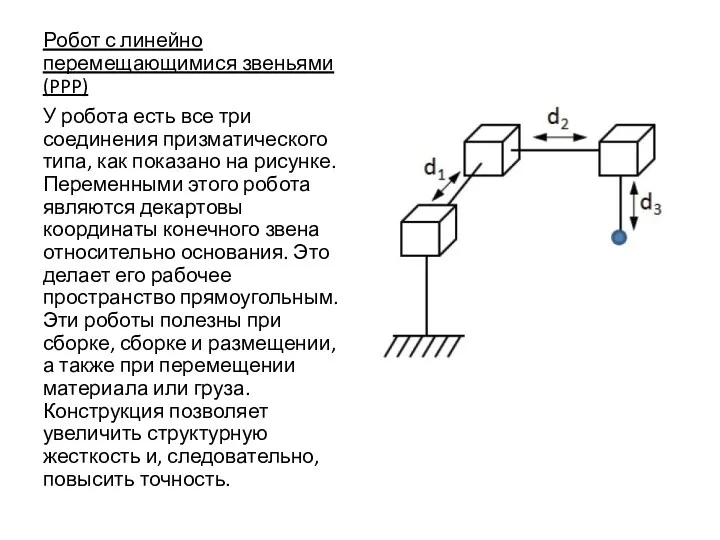
Робот с линейно перемещающимися звеньями (PPP)
У робота есть все три соединения
Робот с линейно перемещающимися звеньями (PPP)
У робота есть все три соединения
Моделирование кинематики робота.
Известно, что положение и ориентация твердого тела (или
Моделирование кинематики робота.
Известно, что положение и ориентация твердого тела (или
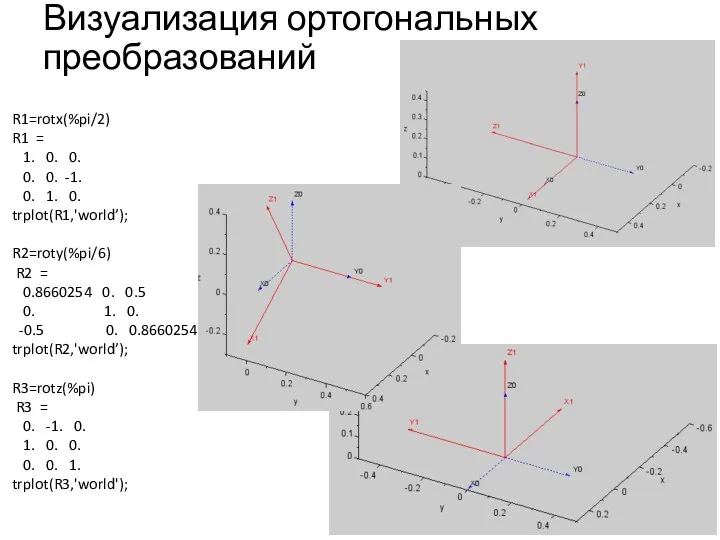
Визуализация ортогональных преобразований
R1=rotx(%pi/2)
R1 =
1. 0. 0.
0. 0. -1.
Визуализация ортогональных преобразований
R1=rotx(%pi/2)
R1 =
1. 0. 0.
0. 0. -1.
Элементарные вращения
Под элементарными вращениями понимают повороты системы координат вокруг собственных осей.
Элементарные вращения
Под элементарными вращениями понимают повороты системы координат вокруг собственных осей.
Задача, которую мы будем решать далее, заключается в том, чтобы, вращая
Задача, которую мы будем решать далее, заключается в том, чтобы, вращая
OXYZ и OUVW:
OXYZ =OX0Y0Z0 → OX1Y1Z1 → OX2Y2Z2 →……….. →
OXYZ и OUVW:
OXYZ =OX0Y0Z0 → OX1Y1Z1 → OX2Y2Z2 →……….. →
Формулы поворотов
Формулы поворотов
Сложное вращение
В случае, если несколько вращений выполняются последовательно, можно описать весь
Сложное вращение
В случае, если несколько вращений выполняются последовательно, можно описать весь
Для визуализации вращений кадра используется поворот для неподвижного изображения и анимацию
Для визуализации вращений кадра используется поворот для неподвижного изображения и анимацию
R1 = rotx(%pi/4)
R1=
1. 0. 0.
0. 0.7071068 -0.7071068
R1 = rotx(%pi/4)
R1=
1. 0. 0.
0. 0.7071068 -0.7071068
Последовательность поворотов
--> R=R1*R2
R =
0.8660254 -0.5 0.
0.3535534
Последовательность поворотов
--> R=R1*R2
R =
0.8660254 -0.5 0.
0.3535534
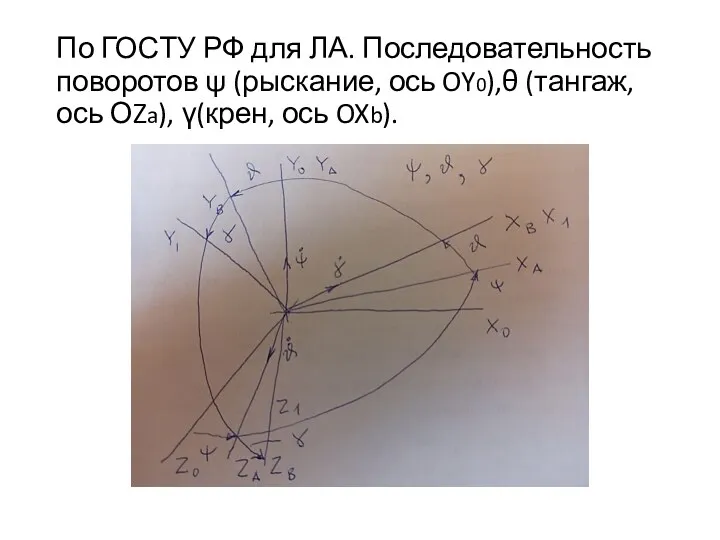
По ГОСТУ РФ для ЛА. Последовательность поворотов ψ (рыскание, ось OY0),θ
По ГОСТУ РФ для ЛА. Последовательность поворотов ψ (рыскание, ось OY0),θ
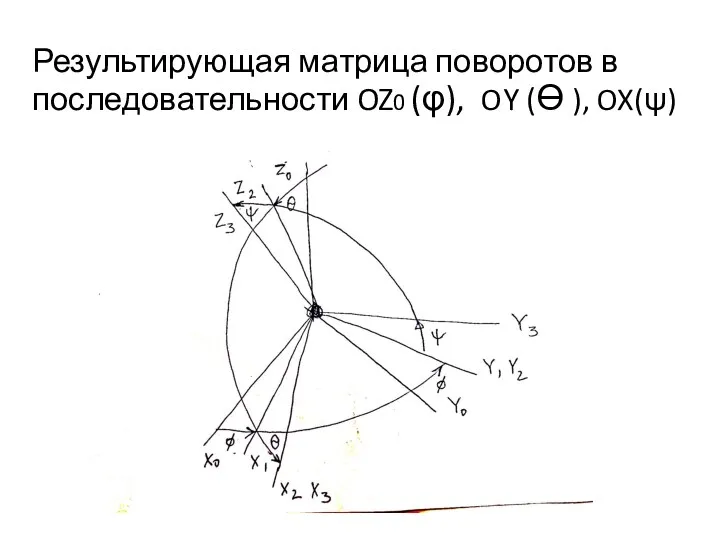
Результирующая матрица поворотов в последовательности OZ0 (φ), OY (ϴ ), OX(ψ)
Результирующая матрица поворотов в последовательности OZ0 (φ), OY (ϴ ), OX(ψ)
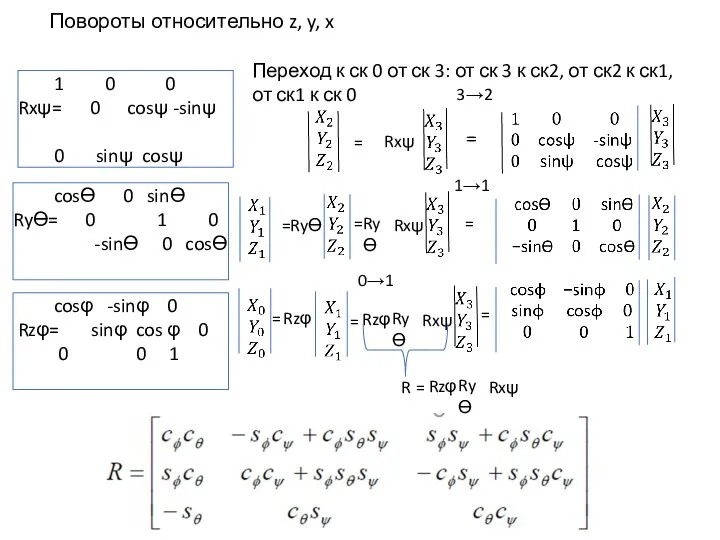
Повороты относительно z, y, x
1 0 0
Rxψ= 0 cosψ -sinψ
0 sinψ cosψ
Повороты относительно z, y, x
1 0 0
Rxψ= 0 cosψ -sinψ
0 sinψ cosψ
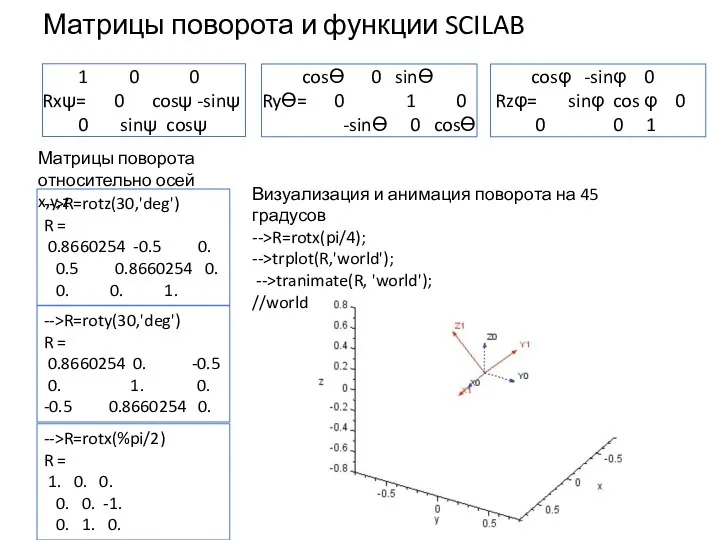
Матрицы поворота и функции SCILAB
Матрицы поворота относительно осей x,y,z
Визуализация и анимация
Матрицы поворота и функции SCILAB
Матрицы поворота относительно осей x,y,z
Визуализация и анимация
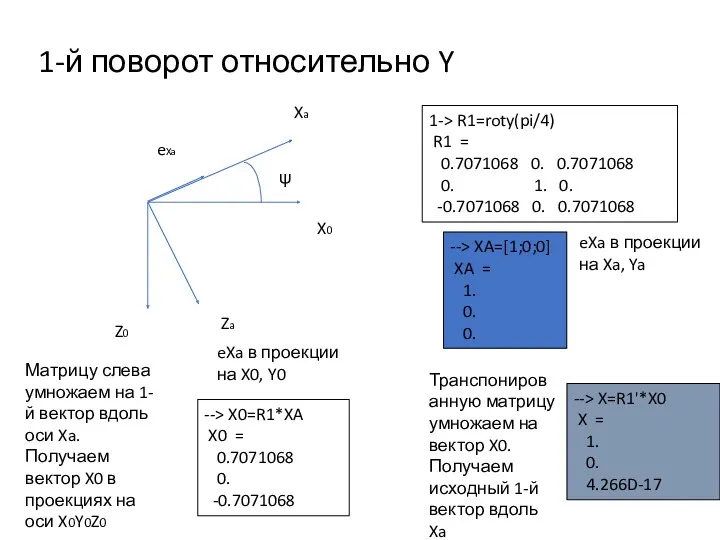
1-й поворот относительно Y
1-> R1=roty(pi/4)
R1 =
0.7071068 0. 0.7071068
1-й поворот относительно Y
1-> R1=roty(pi/4)
R1 =
0.7071068 0. 0.7071068
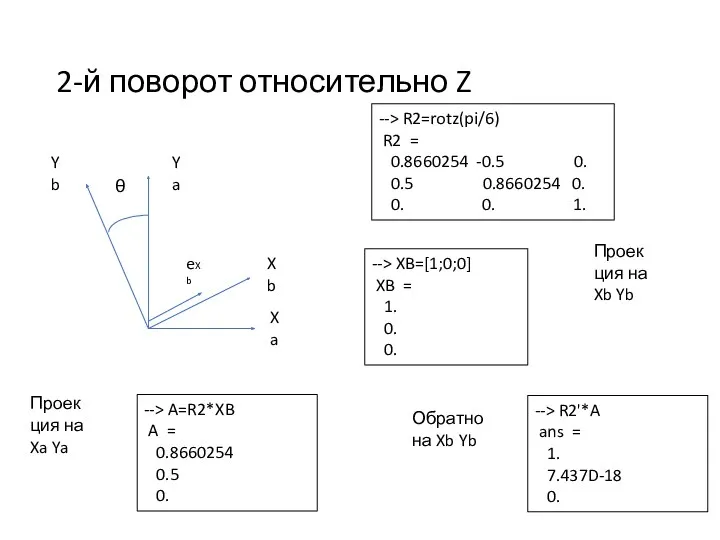
2-й поворот относительно Z
Ya
Xb
Xa
--> R2=rotz(pi/6)
R2 =
0.8660254 -0.5 0.
2-й поворот относительно Z
Ya
Xb
Xa
--> R2=rotz(pi/6)
R2 =
0.8660254 -0.5 0.
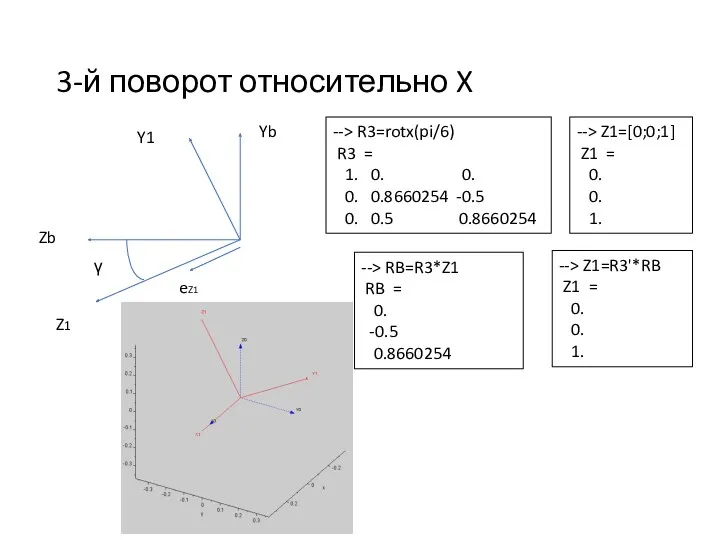
3-й поворот относительно X
--> R3=rotx(pi/6)
R3 =
1. 0. 0.
3-й поворот относительно X
--> R3=rotx(pi/6)
R3 =
1. 0. 0.
