- Расчеты погрешностей механической обработки

Содержание
- 2. Расчеты погрешностей механической обработки Систематические и случайные погрешности Систематические погрешности – это такие погрешности, которые для
- 3. Погрешность установки заготовок на станках и в приспособлениях Погрешность установки заготовок на станках и в приспособлениях
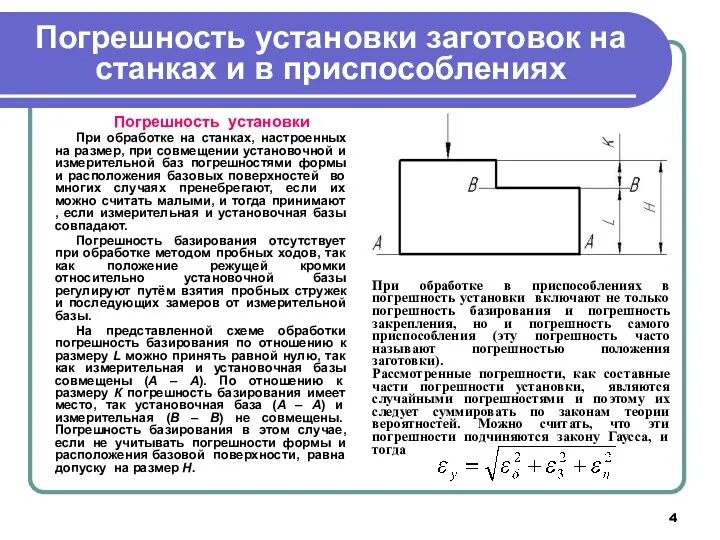
- 4. Погрешность установки заготовок на станках и в приспособлениях Погрешность установки При обработке на станках, настроенных на
- 5. Общая методика расчета погрешности базирования
- 6. Общая методика расчета погрешности базирования Для того чтобы определить погрешность базирования заготовок при их обработке, необходимо
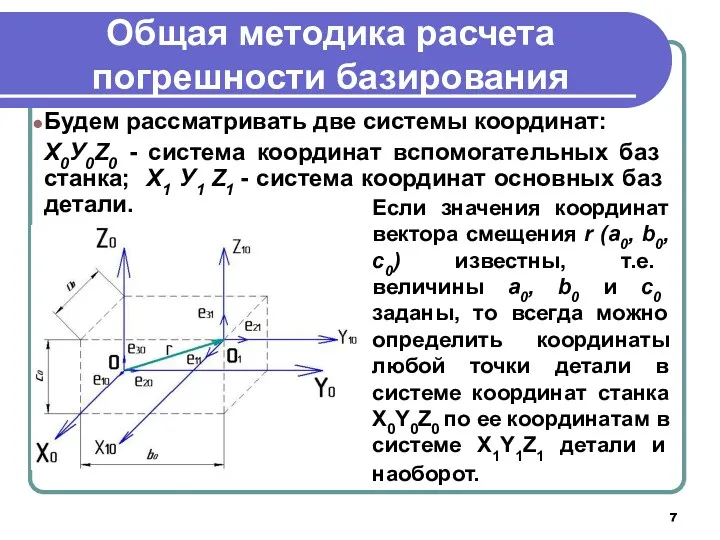
- 7. Общая методика расчета погрешности базирования Будем рассматривать две системы координат: Х0У0Z0 - система координат вспомогательных баз
- 8. Общая методика расчета погрешности базирования В общем случае система координат X1Y1Z1 детали может быть также повернута
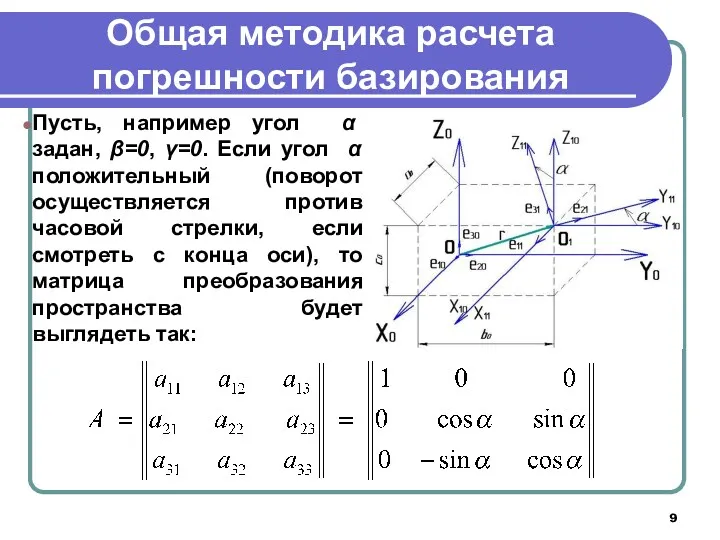
- 9. Общая методика расчета погрешности базирования Пусть, например угол α задан, β=0, γ=0. Если угол α положительный
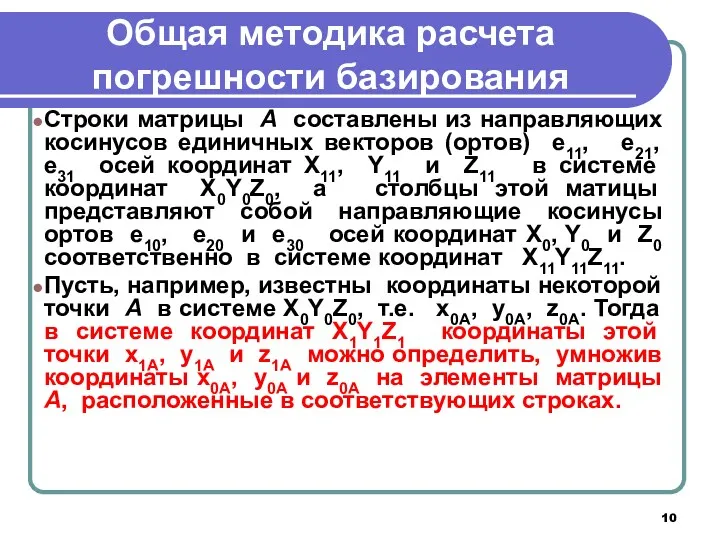
- 10. Общая методика расчета погрешности базирования Строки матрицы А составлены из направляющих косинусов единичных векторов (ортов) e11,
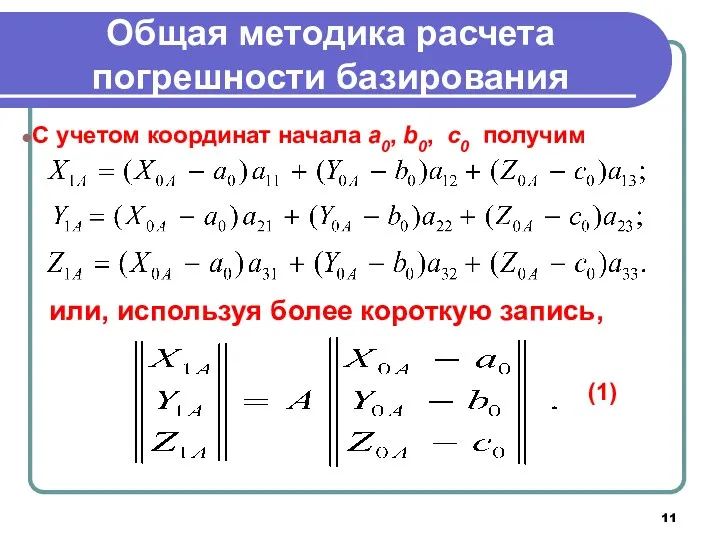
- 11. Общая методика расчета погрешности базирования С учетом координат начала а0, b0, с0 получим или, используя более
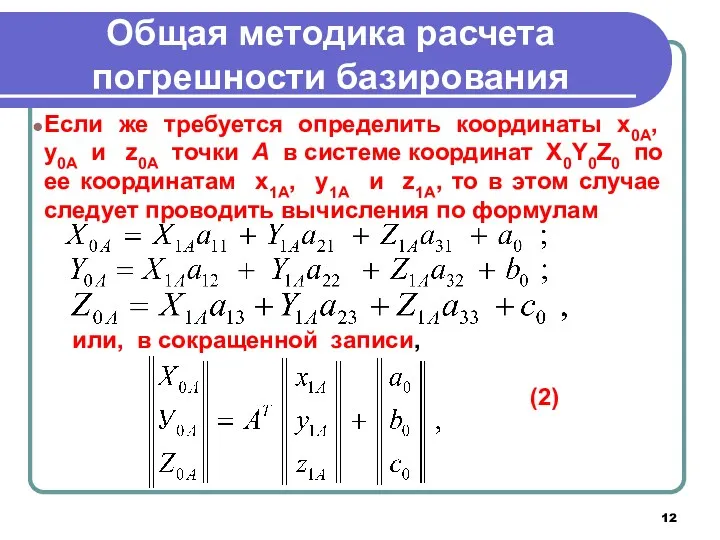
- 12. Общая методика расчета погрешности базирования Если же требуется определить координаты x0А, y0А и z0А точки А
