- Процесс растачивания деталей. Глубокая расточка

Содержание
- 2. Metal Cutting Technology 1.0 B 8.1 Процесс растачивания Обычно операции растачивания выполняются на обрабатывающих центрах и
- 3. Metal Cutting Technology 1.0 B 8.1 Методы растачивания отверстий Однолезвийное растачивание Обычно используется для чистовых операций
- 4. Процедура выбора расточного инструмента Процесс планирования производства Способ применения 4 Режимы резания, СОЖ, и т.д. Выбор
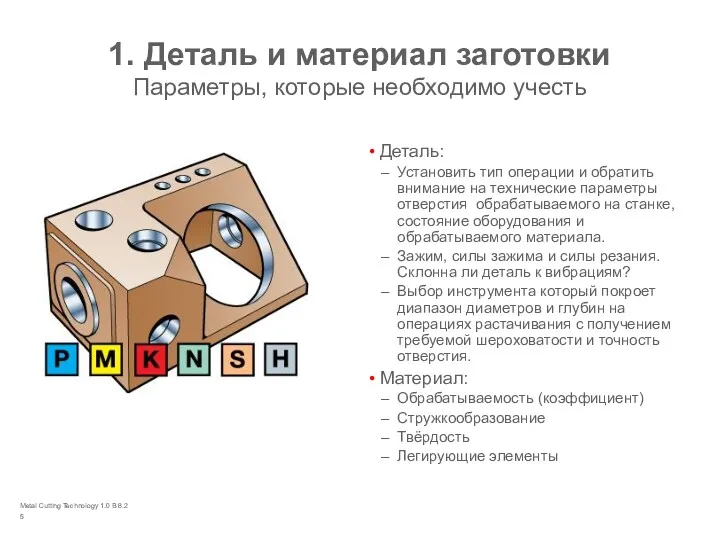
- 5. Metal Cutting Technology 1.0 B 8.2 1. Деталь и материал заготовки Параметры, которые необходимо учесть Деталь:
- 6. 2. Анализ оборудования Состояние оборудования Жесткость станка Частота вращения шпинделя Подача СОЖ Зажим заготовки Горизонтальное или
- 7. Metal Cutting Technology 1.0 B 8.2 3. Выбор расточного инструмента Многолезвийное растачивание Высокая производительность снятия металла
- 8. Metal Cutting Technology 1.0 B 8.2 4. Способ применения Параметры, которые необходимо учесть Инструментальная оснастка Всегда
- 9. Metal Cutting Technology 1.0 B 8.3 Выбор чернового расточного инструмента Инструмент для тяжелого чернового растачивания с
- 10. Metal Cutting Technology 1.0 B 8.3 Выбор чистового расточного инструмента Многозубая (многолезвийная) развертка Чистовая расточная головка
- 11. Чистовой расточной инструмент Однолезвийные чистовые расточные инструменты имеют возможность высокоточного регулирования режущей кромки выставляя диаметр в
- 12. Использовать СОЖ для лучшей эвакуации стружки, охлаждения и смазки Оказывает влияние на качество отверстия и стойкость
- 14. Скачать презентацию

Metal Cutting Technology 1.0 B 8.1
Процесс растачивания
Обычно операции растачивания выполняются на
Metal Cutting Technology 1.0 B 8.1
Процесс растачивания
Обычно операции растачивания выполняются на

Metal Cutting Technology 1.0 B 8.1
Методы растачивания отверстий
Однолезвийное растачивание
Обычно используется для
Metal Cutting Technology 1.0 B 8.1
Методы растачивания отверстий
Однолезвийное растачивание
Обычно используется для

Процедура выбора расточного инструмента
Процесс планирования производства
Способ применения
4
Режимы резания, СОЖ, и
Процедура выбора расточного инструмента
Процесс планирования производства
Способ применения
4
Режимы резания, СОЖ, и
Metal Cutting Technology 1.0 B 8.2
1. Деталь и материал заготовки
Параметры, которые
Metal Cutting Technology 1.0 B 8.2
1. Деталь и материал заготовки Параметры, которые

2. Анализ оборудования
Состояние оборудования
Жесткость станка
Частота вращения шпинделя
Подача СОЖ
Зажим заготовки
Горизонтальное
2. Анализ оборудования
Состояние оборудования
Жесткость станка
Частота вращения шпинделя
Подача СОЖ
Зажим заготовки
Горизонтальное