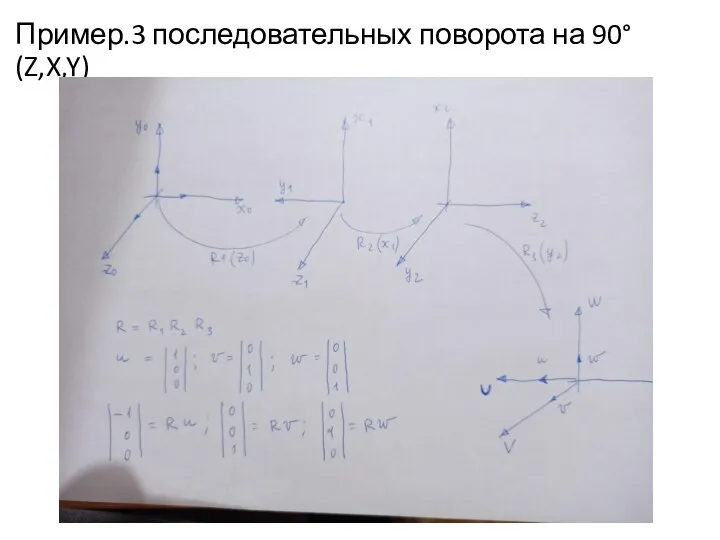
Пример.3 последовательных поворота на 90° (Z,X,Y)
Пример.3 последовательных поворота на 90° (Z,X,Y)
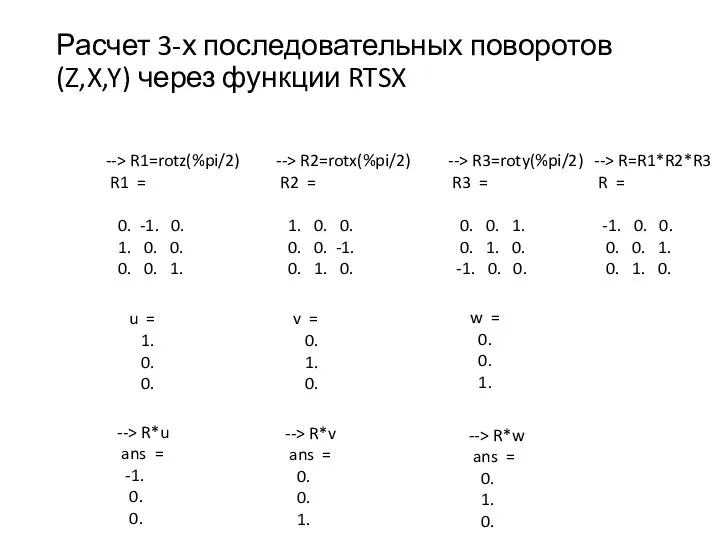
Расчет 3-х последовательных поворотов (Z,X,Y) через функции RTSX
--> R1=rotz(%pi/2)
R1 =
Расчет 3-х последовательных поворотов (Z,X,Y) через функции RTSX
--> R1=rotz(%pi/2)
R1 =
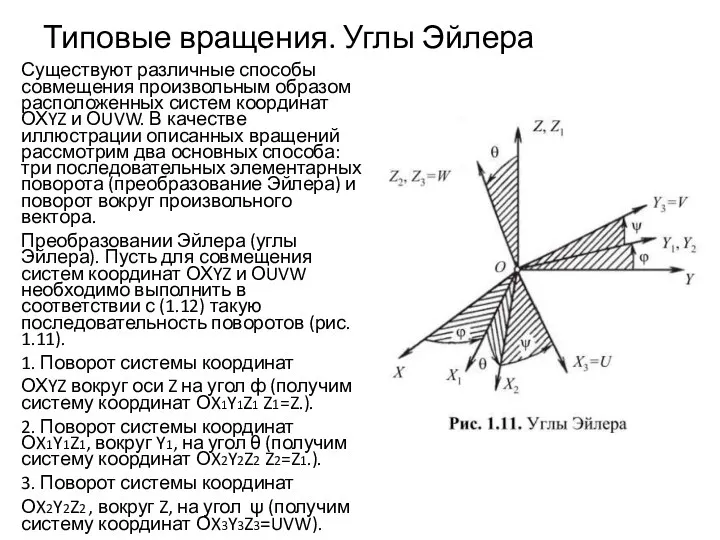
Типовые вращения. Углы Эйлера
Существуют различные способы совмещения произвольным образом расположенных систем
Типовые вращения. Углы Эйлера
Существуют различные способы совмещения произвольным образом расположенных систем
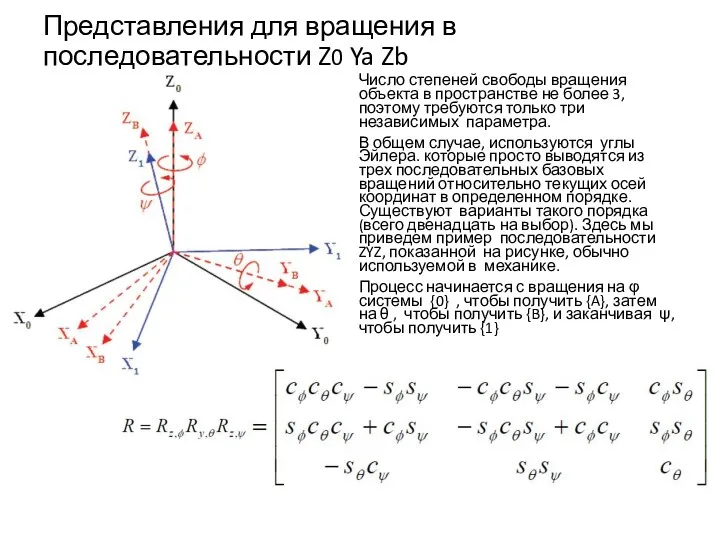
Представления для вращения в последовательности Z0 Ya Zb
Число степеней свободы вращения
Представления для вращения в последовательности Z0 Ya Zb
Число степеней свободы вращения
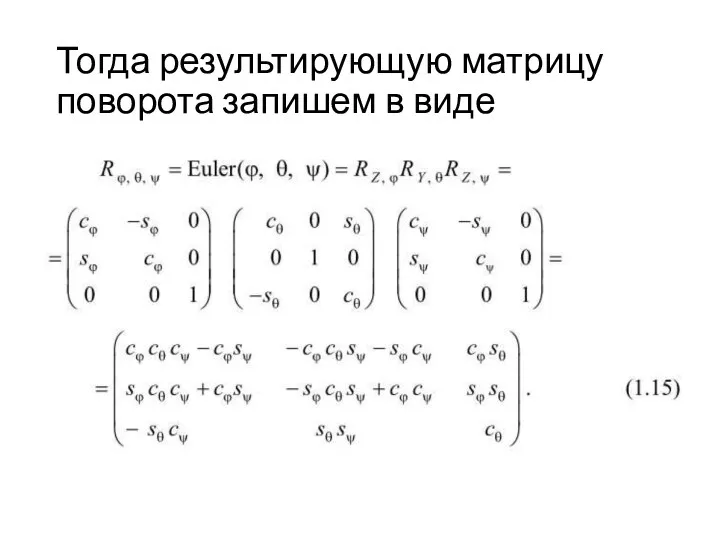
Тогда результирующую матрицу поворота запишем в виде
Тогда результирующую матрицу поворота запишем в виде
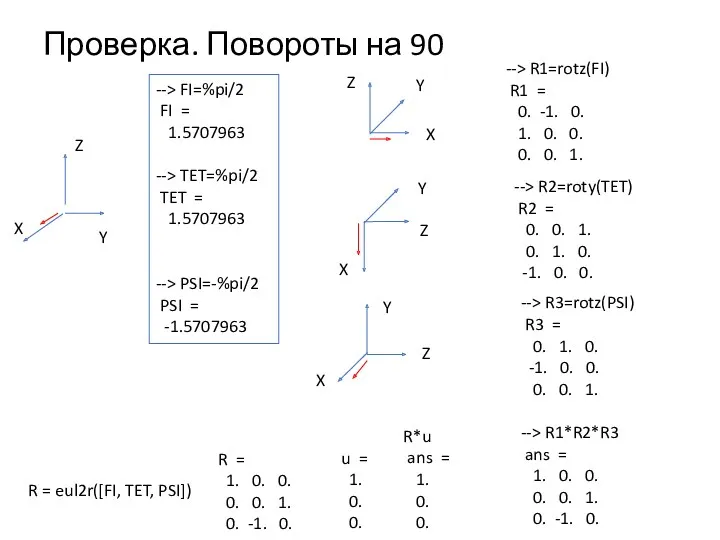
Проверка. Повороты на 90
--> FI=%pi/2
FI =
1.5707963
--> TET=%pi/2
TET
Проверка. Повороты на 90
--> FI=%pi/2
FI =
1.5707963
--> TET=%pi/2
TET
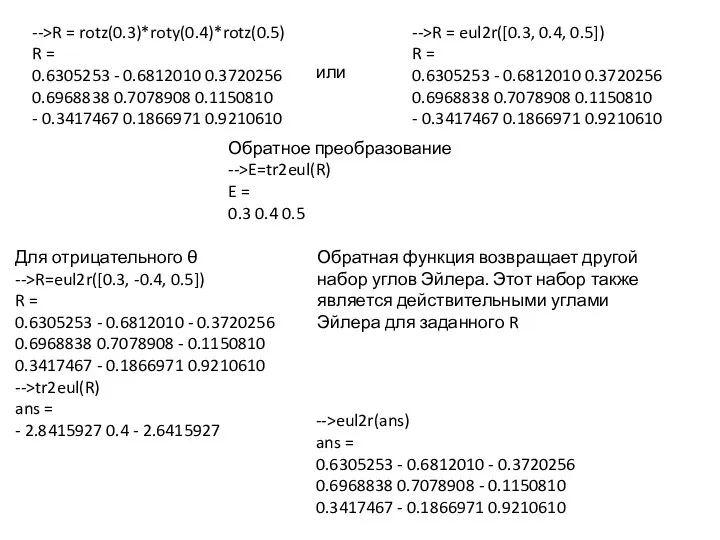
-->R = rotz(0.3)*roty(0.4)*rotz(0.5)
R =
0.6305253 - 0.6812010 0.3720256
0.6968838 0.7078908 0.1150810
- 0.3417467 0.1866971
-->R = rotz(0.3)*roty(0.4)*rotz(0.5)
R =
0.6305253 - 0.6812010 0.3720256
0.6968838 0.7078908 0.1150810
- 0.3417467 0.1866971
ОДНОРОДНЫЕ ПРЕОБРАЗОВАНИЯ
ОДНОРОДНЫЕ ПРЕОБРАЗОВАНИЯ
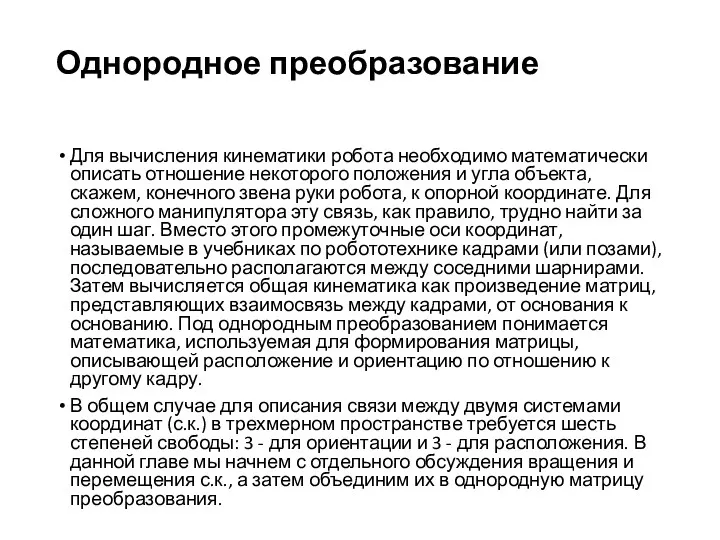
Однородное преобразование
Для вычисления кинематики робота необходимо математически описать отношение некоторого положения
Однородное преобразование
Для вычисления кинематики робота необходимо математически описать отношение некоторого положения
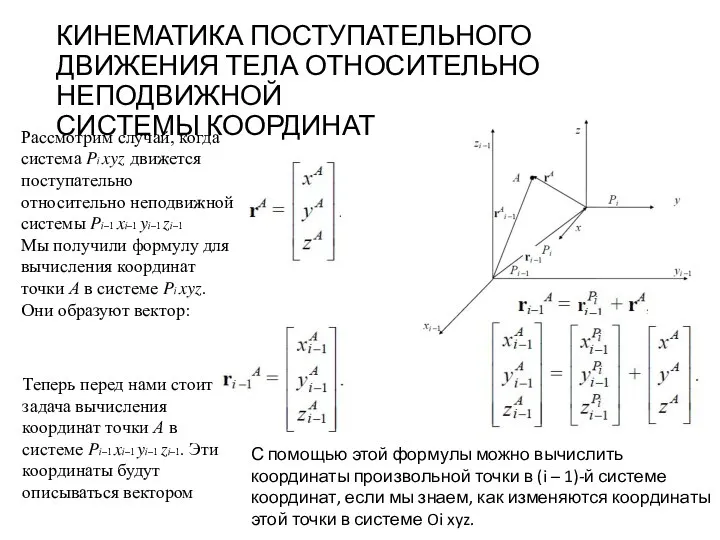
КИНЕМАТИКА ПОСТУПАТЕЛЬНОГО
ДВИЖЕНИЯ ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ
СИСТЕМЫ КООРДИНАТ
Рассмотрим случай, когда система Pi xyz
КИНЕМАТИКА ПОСТУПАТЕЛЬНОГО
ДВИЖЕНИЯ ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ
СИСТЕМЫ КООРДИНАТ
Рассмотрим случай, когда система Pi xyz
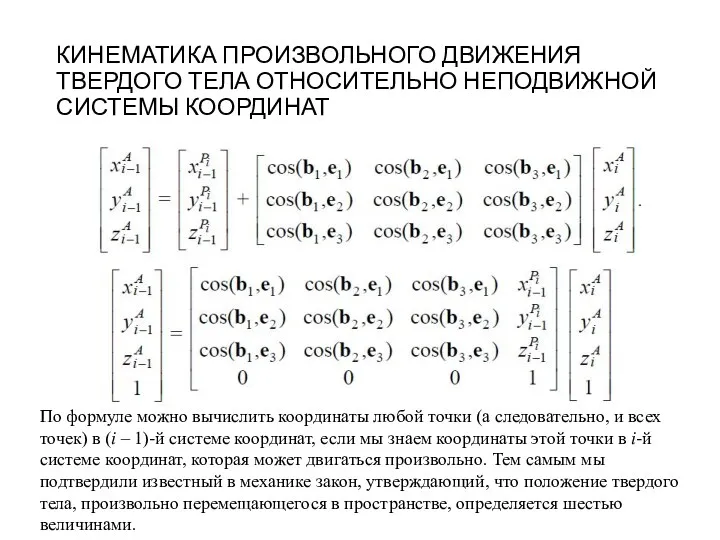
КИНЕМАТИКА ПРОИЗВОЛЬНОГО ДВИЖЕНИЯ
ТВЕРДОГО ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ
СИСТЕМЫ КООРДИНАТ
По формуле можно вычислить координаты
КИНЕМАТИКА ПРОИЗВОЛЬНОГО ДВИЖЕНИЯ
ТВЕРДОГО ТЕЛА ОТНОСИТЕЛЬНО НЕПОДВИЖНОЙ
СИСТЕМЫ КООРДИНАТ
По формуле можно вычислить координаты
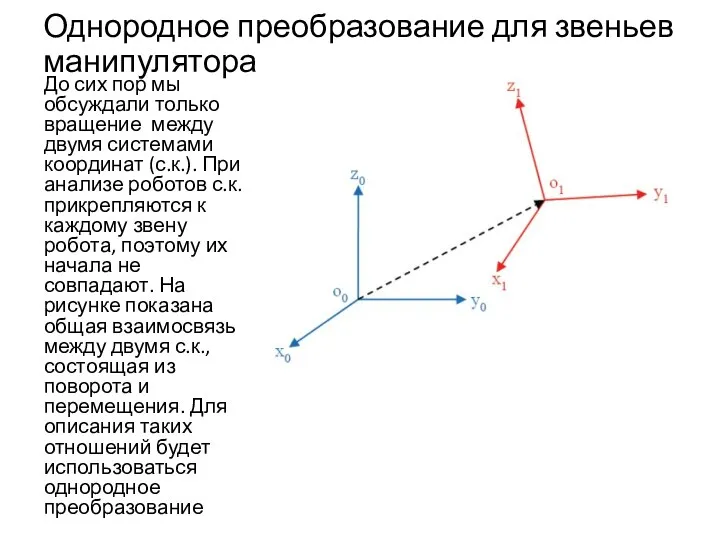
Однородное преобразование для звеньев манипулятора
До сих пор мы обсуждали только вращение
Однородное преобразование для звеньев манипулятора
До сих пор мы обсуждали только вращение
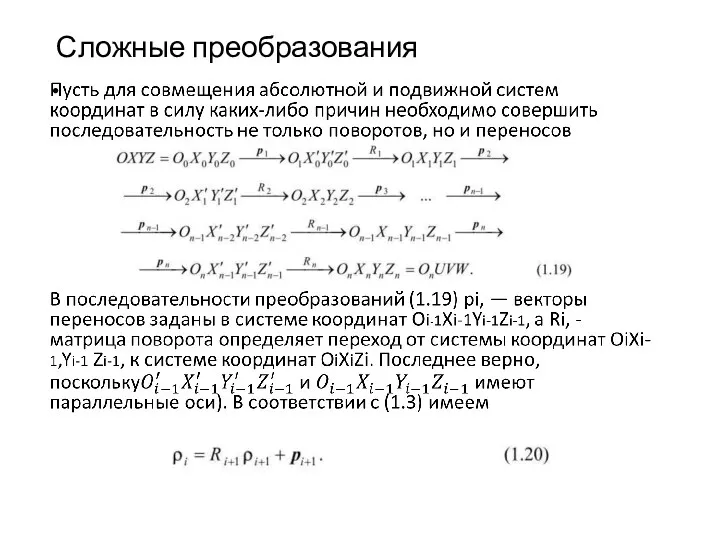
Сложные преобразования
Сложные преобразования
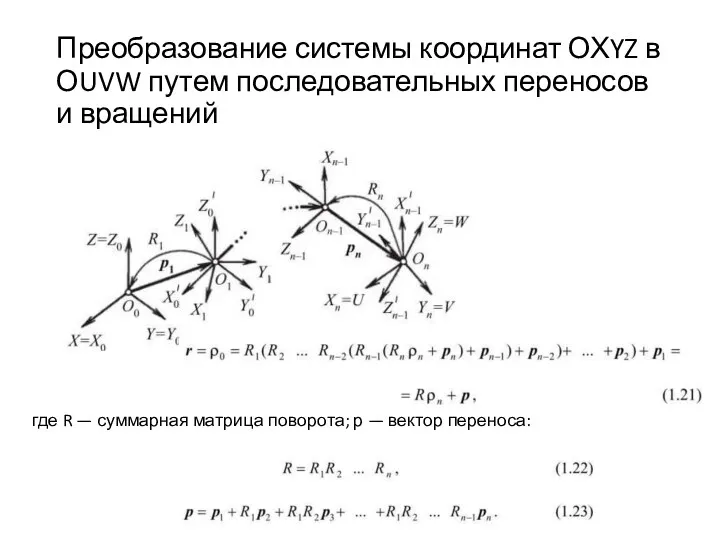
Преобразование системы координат ОХYZ в ОUVW путем последовательных переносов и вращений