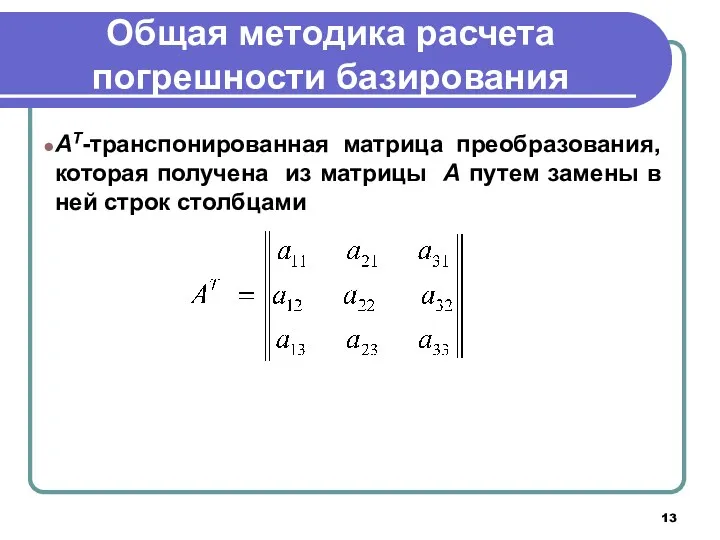
- 13. Общая методика расчета погрешности базирования АТ-транспонированная матрица преобразования, которая получена из матрицы А путем замены в
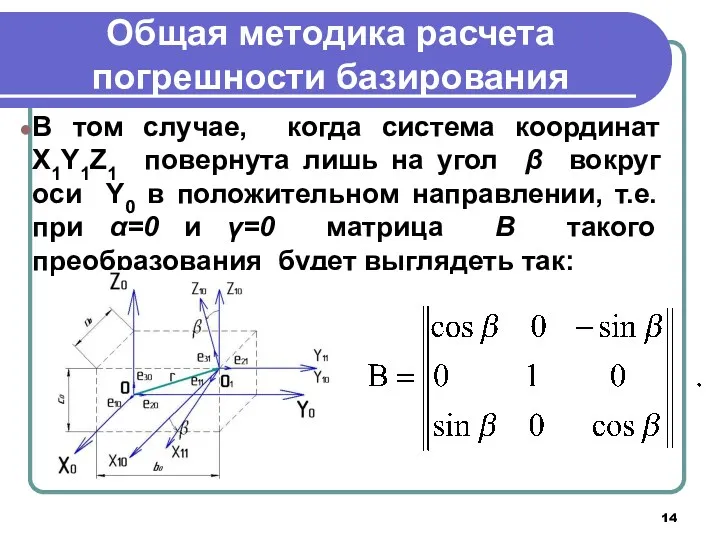
- 14. Общая методика расчета погрешности базирования В том случае, когда система координат X1Y1Z1 повернута лишь на угол
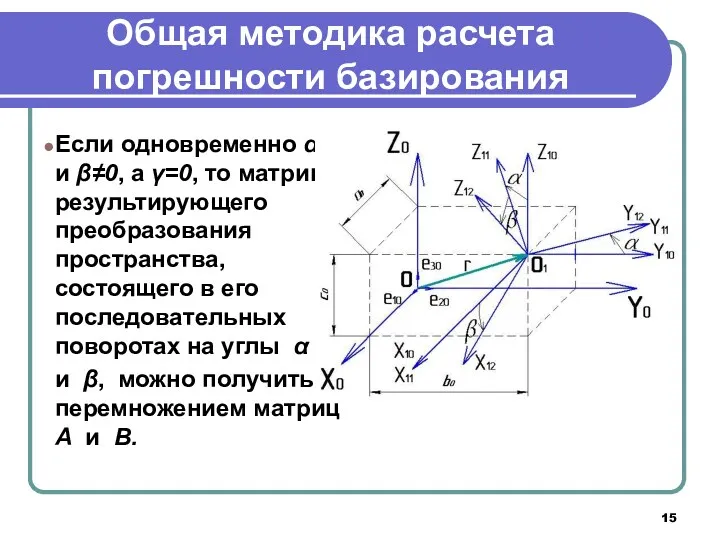
- 15. Общая методика расчета погрешности базирования Если одновременно α≠0 и β≠0, а γ=0, то матрицу результирующего преобразования
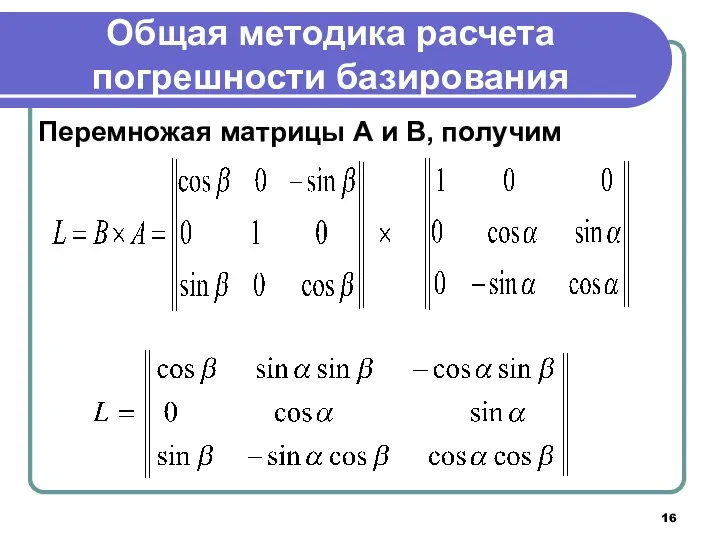
- 16. Общая методика расчета погрешности базирования Перемножая матрицы А и В, получим
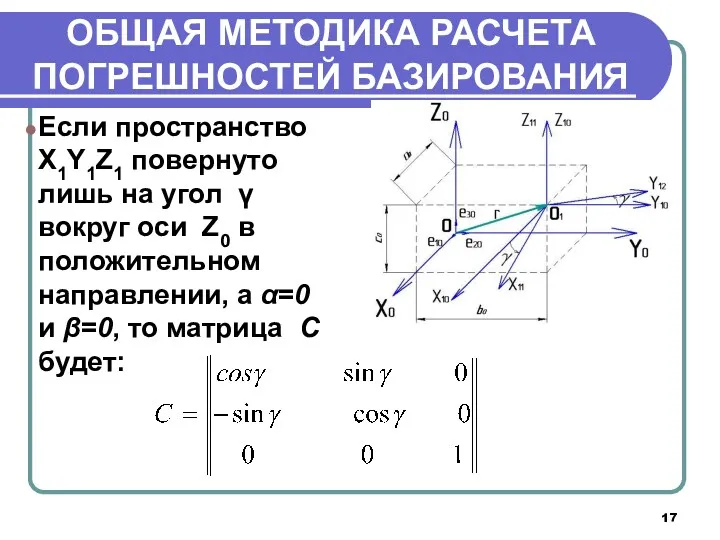
- 17. ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ Если пространство X1Y1Z1 повернуто лишь на угол γ вокруг оси Z0
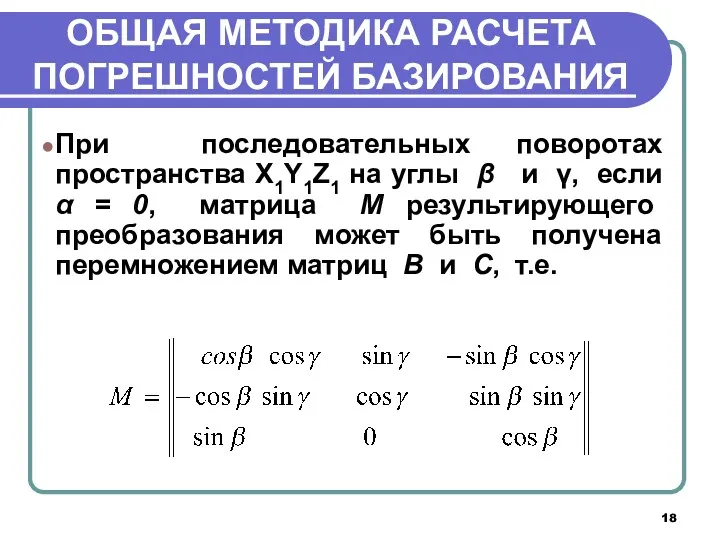
- 18. ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ При последовательных поворотах пространства X1Y1Z1 на углы β и γ, если
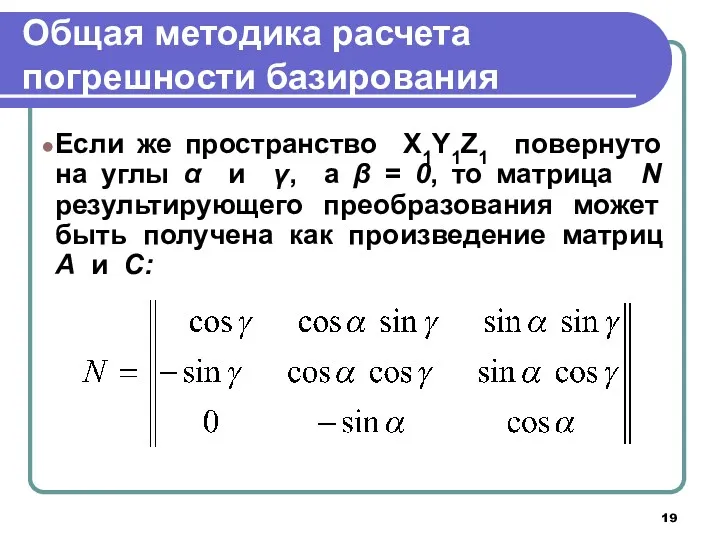
- 19. Общая методика расчета погрешности базирования Если же пространство X1Y1Z1 повернуто на углы α и γ, а
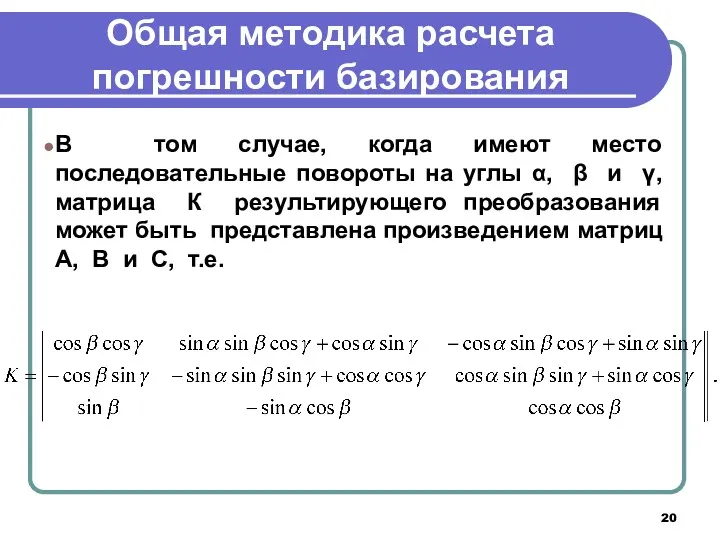
- 20. Общая методика расчета погрешности базирования В том случае, когда имеют место последовательные повороты на углы α,
- 21. Общая методика расчета погрешности базирования Полученные матрицы преобразования пространства позволяют определить координаты любой точки А детали
- 22. Общая методика расчета погрешности базирования Таким образом, можно определить координаты любой точки обрабатываемой поверхности детали в
- 23. Общая методика расчета погрешности базирования Если базирование осуществляется на столе станка без приспособления, то рассматриваются смещения
