- Процессы формообразования

Содержание
- 2. Содержание Задачи науки Виды металлообрабатывающих инструментов Инструментальные материалы Токарная обработка Строгание и долбление Обработка материалов сверлением
- 3. Задачи науки о резании металла Наука о резании металлов изучает закономерности возникающие в процессе обработки: Деформация
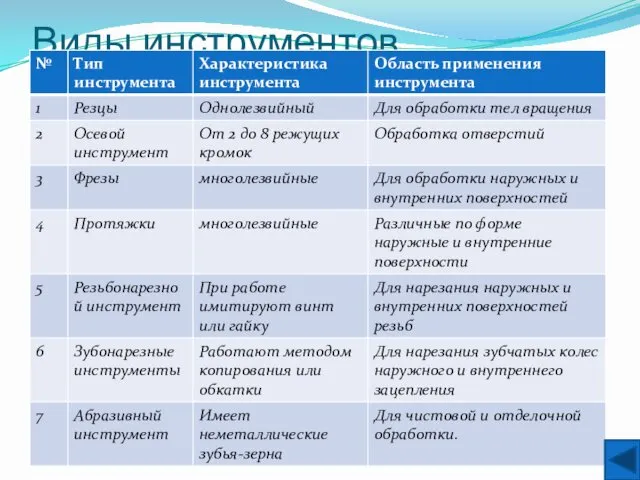
- 4. Виды инструментов
- 5. Инструментальные материалы К инструментальным материалам предъявляются следующие требования: Для того чтобы срезать с заготовки слой материала
- 6. В качестве инструментальных материалов применяются: 1. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ. Твердость 58…64 HRCэ, t0= 200 – 250
- 7. 2. ЛЕГИРОВАННЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ. Х – хром В – вольфрам М – молибден ,С – кремний,
- 8. 3. БЫСТРОРЕЖУЩИЕ СТАЛИ. Твердость 66 – 67 HRCэ, t0 до 600 0С. Позволяют повысить скорость в
- 9. 3.2.СТАЛИ ПОВЫШЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ. 3.2.1. кобальтовая группа Р18К5, Р18К5Ф2. Изготавливают: резцы, сверла, фрезы, зубообрабатывающие. 3.2.2. Вольфрамомолибденовая группа.
- 10. 4. ТВЕРДЫЕ СПЛАВЫ – это не стали, а соединения твердых карбидов титана, тантала, и вольфрама связкой
- 11. 4.2. Титановольфрамовые сплавы. Т5К10, Т15К6, Т30К4. Т5К10 – карбид титана 5%, кобальта 10 %, остальное карбид
- 12. Токарная обработка Геометрия токарного резца. Поверхности на обрабатываемом изделии. Типы токарных резцов. Углы резания в статическом
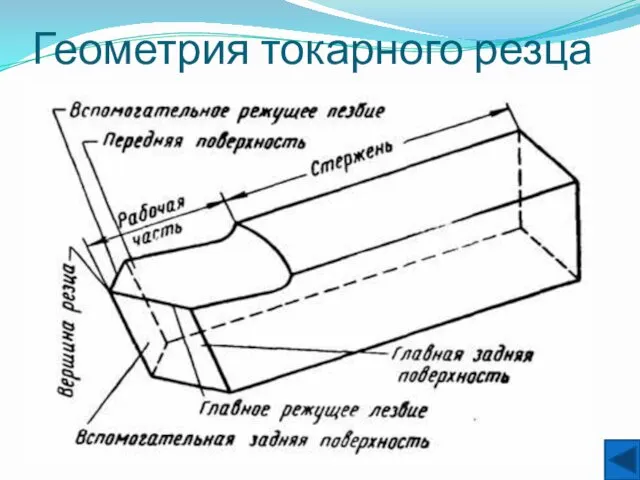
- 13. Геометрия токарного резца
- 14. Поверхности на обрабатываемом изделии Обрабатываемая поверхность – поверхность, с которой будет снята стружка. Обработанная поверхность –
- 15. Типы токарных резцов По направлению подачи. Правые (движутся справа налево) Левые (слева направо) По расположению головки.
- 16. Углы резца в статическом состоянии
- 17. В плоскости NN рассматриваются главные углы резца: 1) Главный передний угол (γ) – это угол между
- 18. В плоскости N1N1 рассматриваются вспомогательные углы резца. 1) Вспомогательный передний угол (γ΄) 2) Вспомогательный задний угол
- 19. Углы резца в плане 1. главный угол в плане (φ) – это угол между главной режущей
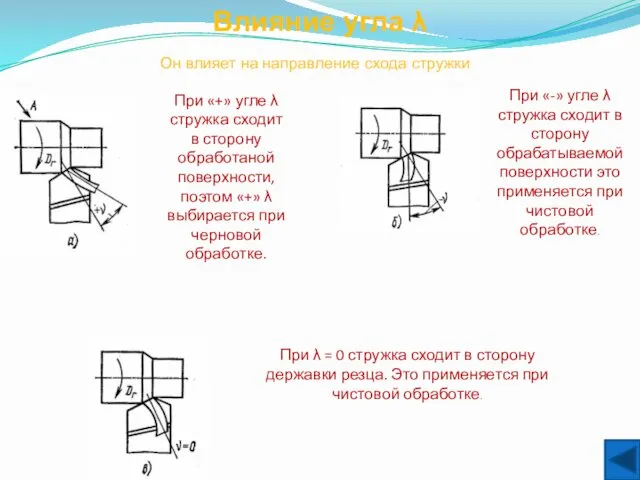
- 20. «+» угол λ, когда вершина резца является наинисшей точкой режущей кромки. « ─ » угол λ,
- 21. Влияние углов на процесс резания Влияние угла γ на процессы резания. 1. Для облегчения процесса стружкообразования
- 22. Влияние угла α. Он служит для снижения трения задних поверхностей об обрабатываемую заготовку. Влияние углов φ
- 23. При «+» угле λ стружка сходит в сторону обработаной поверхности, поэтом «+» λ выбирается при черновой
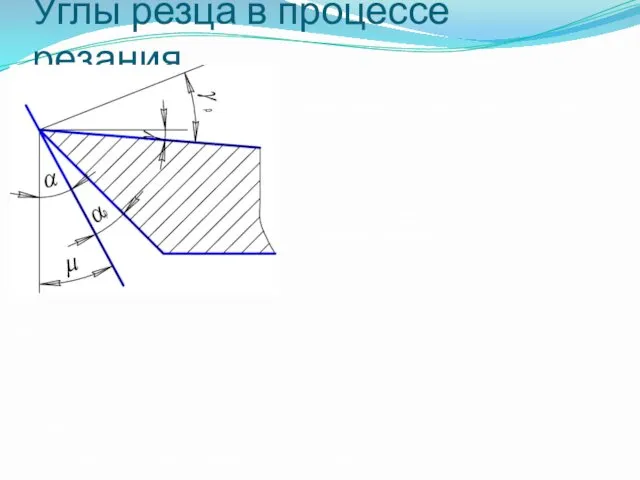
- 24. Углы резца в процессе резания. При вращательном движении заготовки и поступательном движении резца поверхность резания имеет
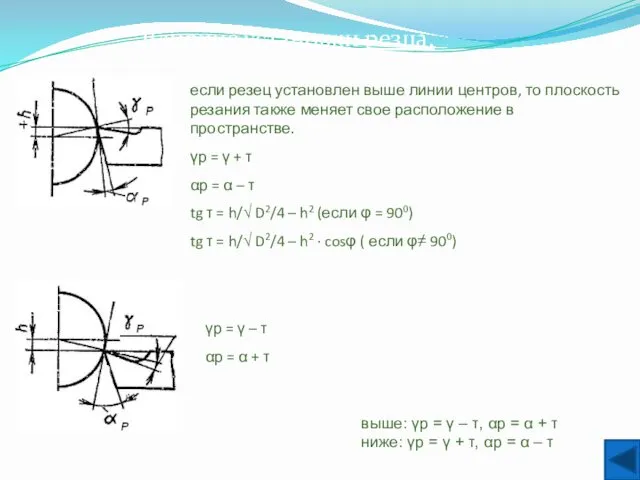
- 25. Влияние установки резца. если резец установлен выше линии центров, то плоскость резания также меняет свое расположение
- 26. Элементы режима резания при токарной обработке.