Преобразование системы координат ОХYZ в ОUVW путем последовательных переносов и вращений
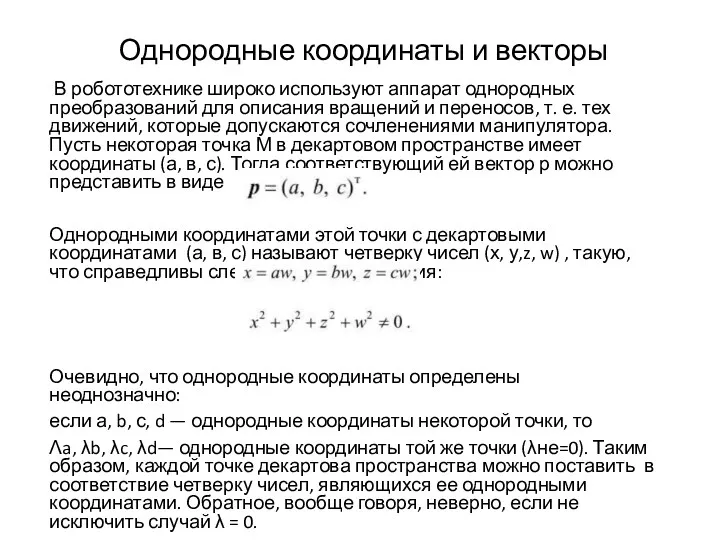
Однородные координаты и векторы
В робототехнике широко используют аппарат
Однородные координаты и векторы
В робототехнике широко используют аппарат
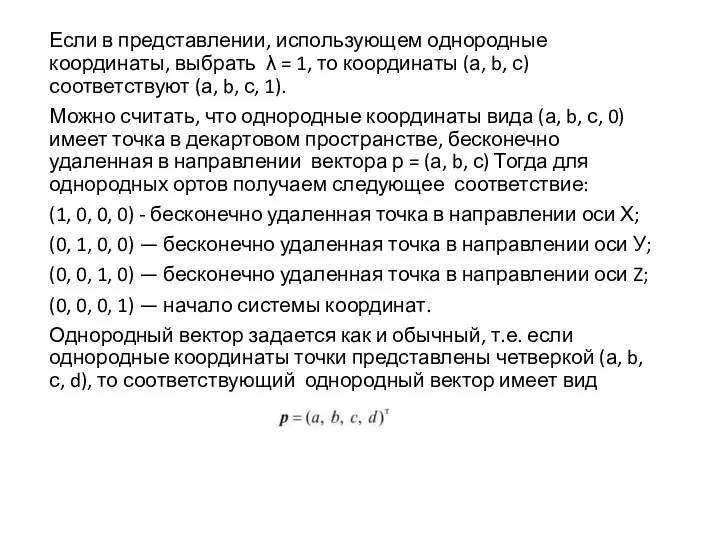
Если в представлении, использующем однородные координаты, выбрать λ = 1, то
Если в представлении, использующем однородные координаты, выбрать λ = 1, то
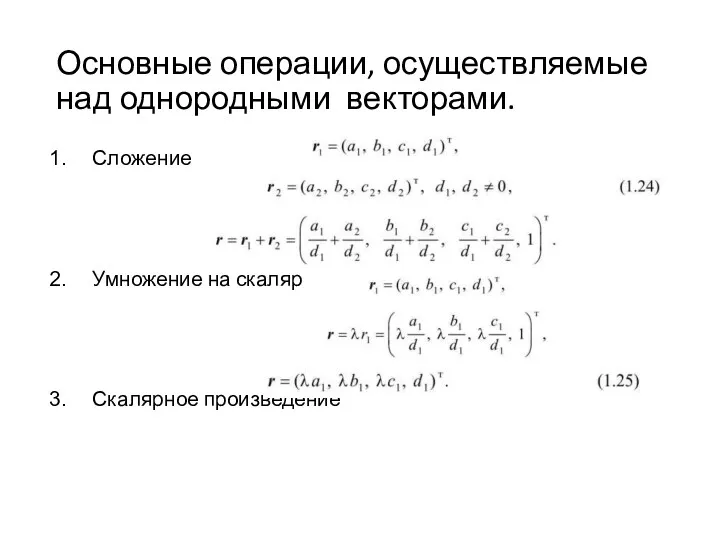
Основные операции, осуществляемые над однородными векторами.
Сложение
Умножение на скаляр
Скалярное произведение
Основные операции, осуществляемые над однородными векторами.
Сложение
Умножение на скаляр
Скалярное произведение
Векторное произведение
Длина однородного вектора
Векторное произведение
Длина однородного вектора
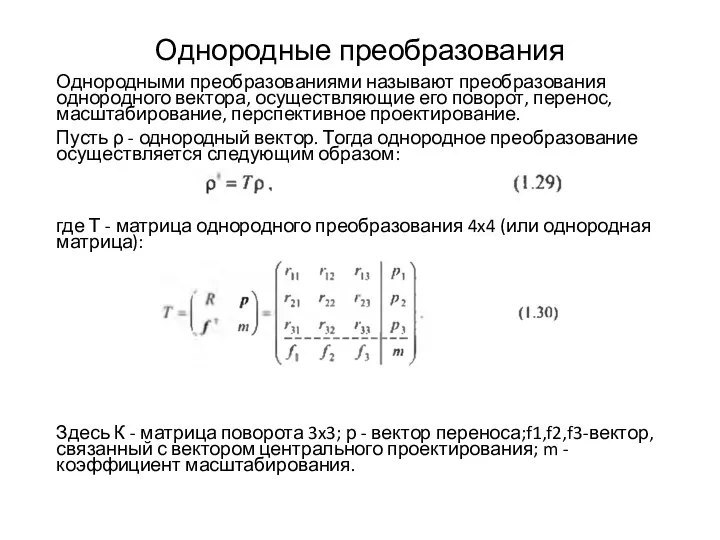
Однородные преобразования
Однородными преобразованиями называют преобразования однородного вектора, осуществляющие его поворот, перенос,
Однородные преобразования
Однородными преобразованиями называют преобразования однородного вектора, осуществляющие его поворот, перенос,
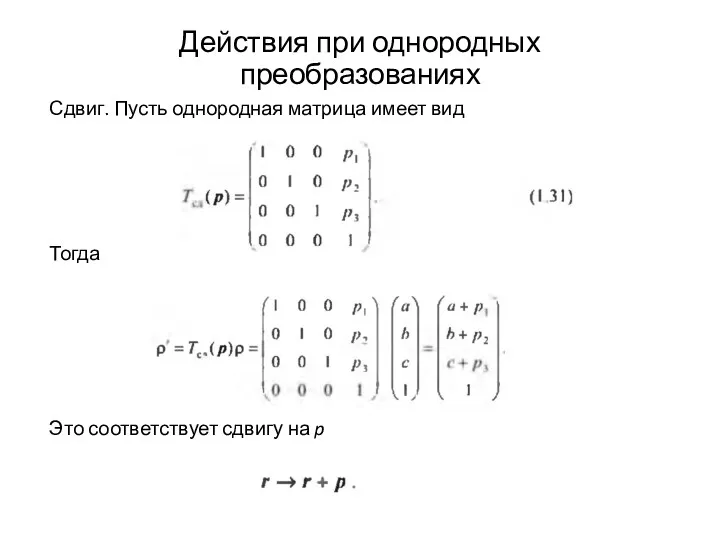
Действия при однородных преобразованиях
Сдвиг. Пусть однородная матрица имеет вид
Тогда
Это соответствует сдвигу
Действия при однородных преобразованиях
Сдвиг. Пусть однородная матрица имеет вид
Тогда
Это соответствует сдвигу
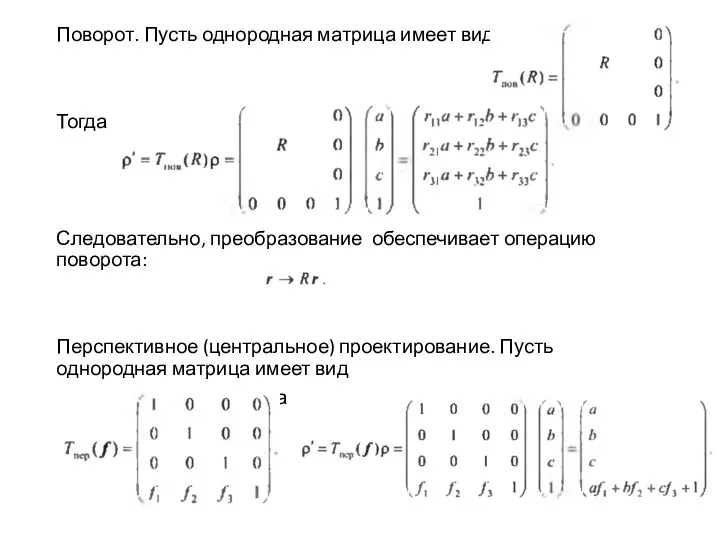
Поворот. Пусть однородная матрица имеет вид
Тогда
Следовательно, преобразование обеспечивает операцию поворота:
Перспективное (центральное)
Поворот. Пусть однородная матрица имеет вид
Тогда
Следовательно, преобразование обеспечивает операцию поворота:
Перспективное (центральное)
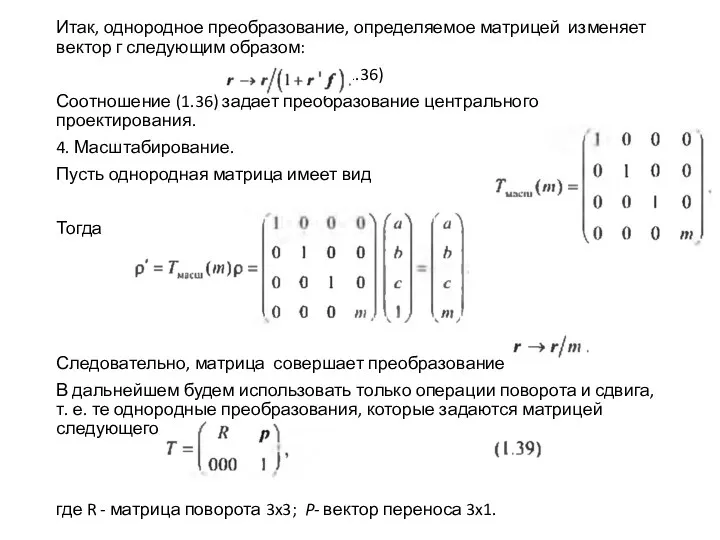
Итак, однородное преобразование, определяемое матрицей изменяет вектор г следующим образом:
(1.36)
Соотношение
Итак, однородное преобразование, определяемое матрицей изменяет вектор г следующим образом:
(1.36)
Соотношение
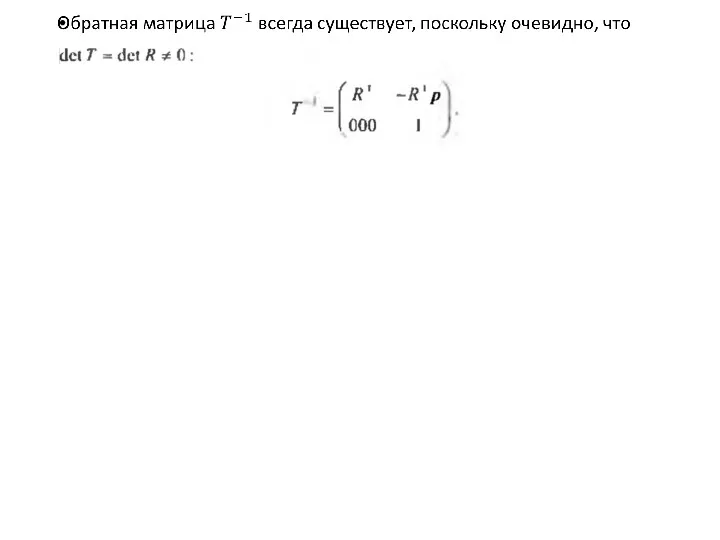
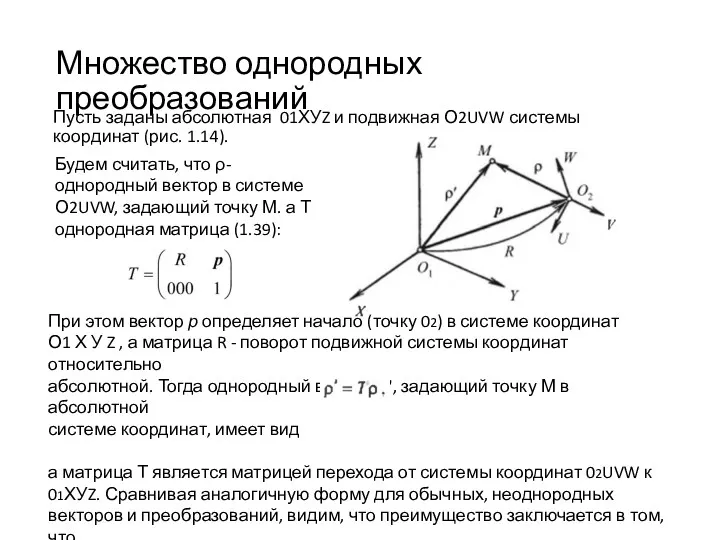
Множество однородных преобразований
Пусть заданы абсолютная 01ХУZ и подвижная О2UVW системы координат
Множество однородных преобразований
Пусть заданы абсолютная 01ХУZ и подвижная О2UVW системы координат
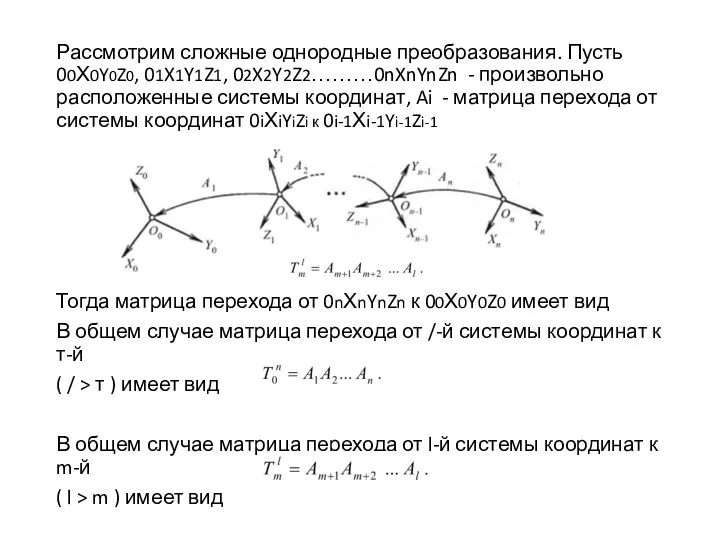
Рассмотрим сложные однородные преобразования. Пусть 00Х0Y0Z0, 01X1Y1Z1, 02X2Y2Z2………0nXnYnZn - произвольно расположенные
Рассмотрим сложные однородные преобразования. Пусть 00Х0Y0Z0, 01X1Y1Z1, 02X2Y2Z2………0nXnYnZn - произвольно расположенные
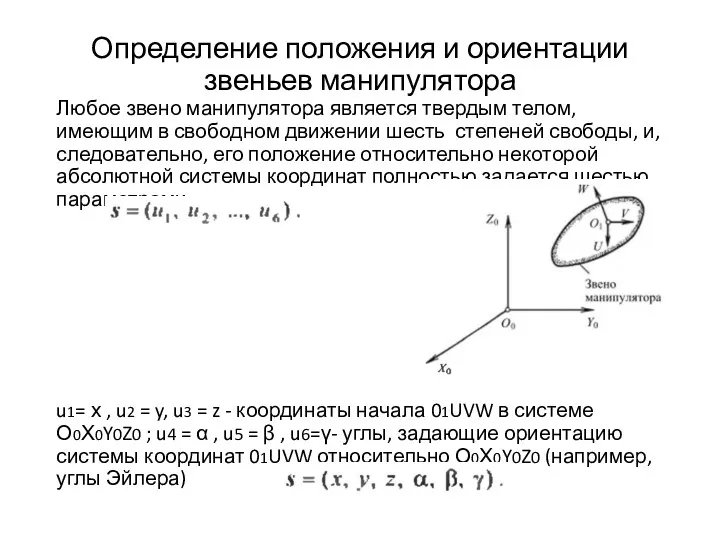
Определение положения и ориентации
звеньев манипулятора
Любое звено манипулятора является твердым телом,
Определение положения и ориентации
звеньев манипулятора
Любое звено манипулятора является твердым телом,
Их взаимное расположение можно задать матрицей
Однородных преобразований.