- 24. ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ При этом вектор смещений можно представить векторной суммой, т.е. где εдс
- 25. ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ Приведенную векторную сумму можно представить в координатной форме: εдx0 = εпx0
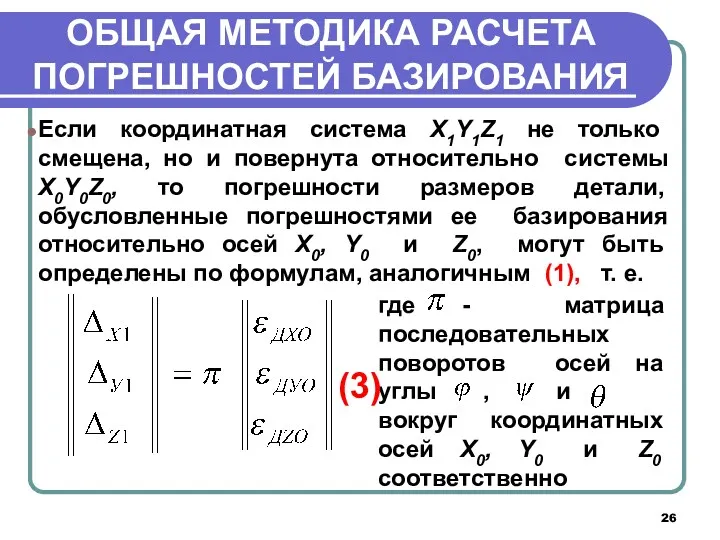
- 26. ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ Если координатная система X1Y1Z1 не только смещена, но и повернута относительно
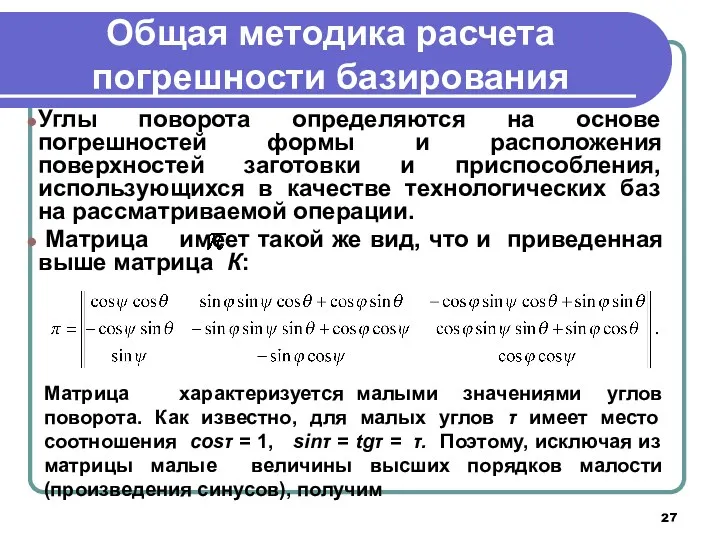
- 27. Общая методика расчета погрешности базирования Углы поворота определяются на основе погрешностей формы и расположения поверхностей заготовки
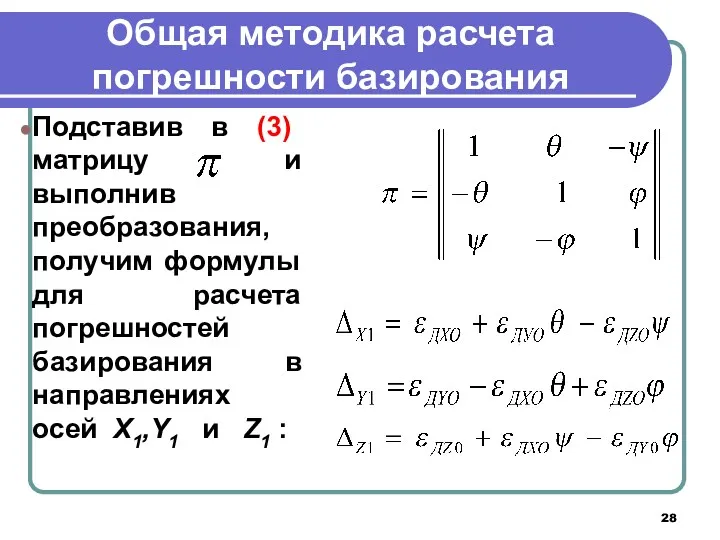
- 28. Общая методика расчета погрешности базирования Подставив в (3) матрицу и выполнив преобразования, получим формулы для расчета
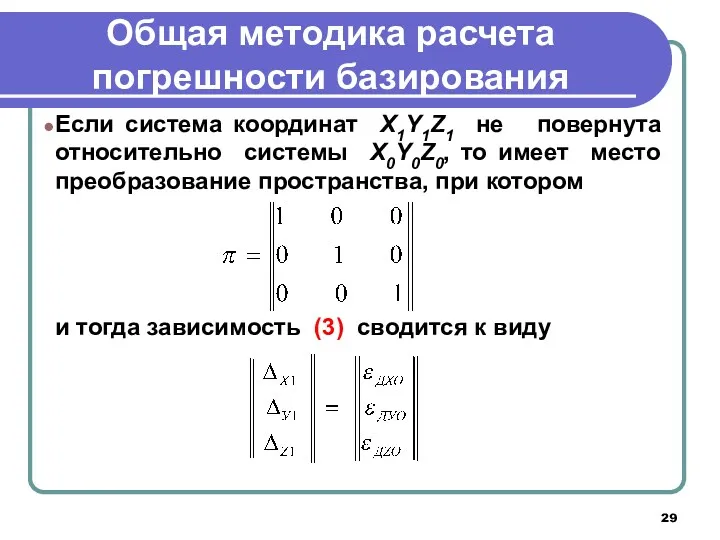
- 29. Общая методика расчета погрешности базирования Если система координат X1Y1Z1 не повернута относительно системы X0Y0Z0, то имеет
- 30. Общая методика расчета погрешности базирования Можно также решить и обратную задачу. Если известны погрешности размеров детали
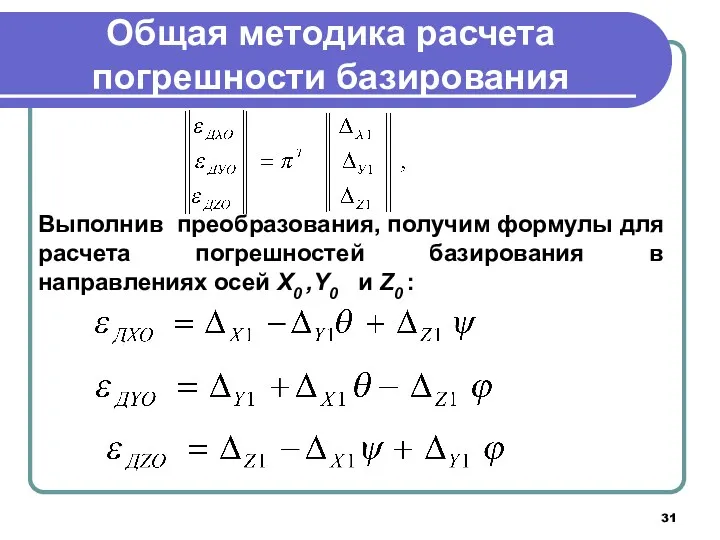
- 31. Общая методика расчета погрешности базирования Выполнив преобразования, получим формулы для расчета погрешностей базирования в направлениях осей
- 32. Примеры расчета погрешности базирования
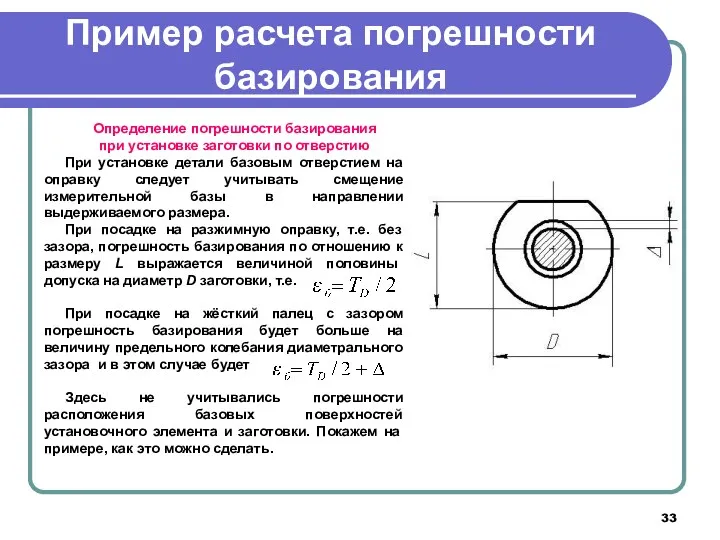
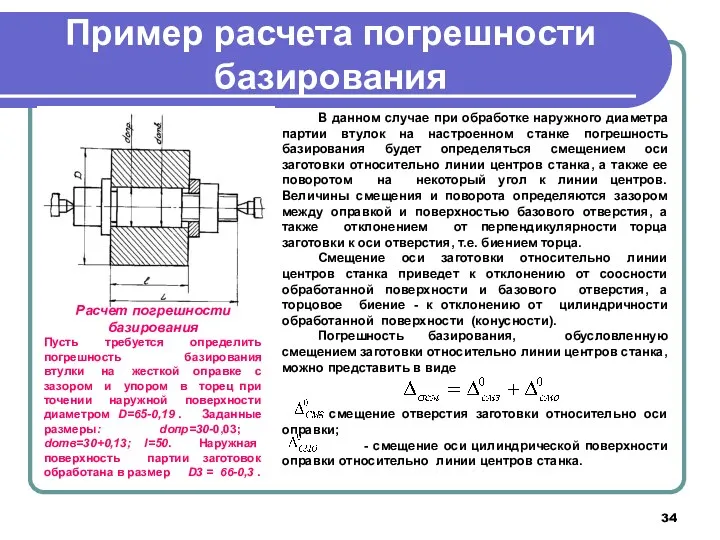
- 33. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки по отверстию При установке детали базовым
- 34. Пример расчета погрешности базирования В данном случае при обработке наружного диаметра партии втулок на настроенном станке
