- Разработка маршрута обработки

Содержание
- 2. Основным содержанием документа являются требования к базовым размерам и поверхностям. Для фрезерных станков при базирование детали
- 3. Основные рекомендации по выбору схем базировании деталей для обработки на фрезерных станках с ЧПУ: 1. Если
- 4. 4. Технологические базы, кроме обеспечения неизменного положения обрабатываемых поверхностей детали относительно установочных и направляющих поверхностей, должны
- 5. Выбор оборудования для обработки деталей различных групп Осуществляют на этапе разработки принципиальной схемы маршрутного ТП. При
- 6. Оборудования для деталей типа тел вращения (пальцы, диски, зубчатые колеса, фланцы, стаканы, сепараторы, втулки, валы, шпиндели
- 7. При подборе деталей второй подгруппы их черновую обработку целесообразно производить на одноинструменталь-ных токарных станках с ЧПУ.
- 8. Оборудование для деталей, требующих операций фрезерования Вначале определяют тип станка, обеспечивающего обработку с одновременным управлением перемещением
- 9. Оборудование для корпусных и базовых деталей. При выборе оборудования выделяют две группы деталей. 1. Корпуса коробчатой
- 10. . ОПЕРАЦИОННЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ Методы разработки операционных ТП: 1. Технологическое
- 11. Выделяют четыре вида операционных технологических процессов обработки деталей на станках с ЧПУ: А, Б, В, Г.
- 12. Крупная партия — такая, для которой время резания больше суммарной стойкости всех инструментов наладки (как обязательно
- 13. Общая последовательность работ при проектировании операционных технологических процессов и отработке УП для станков с ЧПУ
- 14. Поверхности, образующие контур детали Основные (1-5) и дополнительные (6-10) поверхности.
- 15. Последовательности технологических переходов При обработке деталей на токарных станках с ЧПУ с закреплением их в патроне