Такое представление будем использовать для
Их взаимное расположение можно задать матрицей
Однородных преобразований.
Такое представление будем использовать для
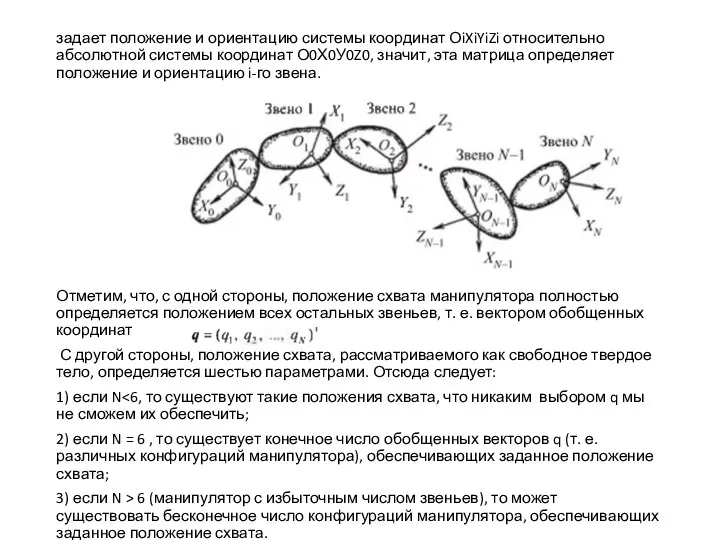
задает положение и ориентацию системы координат ОiXiYiZi относительно абсолютной системы координат
задает положение и ориентацию системы координат ОiXiYiZi относительно абсолютной системы координат

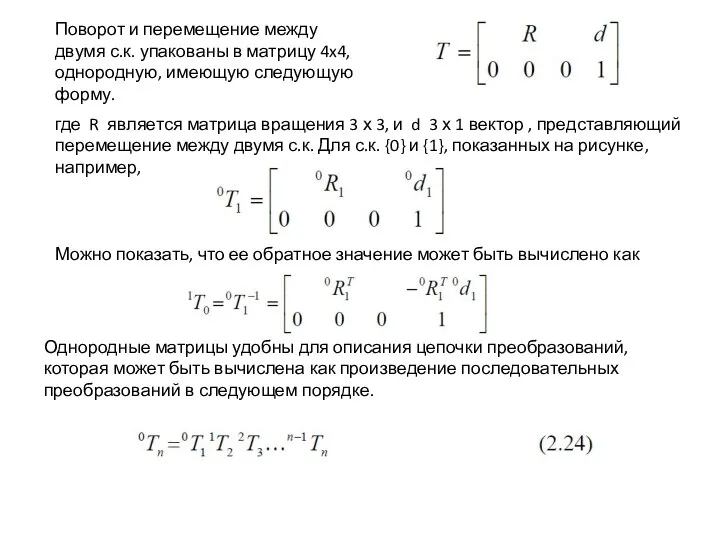
Поворот и перемещение между двумя с.к. упакованы в матрицу 4x4, однородную,
Поворот и перемещение между двумя с.к. упакованы в матрицу 4x4, однородную,
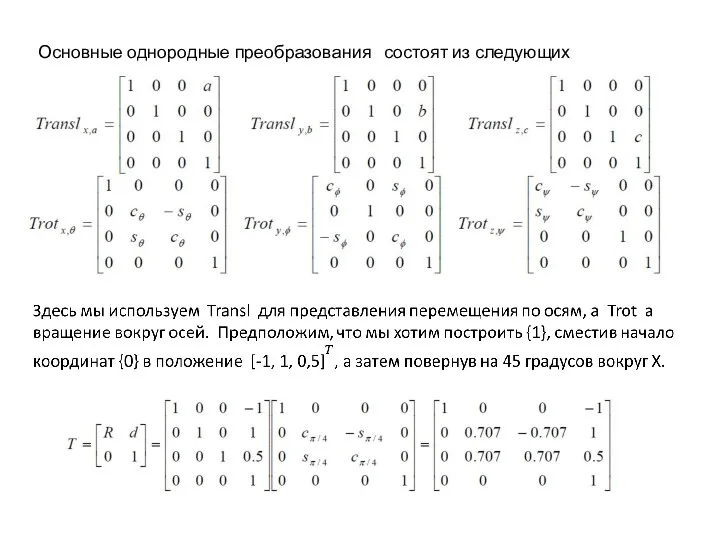
Основные однородные преобразования состоят из следующих
Основные однородные преобразования состоят из следующих
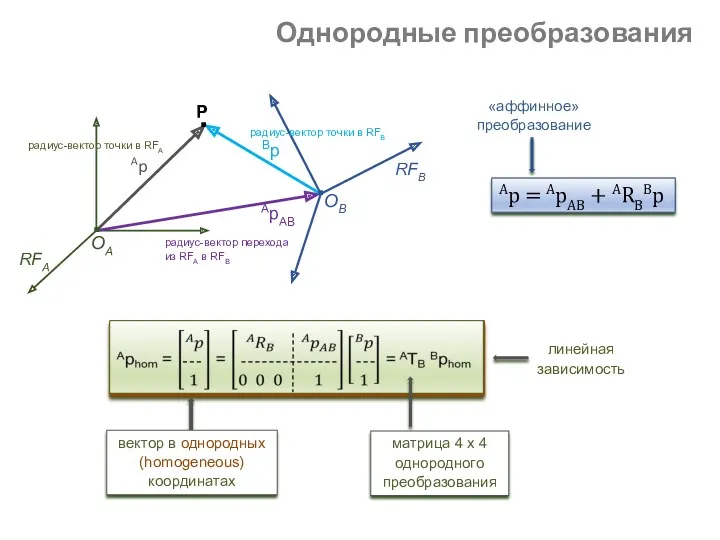
Однородные преобразования
OА
OB
RFА
RFB
P
.
.
.
ApAB
Ap
Bp
радиус-вектор точки в RFA
радиус-вектор точки в RFB
радиус-вектор перехода из RFA
Однородные преобразования
OА
OB
RFА
RFB
P
.
.
.
ApAB
Ap
Bp
радиус-вектор точки в RFA
радиус-вектор точки в RFB
радиус-вектор перехода из RFA
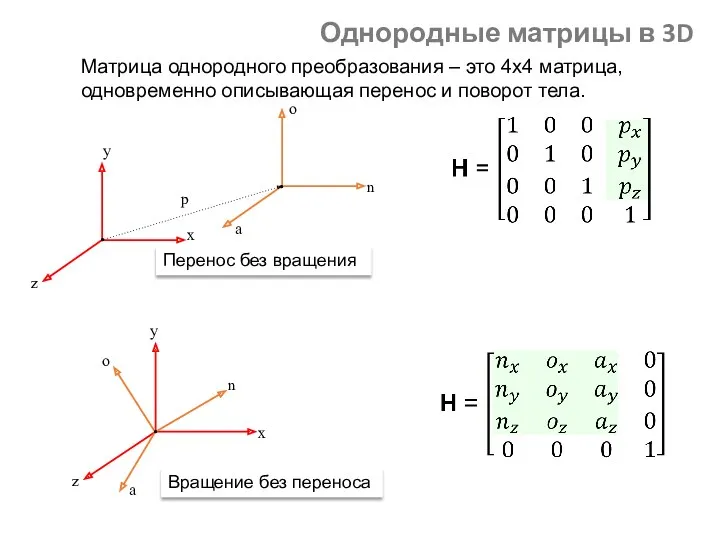
Однородные матрицы в 3D
Матрица однородного преобразования – это 4x4 матрица, одновременно
Однородные матрицы в 3D
Матрица однородного преобразования – это 4x4 матрица, одновременно

Базовые матрицы трансформации
Базовые матрицы трансформации
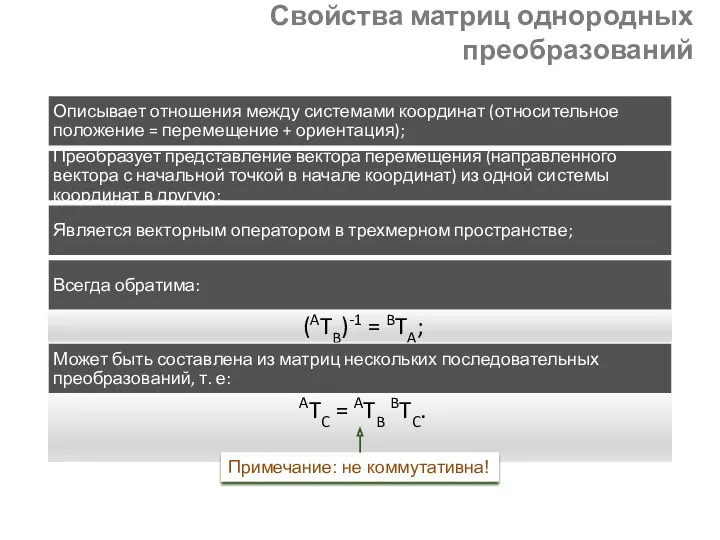
Свойства матриц однородных преобразований
Примечание: не коммутативна!
Свойства матриц однородных преобразований
Примечание: не коммутативна!
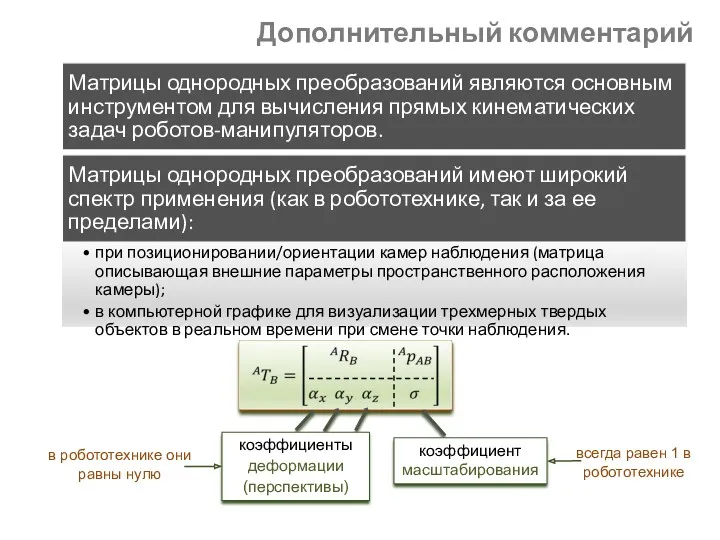
Дополнительный комментарий
всегда равен 1 в робототехнике
в робототехнике они равны нулю
коэффициент масштабирования
коэффициенты
Дополнительный комментарий
всегда равен 1 в робототехнике
в робототехнике они равны нулю
коэффициент масштабирования
коэффициенты
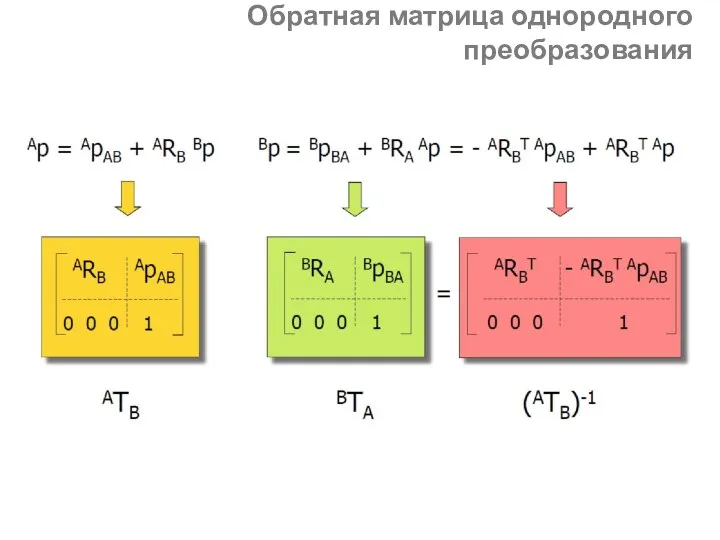
Обратная матрица однородного преобразования
Обратная матрица однородного преобразования
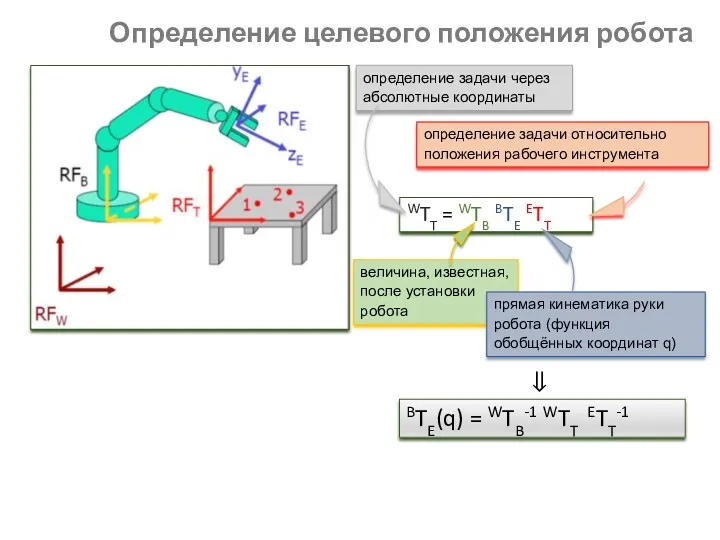
Определение целевого положения робота
BTE(q) = WTB-1 WTT ETT-1
WTT = WTB BTE
Определение целевого положения робота
BTE(q) = WTB-1 WTT ETT-1
WTT = WTB BTE
![Линейное перемещение --> T1=transl([1,0,0]) T1 = 1. 0. 0. 1.](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-226.jpg)
Линейное перемещение
--> T1=transl([1,0,0])
T1 =
1. 0. 0. 1.
