- Протягивание

Содержание
- 2. Сожержание: Понятие протягивания Применение протягивания Инструменты для протягивания Схемы протягивания Виды протягивания
- 3. Понятие протягивания
- 4. Протягивание — вид обработки металлов резанием, при котором используется специфический инструмент, так называемые протяжки. Применяется для
- 5. Применение протягивания
- 6. Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных
- 7. Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания
- 8. Протягивание применяют для следующих операций: Обработка отверстий нарезного огнестрельного оружия (стволы пистолетов, пулемётов, пушек). Обработка посадочных
- 9. Инструмент для протягивания
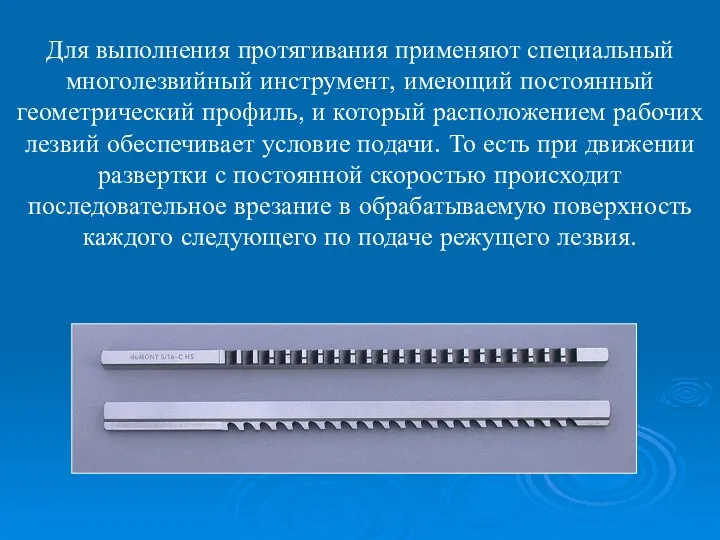
- 10. Для выполнения протягивания применяют специальный многолезвийный инструмент, имеющий постоянный геометрический профиль, и который расположением рабочих лезвий
- 11. Образующаяся при резании материала стружка, в отличие от других видов обработки резанием, не удаляется автоматически из
- 12. Применяют следующие инструменты: Цельные внутренние протяжки всевозможных запроектированных профилей. Сборные внутренние протяжки (в том числе с
- 13. Для изготовления протяжек применяют среднелегированные инструментальные стали, быстрорежущие стали, оснащение сборных протяжек и дорнов твердыми сплавами.
- 14. Схемы протягивания
- 15. Методы протягивания и протяжной инструмент непрерывно совершенствуются. В настоящее время в промышленности применяется несколько схем протягивания.