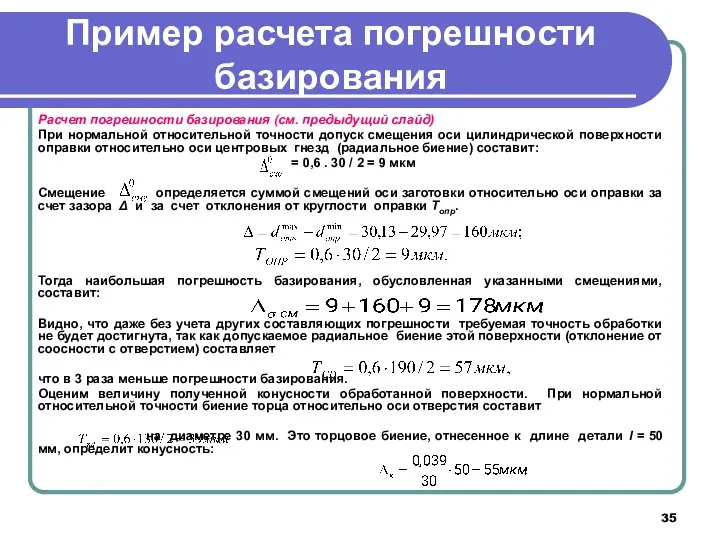
- 35. Пример расчета погрешности базирования Расчет погрешности базирования (см. предыдущий слайд) При нормальной относительной точности допуск смещения
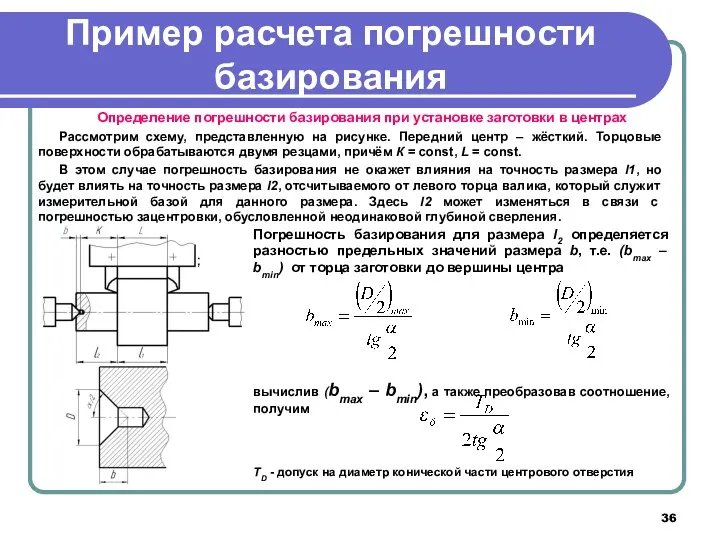
- 36. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки в центрах Рассмотрим схему, представленную на
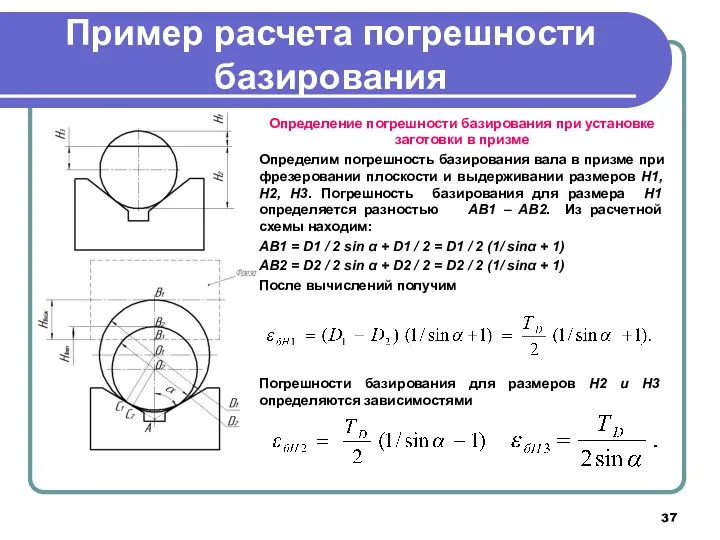
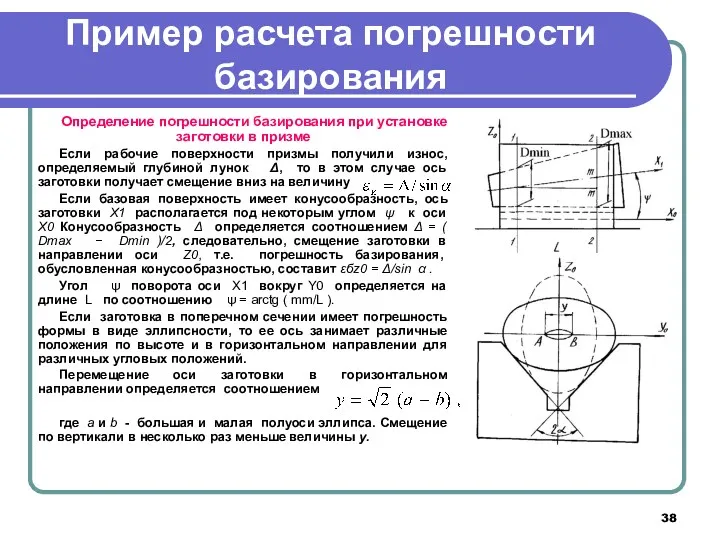
- 37. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки в призме Определим погрешность базирования вала
- 38. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки в призме Если рабочие поверхности призмы
- 39. Расчеты прочих погрешностей
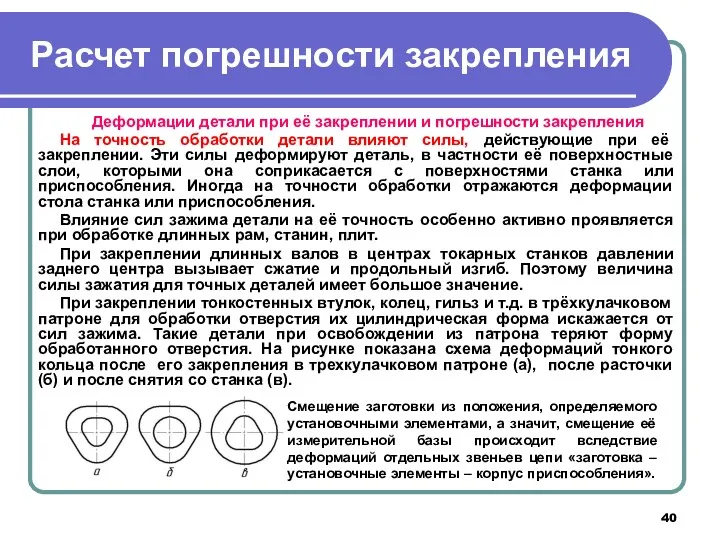
- 40. Расчет погрешности закрепления Деформации детали при её закреплении и погрешности закрепления На точность обработки детали влияют
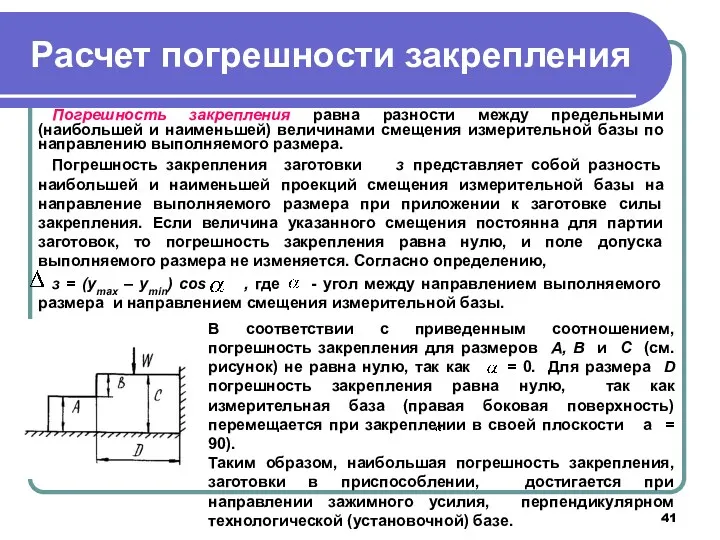
- 41. Расчет погрешности закрепления Погрешность закрепления равна разности между предельными (наибольшей и наименьшей) величинами смещения измерительной базы
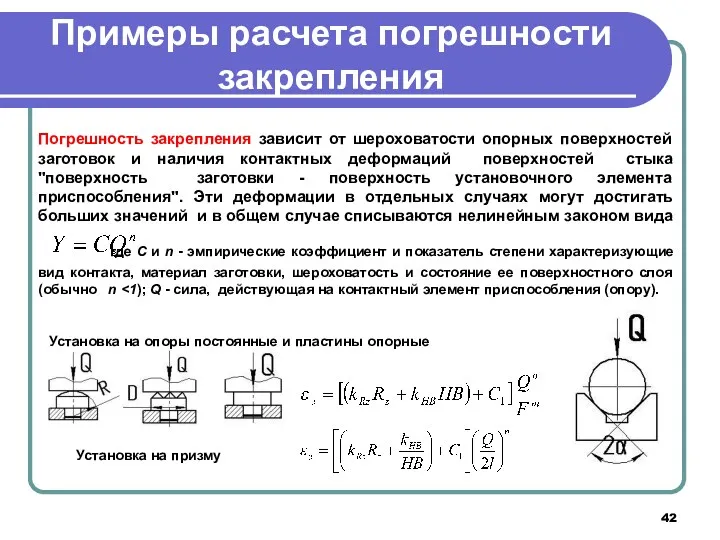
- 42. Примеры расчета погрешности закрепления Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок и наличия контактных деформаций
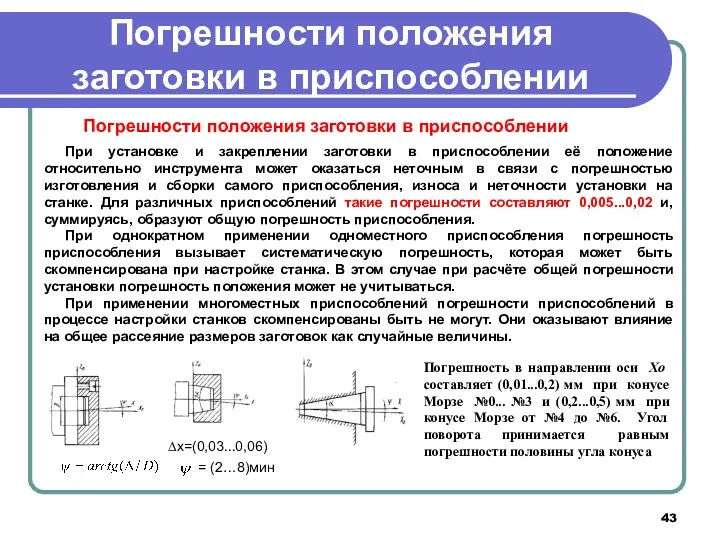
- 43. Погрешности положения заготовки в приспособлении Погрешности положения заготовки в приспособлении При установке и закреплении заготовки в
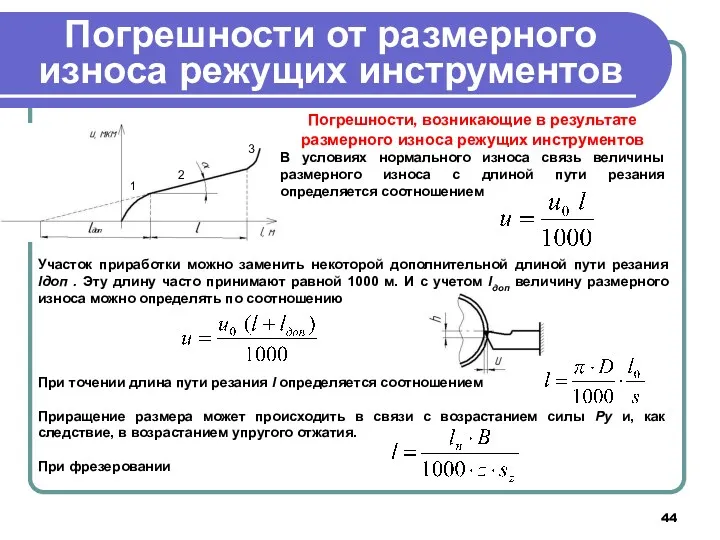
- 44. Погрешности от размерного износа режущих инструментов Погрешности, возникающие в результате размерного износа режущих инструментов В условиях