0.
Линейное перемещение
--> T1=transl([1,0,0])
T1 =
1. 0. 0. 1.
0.
![--> T=transl([-1,1,0.5])*trotx(45,'deg') T = 1. 0. 0. -1. 0. 0.7071068](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-227.jpg)
--> T=transl([-1,1,0.5])*trotx(45,'deg')
T =
1. 0. 0. -1.
0.
--> T=transl([-1,1,0.5])*trotx(45,'deg')
T =
1. 0. 0. -1.
0.
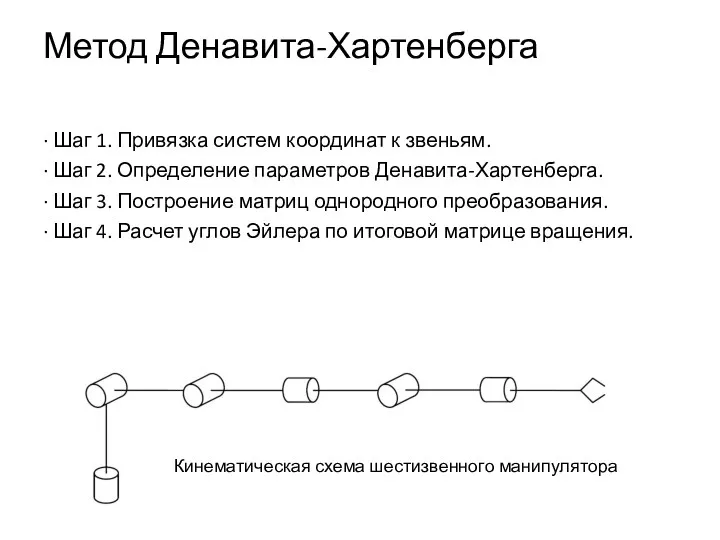
Метод Денавита-Хартенберга
∙ Шаг 1. Привязка систем координат к звеньям.
∙ Шаг 2.
Метод Денавита-Хартенберга
∙ Шаг 1. Привязка систем координат к звеньям.
∙ Шаг 2.
Очевидно, что каждое ?-ое сочленение манипулятора соединяет два звена ? −
Очевидно, что каждое ?-ое сочленение манипулятора соединяет два звена ? −
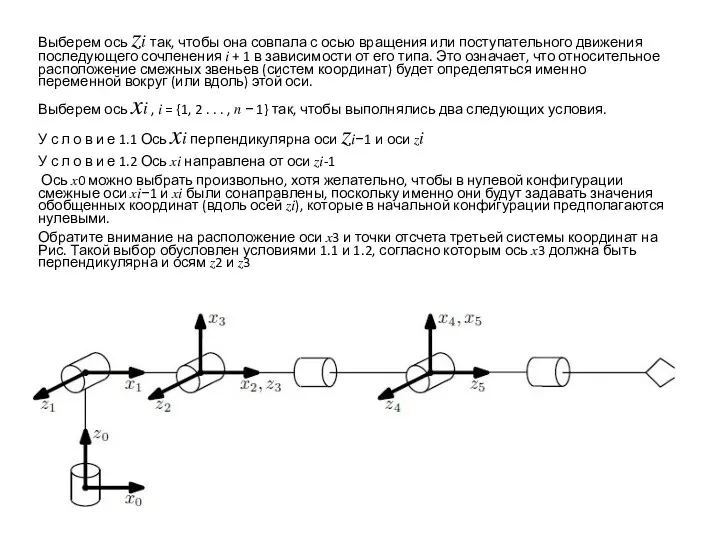
Выберем ось ?? так, чтобы она совпала с осью вращения или
Выберем ось ?? так, чтобы она совпала с осью вращения или
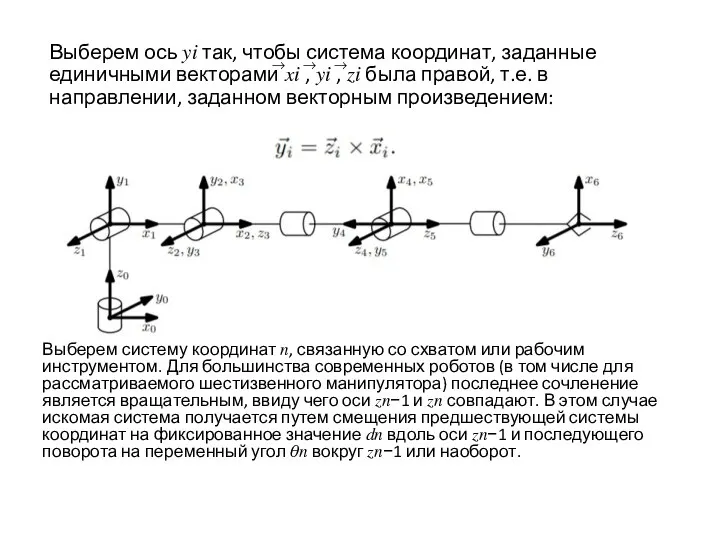
Выберем ось ?? так, чтобы система координат, заданные единичными векторами ⃗??
Выберем ось ?? так, чтобы система координат, заданные единичными векторами ⃗??
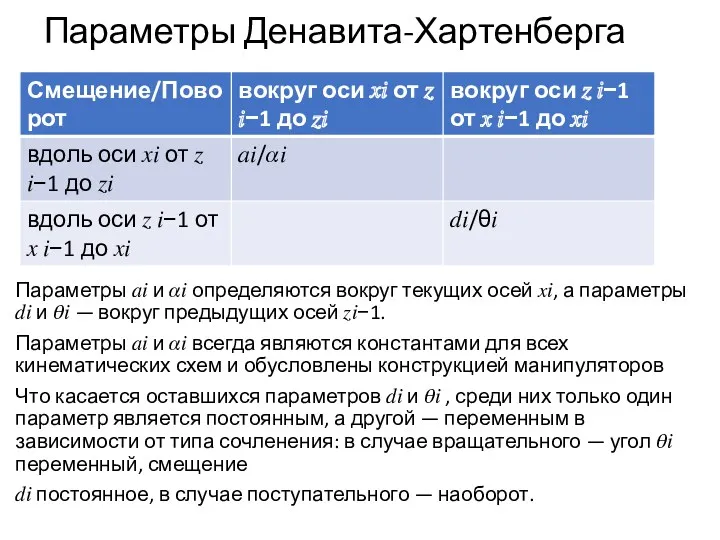
Параметры Денавита-Хартенберга
Параметры ?? и ?? определяются вокруг текущих осей ??, а
Параметры Денавита-Хартенберга
Параметры ?? и ?? определяются вокруг текущих осей ??, а
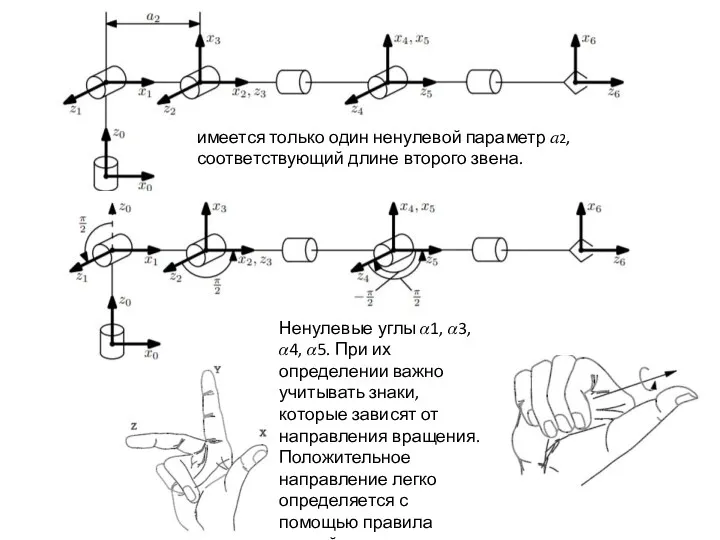
имеется только один ненулевой параметр ?2, соответствующий длине второго звена.
Ненулевые углы
имеется только один ненулевой параметр ?2, соответствующий длине второго звена.
Ненулевые углы
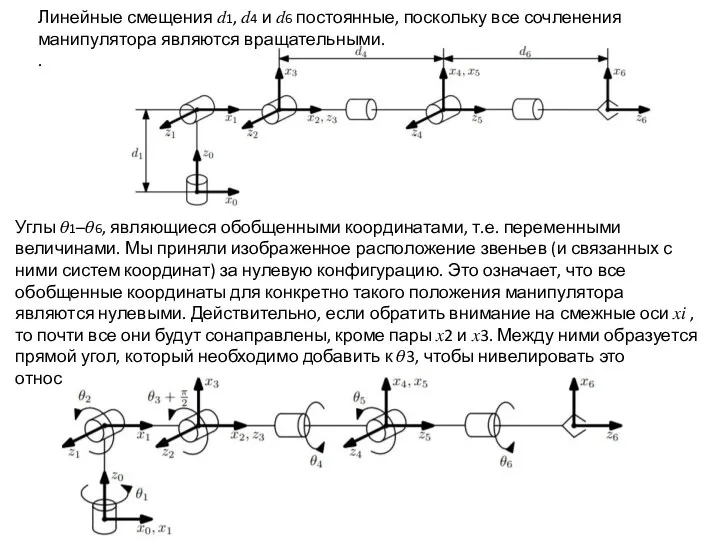
Линейные смещения ?1, ?4 и ?6 постоянные, поскольку все сочленения манипулятора
Линейные смещения ?1, ?4 и ?6 постоянные, поскольку все сочленения манипулятора

Параметры Денавита-Хартенберга 6-звенного манипулятора
Параметры Денавита-Хартенберга 6-звенного манипулятора
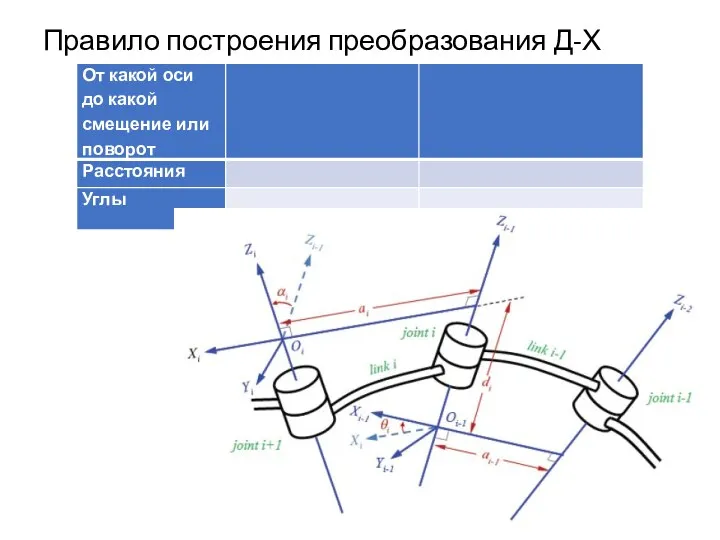
Правило построения преобразования Д-Х
Правило построения преобразования Д-Х
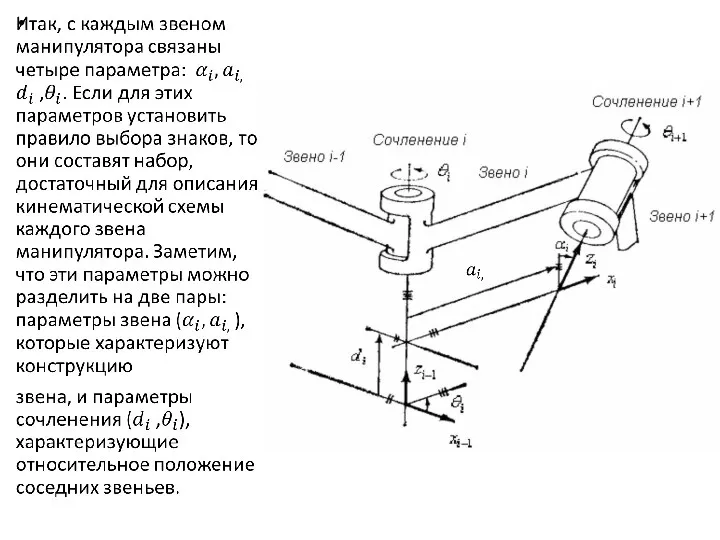
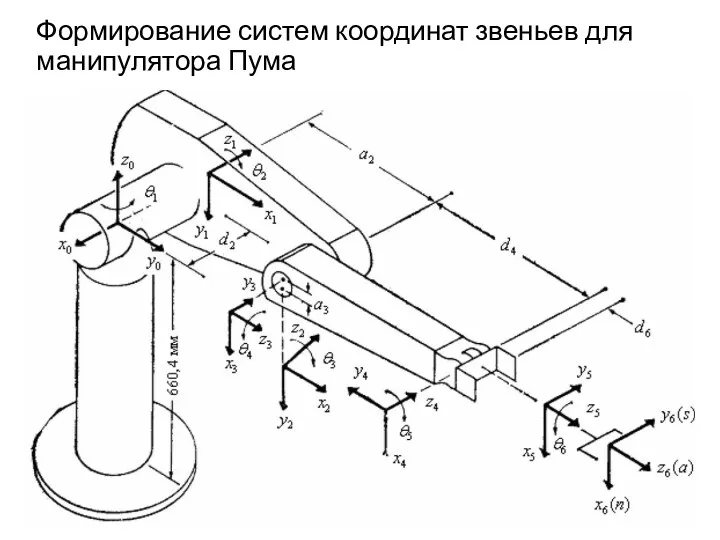
Формирование систем координат звеньев для манипулятора Пума
Формирование систем координат звеньев для манипулятора Пума
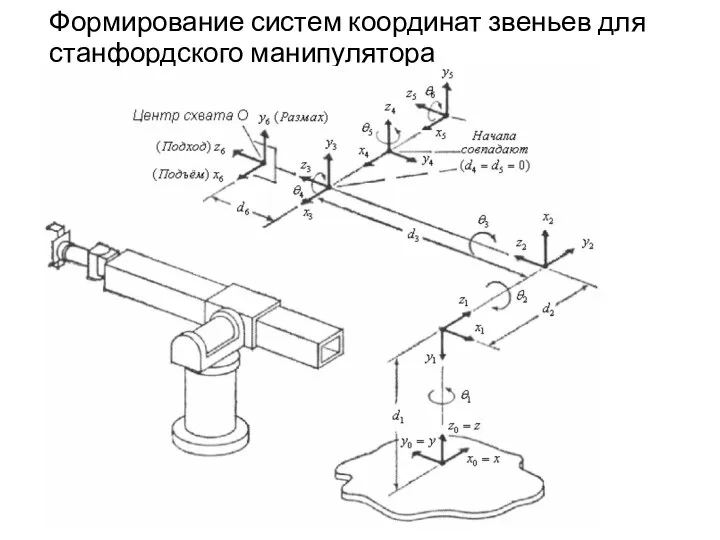
Формирование систем координат звеньев для станфордского манипулятора
Формирование систем координат звеньев для станфордского манипулятора
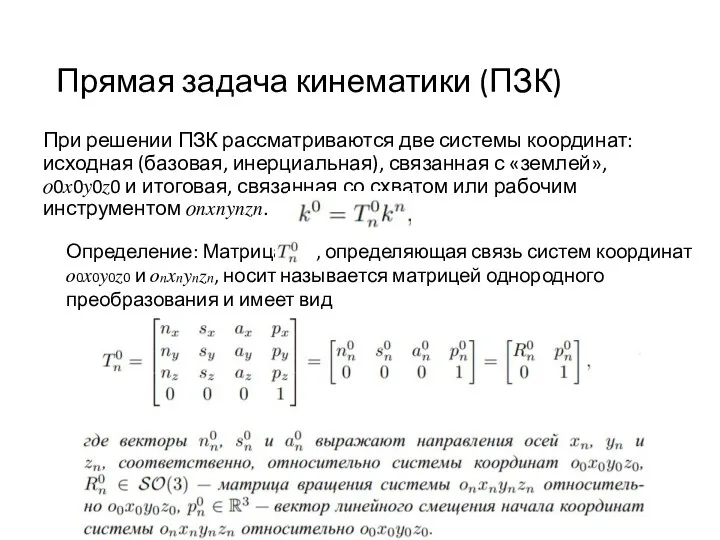
Прямая задача кинематики (ПЗК)
При решении ПЗК рассматриваются две системы координат: исходная
Прямая задача кинематики (ПЗК)