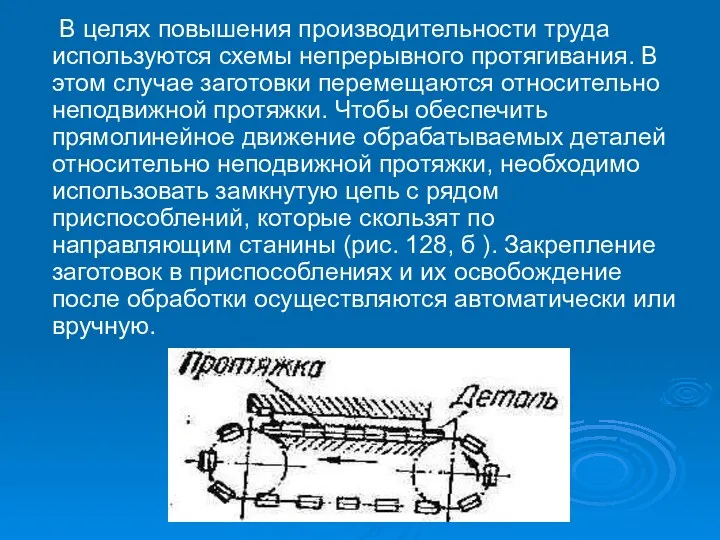
- 16. В целях повышения производительности труда используются схемы непрерывного протягивания. В этом случае заготовки перемещаются относительно неподвижной
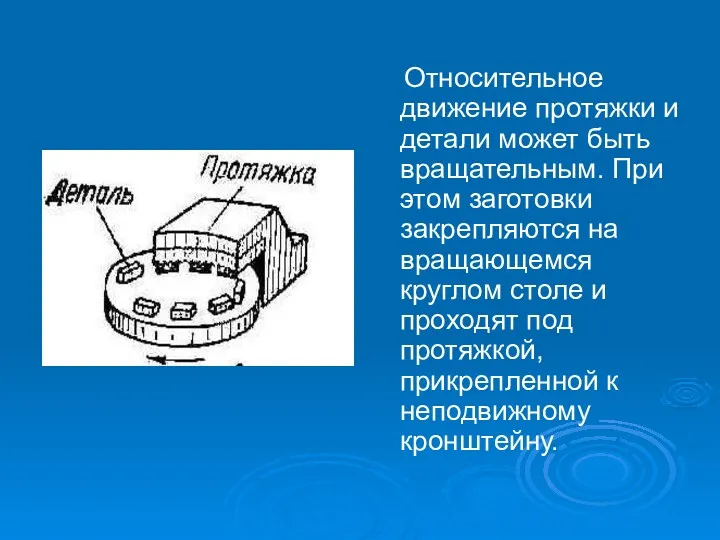
- 17. Относительное движение протяжки и детали может быть вращательным. При этом заготовки закрепляются на вращающемся круглом столе
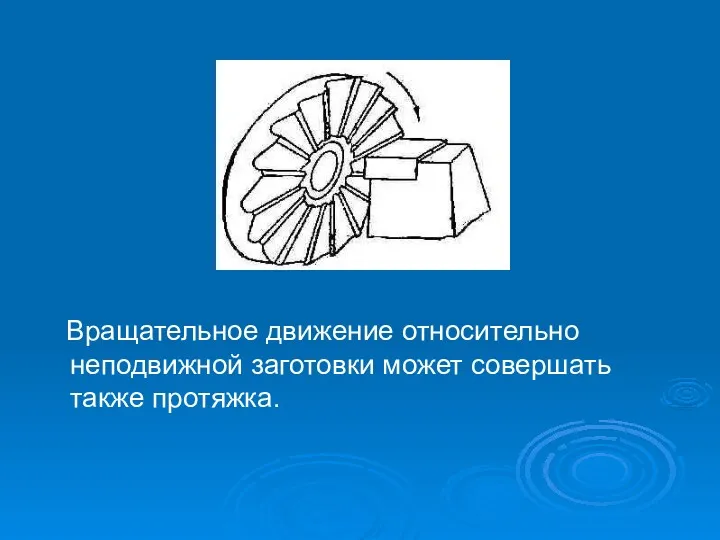
- 18. Вращательное движение относительно неподвижной заготовки может совершать также протяжка.
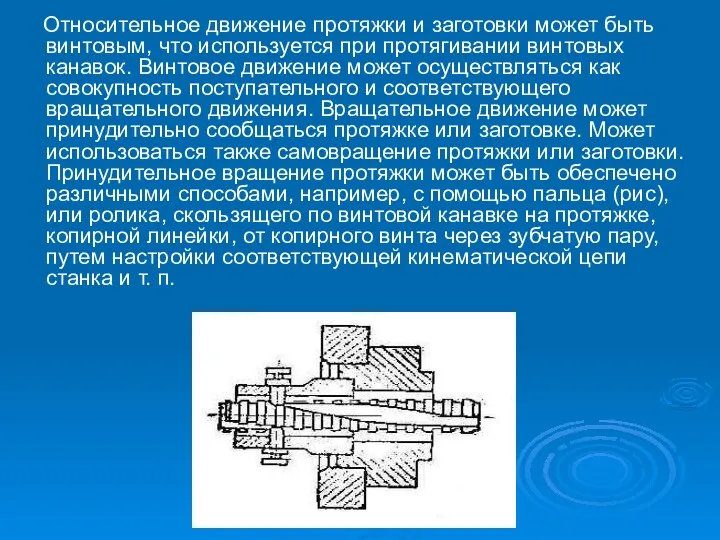
- 19. Относительное движение протяжки и заготовки может быть винтовым, что используется при протягивании винтовых канавок. Винтовое движение
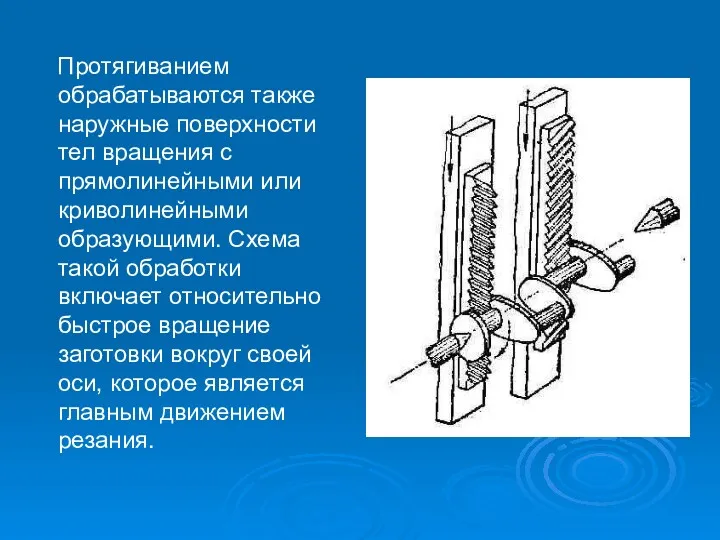
- 20. Протягиванием обрабатываются также наружные поверхности тел вращения с прямолинейными или криволинейными образующими. Схема такой обработки включает
- 21. Протягивание поверхностей вращения может производиться также спиральными протяжками. В процессе обработки осуществляется быстрое вращение детали вокруг
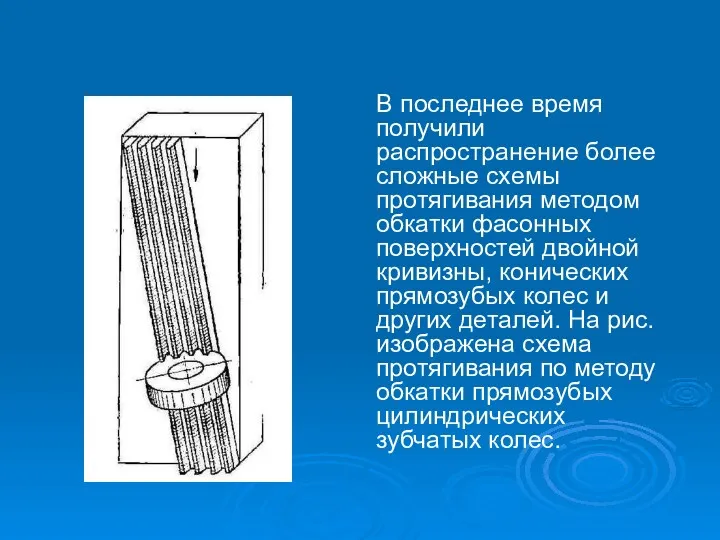
- 22. В последнее время получили распространение более сложные схемы протягивания методом обкатки фасонных поверхностей двойной кривизны, конических
- 23. Виды протягивания
- 25. Скачать презентацию
Сожержание:
Понятие протягивания
Применение протягивания
Инструменты для протягивания
Схемы протягивания
Виды протягивания
Сожержание:
Понятие протягивания
Применение протягивания
Инструменты для протягивания
Схемы протягивания
Виды протягивания
Понятие протягивания
Понятие протягивания
Протягивание — вид обработки металлов резанием, при котором используется
специфический инструмент,
Протягивание — вид обработки металлов резанием, при котором используется
специфический инструмент,
Применение протягивания
Применение протягивания
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в
Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка
Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка
Протягивание применяют для следующих операций:
Обработка отверстий нарезного огнестрельного оружия (стволы пистолетов,
Протягивание применяют для следующих операций:
Обработка отверстий нарезного огнестрельного оружия (стволы пистолетов,

Инструмент для протягивания
Инструмент для протягивания
Для выполнения протягивания применяют специальный многолезвийный инструмент, имеющий постоянный геометрический профиль,
Для выполнения протягивания применяют специальный многолезвийный инструмент, имеющий постоянный геометрический профиль,
Образующаяся при резании материала стружка, в отличие от других видов обработки
Образующаяся при резании материала стружка, в отличие от других видов обработки
Применяют следующие инструменты:
Цельные внутренние протяжки всевозможных запроектированных профилей.
Сборные внутренние протяжки (в
Применяют следующие инструменты:
Цельные внутренние протяжки всевозможных запроектированных профилей.