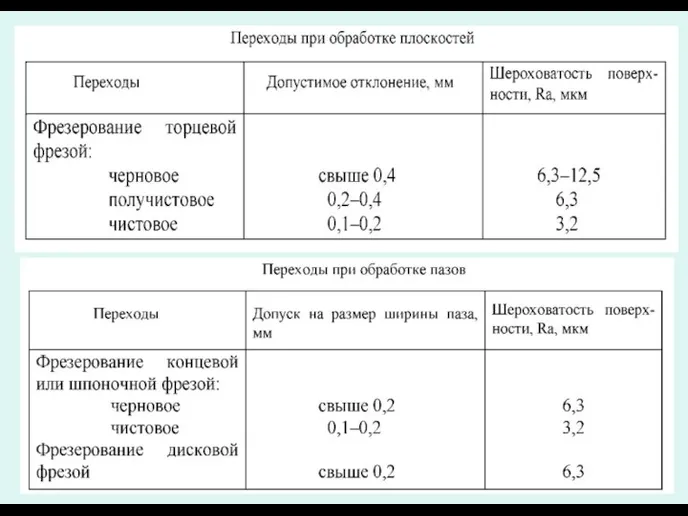
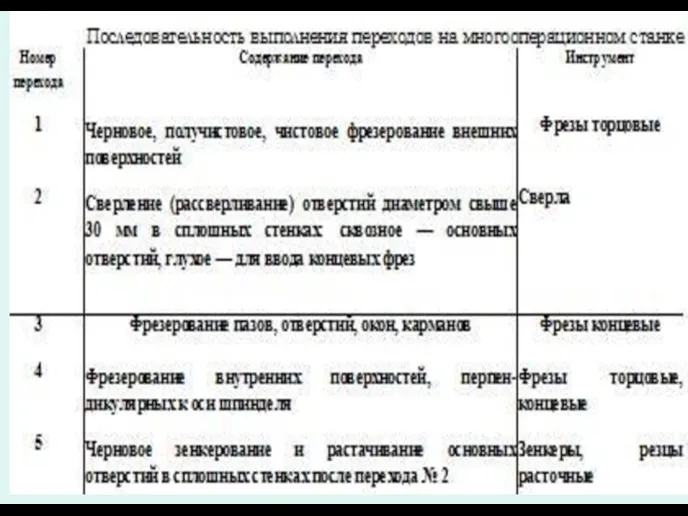
- 16. Последовательность переходов при обработке фрезерованием Для технологической операции фрезерования деталей на станке с ЧПУ характерно наличие
- 17. Для каждого установа детали в приспособлении необходимо выявить: 1. Последовательность обработки по конструктивным зонам; 2. Вид
- 19. ПРОЦЕССЫ ОБРАБОТКИ ОТВЕРСТИЙ Технологическая классификация отверстий
- 20. Типовые переходы обработки отверстий
- 21. Многоцелевые станки На многоцелевых (сверлильно-фрезерно-расточных) станках с ЧПУ наиболее часто обрабатывают корпусные, плоские и детали сложной
- 22. Последовательность выполнения операций на МС Если деталь, обрабатываемая на МС, подвергается промежуточной термообработке или имеет точные
- 23. 4. Вторая чистовая операция: обработка остальных четырех сторон детали с установкой по обработанным в предыдущей операции
- 24. Представление детали в виде набора разнообразных элементар-ных поверхностей, необходимость в черновых, получистовых и чистовых проходах при
- 28. Вопросы для самоконтроля Какие требования содержат технические условия на поставку заготовок и деталей? 2. Назовите рекомендации
- 29. 10. Назовите последовательности технологических переходов при обработке деталей на токарных станках с ЧПУ с закреплением их
- 31. Скачать презентацию
Основным содержанием документа являются требования к базовым размерам и поверхностям.
Основным содержанием документа являются требования к базовым размерам и поверхностям.
Основные рекомендации по выбору схем базировании деталей для обработки на фрезерных
Основные рекомендации по выбору схем базировании деталей для обработки на фрезерных
4. Технологические базы, кроме обеспечения неизменного положения обрабатываемых поверхностей детали
4. Технологические базы, кроме обеспечения неизменного положения обрабатываемых поверхностей детали