При решении ПЗК рассматриваются две системы координат: исходная
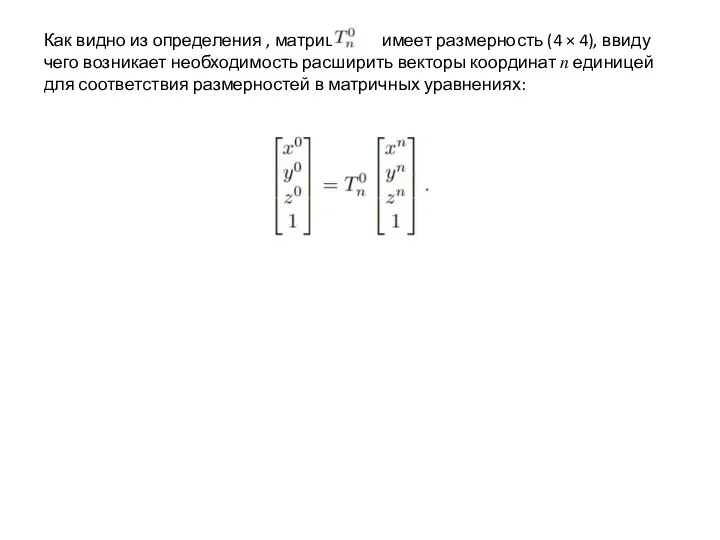
Как видно из определения , матрица имеет размерность (4 × 4),
Как видно из определения , матрица имеет размерность (4 × 4),
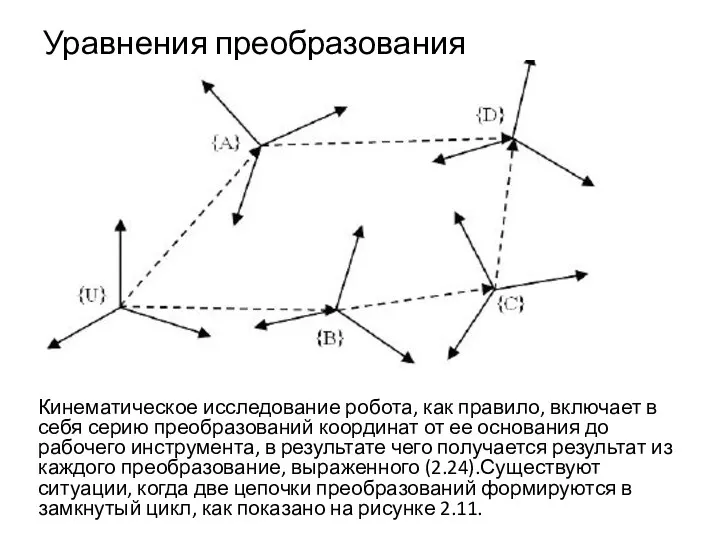
Уравнения преобразования
Кинематическое исследование робота, как правило, включает в себя серию преобразований
Уравнения преобразования
Кинематическое исследование робота, как правило, включает в себя серию преобразований
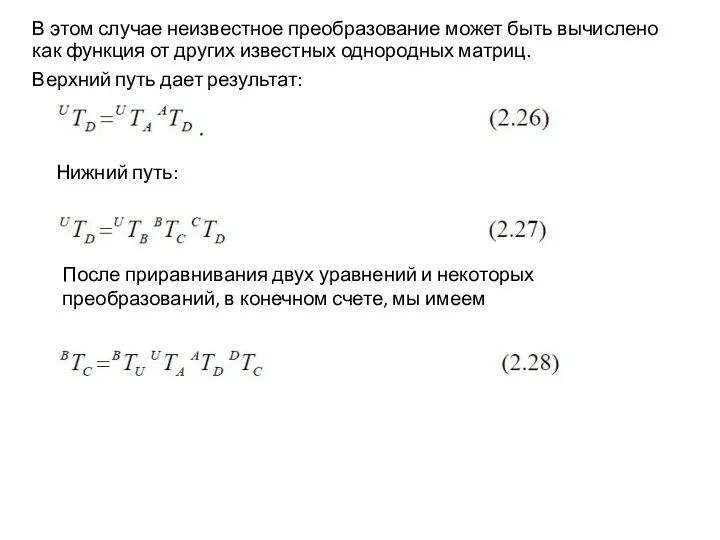
В этом случае неизвестное преобразование может быть вычислено как функция от
В этом случае неизвестное преобразование может быть вычислено как функция от
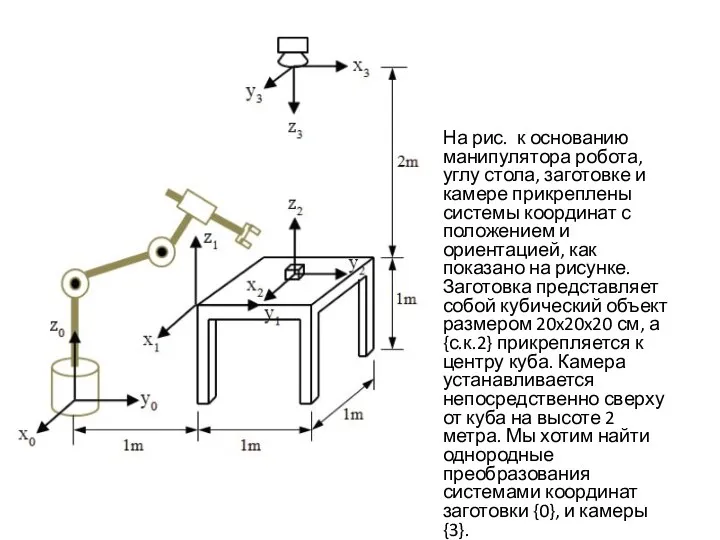
На рис. к основанию манипулятора робота, углу стола, заготовке и камере
На рис. к основанию манипулятора робота, углу стола, заготовке и камере
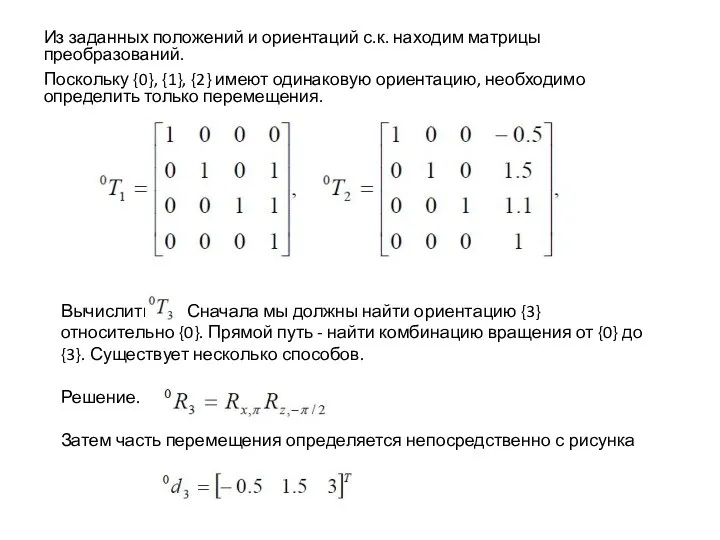
Из заданных положений и ориентаций с.к. находим матрицы преобразований.
Поскольку {0}, {1},
Из заданных положений и ориентаций с.к. находим матрицы преобразований.
Поскольку {0}, {1},
![поэтому -->T30=transl([-0.5,1.5,3])*trotx(pi)*trotz(-pi/2) T30 = 0. 1. 0. -0.5 1. 0.](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-246.jpg)
поэтому
-->T30=transl([-0.5,1.5,3])*trotx(pi)*trotz(-pi/2)
T30 =
0. 1. 0. -0.5
1. 0. 0. 1.5
0.
поэтому
-->T30=transl([-0.5,1.5,3])*trotx(pi)*trotz(-pi/2)
T30 =
0. 1. 0. -0.5
1. 0. 0. 1.5
0.
Мы можем использовать аналогичный метод для вычисления других нетривиальных преобразований, таких
Мы можем использовать аналогичный метод для вычисления других нетривиальных преобразований, таких
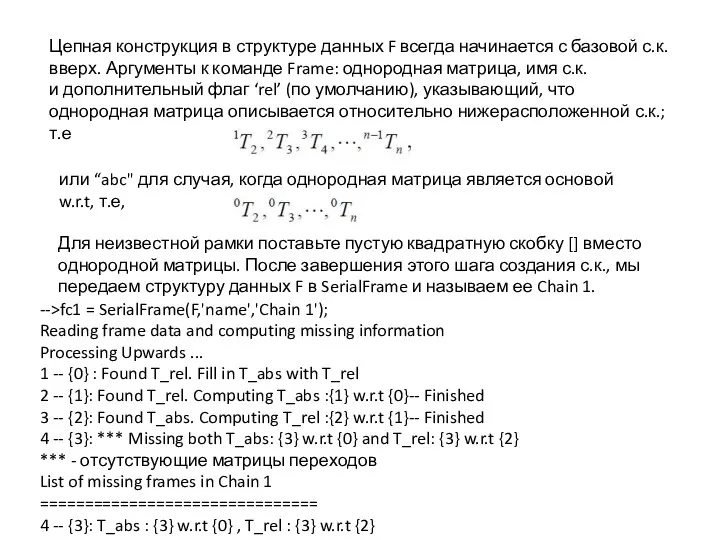
Цепная конструкция в структуре данных F всегда начинается с базовой с.к.
вверх.
Цепная конструкция в структуре данных F всегда начинается с базовой с.к.
вверх.
Наблюдайте по сообщениям, как SerialFrame пытается вычислить и заполнить недостающее преобразование
Наблюдайте по сообщениям, как SerialFrame пытается вычислить и заполнить недостающее преобразование
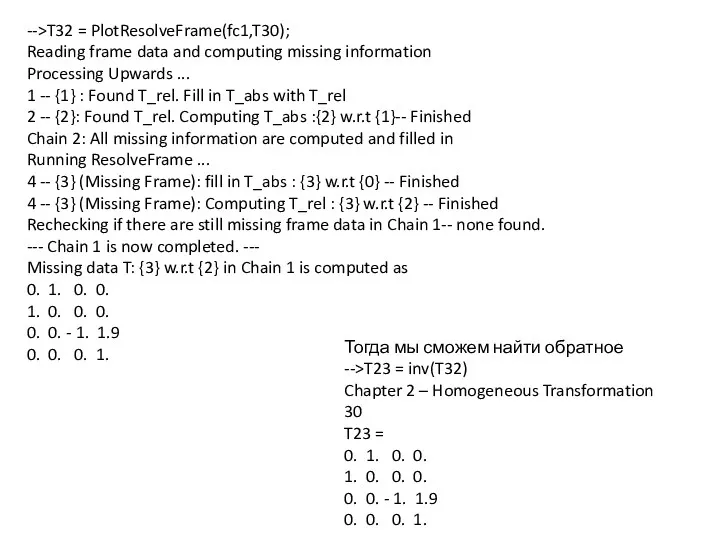
-->T32 = PlotResolveFrame(fc1,T30);
Reading frame data and computing missing information
Processing Upwards ...
1
-->T32 = PlotResolveFrame(fc1,T30);
Reading frame data and computing missing information
Processing Upwards ...
1
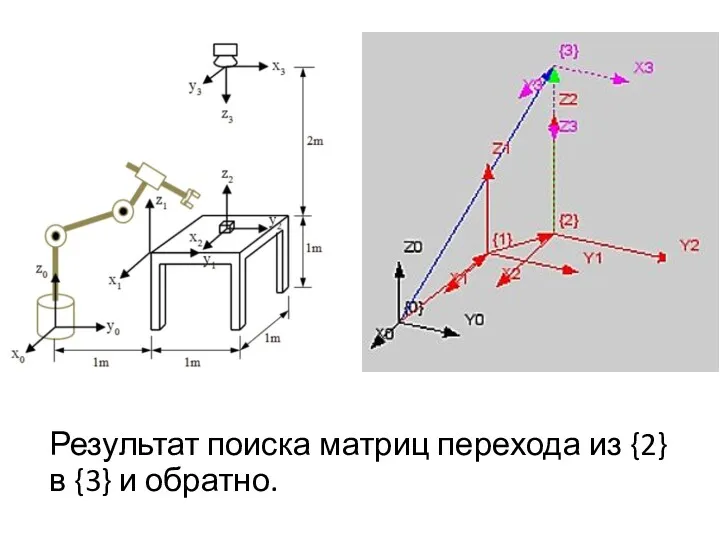
Результат поиска матриц перехода из {2} в {3} и обратно.
Результат поиска матриц перехода из {2} в {3} и обратно.