- 27. 1. Скорость вращения заготовки. V – Это величина перемещения точки режущей кромки относительно поверхности резания в
- 28. 3. Глубина резания – это величина срезаемого слоя за один проход измеренная перпендикулярно оси заготовки. При
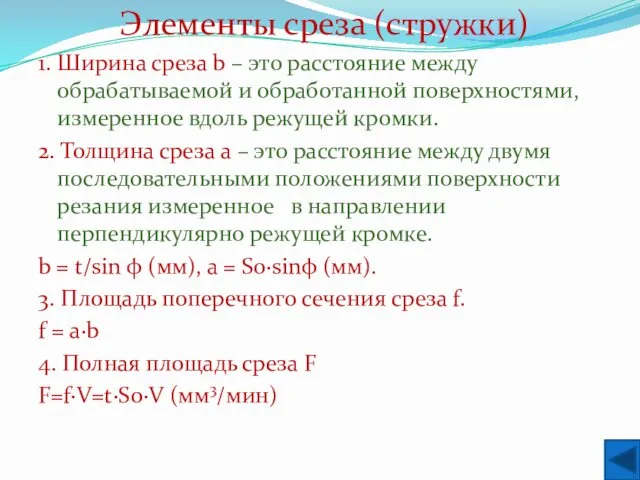
- 29. Элементы среза (стружки) 1. Ширина среза b – это расстояние между обрабатываемой и обработанной поверхностями, измеренное
- 30. Силы резания при токарной обработке. В процессе токарной обработки на резец действуют следующие силы: 1. Pz
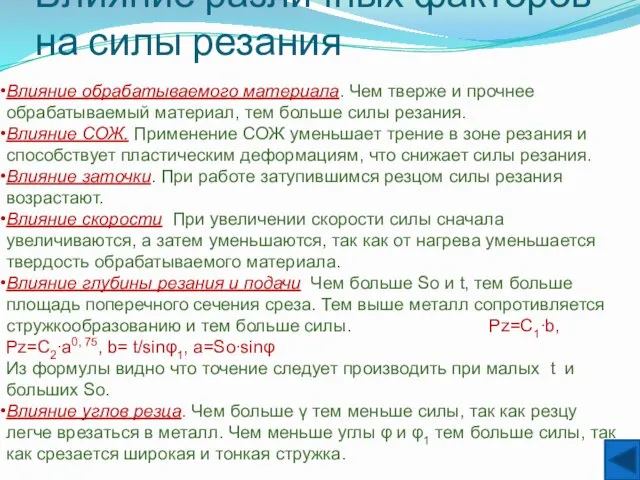
- 31. Влияние различных факторов на силы резания Влияние обрабатываемого материала. Чем тверже и прочнее обрабатываемый материал, тем
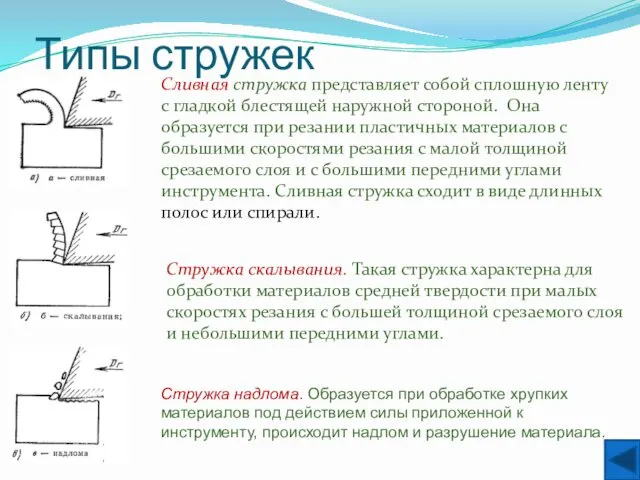
- 32. Типы стружек Сливная стружка представляет собой сплошную ленту с гладкой блестящей наружной стороной. Она образуется при
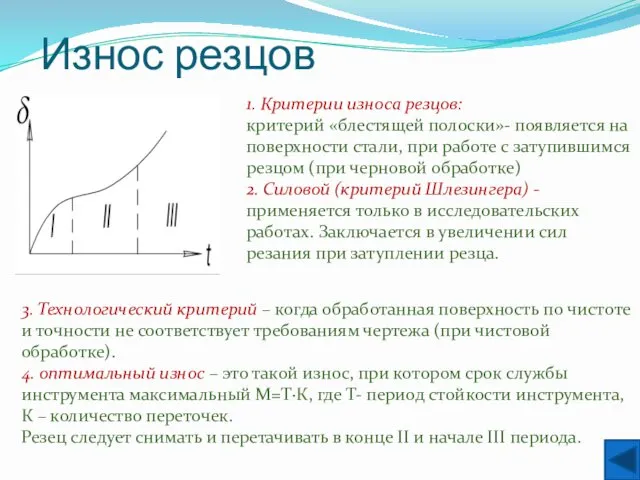
- 33. Износ резцов 1. Критерии износа резцов: критерий «блестящей полоски»- появляется на поверхности стали, при работе с
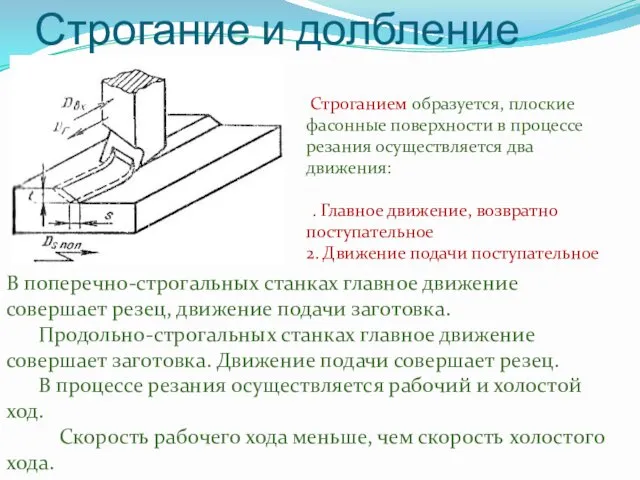
- 34. Строгание и долбление Строганием образуется, плоские фасонные поверхности в процессе резания осуществляется два движения: 1. Главное
- 35. При долблении скорость рабочего хода равна скорости холостого хода vp.x/vx.x = m m = 1 –
- 36. Обработка материалов сверлением. Сверление Элементы спирального сверла Углы спирального сверла Типы сверл Особенности геометрии сверл затрудняющие
- 37. сверление Dr – Главное движение резания. Ds – Движение подачи. Поверхности: 2 – поверхность резания. 3
- 38. Элементы спирального сверла
- 39. Углы спиральног 2.Главный задний угол (α) – угол между касательной задней поверхности в рассматриваемой точки режущей
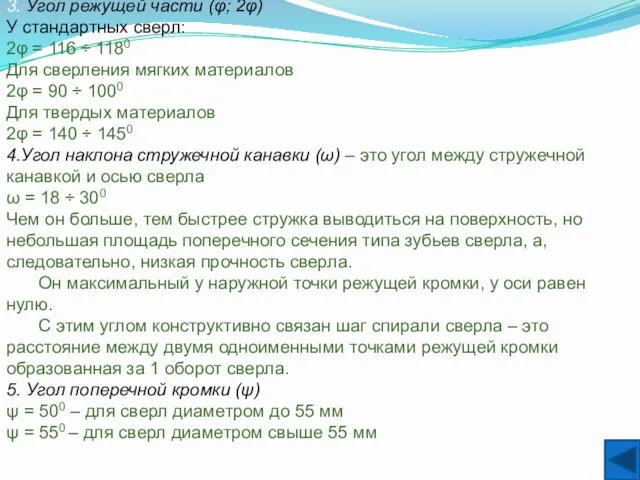
- 40. 3. Угол режущей части (φ; 2φ) У стандартных сверл: 2φ = 116 ÷ 1180 Для сверления
- 41. Типы сверл 1.Спиральные 2.Перовые 3.Центровые 4.Для глубокого сверления Однокромочные Двухкромочные Для кольцевого сверления Спиральные сверла диаметром
- 42. Центровочные сверла Обработка центровых отверстий проводят центровочными комбинированными сверлами 2 типов: без предохранительной фаской и с
- 43. Особенности геометрии сверл затрудняющие процессы резания. 1. Переменный передний угол – максимальный у наружной точки равен
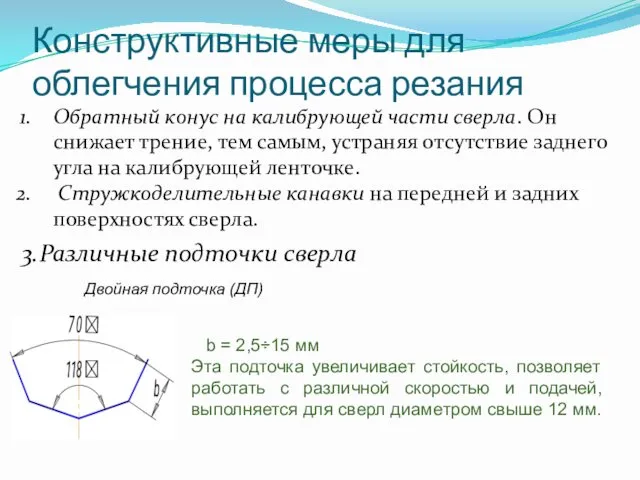
- 44. Конструктивные меры для облегчения процесса резания Обратный конус на калибрующей части сверла. Он снижает трение, тем
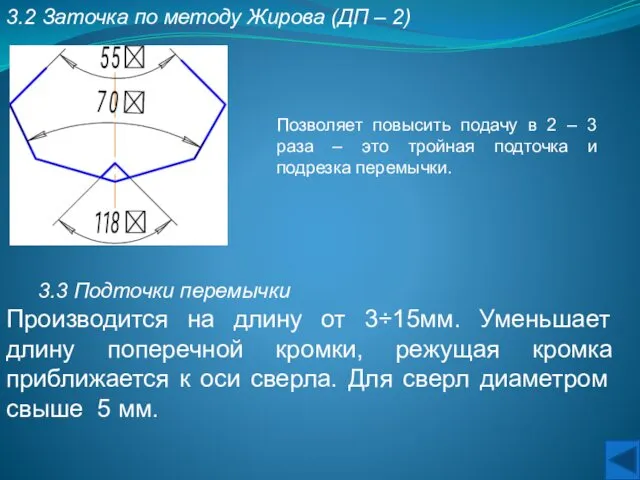
- 45. 3.2 Заточка по методу Жирова (ДП – 2) Позволяет повысить подачу в 2 – 3 раза
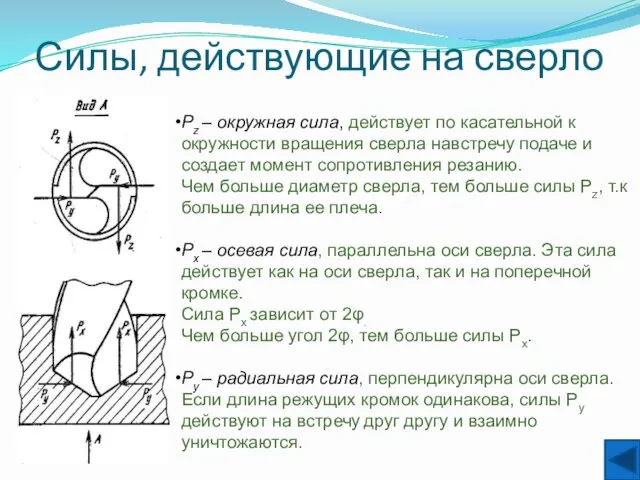
- 46. Силы, действующие на сверло Pz – окружная сила, действует по касательной к окружности вращения сверла навстречу
- 47. Зенкерование Зенкерованием можно получить 1, 3 класс точности, 7, 9 класс шероховатости. Элементы зенкера 1. Число
- 48. Типы зенкеров Спиральные цельные (диаметром до 52мм) Насадные спиральные без хвостовика Сборные (диаметром до 100мм) Укороченные