Выбор оборудования для обработки деталей различных групп
Осуществляют на этапе
Выбор оборудования для обработки деталей различных групп
Осуществляют на этапе
Оборудования для деталей типа тел вращения
(пальцы, диски, зубчатые колеса, фланцы, стаканы,
Оборудования для деталей типа тел вращения
(пальцы, диски, зубчатые колеса, фланцы, стаканы,
При подборе деталей второй подгруппы их черновую обработку целесообразно производить
При подборе деталей второй подгруппы их черновую обработку целесообразно производить
Оборудование для деталей, требующих операций фрезерования
Вначале определяют тип станка,
Оборудование для деталей, требующих операций фрезерования
Вначале определяют тип станка,
Оборудование для корпусных и базовых деталей.
При выборе оборудования выделяют
Оборудование для корпусных и базовых деталей.
При выборе оборудования выделяют
.
ОПЕРАЦИОННЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Методы
.
ОПЕРАЦИОННЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Методы
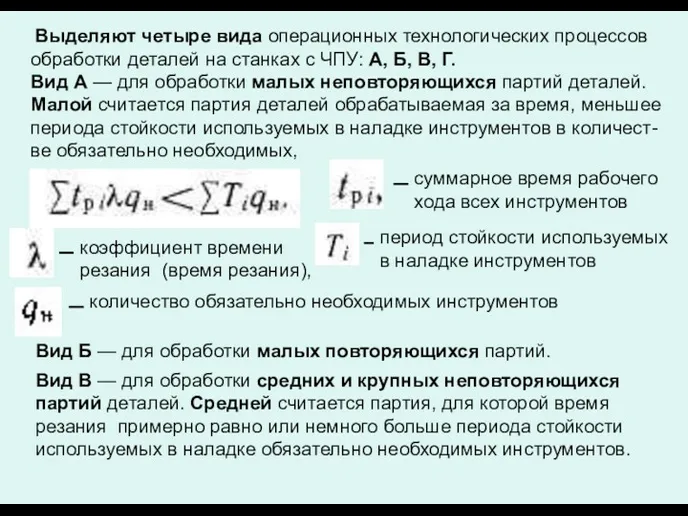
Выделяют четыре вида операционных технологических процессов обработки деталей на станках
Выделяют четыре вида операционных технологических процессов обработки деталей на станках
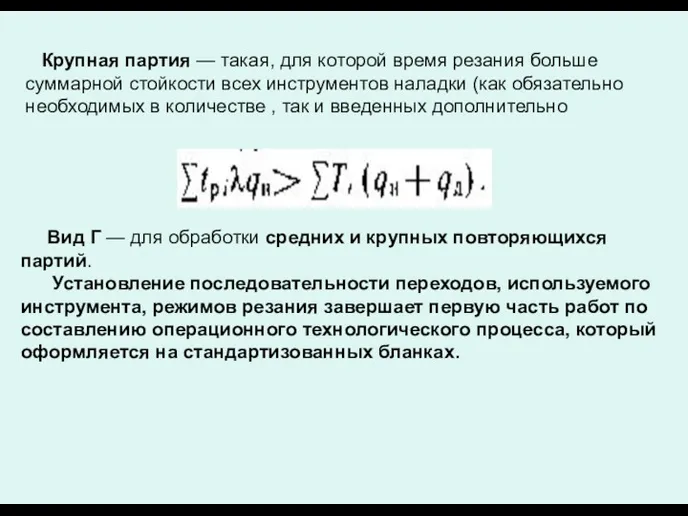
Крупная партия — такая, для которой время резания больше суммарной
Крупная партия — такая, для которой время резания больше суммарной
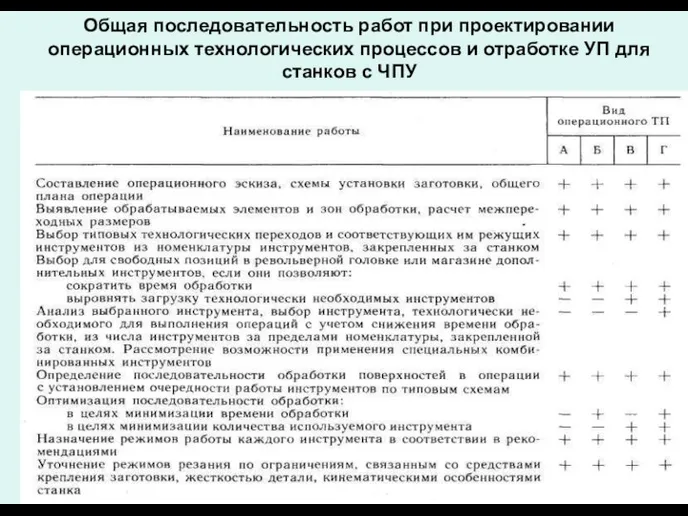
Общая последовательность работ при проектировании операционных технологических процессов и отработке УП
Общая последовательность работ при проектировании операционных технологических процессов и отработке УП
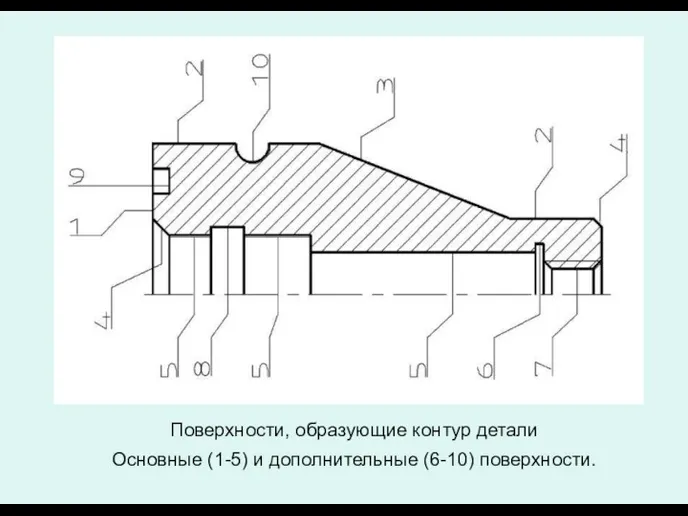
Поверхности, образующие контур детали
Основные (1-5) и дополнительные (6-10) поверхности.
Поверхности, образующие контур детали
Основные (1-5) и дополнительные (6-10) поверхности.