- 45. Погрешности, связанные с настройкой технологической системы Погрешности, связанные с настройкой технологической системы Настройка (наладка) включает установку
- 46. Погрешности от геометрических неточностей станка Погрешности обработки, возникающие вследствие геометрических неточностей станка При точении консольно закрепленной
- 47. Погрешности от неточностей приспособления и инструмента Погрешности обработки, возникающие вследствие неточностей приспособления и режущего инструмента Погрешность
- 48. Погрешности от тепловых деформаций станка Погрешности, связанные с тепловыми деформациями технологической системы Оказывают существенное влияние на
- 49. Погрешности от тепловых деформаций детали и инструмента Тепловые деформации детали. Теплота, образующаяся в зоне резания при
- 50. Погрешности, вызванные упругими деформациями технолог. системы Погрешности, вызванные упругими деформациями технологической системы При точении вала в
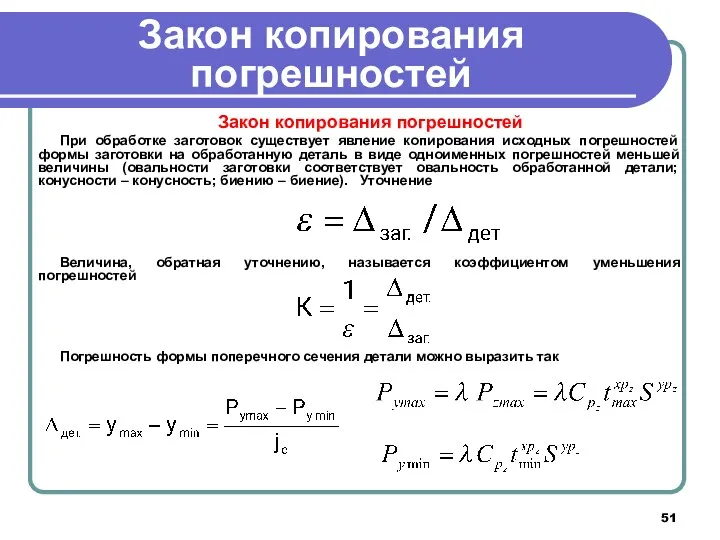
- 51. Закон копирования погрешностей Закон копирования погрешностей При обработке заготовок существует явление копирования исходных погрешностей формы заготовки
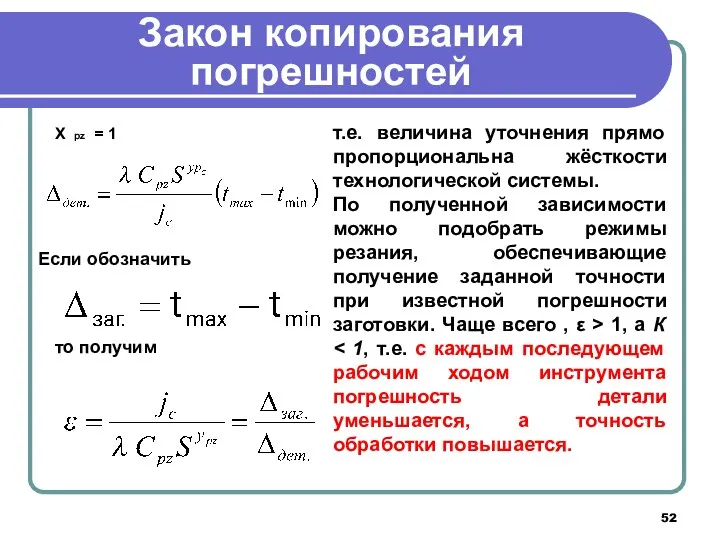
- 52. Закон копирования погрешностей Х рz = 1 Если обозначить то получим т.е. величина уточнения прямо пропорциональна
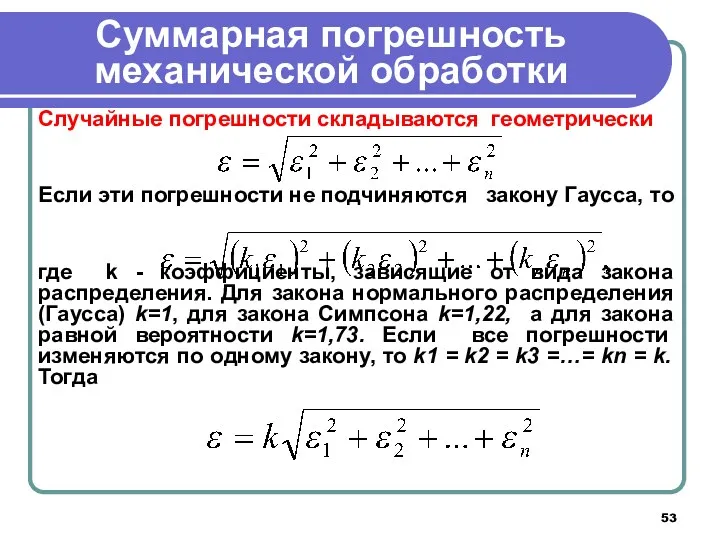
- 53. Суммарная погрешность механической обработки Случайные погрешности складываются геометрически Если эти погрешности не подчиняются закону Гаусса, то
- 54. Суммарная погрешность механической обработки Суммарная погрешность обработки включает: погрешность установки; погрешность настройки; погрешность обработки, вызванную колебаниями