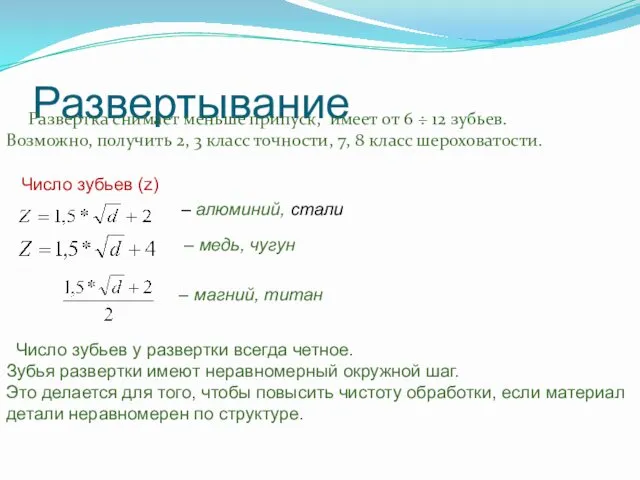
- 49. Развертывание Развертка снимает меньше припуск, имеет от 6 ÷ 12 зубьев. Возможно, получить 2, 3 класс
- 50. Главный передний угол (γ) γ = 0 – у чистовых γ = до 100 – у
- 51. Типы разверток По способу работы Машинные Ручные По форме зуба Прямозубые Спиральные По способу крепления Насадные
- 52. фрезерование Фрезерование Особенности процесса резания Виды фрезерования Силы действующие на фрезу Элементы режима резания при цилиндрическом
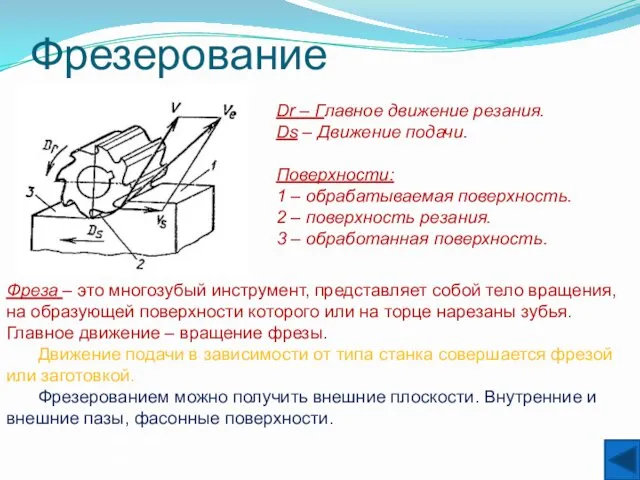
- 53. Фрезерование Dr – Главное движение резания. Ds – Движение подачи. Поверхности: 1 – обрабатываемая поверхность. 2
- 54. Особенности процесса фрезерования Процесс образования стружки при фрезеровании во многом схож с процессом точения, но имеются
- 55. Виды фрезерования 1. Встречное фрезерование, когда фреза и заготовка движутся навстречу друг другу. Фреза стремится оторвать
- 56. Попутное фрезерование – когда направление вращения фрезы совпадает с движением подачи, фреза прижимает заготовку к столу
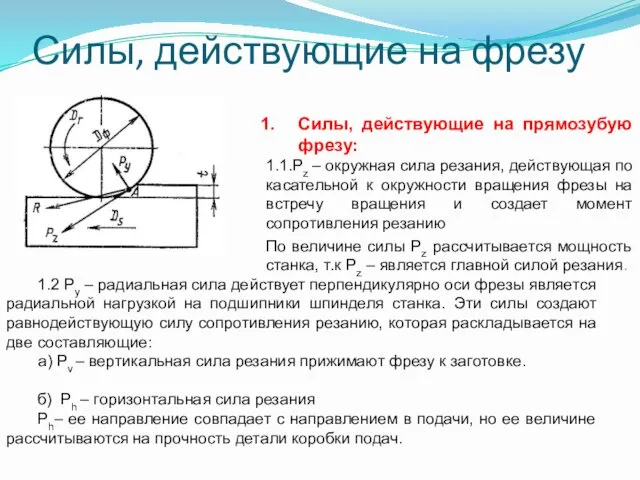
- 57. Силы, действующие на фрезу Силы, действующие на прямозубую фрезу: 1.1.Pz – окружная сила резания, действующая по
- 58. Действуют те же силы, что и на прямозубую фрезу + Po – осевая сила резания, ее
- 59. Элементы режима резания при цилиндрическом фрезеровании 1. Глубина резания (t) – это расстояние между обработанной и
- 60. 5. Число зубьев одновременно участвующих в резании (m) m = δ/ε ε – это центральный угол
- 61. Углы цилиндрической фрезы 1. Главный передний угол (γ) – 10 ÷ 200 2. Главный задний угол
- 62. Угол торцевой фрезы 1. Главный передний угол (γ) – 5 ÷ 100 2. Главный задний угол
- 63. Протягивание Протягивание Элементы протяжек Схемы резания при протягивании Элементы зубьев протяжки Типы протяжек Силы резания при
- 64. Протягивание Протягиванием можно получить сквозные отверстия любой формы, прямые или винтовые канавки, наружные поверхности различной формы,
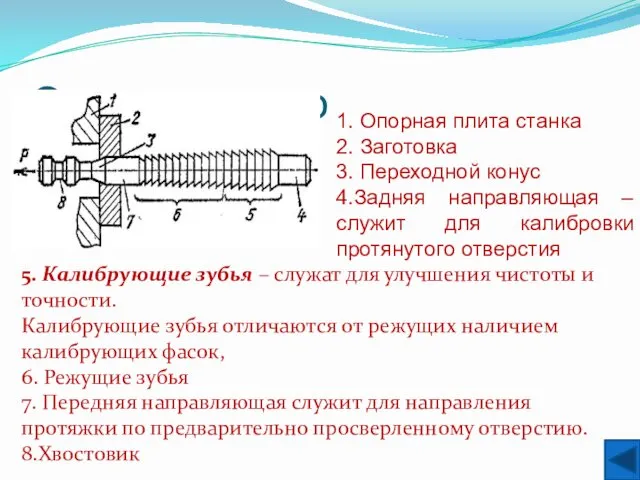
- 65. Элементы про 1. Опорная плита станка 2. Заготовка 3. Переходной конус 4.Задняя направляющая – служит для
- 66. Схемы резания при протягивании Схема резания - это графическое изображение постепенного изменения профиля заготовки в процессе
- 67. 1. Профильная схема резания – каждый зуб протяжки последовательно снимает тонкий слой стружки по всей ширине
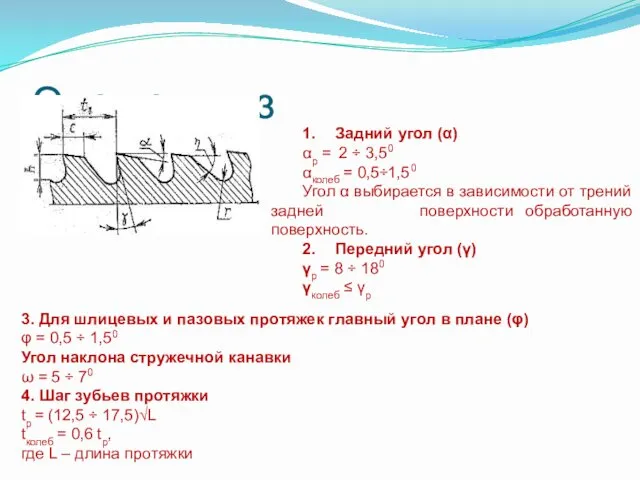
- 68. Элементы з 1. Задний угол (α) αр = 2 ÷ 3,50 αколеб = 0,5÷1,50 Угол α
- 69. 5.Коэффициент заполнения стружечной канавки Протяжка работает в закрытых условиях, поэтому срезанная стружка должна полностью размещаться в
- 70. Типы протяжек Круглые протяжки – предназначены для обработки внутренних цилиндрических поверхностей. Шлицевые протяжки – применяются для
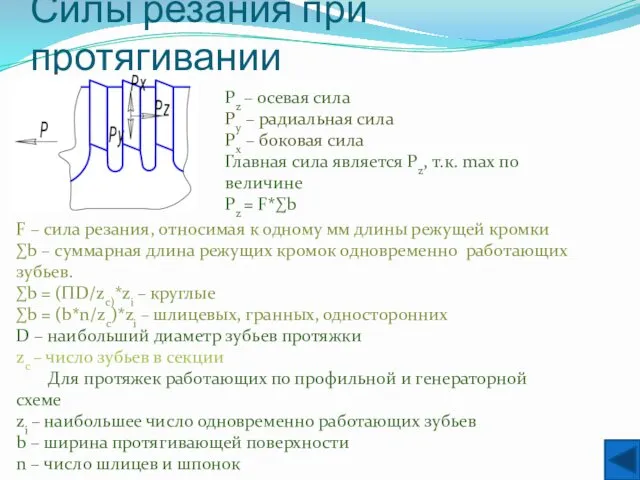
- 71. Силы резания при протягивании Pz – осевая сила Py – радиальная сила Px – боковая сила
- 72. Шлифование Шлифование Особенности процесса шлифования Формы абразивных кругов Абразивный материал Связки Твердость абразивного инструмента