Последовательности технологических переходов
При обработке деталей на токарных станках с ЧПУ
Последовательности технологических переходов
При обработке деталей на токарных станках с ЧПУ
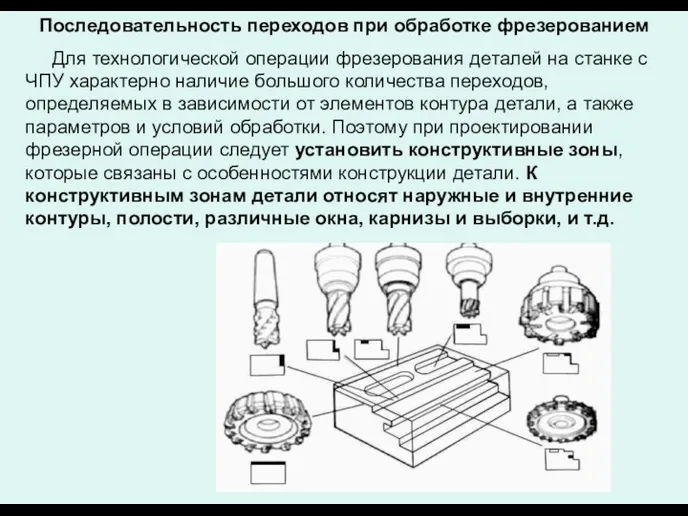
Последовательность переходов при обработке фрезерованием
Для технологической операции фрезерования деталей на
Последовательность переходов при обработке фрезерованием
Для технологической операции фрезерования деталей на
Для каждого установа детали в приспособлении необходимо выявить:
1. Последовательность
Для каждого установа детали в приспособлении необходимо выявить:
1. Последовательность
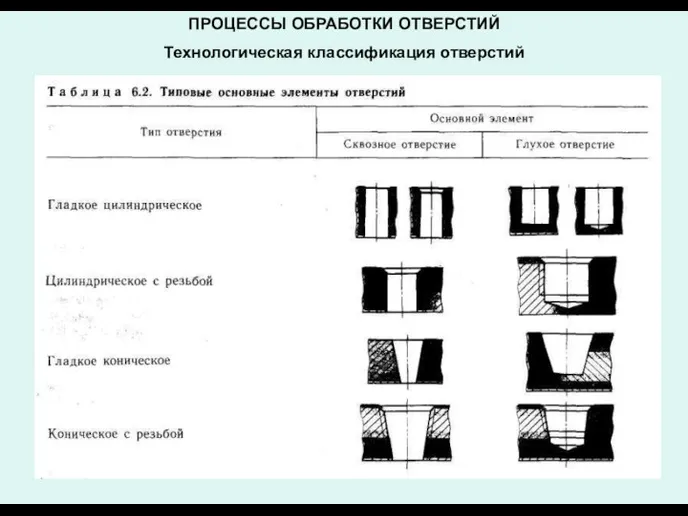
ПРОЦЕССЫ ОБРАБОТКИ ОТВЕРСТИЙ
Технологическая классификация отверстий
ПРОЦЕССЫ ОБРАБОТКИ ОТВЕРСТИЙ
Технологическая классификация отверстий
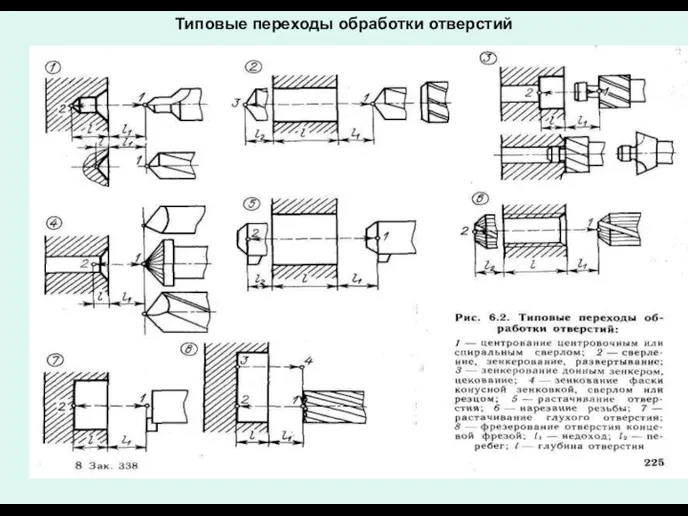
Типовые переходы обработки отверстий
Типовые переходы обработки отверстий
Многоцелевые станки
На многоцелевых (сверлильно-фрезерно-расточных) станках с ЧПУ наиболее часто обрабатывают
Многоцелевые станки
На многоцелевых (сверлильно-фрезерно-расточных) станках с ЧПУ наиболее часто обрабатывают
Последовательность выполнения операций на МС
Если деталь, обрабатываемая на МС, подвергается
Последовательность выполнения операций на МС
Если деталь, обрабатываемая на МС, подвергается
4. Вторая чистовая операция: обработка остальных четырех сторон детали с
4. Вторая чистовая операция: обработка остальных четырех сторон детали с
Представление детали в виде набора разнообразных элементар-ных поверхностей, необходимость в
Представление детали в виде набора разнообразных элементар-ных поверхностей, необходимость в


Вопросы для самоконтроля
Какие требования содержат технические условия на поставку
Вопросы для самоконтроля
Какие требования содержат технические условия на поставку
10. Назовите последовательности технологических переходов при обработке деталей на токарных станках
10. Назовите последовательности технологических переходов при обработке деталей на токарных станках
 Процессор. История одного устройства
Процессор. История одного устройства Ионизирующие излучения, нормирование, защита. источники,
Ионизирующие излучения, нормирование, защита. источники, Театрализация русской народной сказки
Театрализация русской народной сказки Обществознание, как наука о человеке и существовании в обществе