Сборные внутренние протяжки (в
Для изготовления протяжек применяют
среднелегированные инструментальные стали, быстрорежущие стали, оснащение сборных
среднелегированные инструментальные стали, быстрорежущие стали, оснащение сборных

Схемы протягивания
Схемы протягивания
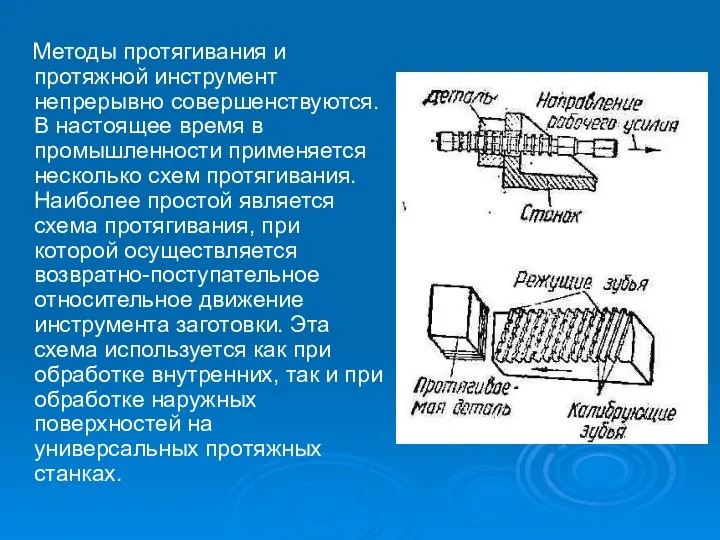
Методы протягивания и протяжной инструмент непрерывно совершенствуются. В настоящее время
Методы протягивания и протяжной инструмент непрерывно совершенствуются. В настоящее время
В целях повышения производительности труда используются схемы непрерывного протягивания. В
В целях повышения производительности труда используются схемы непрерывного протягивания. В
Относительное движение протяжки и детали может быть вращательным. При этом
Относительное движение протяжки и детали может быть вращательным. При этом
Вращательное движение относительно неподвижной заготовки может совершать также протяжка.
Вращательное движение относительно неподвижной заготовки может совершать также протяжка.
Относительное движение протяжки и заготовки может быть винтовым, что используется
Относительное движение протяжки и заготовки может быть винтовым, что используется
Протягиванием обрабатываются также наружные поверхности тел вращения с прямолинейными или
Протягиванием обрабатываются также наружные поверхности тел вращения с прямолинейными или

Протягивание поверхностей вращения может производиться также спиральными протяжками. В процессе
Протягивание поверхностей вращения может производиться также спиральными протяжками. В процессе
В последнее время получили распространение более сложные схемы протягивания методом
В последнее время получили распространение более сложные схемы протягивания методом

Виды протягивания
Виды протягивания
 Правовые основы защиты информации
Правовые основы защиты информации Сервировка стола к дню смеха
Сервировка стола к дню смеха Өнім шығару және дайын өнімді сату
Өнім шығару және дайын өнімді сату Поняття поліцейських заходів
Поняття поліцейських заходів Коррекция массивной кровопотери: современные рекомендации и тренды ближайшего будущего
Коррекция массивной кровопотери: современные рекомендации и тренды ближайшего будущего Презентация кружка Изонить
Презентация кружка Изонить Простые вещества – металлы и неметаллы
Простые вещества – металлы и неметаллы Композиция. Искусство орнамента
Композиция. Искусство орнамента Создание документов в текстовых редакторах. Форматирование документов в текстовых редакторах
Создание документов в текстовых редакторах. Форматирование документов в текстовых редакторах Презентация Олимпиада 2014
Презентация Олимпиада 2014 Стандарты информационной безопасности: Общие критерии
Стандарты информационной безопасности: Общие критерии М.А.Булгаков Мастер и Маргарита. История создания, сюжет, композиция, герои
М.А.Булгаков Мастер и Маргарита. История создания, сюжет, композиция, герои Презентация к уроку по теме Хлор
Презентация к уроку по теме Хлор Пограничный конфликт на острове Даманский
Пограничный конфликт на острове Даманский Машины для земляных работ. Тема 3. Занятие 1. Экскаваторы
Машины для земляных работ. Тема 3. Занятие 1. Экскаваторы Перелетные птицы
Перелетные птицы Образовательная программа Политология
Образовательная программа Политология Реформи Івана lV
Реформи Івана lV Презентации к элективному курсу Деловой этикет
Презентации к элективному курсу Деловой этикет Методологические подходы к психолого-педагогическому исследованию
Методологические подходы к психолого-педагогическому исследованию Как выбрать тему магистерской диссертации и руководителя
Как выбрать тему магистерской диссертации и руководителя Органы ротовой полости
Органы ротовой полости Дисперсные системы
Дисперсные системы Анализ внешности. Разработка стилевой концепции
Анализ внешности. Разработка стилевой концепции Презентация по русскому языку Перенос слов с буквой Й в середине 2 класс
Презентация по русскому языку Перенос слов с буквой Й в середине 2 класс Шаблон для презентации
Шаблон для презентации Современный город - Сосновый Бор
Современный город - Сосновый Бор Презентация Символика Кубани
Презентация Символика Кубани