- 73. Шлифование Шлифование – это процесс резания при помощи абразивного инструмента. Режущим элементом этого инструмента является зерна
- 74. Особенности процесса шлифования 1. Шлифовальный круг имеет прерывистую режущую кромку 2. В процессе работы круг может
- 75. Формы абразивных кругов
- 76. Абразивный материал Абразивные материал могут быть естественные и искусственные. 1. К естественным относятся алмаз, корунд, и
- 77. Связки Для соединения зерен в круги определенной формы применяются специальные связующие вещества. От них зависит прочность
- 79. Скачать презентацию
Содержание
Задачи науки
Виды металлообрабатывающих инструментов
Инструментальные материалы
Токарная обработка
Строгание и долбление
Обработка материалов сверлением
Зенкерование
Развертывание
Фрезерование
Протягивание
Шлифование
Содержание
Задачи науки
Виды металлообрабатывающих инструментов
Инструментальные материалы
Токарная обработка
Строгание и долбление
Обработка материалов сверлением
Зенкерование
Развертывание
Фрезерование
Протягивание
Шлифование
Задачи науки о резании металла
Наука о резании металлов изучает закономерности возникающие
Задачи науки о резании металла
Наука о резании металлов изучает закономерности возникающие
Виды инструментов
Виды инструментов
Инструментальные материалы
К инструментальным материалам предъявляются следующие требования:
Для того чтобы срезать с
Инструментальные материалы
К инструментальным материалам предъявляются следующие требования:
Для того чтобы срезать с
В качестве инструментальных материалов применяются:
1. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ.
Твердость 58…64 HRCэ, t0=
В качестве инструментальных материалов применяются:
1. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ.
Твердость 58…64 HRCэ, t0=
2. ЛЕГИРОВАННЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ.
Х – хром
В – вольфрам
М – молибден ,С
2. ЛЕГИРОВАННЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ.
Х – хром
В – вольфрам
М – молибден ,С
3. БЫСТРОРЕЖУЩИЕ СТАЛИ.
Твердость 66 – 67 HRCэ, t0 до 600 0С.
Позволяют
3. БЫСТРОРЕЖУЩИЕ СТАЛИ.
Твердость 66 – 67 HRCэ, t0 до 600 0С.
Позволяют
3.2.СТАЛИ ПОВЫШЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ.
3.2.1. кобальтовая группа
Р18К5, Р18К5Ф2.
Изготавливают: резцы, сверла, фрезы, зубообрабатывающие.
3.2.2. Вольфрамомолибденовая
3.2.СТАЛИ ПОВЫШЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ.
3.2.1. кобальтовая группа
Р18К5, Р18К5Ф2.
Изготавливают: резцы, сверла, фрезы, зубообрабатывающие.
3.2.2. Вольфрамомолибденовая
4. ТВЕРДЫЕ СПЛАВЫ – это не стали, а соединения твердых карбидов
4. ТВЕРДЫЕ СПЛАВЫ – это не стали, а соединения твердых карбидов
4.2. Титановольфрамовые сплавы.
Т5К10, Т15К6, Т30К4.
Т5К10 – карбид титана 5%, кобальта 10
4.2. Титановольфрамовые сплавы.
Т5К10, Т15К6, Т30К4.
Т5К10 – карбид титана 5%, кобальта 10
Токарная обработка
Геометрия токарного резца.
Поверхности на обрабатываемом изделии.
Типы токарных резцов.
Углы резания в
Токарная обработка
Геометрия токарного резца.