- 55. Суммарная погрешность механической обработки Окончательно, полагая все погрешности случайными величинами, можно записать В данной формуле коэффициент
- 56. Суммарная погрешность механической обработки В МГТУ им Баумана для определения суммарной погрешности рекомендуют использовать формулу где
- 58. Скачать презентацию
Расчеты погрешностей механической обработки
Систематические и случайные погрешности
Систематические погрешности –
Расчеты погрешностей механической обработки
Систематические и случайные погрешности
Систематические погрешности –
Погрешность установки заготовок на станках и в приспособлениях
Погрешность установки заготовок на
Погрешность установки заготовок на станках и в приспособлениях
Погрешность установки заготовок на
Погрешность установки заготовок на станках и в приспособлениях
Погрешность установки
При обработке на
Погрешность установки заготовок на станках и в приспособлениях
Погрешность установки
При обработке на
Общая методика расчета погрешности базирования
Общая методика расчета погрешности базирования
Общая методика расчета погрешности базирования
Для того чтобы определить погрешность базирования заготовок
Общая методика расчета погрешности базирования
Для того чтобы определить погрешность базирования заготовок
Общая методика расчета погрешности базирования
Будем рассматривать две системы координат:
Х0У0Z0 -
Общая методика расчета погрешности базирования
Будем рассматривать две системы координат:
Х0У0Z0 -
Общая методика расчета погрешности базирования
В общем случае система координат X1Y1Z1 детали
Общая методика расчета погрешности базирования
В общем случае система координат X1Y1Z1 детали
Общая методика расчета погрешности базирования
Пусть, например угол α задан, β=0, γ=0.