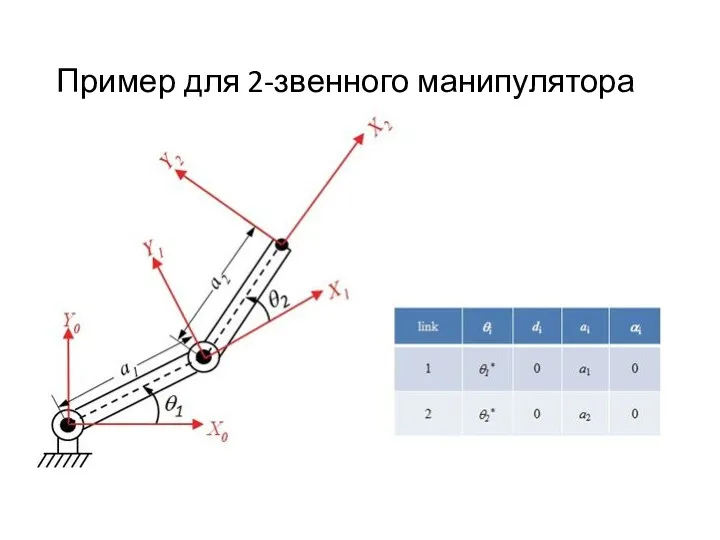
Пример для 2-звенного манипулятора
Пример для 2-звенного манипулятора
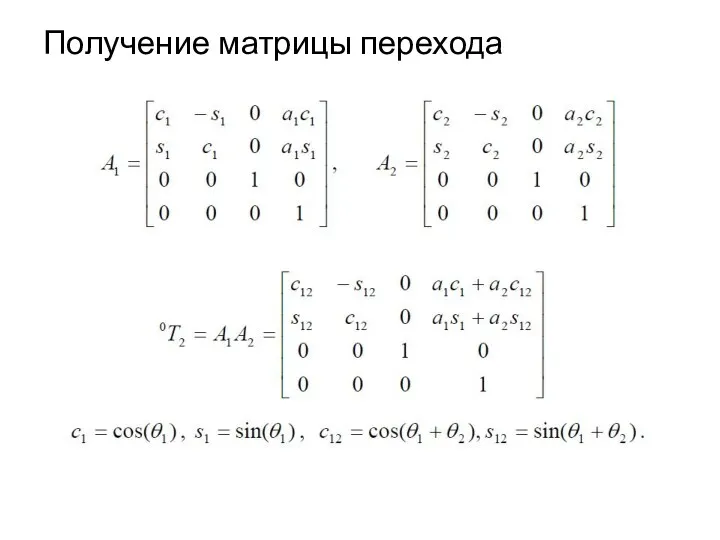
Получение матрицы перехода
Получение матрицы перехода
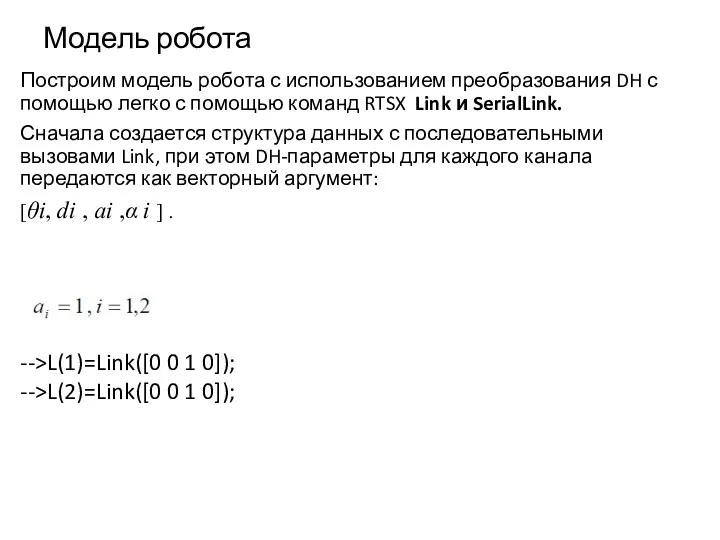
Модель робота
Построим модель робота с использованием преобразования DH с помощью легко
Модель робота
Построим модель робота с использованием преобразования DH с помощью легко
Сборка робота
Сборка робота
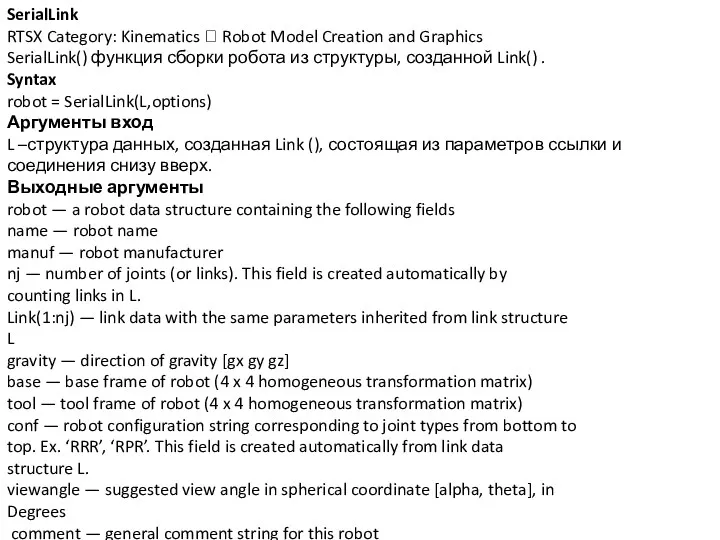
SerialLink
RTSX Category: Kinematics Robot Model Creation and Graphics
SerialLink() функция сборки
SerialLink
RTSX Category: Kinematics Robot Model Creation and Graphics
SerialLink() функция сборки
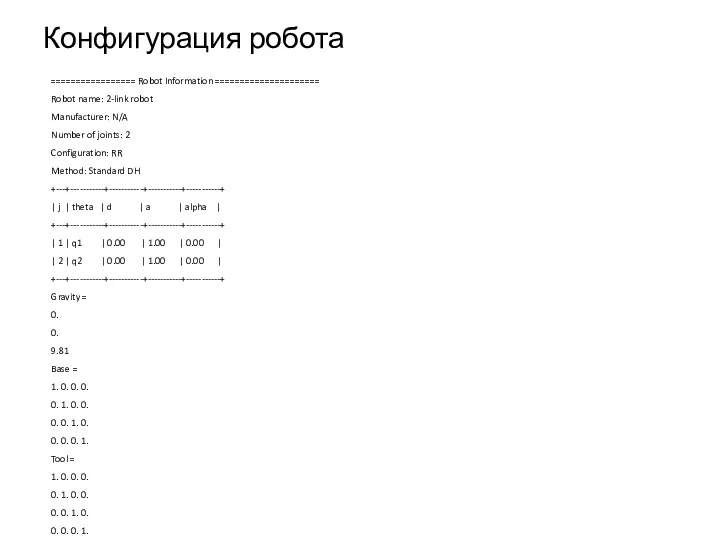
Конфигурация робота
================= Robot Information =====================
Robot name: 2-link robot
Manufacturer: N/A
Number of joints:
Конфигурация робота
================= Robot Information =====================
Robot name: 2-link robot
Manufacturer: N/A
Number of joints:
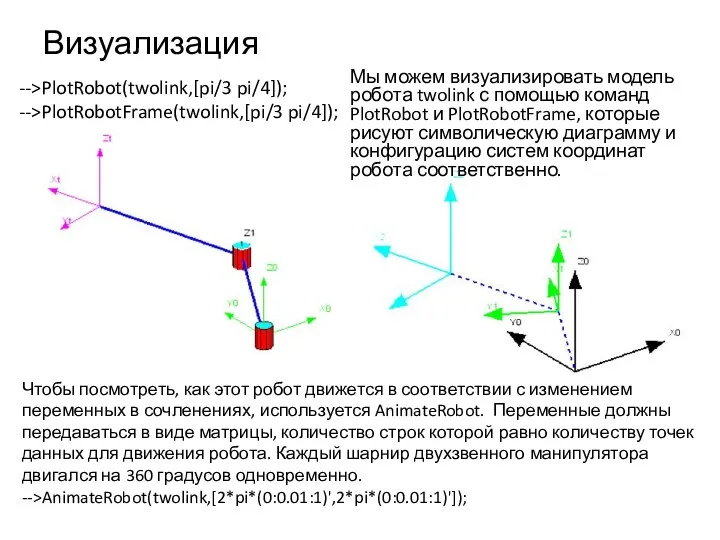
Визуализация
Мы можем визуализировать модель робота twolink с помощью команд PlotRobot и
Визуализация
Мы можем визуализировать модель робота twolink с помощью команд PlotRobot и
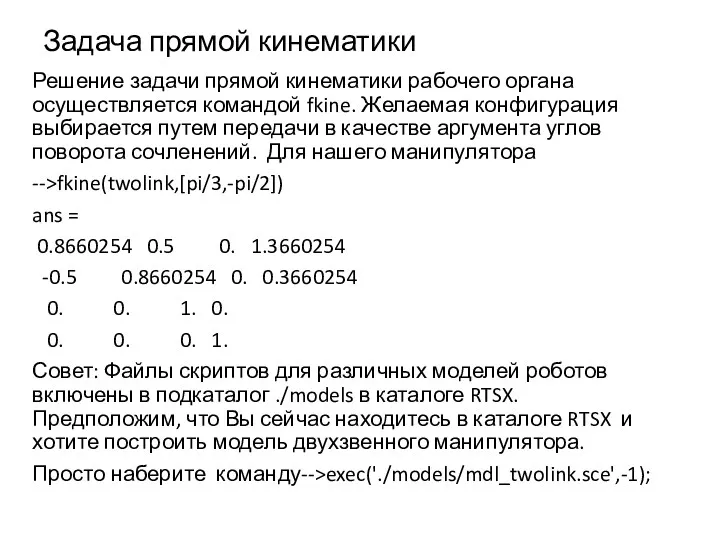
Задача прямой кинематики
Решение задачи прямой кинематики рабочего органа осуществляется командой fkine.
Задача прямой кинематики
Решение задачи прямой кинематики рабочего органа осуществляется командой fkine.
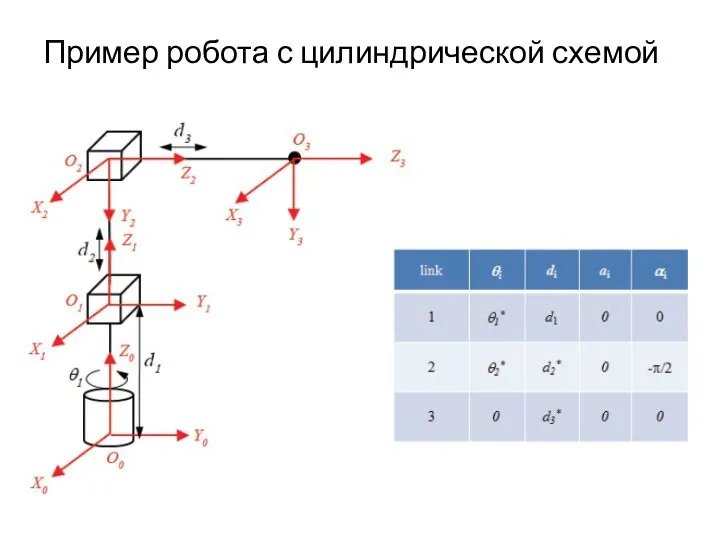
Пример робота с цилиндрической схемой
Пример робота с цилиндрической схемой
![Матрицы переходов -->L(1)=Link([0 1 0 0]);// Полагаем d1=1 -->L(2)=Link([0 1](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-261.jpg)
Матрицы переходов
-->L(1)=Link([0 1 0 0]);// Полагаем d1=1
-->L(2)=Link([0 1 0 -pi/2],'p'); //
Матрицы переходов
-->L(1)=Link([0 1 0 0]);// Полагаем d1=1
-->L(2)=Link([0 1 0 -pi/2],'p'); //
![Визуализация -->PlotRobot(cylind_robot,[0,1,0.5]); // Анимация -->q1=pi*(0:0.01:1)'; -->q2=(0:0.01:1)'; -->q3=(0:0.02:2)'; -->AnimateRobot(cylind_robot,[q1,q2,q3]) Для решения](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-262.jpg)
Визуализация
-->PlotRobot(cylind_robot,[0,1,0.5]);
// Анимация
-->q1=pi*(0:0.01:1)';
-->q2=(0:0.01:1)';
-->q3=(0:0.02:2)';
-->AnimateRobot(cylind_robot,[q1,q2,q3])
Для решения задачи прямой кинематики используется fkine.
В некоторых случаях, помимо
Визуализация
-->PlotRobot(cylind_robot,[0,1,0.5]);
// Анимация
-->q1=pi*(0:0.01:1)';
-->q2=(0:0.01:1)';
-->q3=(0:0.02:2)';
-->AnimateRobot(cylind_robot,[q1,q2,q3])
Для решения задачи прямой кинематики используется fkine.
В некоторых случаях, помимо
![Команда Robot2AT. --> [A,T]=Robot2AT(cylind_robot,[pi/4, 0.5, 0.8]) T = 0.7071068 0.](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/585900/slide-263.jpg)
Команда Robot2AT.
--> [A,T]=Robot2AT(cylind_robot,[pi/4, 0.5, 0.8])
T =
0.7071068 0. -0.7071068
Команда Robot2AT.