Обществознание, как наука о человеке и существовании в обществе Economic Phoenix. Of Industrial Hemp
Economic Phoenix. Of Industrial Hemp Жер жұмысы құрылымдары және құрылыс негіздеры
Жер жұмысы құрылымдары және құрылыс негіздеры Методологические основы научной деятельности. Исследовательский инструментарий
Методологические основы научной деятельности. Исследовательский инструментарий План рисков бизнес-плана
План рисков бизнес-плана Физико-географическое положение и история открытия Южной Америки
Физико-географическое положение и история открытия Южной Америки Архитектура персонального компьютера
Архитектура персонального компьютера Схема компьютера
Схема компьютера Правила поведения велосипедиста. Памятка
Правила поведения велосипедиста. Памятка Классный час Вместе по планете
Классный час Вместе по планете Стеклянные бытовые товары
Стеклянные бытовые товары Компьютер для ребенка - хорошо или плохо
Компьютер для ребенка - хорошо или плохо Конфуцианство. Жизнь Конфуция и его учения
Конфуцианство. Жизнь Конфуция и его учения Без кота и жизнь не та
Без кота и жизнь не та Презентация к педсовету.
Презентация к педсовету. Информационные связи в системах различной природы
Информационные связи в системах различной природы Выбор автотранспортного средства для перевозки цемента в биг-бегах при организации транспортно-логистической деятельности
Выбор автотранспортного средства для перевозки цемента в биг-бегах при организации транспортно-логистической деятельности Решение тригонометрических уравнений. Повторим значения синуса и косинуса
Решение тригонометрических уравнений. Повторим значения синуса и косинуса EvroPlast. Примеры готовых бутылок из преформы 65 гр. 38 мм Bericap
EvroPlast. Примеры готовых бутылок из преформы 65 гр. 38 мм Bericap Я выполняю проект. Рекомендации детям и взрослым
Я выполняю проект. Рекомендации детям и взрослым Числовые промежутки. 8 класс
Числовые промежутки. 8 класс Франко Альбини (1905-1977) — итальянский архитектор и дизайнер рационалистического направления
Франко Альбини (1905-1977) — итальянский архитектор и дизайнер рационалистического направления Презентация Интеллектуальное развитие в играх
Презентация Интеллектуальное развитие в играх MSC. Sustainability at MSC 2022
MSC. Sustainability at MSC 2022 Идентификация и фальсификация отдельных групп продовольственных товаров
Идентификация и фальсификация отдельных групп продовольственных товаров