Поверхности на обрабатываемом изделии.
Типы токарных резцов.
Углы резания в
Геометрия токарного резца
Геометрия токарного резца
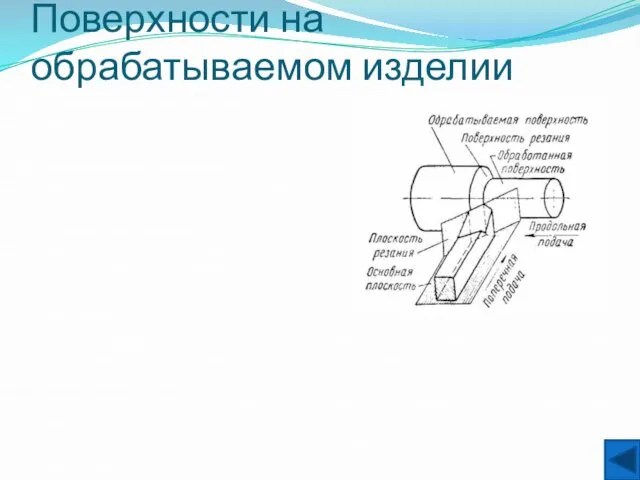
Поверхности на обрабатываемом изделии
Обрабатываемая поверхность – поверхность, с которой будет снята
Поверхности на обрабатываемом изделии
Обрабатываемая поверхность – поверхность, с которой будет снята
Типы токарных резцов
По направлению подачи.
Правые (движутся справа налево)
Левые (слева направо)
По расположению
Типы токарных резцов
По направлению подачи.
Правые (движутся справа налево)
Левые (слева направо)
По расположению
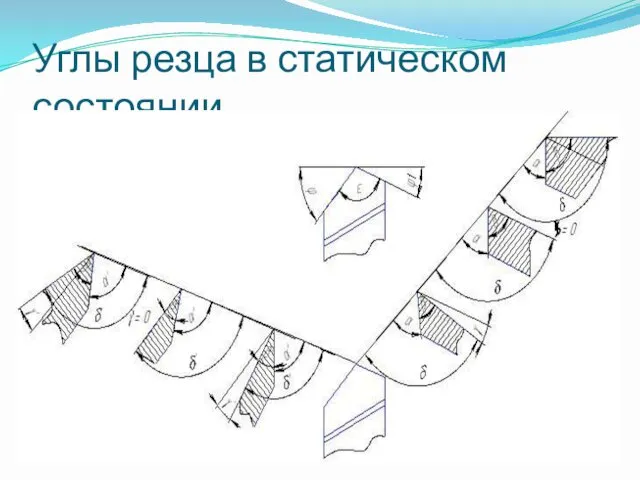
Углы резца в статическом состоянии
Углы резца в статическом состоянии
В плоскости NN рассматриваются главные углы резца:
1) Главный передний угол (γ)
В плоскости NN рассматриваются главные углы резца:
1) Главный передний угол (γ)
В плоскости N1N1 рассматриваются вспомогательные углы резца.
1) Вспомогательный передний угол (γ΄)
2)
В плоскости N1N1 рассматриваются вспомогательные углы резца.
1) Вспомогательный передний угол (γ΄)
2)
Углы резца в плане
1. главный угол в плане (φ) – это угол
Углы резца в плане
1. главный угол в плане (φ) – это угол
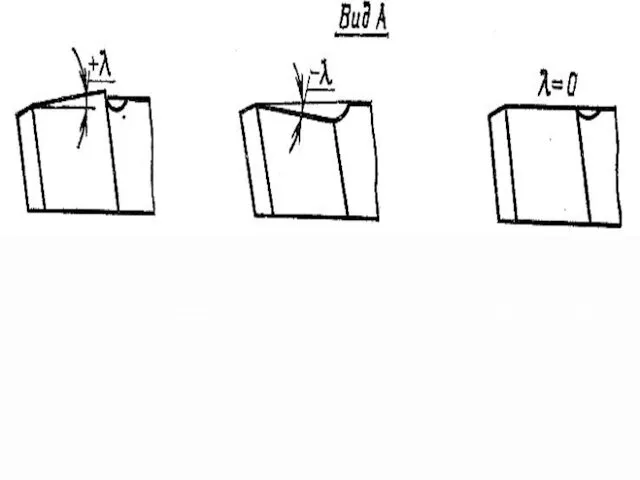
«+» угол λ, когда вершина резца является наинисшей точкой режущей кромки.
«
«+» угол λ, когда вершина резца является наинисшей точкой режущей кромки.
«
Влияние углов на процесс резания
Влияние угла γ на процессы резания.
1. Для облегчения
Влияние углов на процесс резания
Влияние угла γ на процессы резания.
1. Для облегчения
Влияние угла α.
Он служит для снижения трения задних поверхностей об обрабатываемую
Влияние угла α.
Он служит для снижения трения задних поверхностей об обрабатываемую
При «+» угле λ стружка сходит в сторону обработаной поверхности, поэтом
При «+» угле λ стружка сходит в сторону обработаной поверхности, поэтом
Углы резца в процессе резания.
При вращательном движении заготовки и поступательном движении
Углы резца в процессе резания.
При вращательном движении заготовки и поступательном движении
Влияние установки резца.
если резец установлен выше линии центров, то плоскость резания
Влияние установки резца.
если резец установлен выше линии центров, то плоскость резания

Элементы режима резания при токарной обработке.
Элементы режима резания при токарной обработке.
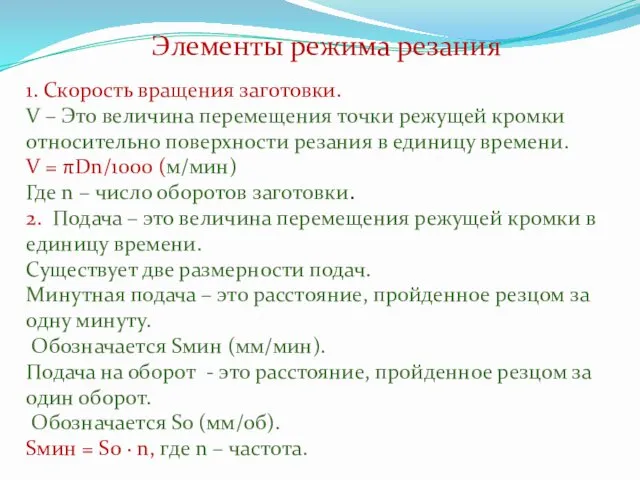
1. Скорость вращения заготовки.
V – Это величина перемещения точки режущей кромки
1. Скорость вращения заготовки.
V – Это величина перемещения точки режущей кромки
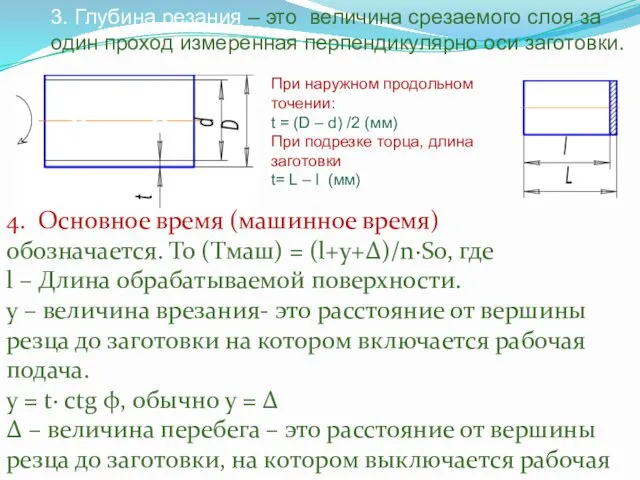
3. Глубина резания – это величина срезаемого слоя за один проход
3. Глубина резания – это величина срезаемого слоя за один проход
Элементы среза (стружки)
1. Ширина среза b – это расстояние между
Элементы среза (стружки)
1. Ширина среза b – это расстояние между

Силы резания при токарной обработке.
В процессе токарной обработки на резец действуют
Силы резания при токарной обработке.