--> [A,T]=Robot2AT(cylind_robot,[pi/4, 0.5, 0.8])
T =
0.7071068 0. -0.7071068
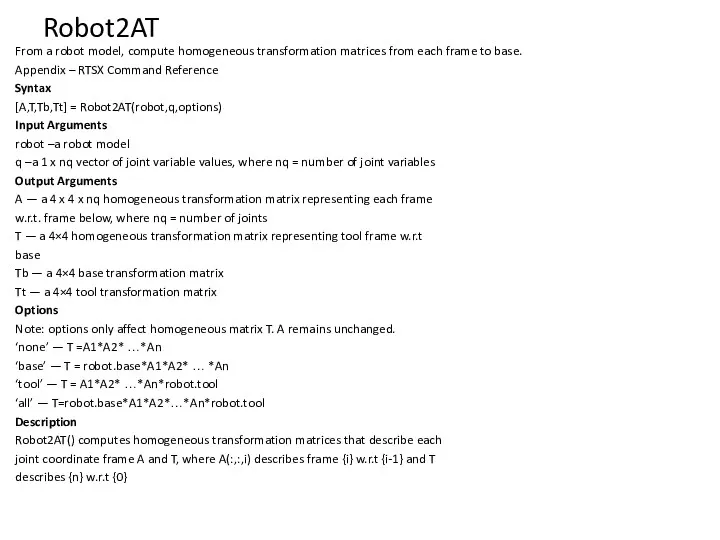
Robot2AT
From a robot model, compute homogeneous transformation matrices from each frame
Robot2AT
From a robot model, compute homogeneous transformation matrices from each frame
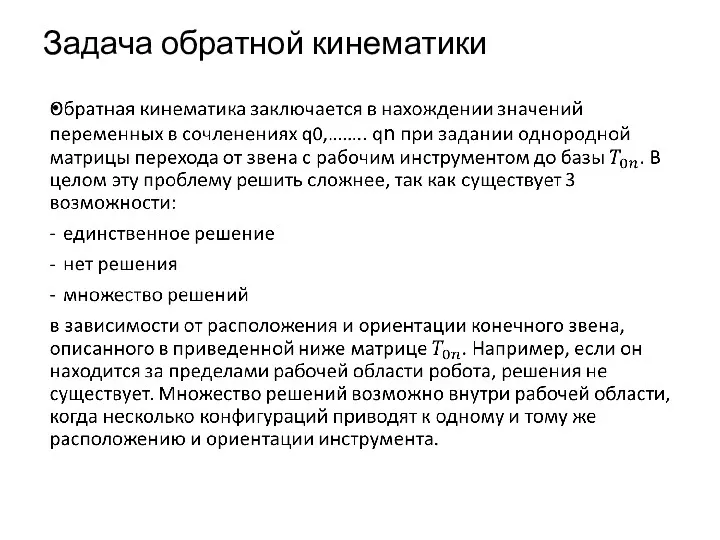
Задача обратной кинематики
Задача обратной кинематики
Другой вопрос, который еще больше усложняет проблему обратной кинематики некоторых роботов,
Другой вопрос, который еще больше усложняет проблему обратной кинематики некоторых роботов,
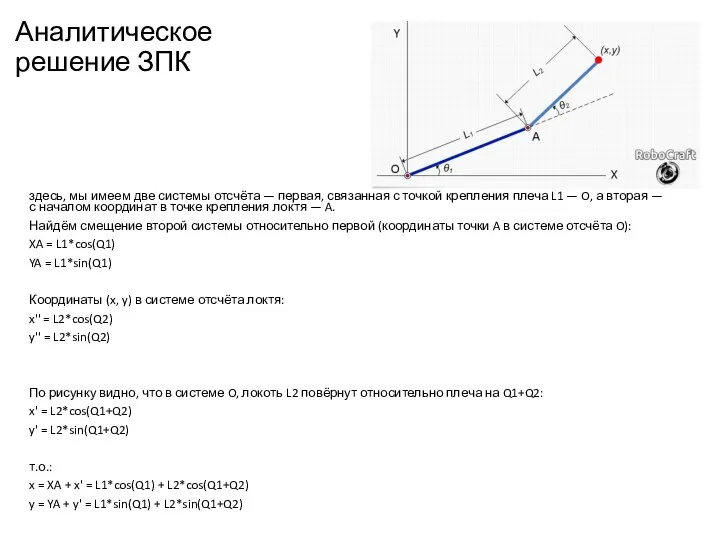
Аналитическое решение ЗПК
здесь, мы имеем две системы отсчёта — первая, связанная
Аналитическое решение ЗПК
здесь, мы имеем две системы отсчёта — первая, связанная
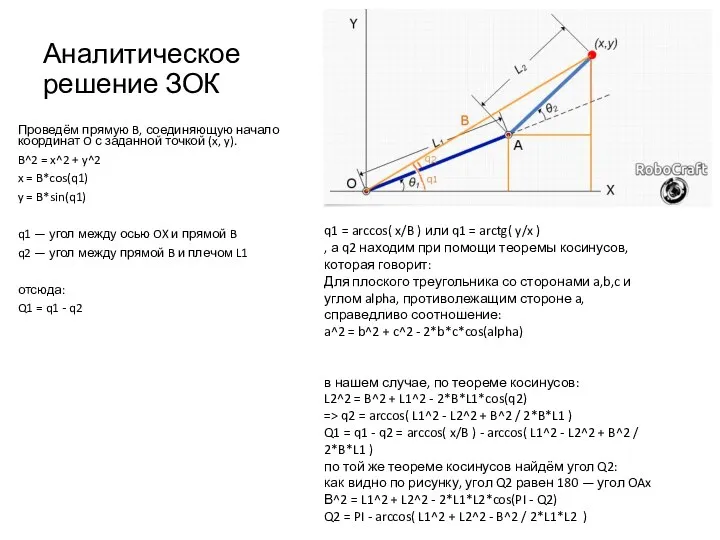
Аналитическое решение ЗОК
Проведём прямую B, соединяющую начало координат O с заданной
Аналитическое решение ЗОК
Проведём прямую B, соединяющую начало координат O с заданной
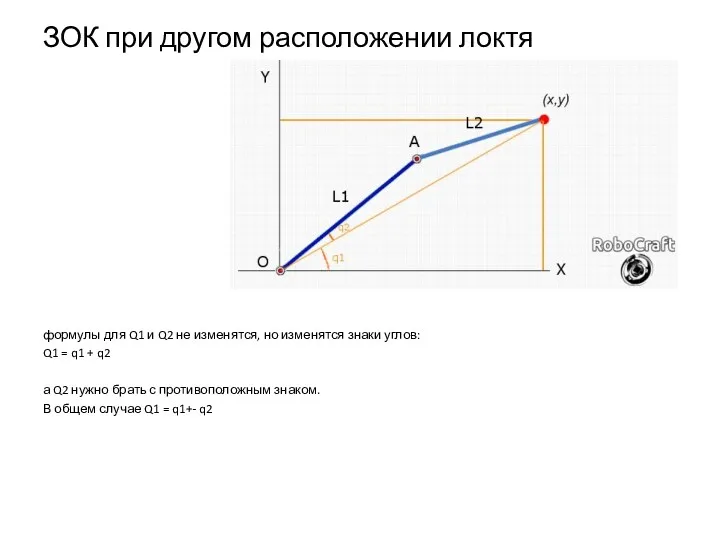
ЗОК при другом расположении локтя
формулы для Q1 и Q2 не изменятся,
ЗОК при другом расположении локтя
формулы для Q1 и Q2 не изменятся,
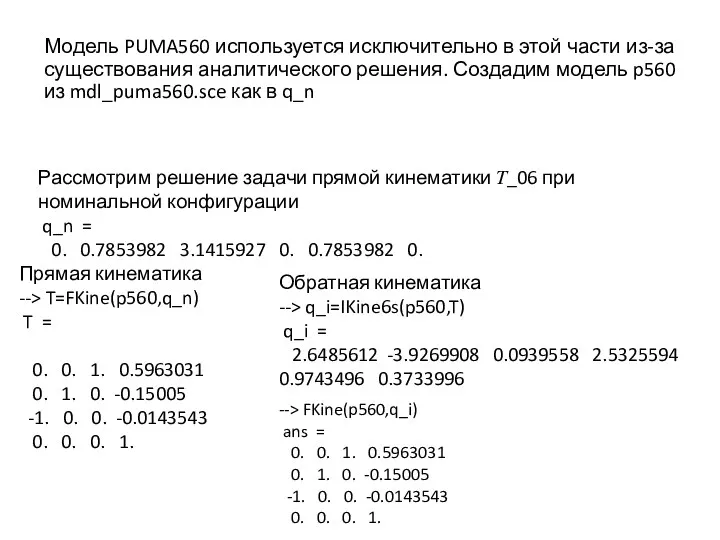
Модель PUMA560 используется исключительно в этой части из-за существования аналитического решения.
Модель PUMA560 используется исключительно в этой части из-за существования аналитического решения.
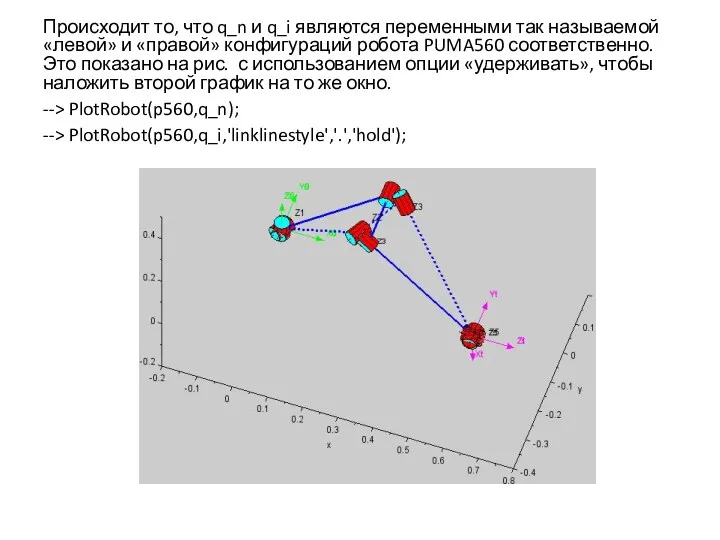
Происходит то, что q_n и q_i являются переменными так называемой «левой»
Происходит то, что q_n и q_i являются переменными так называемой «левой»
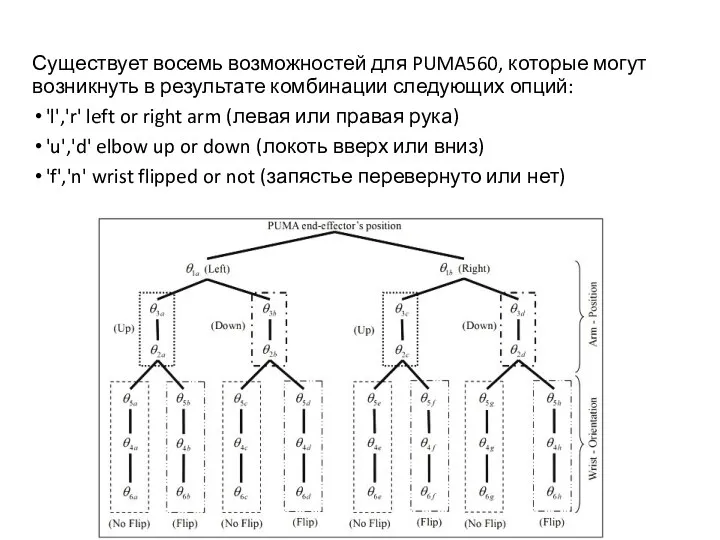
Существует восемь возможностей для PUMA560, которые могут возникнуть в результате комбинации
Существует восемь возможностей для PUMA560, которые могут возникнуть в результате комбинации
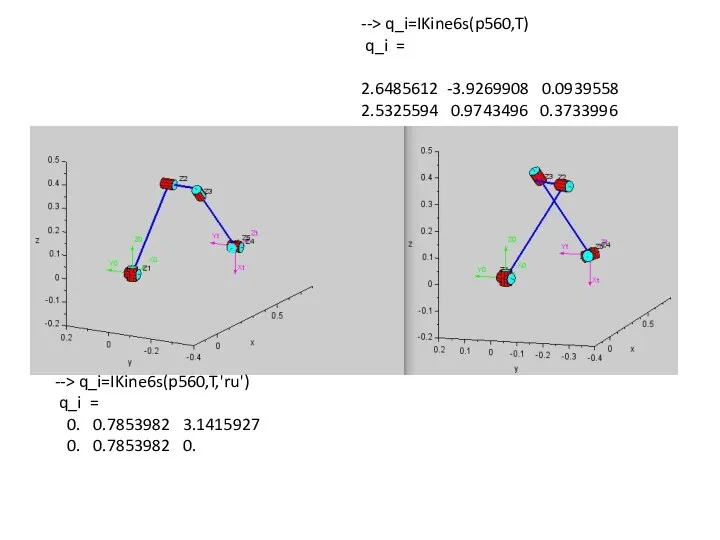
--> q_i=IKine6s(p560,T)
q_i =
2.6485612 -3.9269908 0.0939558 2.5325594 0.9743496 0.3733996
--> q_i=IKine6s(p560,T,'ru')
--> q_i=IKine6s(p560,T)
q_i =
2.6485612 -3.9269908 0.0939558 2.5325594 0.9743496 0.3733996
--> q_i=IKine6s(p560,T,'ru')
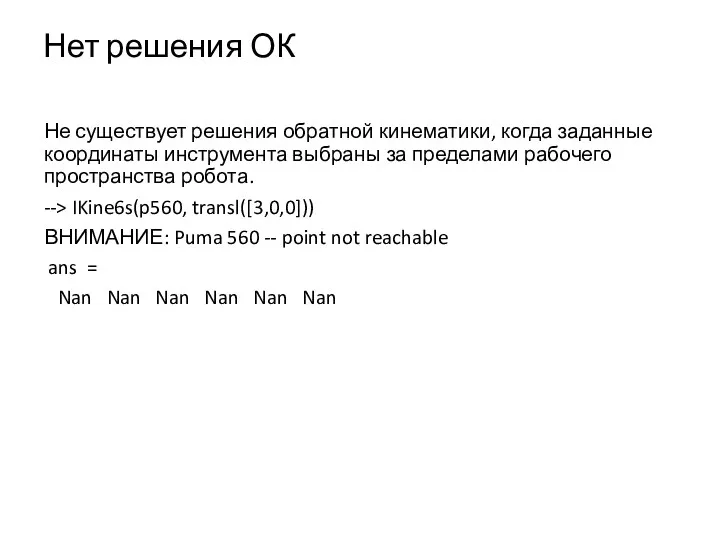
Нет решения ОК
Не существует решения обратной кинематики, когда заданные координаты инструмента
Нет решения ОК
Не существует решения обратной кинематики, когда заданные координаты инструмента
Для некоторых роботов, для которых не существует решения обратной кинематики в
Для некоторых роботов, для которых не существует решения обратной кинематики в
 Биостимуляторы. Гиполипидемические средства
Биостимуляторы. Гиполипидемические средства Презентация Загадки - обманки
Презентация Загадки - обманки Стрельба в играх
Стрельба в играх Презетация к мастер-классу Правила дорожные верные, надежные!
Презетация к мастер-классу Правила дорожные верные, надежные! Умножение и деление. Задачи
Умножение и деление. Задачи Методика работы с пословицами и поговорками на уроках литературного чтения
Методика работы с пословицами и поговорками на уроках литературного чтения Зима в музыке, поэзии и живописи
Зима в музыке, поэзии и живописи Значение периодического закона
Значение периодического закона Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла
Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла Аквариумные рыбки и уход за ними
Аквариумные рыбки и уход за ними Электроэнергетика. Виды электроэнергетики
Электроэнергетика. Виды электроэнергетики Вода в атмосфере
Вода в атмосфере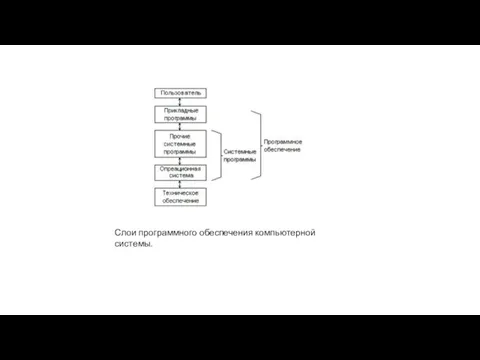 Процессы и их поддержка в операционной системе
Процессы и их поддержка в операционной системе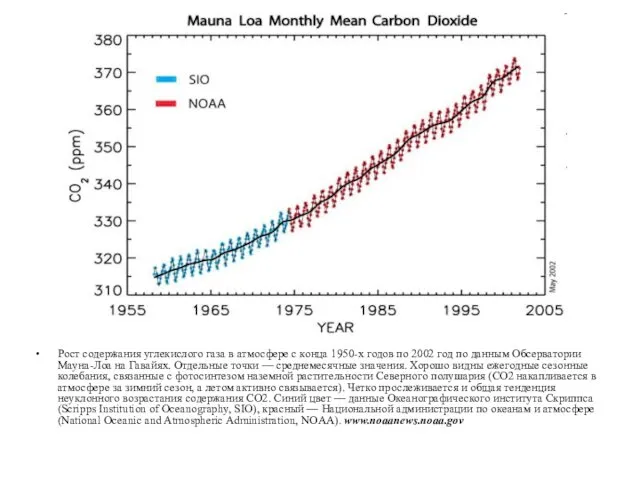 Глобальное потепление
Глобальное потепление Статистика в биологии
Статистика в биологии Мастер-класс Интерактивные технологии обучения на уроках географии как средства формирования коммуникативной компетентности школьников
Мастер-класс Интерактивные технологии обучения на уроках географии как средства формирования коммуникативной компетентности школьников Государственная территория России
Государственная территория России Школа молодого педагога (1 встреча)
Школа молодого педагога (1 встреча) Презентация для классного часа по теме Герои России
Презентация для классного часа по теме Герои России Литературная викторина
Литературная викторина Наш выбор - здоровый образ жизни
Наш выбор - здоровый образ жизни Профессиональный стандарт педагога как основа оценки педагогической деятельности и профессионального развития педагога
Профессиональный стандарт педагога как основа оценки педагогической деятельности и профессионального развития педагога Библиотека молодым: поиск позитивных и действенных форм работы
Библиотека молодым: поиск позитивных и действенных форм работы Работа над дикцией и артикуляцией: игровые приемы
Работа над дикцией и артикуляцией: игровые приемы Инженерный вуз XXI века
Инженерный вуз XXI века Дружба и вражда. Аспекты темы
Дружба и вражда. Аспекты темы История нашего города. Санкт-Петербург 1703 год
История нашего города. Санкт-Петербург 1703 год Monitorizarea calitatii. Energiei electrice
Monitorizarea calitatii. Energiei electrice