Общая методика расчета погрешности базирования
Пусть, например угол α задан, β=0, γ=0.
Общая методика расчета погрешности базирования
Строки матрицы А составлены из направляющих косинусов
Общая методика расчета погрешности базирования
Строки матрицы А составлены из направляющих косинусов
Общая методика расчета погрешности базирования
С учетом координат начала а0, b0, с0
Общая методика расчета погрешности базирования
С учетом координат начала а0, b0, с0
Общая методика расчета погрешности базирования
Если же требуется определить координаты x0А, y0А
Общая методика расчета погрешности базирования
Если же требуется определить координаты x0А, y0А
Общая методика расчета погрешности базирования
АТ-транспонированная матрица преобразования, которая получена из матрицы
Общая методика расчета погрешности базирования
АТ-транспонированная матрица преобразования, которая получена из матрицы
Общая методика расчета погрешности базирования
В том случае, когда система координат X1Y1Z1
Общая методика расчета погрешности базирования
В том случае, когда система координат X1Y1Z1
Общая методика расчета погрешности базирования
Если одновременно α≠0 и β≠0, а γ=0,
Общая методика расчета погрешности базирования
Если одновременно α≠0 и β≠0, а γ=0,
Общая методика расчета погрешности базирования
Перемножая матрицы А и В, получим
Общая методика расчета погрешности базирования
Перемножая матрицы А и В, получим
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Если пространство X1Y1Z1 повернуто лишь на угол
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Если пространство X1Y1Z1 повернуто лишь на угол
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
При последовательных поворотах пространства X1Y1Z1 на углы
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
При последовательных поворотах пространства X1Y1Z1 на углы
Общая методика расчета погрешности базирования
Если же пространство X1Y1Z1 повернуто на углы
Общая методика расчета погрешности базирования
Если же пространство X1Y1Z1 повернуто на углы
Общая методика расчета погрешности базирования
В том случае, когда имеют место последовательные
Общая методика расчета погрешности базирования
В том случае, когда имеют место последовательные
Общая методика расчета погрешности базирования
Полученные матрицы преобразования пространства позволяют определить координаты
Общая методика расчета погрешности базирования
Полученные матрицы преобразования пространства позволяют определить координаты
Общая методика расчета погрешности базирования
Таким образом, можно определить координаты любой точки
Общая методика расчета погрешности базирования
Таким образом, можно определить координаты любой точки
Общая методика расчета погрешности базирования
Если базирование осуществляется на столе станка без
Общая методика расчета погрешности базирования
Если базирование осуществляется на столе станка без
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
При этом вектор смещений можно представить векторной
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
При этом вектор смещений можно представить векторной
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Приведенную векторную сумму можно представить в координатной
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Приведенную векторную сумму можно представить в координатной
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Если координатная система X1Y1Z1 не только смещена,
ОБЩАЯ МЕТОДИКА РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
Если координатная система X1Y1Z1 не только смещена,
Общая методика расчета погрешности базирования
Углы поворота определяются на основе погрешностей формы
Общая методика расчета погрешности базирования
Углы поворота определяются на основе погрешностей формы
Общая методика расчета погрешности базирования
Подставив в (3) матрицу и выполнив преобразования,
Общая методика расчета погрешности базирования
Подставив в (3) матрицу и выполнив преобразования,
Общая методика расчета погрешности базирования
Если система координат X1Y1Z1 не повернута относительно
Общая методика расчета погрешности базирования
Если система координат X1Y1Z1 не повернута относительно
Общая методика расчета погрешности базирования
Можно также решить и обратную задачу. Если
Общая методика расчета погрешности базирования
Можно также решить и обратную задачу. Если
Общая методика расчета погрешности базирования
Выполнив преобразования, получим формулы для расчета погрешностей
Общая методика расчета погрешности базирования
Выполнив преобразования, получим формулы для расчета погрешностей
Примеры расчета погрешности базирования
Примеры расчета погрешности базирования
Пример расчета погрешности базирования
Определение погрешности базирования
при установке заготовки по отверстию
При
Пример расчета погрешности базирования
Определение погрешности базирования
при установке заготовки по отверстию
При
Пример расчета погрешности базирования
В данном случае при обработке наружного диаметра партии
Пример расчета погрешности базирования
В данном случае при обработке наружного диаметра партии
Пример расчета погрешности базирования
Расчет погрешности базирования (см. предыдущий слайд)
При нормальной относительной
Пример расчета погрешности базирования
Расчет погрешности базирования (см. предыдущий слайд)
При нормальной относительной
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в центрах
Рассмотрим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в центрах
Рассмотрим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Определим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Определим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Если
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Если
Расчеты прочих погрешностей
Расчеты прочих погрешностей
Расчет погрешности закрепления
Деформации детали при её закреплении и погрешности закрепления
На точность
Расчет погрешности закрепления
Деформации детали при её закреплении и погрешности закрепления
На точность
Расчет погрешности закрепления
Погрешность закрепления равна разности между предельными (наибольшей и наименьшей)
Расчет погрешности закрепления
Погрешность закрепления равна разности между предельными (наибольшей и наименьшей)