В процессе токарной обработки на резец действуют
Влияние различных факторов на силы резания
Влияние обрабатываемого материала. Чем тверже и
Влияние различных факторов на силы резания
Влияние обрабатываемого материала. Чем тверже и
Типы стружек
Сливная стружка представляет собой сплошную ленту с гладкой блестящей наружной
Типы стружек
Сливная стружка представляет собой сплошную ленту с гладкой блестящей наружной
Износ резцов
1. Критерии износа резцов:
критерий «блестящей полоски»- появляется на поверхности стали,
Износ резцов
1. Критерии износа резцов:
критерий «блестящей полоски»- появляется на поверхности стали,
Строгание и долбление
Строганием образуется, плоские фасонные поверхности в процессе резания
Строгание и долбление
Строганием образуется, плоские фасонные поверхности в процессе резания
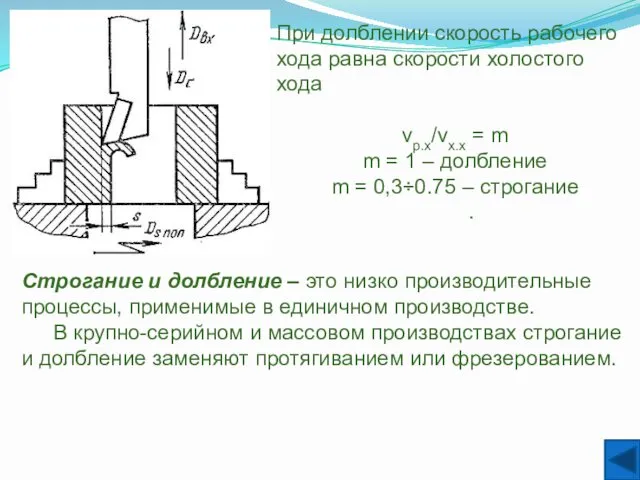
При долблении скорость рабочего хода равна скорости холостого хода
vp.x/vx.x = m
m
При долблении скорость рабочего хода равна скорости холостого хода
vp.x/vx.x = m
m
Обработка материалов сверлением.
Сверление
Элементы спирального сверла
Углы спирального сверла
Типы сверл
Особенности геометрии сверл затрудняющие
Обработка материалов сверлением.
Сверление
Элементы спирального сверла
Углы спирального сверла
Типы сверл
Особенности геометрии сверл затрудняющие
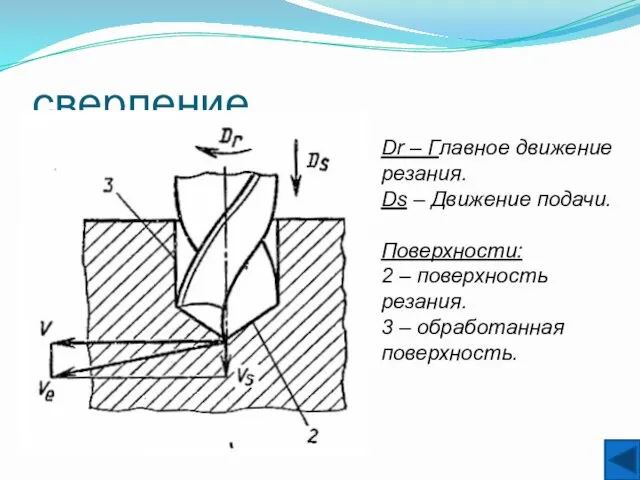
сверление
Dr – Главное движение резания.
Ds – Движение подачи.
Поверхности:
2 – поверхность резания.
3
сверление
Dr – Главное движение резания.
Ds – Движение подачи.
Поверхности:
2 – поверхность резания.
3
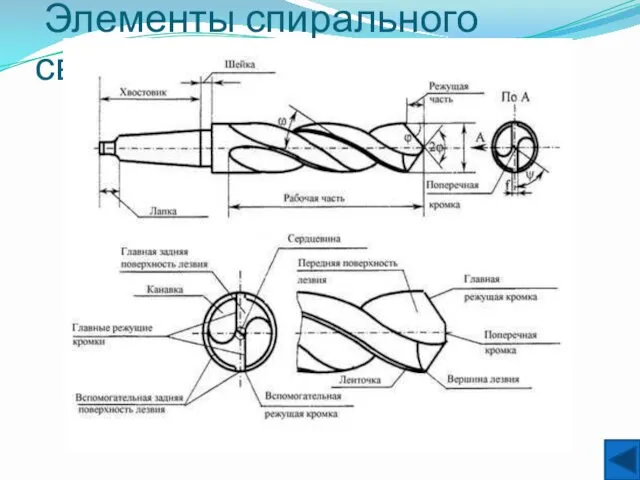
Элементы спирального сверла
Элементы спирального сверла
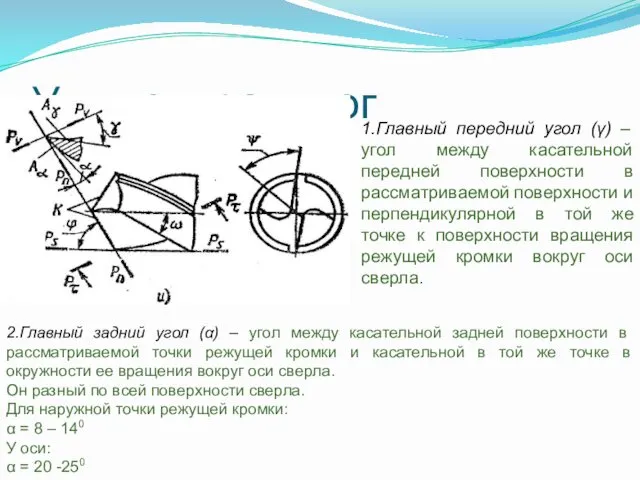
Углы спиральног
2.Главный задний угол (α) – угол между касательной задней поверхности
Углы спиральног
2.Главный задний угол (α) – угол между касательной задней поверхности
3. Угол режущей части (φ; 2φ)
У стандартных сверл:
2φ = 116
3. Угол режущей части (φ; 2φ)
У стандартных сверл:
2φ = 116
Типы сверл
1.Спиральные
2.Перовые
3.Центровые
4.Для глубокого сверления
Однокромочные
Двухкромочные
Для кольцевого сверления
Спиральные сверла диаметром 8 мм, в
Типы сверл
1.Спиральные
2.Перовые
3.Центровые
4.Для глубокого сверления
Однокромочные
Двухкромочные
Для кольцевого сверления
Спиральные сверла диаметром 8 мм, в
Центровочные сверла
Обработка центровых отверстий проводят центровочными комбинированными сверлами 2 типов:
Центровочные сверла
Обработка центровых отверстий проводят центровочными комбинированными сверлами 2 типов:
Особенности геометрии сверл затрудняющие процессы резания.
1. Переменный передний угол – максимальный у
Особенности геометрии сверл затрудняющие процессы резания.
1. Переменный передний угол – максимальный у
Конструктивные меры для облегчения процесса резания
Обратный конус на калибрующей части сверла.
Конструктивные меры для облегчения процесса резания
Обратный конус на калибрующей части сверла.
3.2 Заточка по методу Жирова (ДП – 2)
Позволяет повысить подачу в
3.2 Заточка по методу Жирова (ДП – 2)
Позволяет повысить подачу в
Силы, действующие на сверло
Pz – окружная сила, действует по касательной к
Силы, действующие на сверло
Pz – окружная сила, действует по касательной к
Зенкерование
Зенкерованием можно получить 1, 3 класс точности, 7, 9 класс шероховатости.
Элементы
Зенкерование
Зенкерованием можно получить 1, 3 класс точности, 7, 9 класс шероховатости.
Элементы
Типы зенкеров
Спиральные цельные (диаметром до 52мм)
Насадные спиральные без хвостовика
Сборные (диаметром
Типы зенкеров
Спиральные цельные (диаметром до 52мм)
Насадные спиральные без хвостовика
Сборные (диаметром
Развертывание
Развертка снимает меньше припуск, имеет от 6 ÷ 12 зубьев.
Возможно,
Развертывание
Развертка снимает меньше припуск, имеет от 6 ÷ 12 зубьев.