Metal Cutting Technology 1.0 B 8.2
3. Выбор расточного инструмента
Многолезвийное растачивание
Высокая производительность
Metal Cutting Technology 1.0 B 8.2
3. Выбор расточного инструмента
Многолезвийное растачивание
Высокая производительность

Metal Cutting Technology 1.0 B 8.2
4. Способ применения
Параметры, которые необходимо
Metal Cutting Technology 1.0 B 8.2
4. Способ применения Параметры, которые необходимо

Metal Cutting Technology 1.0 B 8.3
Выбор чернового расточного инструмента
Инструмент для тяжелого
Metal Cutting Technology 1.0 B 8.3
Выбор чернового расточного инструмента
Инструмент для тяжелого

Metal Cutting Technology 1.0 B 8.3
Выбор чистового расточного инструмента
Многозубая (многолезвийная) развертка
Чистовая
Metal Cutting Technology 1.0 B 8.3
Выбор чистового расточного инструмента
Многозубая (многолезвийная) развертка
Чистовая

Чистовой расточной инструмент
Однолезвийные чистовые расточные инструменты имеют возможность высокоточного регулирования режущей
Чистовой расточной инструмент
Однолезвийные чистовые расточные инструменты имеют возможность высокоточного регулирования режущей

Использовать СОЖ для лучшей эвакуации стружки, охлаждения и смазки
Оказывает влияние на
Использовать СОЖ для лучшей эвакуации стружки, охлаждения и смазки
Оказывает влияние на
 Презентация для праздника Волшебная водичка младшей группы Диск
Презентация для праздника Волшебная водичка младшей группы Диск Эдуард Николаевич Успенский. Стихи
Эдуард Николаевич Успенский. Стихи Лепбук ЗИМА
Лепбук ЗИМА виды спорта
виды спорта Программа Качество на Кубани.
Программа Качество на Кубани. Мнемотехника, как средство развития связной речи у детей дошкольного возраста с тяжелыми нарушениями речи
Мнемотехника, как средство развития связной речи у детей дошкольного возраста с тяжелыми нарушениями речи Мировой финансовый рынок
Мировой финансовый рынок Технология работы пассажирских станций на железной дороге
Технология работы пассажирских станций на железной дороге Сервистік қызмет көрсету логистикасы
Сервистік қызмет көрсету логистикасы ООО ПИК-Энергия Единый щит
ООО ПИК-Энергия Единый щит Озвучивание железнодорожного вокзала станции Саратов – 1 Приволжской железной дороги с расчетом звукового давления
Озвучивание железнодорожного вокзала станции Саратов – 1 Приволжской железной дороги с расчетом звукового давления Костюм эпохи Древней Греции
Костюм эпохи Древней Греции Презентация к уроку кубановедения Герои ВОВ
Презентация к уроку кубановедения Герои ВОВ Судоходная компания созвездие
Судоходная компания созвездие Опыт работы
Опыт работы Общественное производство и экономческие отношения
Общественное производство и экономческие отношения Гигиена сельскохозяйственных животных (зоогигиена). Лекция 3
Гигиена сельскохозяйственных животных (зоогигиена). Лекция 3 Презентация5
Презентация5 Острая ревматическая лихорадка (ревматизм). Этиология и патогенез. Классификация. Клинические симптомы. Принципы лечения
Острая ревматическая лихорадка (ревматизм). Этиология и патогенез. Классификация. Клинические симптомы. Принципы лечения Математика Тренажер для первоклассников
Математика Тренажер для первоклассников системы органов
системы органов Ознакомление с оборудованием и технологией механизированной сварки плавлением
Ознакомление с оборудованием и технологией механизированной сварки плавлением Внеклассное мероприятие Праздник мам (конспект + презентация)
Внеклассное мероприятие Праздник мам (конспект + презентация) Производительность труда и ее методы
Производительность труда и ее методы A Diary. Why do people keep one?
A Diary. Why do people keep one? Родительское собрание Детская агрессия
Родительское собрание Детская агрессия Спичечное, тарное и другие деревообрабатывающие производства. Оборудование для тарного производства
Спичечное, тарное и другие деревообрабатывающие производства. Оборудование для тарного производства Собаки и кошки
Собаки и кошки