Примеры расчета погрешности закрепления
Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок
Примеры расчета погрешности закрепления
Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок
Погрешности положения заготовки в приспособлении
Погрешности положения заготовки в приспособлении
При установке
Погрешности положения заготовки в приспособлении
Погрешности положения заготовки в приспособлении
При установке
Погрешности от размерного износа режущих инструментов
Погрешности, возникающие в результате размерного износа
Погрешности от размерного износа режущих инструментов
Погрешности, возникающие в результате размерного износа
Погрешности, связанные с настройкой технологической системы
Погрешности, связанные с настройкой технологической
Погрешности, связанные с настройкой технологической системы
Погрешности, связанные с настройкой технологической
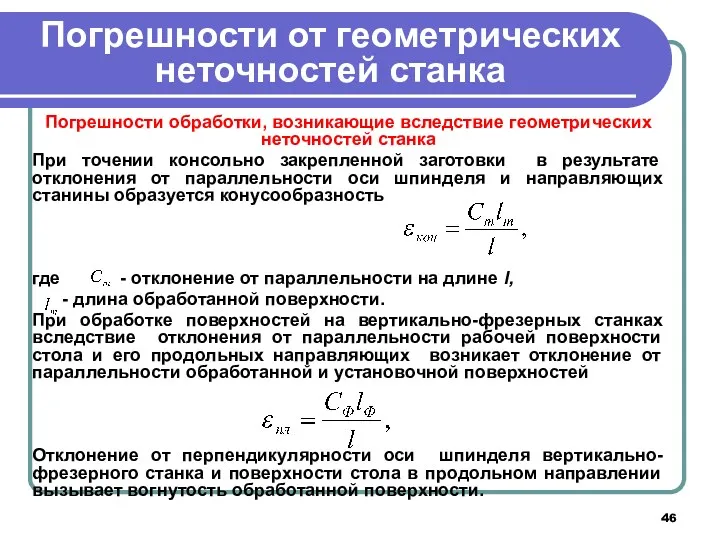
Погрешности от геометрических неточностей станка
Погрешности обработки, возникающие вследствие геометрических неточностей станка
При
Погрешности от геометрических неточностей станка
Погрешности обработки, возникающие вследствие геометрических неточностей станка
При
Погрешности от неточностей приспособления и инструмента
Погрешности обработки, возникающие вследствие неточностей приспособления
Погрешности от неточностей приспособления и инструмента
Погрешности обработки, возникающие вследствие неточностей приспособления
Погрешности от тепловых деформаций станка
Погрешности, связанные с тепловыми деформациями технологической системы
Оказывают
Погрешности от тепловых деформаций станка
Погрешности, связанные с тепловыми деформациями технологической системы
Оказывают
Погрешности от тепловых деформаций детали и инструмента
Тепловые деформации детали. Теплота, образующаяся
Погрешности от тепловых деформаций детали и инструмента
Тепловые деформации детали. Теплота, образующаяся
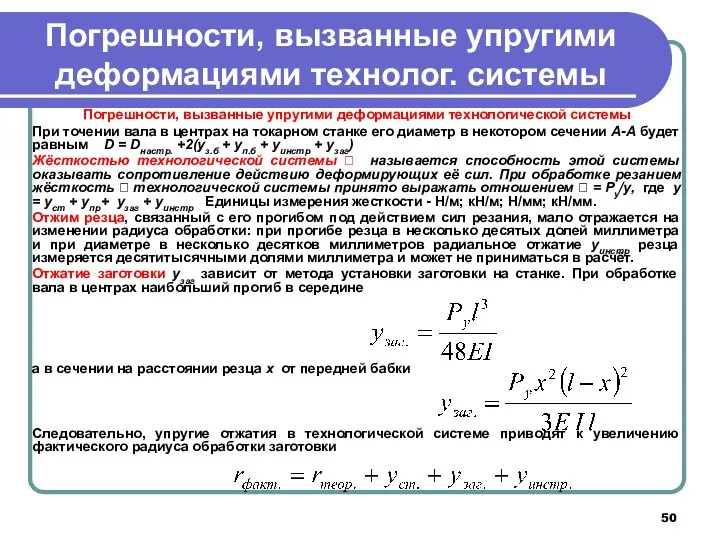
Погрешности, вызванные упругими деформациями технолог. системы
Погрешности, вызванные упругими деформациями технологической системы
Погрешности, вызванные упругими деформациями технолог. системы
Погрешности, вызванные упругими деформациями технологической системы
Закон копирования погрешностей
Закон копирования погрешностей
При обработке заготовок существует явление копирования исходных
Закон копирования погрешностей
Закон копирования погрешностей
При обработке заготовок существует явление копирования исходных
Закон копирования погрешностей
Х рz = 1
Если обозначить
то получим
т.е. величина уточнения прямо
Закон копирования погрешностей
Х рz = 1
Если обозначить
то получим
т.е. величина уточнения прямо
Суммарная погрешность механической обработки
Случайные погрешности складываются геометрически
Если эти погрешности не подчиняются
Суммарная погрешность механической обработки
Случайные погрешности складываются геометрически
Если эти погрешности не подчиняются
Суммарная погрешность механической обработки
Суммарная погрешность обработки включает:
погрешность установки;
погрешность настройки;
погрешность
Суммарная погрешность механической обработки
Суммарная погрешность обработки включает:
погрешность установки;
погрешность настройки;
погрешность
Суммарная погрешность механической обработки
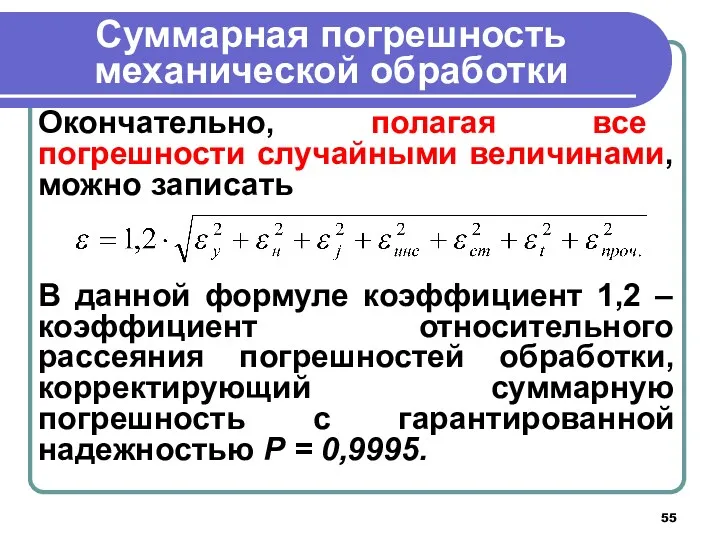
Окончательно, полагая все погрешности случайными величинами, можно записать
В
Суммарная погрешность механической обработки
Окончательно, полагая все погрешности случайными величинами, можно записать
В
Суммарная погрешность механической обработки
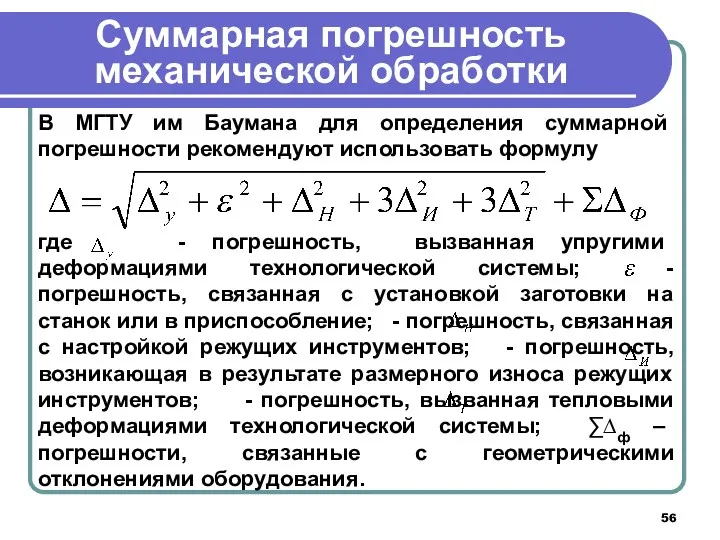
В МГТУ им Баумана для определения суммарной погрешности
Суммарная погрешность механической обработки
В МГТУ им Баумана для определения суммарной погрешности
 Делимость электрического заряда. Строение атома
Делимость электрического заряда. Строение атома Категории педагогики
Категории педагогики Нева диспетчерлік орталықтандыру жүйесі
Нева диспетчерлік орталықтандыру жүйесі Проект Театр и наши дети
Проект Театр и наши дети Доврачебная помощь и уход за детьми с заболеваниями эндокринной системы, с заболеваниями крови
Доврачебная помощь и уход за детьми с заболеваниями эндокринной системы, с заболеваниями крови Стоматология беременных и кормящих
Стоматология беременных и кормящих Витамин С. Овощи и фрукты – витаминные продукты
Витамин С. Овощи и фрукты – витаминные продукты Медицинское освидетельствование для установления факта употребления ПАВ и состояния опьянения
Медицинское освидетельствование для установления факта употребления ПАВ и состояния опьянения Девиантное поведение несовершеннолетних
Девиантное поведение несовершеннолетних Цветотерапия
Цветотерапия Созвездия. Змееносец
Созвездия. Змееносец Задание В2, открытого банка ЕГЭ по математике
Задание В2, открытого банка ЕГЭ по математике Yeti 2009 Электрика/Электроника
Yeti 2009 Электрика/Электроника Иудаизм и культура
Иудаизм и культура Формула корней квадратного уравнения
Формула корней квадратного уравнения Презентация к уроку по ОРКСиЭ Россия - наша Родина
Презентация к уроку по ОРКСиЭ Россия - наша Родина Русский народный костюм
Русский народный костюм Презентация Для чего нужны предметы?
Презентация Для чего нужны предметы? Организация детской деятельности различных, адекватных дошкольному возрасту формах в соответствии с современными требованиями
Организация детской деятельности различных, адекватных дошкольному возрасту формах в соответствии с современными требованиями Формирование УУД в курсе информатики
Формирование УУД в курсе информатики Гидролиз солей
Гидролиз солей Укрепление великокняжеской власти и государственный строй Великого Княжества Литовского в XIII – XIV веках. (Билет 7. Вопрос 1)
Укрепление великокняжеской власти и государственный строй Великого Княжества Литовского в XIII – XIV веках. (Билет 7. Вопрос 1) Презентация Мой кабинет
Презентация Мой кабинет Микрогосударства Западной Европы
Микрогосударства Западной Европы Равномерное прямолинейное движение
Равномерное прямолинейное движение Питательная установка
Питательная установка Саркоидоз сердца. Клинический случай
Саркоидоз сердца. Клинический случай трудовая деятельность детей в старшей группе
трудовая деятельность детей в старшей группе