Возможно,
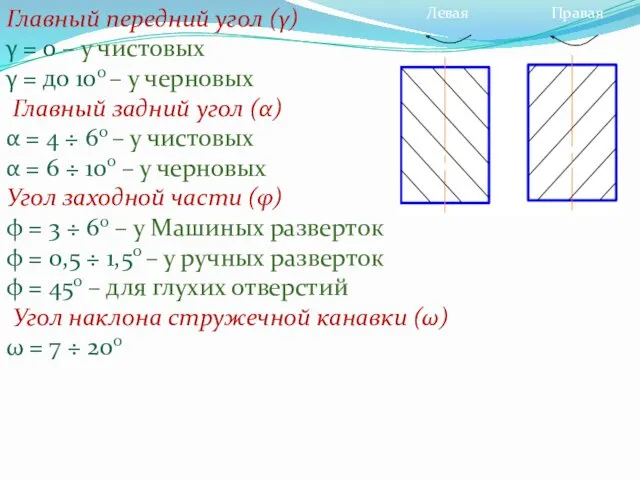
Главный передний угол (γ)
γ = 0 – у чистовых
γ =
Главный передний угол (γ)
γ = 0 – у чистовых
γ =
Типы разверток
По способу работы
Машинные
Ручные
По форме зуба
Прямозубые
Спиральные
По способу крепления
Насадные
Цельные
По назначению
Для
Типы разверток
По способу работы
Машинные
Ручные
По форме зуба
Прямозубые
Спиральные
По способу крепления
Насадные
Цельные
По назначению
Для
фрезерование
Фрезерование
Особенности процесса резания
Виды фрезерования
Силы действующие на фрезу
Элементы режима резания при цилиндрическом
фрезерование
Фрезерование
Особенности процесса резания
Виды фрезерования
Силы действующие на фрезу
Элементы режима резания при цилиндрическом
Фрезерование
Dr – Главное движение резания.
Ds – Движение подачи.
Поверхности:
1 – обрабатываемая поверхность.
2
Фрезерование
Dr – Главное движение резания.
Ds – Движение подачи.
Поверхности:
1 – обрабатываемая поверхность.
2
Особенности процесса фрезерования
Процесс образования стружки при фрезеровании во многом схож с
Особенности процесса фрезерования
Процесс образования стружки при фрезеровании во многом схож с
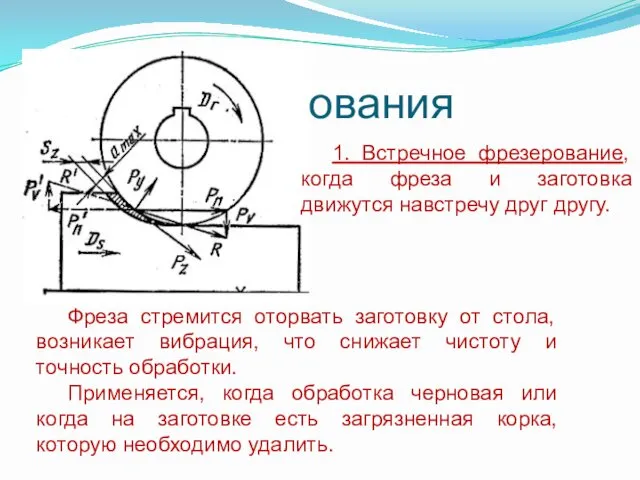
Виды фрезерования
1. Встречное фрезерование, когда фреза и заготовка движутся навстречу друг
Виды фрезерования
1. Встречное фрезерование, когда фреза и заготовка движутся навстречу друг
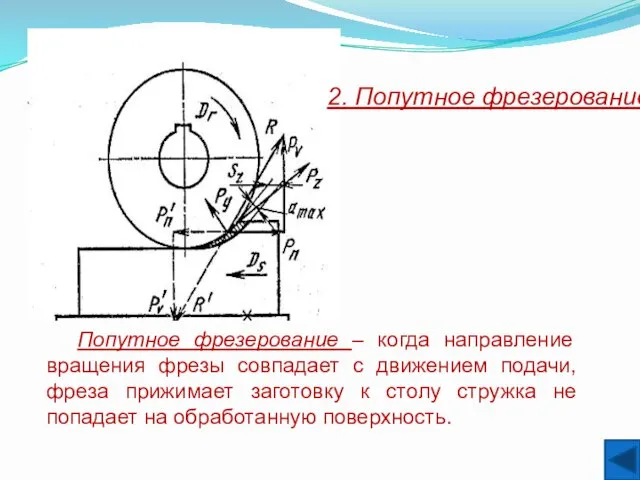
Попутное фрезерование – когда направление вращения фрезы совпадает с движением подачи,
Попутное фрезерование – когда направление вращения фрезы совпадает с движением подачи,
Силы, действующие на фрезу
Силы, действующие на прямозубую фрезу:
1.1.Pz – окружная сила
Силы, действующие на фрезу
Силы, действующие на прямозубую фрезу:
1.1.Pz – окружная сила
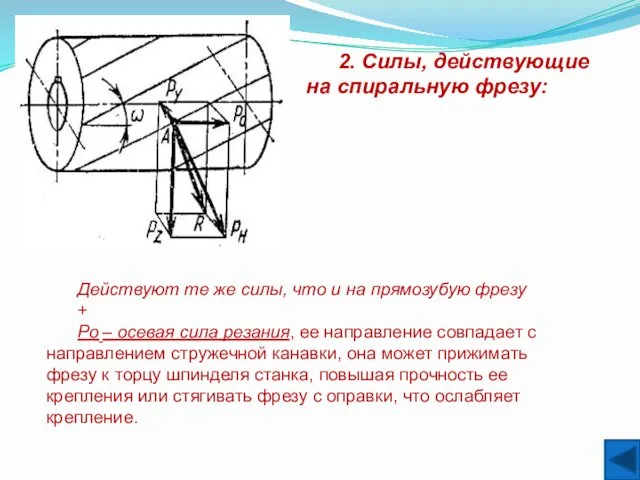
Действуют те же силы, что и на прямозубую фрезу
+
Po –
+
Po –
Элементы режима резания при цилиндрическом фрезеровании
1. Глубина резания (t) – это
Элементы режима резания при цилиндрическом фрезеровании
1. Глубина резания (t) – это
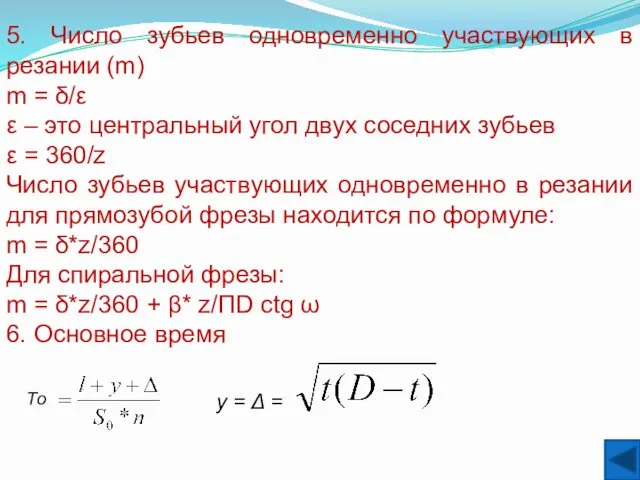
5. Число зубьев одновременно участвующих в резании (m)
m = δ/ε
ε –
5. Число зубьев одновременно участвующих в резании (m)
m = δ/ε
ε –
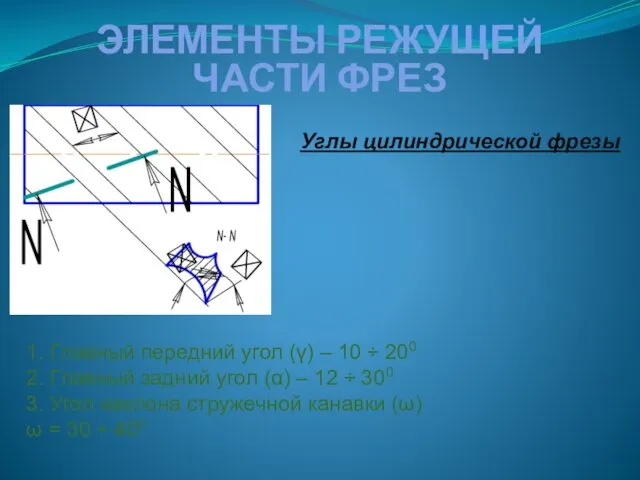
Углы цилиндрической фрезы
1. Главный передний угол (γ) – 10 ÷ 200
2.
Углы цилиндрической фрезы
1. Главный передний угол (γ) – 10 ÷ 200
2.
