- Расточные резцы

Содержание
- 2. Введение Виды расточных резцов, их маркировки и ГОСТ Отверстия присутствуют в любом механизме. Качество их очень
- 3. Виды и назначение расточных резцов Резцы расточные нужны, чтобы обрабатывать любые круглые отверстия как глухого типа,
- 4. Если деталь сложная по конструкции, то может понадобиться совершенно оригинальный инструмент для расточки. Такая оснастка, как
- 5. Если внутри отверстия нужно выполнить канавки, применяют расточной канавочный резец.
- 6. Резцы для глухих отверстий Согласно технической документации резец расточной для глухих отверстий изготавливается из инструментальных сталей
- 7. Резцы для сквозных отверстий Расточной резец, который призван обрабатывать отверстия, просверленные насквозь, имеет режущие кромки из
- 8. Маркировки расточных резцов согласно ГОСТу Маркировка расточных резцов отечественного производства должна соответствовать ГОСТу. Для обрабатывающих отверстия
- 9. Выбор режима резания при растачивании На выбор параметров режима обработки в первую очередь влияет угол заточки,
- 11. Скачать презентацию
Введение
Виды расточных резцов, их маркировки и ГОСТ
Отверстия присутствуют в любом механизме.
Введение
Виды расточных резцов, их маркировки и ГОСТ
Отверстия присутствуют в любом механизме.
Виды и назначение расточных резцов
Резцы расточные нужны, чтобы обрабатывать любые круглые
Виды и назначение расточных резцов
Резцы расточные нужны, чтобы обрабатывать любые круглые
Если деталь сложная по конструкции, то может понадобиться совершенно оригинальный инструмент
Если деталь сложная по конструкции, то может понадобиться совершенно оригинальный инструмент

Если внутри отверстия нужно выполнить канавки, применяют расточной канавочный резец.
Если внутри отверстия нужно выполнить канавки, применяют расточной канавочный резец.
Резцы для глухих отверстий
Согласно технической документации резец расточной для глухих отверстий
Резцы для глухих отверстий
Согласно технической документации резец расточной для глухих отверстий
Резцы для сквозных отверстий
Расточной резец, который призван обрабатывать отверстия, просверленные насквозь,
Резцы для сквозных отверстий
Расточной резец, который призван обрабатывать отверстия, просверленные насквозь,
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать
Выбор режима резания при растачивании
На выбор параметров режима обработки в
Выбор режима резания при растачивании
На выбор параметров режима обработки в
 Презентация по литературе 7 класс.
Презентация по литературе 7 класс. Я и мои эмоции Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск
Я и мои эмоции Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск ПОСТРОЕНИЕ РАЗВИВАЮЩЕЙ СРЕДЫ ПО ФГОС
ПОСТРОЕНИЕ РАЗВИВАЮЩЕЙ СРЕДЫ ПО ФГОС Мексика
Мексика Историческая трансформация пылесоса
Историческая трансформация пылесоса Психологическая характеристика цвета
Психологическая характеристика цвета Оценка финансового состояния предприятия
Оценка финансового состояния предприятия Речевой праздник для учащихся младших классов с ТНР Стихи и песни о войне (к 70-ти летию Победы в ВОВ).
Речевой праздник для учащихся младших классов с ТНР Стихи и песни о войне (к 70-ти летию Победы в ВОВ). Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта Проект Монастыри, основанные учениками Сергия Радонежского
Проект Монастыри, основанные учениками Сергия Радонежского Добрянское благочиние Пермской и Кунгурской епархии
Добрянское благочиние Пермской и Кунгурской епархии Усадьба Деда Мороза 2011 г.
Усадьба Деда Мороза 2011 г. Консультация для воспитателей ДОУ Эффективность взаимодействия ДОУ и семьи
Консультация для воспитателей ДОУ Эффективность взаимодействия ДОУ и семьи информационный материал по органической химии по теме: Спирты
информационный материал по органической химии по теме: Спирты ПЕДАГОГИЧЕСКИЙ ПРОЕКТ ЗНАКОМСТВО С ПРОИЗВЕДЕНИЯМИ С. Я. МАРШАКА
ПЕДАГОГИЧЕСКИЙ ПРОЕКТ ЗНАКОМСТВО С ПРОИЗВЕДЕНИЯМИ С. Я. МАРШАКА Социальное пространство практики социальной работы. (Тема 6)
Социальное пространство практики социальной работы. (Тема 6) Проектная деятельность в учебном процессе
Проектная деятельность в учебном процессе Родительское собрание. Школьный жаргон - миф или реальность.
Родительское собрание. Школьный жаргон - миф или реальность. Шаблон Фракталы-17
Шаблон Фракталы-17 Порядок организации и проведения процедур закупок в ОАО РЖД
Порядок организации и проведения процедур закупок в ОАО РЖД Родительское собрание Критерии оценок во 2 классе. Как относиться к отметкам ребенка.
Родительское собрание Критерии оценок во 2 классе. Как относиться к отметкам ребенка. Знаки химических элементов. Периодическая система Д. И. Менделеева
Знаки химических элементов. Периодическая система Д. И. Менделеева Планета Марс
Планета Марс Наследие мира. Интересные факты из истории Китая. Глиняная армия императора Цинь
Наследие мира. Интересные факты из истории Китая. Глиняная армия императора Цинь Нормативно-правовая база защиты детства
Нормативно-правовая база защиты детства Экономические отношения и отношения собственности
Экономические отношения и отношения собственности Сканеры: типы, характеристики, принцип работы
Сканеры: типы, характеристики, принцип работы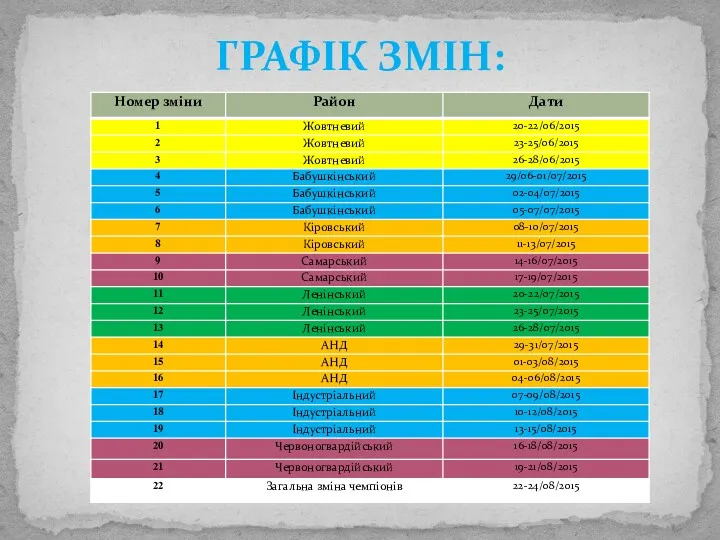 Графік змін
Графік змін