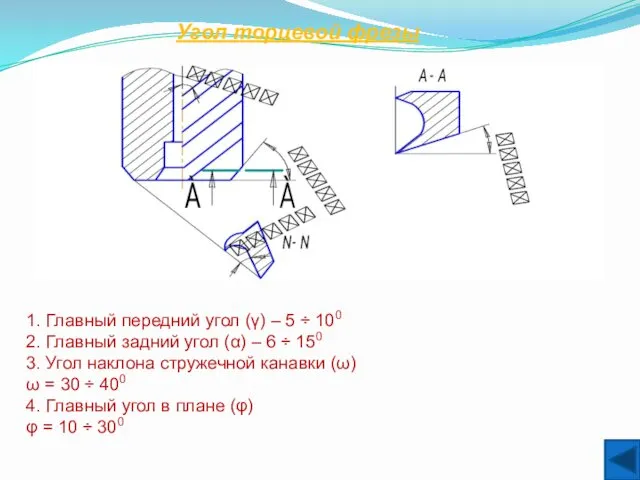
Угол торцевой фрезы
1. Главный передний угол (γ) – 5 ÷ 100
2.
Угол торцевой фрезы
1. Главный передний угол (γ) – 5 ÷ 100
2.
Протягивание
Протягивание
Элементы протяжек
Схемы резания при протягивании
Элементы зубьев протяжки
Типы протяжек
Силы резания при протягивании
Протягивание
Протягивание
Элементы протяжек
Схемы резания при протягивании
Элементы зубьев протяжки
Типы протяжек
Силы резания при протягивании
Протягивание
Протягиванием можно получить сквозные отверстия любой формы, прямые или винтовые канавки,
Протягивание
Протягиванием можно получить сквозные отверстия любой формы, прямые или винтовые канавки,
Элементы про
1. Опорная плита станка
2. Заготовка
3. Переходной конус
4.Задняя направляющая – служит
Элементы про
1. Опорная плита станка
2. Заготовка
3. Переходной конус
4.Задняя направляющая – служит

Схемы резания при протягивании
Схема резания - это графическое изображение постепенного изменения
Схемы резания при протягивании
Схема резания - это графическое изображение постепенного изменения
1. Профильная схема резания – каждый зуб протяжки последовательно снимает
1. Профильная схема резания – каждый зуб протяжки последовательно снимает
Элементы з
1. Задний угол (α)
αр = 2 ÷ 3,50
αколеб = 0,5÷1,50
Угол
Элементы з
1. Задний угол (α)
αр = 2 ÷ 3,50
αколеб = 0,5÷1,50
Угол
5.Коэффициент заполнения стружечной канавки
Протяжка работает в закрытых условиях, поэтому срезанная стружка
5.Коэффициент заполнения стружечной канавки
Протяжка работает в закрытых условиях, поэтому срезанная стружка
Типы протяжек
Круглые протяжки – предназначены для обработки внутренних цилиндрических поверхностей.
Шлицевые протяжки
Типы протяжек
Круглые протяжки – предназначены для обработки внутренних цилиндрических поверхностей.
Шлицевые протяжки
Силы резания при протягивании
Pz – осевая сила
Py – радиальная сила
Px –
Силы резания при протягивании
Pz – осевая сила
Py – радиальная сила
Px –
Шлифование
Шлифование
Особенности процесса шлифования
Формы абразивных кругов
Абразивный материал
Связки
Твердость абразивного инструмента
Шлифование
Шлифование
Особенности процесса шлифования
Формы абразивных кругов
Абразивный материал
Связки
Твердость абразивного инструмента
Шлифование
Шлифование – это процесс резания при помощи абразивного инструмента. Режущим элементом
Шлифование
Шлифование – это процесс резания при помощи абразивного инструмента. Режущим элементом
Особенности процесса шлифования
1. Шлифовальный круг имеет прерывистую режущую кромку
2. В процессе работы круг
Особенности процесса шлифования
1. Шлифовальный круг имеет прерывистую режущую кромку
2. В процессе работы круг
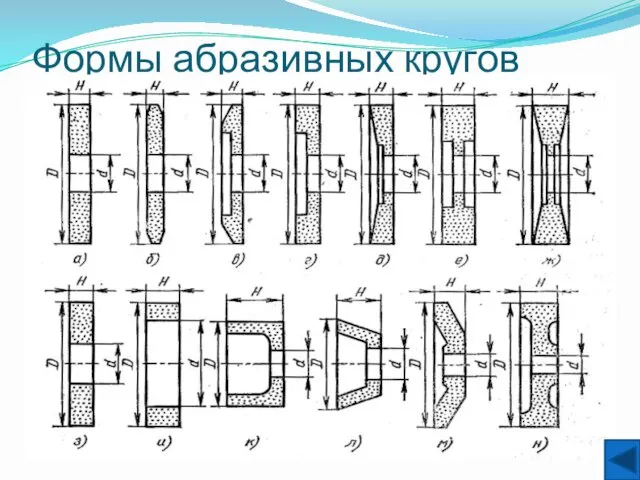
Формы абразивных кругов
Формы абразивных кругов
Абразивный материал
Абразивные материал могут быть естественные и искусственные.
1. К естественным относятся
Абразивный материал
Абразивные материал могут быть естественные и искусственные.
1. К естественным относятся
Связки
Для соединения зерен в круги определенной формы применяются специальные связующие вещества.
Связки
Для соединения зерен в круги определенной формы применяются специальные связующие вещества.
 Современное выставочное искусство
Современное выставочное искусство Тәрбияле бала
Тәрбияле бала Model de elaborare a raportului
Model de elaborare a raportului Информационно-справочные системы
Информационно-справочные системы Особенности образовательного процесса в 5 классе в 2020-2021 учебном году
Особенности образовательного процесса в 5 классе в 2020-2021 учебном году Гальванические покрытия
Гальванические покрытия Підсумки ЗНО-2015 та перспективи ЗНО у 2016 році
Підсумки ЗНО-2015 та перспективи ЗНО у 2016 році Современная государственная политика в области образования
Современная государственная политика в области образования Побудова перерізів многогранників
Побудова перерізів многогранників группа 1-6-1.ДЗ 4
группа 1-6-1.ДЗ 4 Государственные и муниципальные услуги в электронном виде
Государственные и муниципальные услуги в электронном виде методическое пособие Разложи по порядку
методическое пособие Разложи по порядку Деление клетки. Митоз
Деление клетки. Митоз Тадж-Махал. Мавзолей. Мечеть
Тадж-Махал. Мавзолей. Мечеть Психология управления личностными ресурсами (вводная лекция)
Психология управления личностными ресурсами (вводная лекция) Most Deadly Thing
Most Deadly Thing Религия Ислам
Религия Ислам Дидактические игры по ФЭМП по Тихеевой
Дидактические игры по ФЭМП по Тихеевой Экология и экономика
Экология и экономика Промислова вентиляція та кондиціювання повітря. Загальні ознаки систем кондиціювання повітря
Промислова вентиляція та кондиціювання повітря. Загальні ознаки систем кондиціювання повітря Электромагнитные колебания и волны. Подготовка к ГИА
Электромагнитные колебания и волны. Подготовка к ГИА Презентация Разгадай ребус
Презентация Разгадай ребус Урок-игра Поле чудес Путешествие в страну Химляндия
Урок-игра Поле чудес Путешествие в страну Химляндия История развития вычислительных средств
История развития вычислительных средств Неправильные положения плода
Неправильные положения плода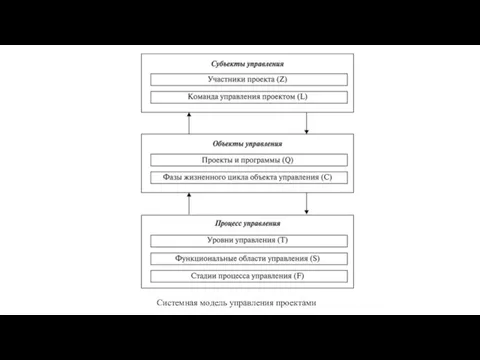 Системная модель управления проектами
Системная модель управления проектами Жестокое обращение с детьми, как социально-психологическое явление
Жестокое обращение с детьми, как социально-психологическое явление Изменения в полости рта при заболеваниях почек
Изменения в полости рта при заболеваниях почек