Разработка технологического процесса и изготовление детали Cтупица с использованием современных станков с ЧПУ презентация
- Разработка технологического процесса и изготовление детали Cтупица с использованием современных станков с ЧПУ

Содержание
- 2. Деталь «Ступица» Деталь Чертеж детали
- 3. Коэффициент использования металла КИМ= Коэффициент унификации Коэффициент точности обработки Коэффициент шероховатости поверхности Вывод: деталь технологична По
- 4. Кодирование детали Технологический код детали ЖДБ032243432Г Конструкторский код детали ТКУК. 711554.231
- 5. Заготовка
- 6. Маршрут обработки
- 7. Токарный станок с ЧПУ
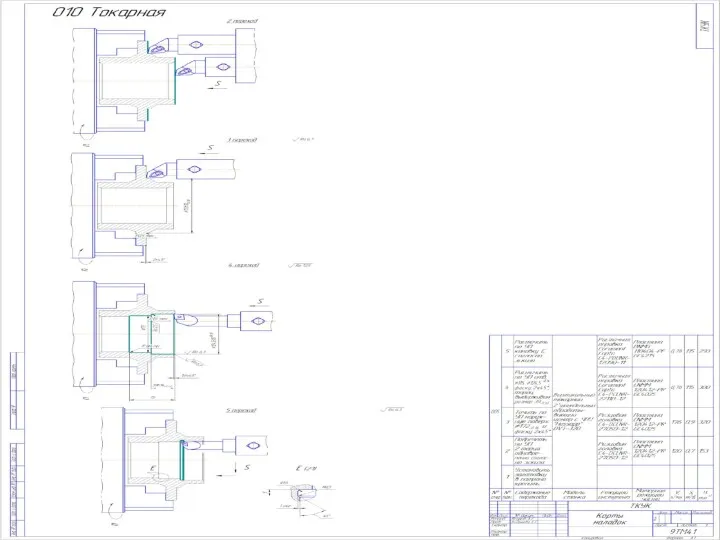
- 8. 010 Токарная с ЧПУ
- 9. 015 Токарная с ЧПУ
- 12. Выбор средств контроля
- 13. Общие требования безопасности: 1.1. На операторов станков с числовым программным управлением (ЧПУ) распространяются общие правила безопасности
- 14. В Ходе дипломного проектирования был разработан технологический процесс механической обработки детали “Ступица”, были внедрены передовые методы
- 15. 1 Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф Горбацевич. М.: Высшая школа, 2007 г.288с.
- 17. Скачать презентацию
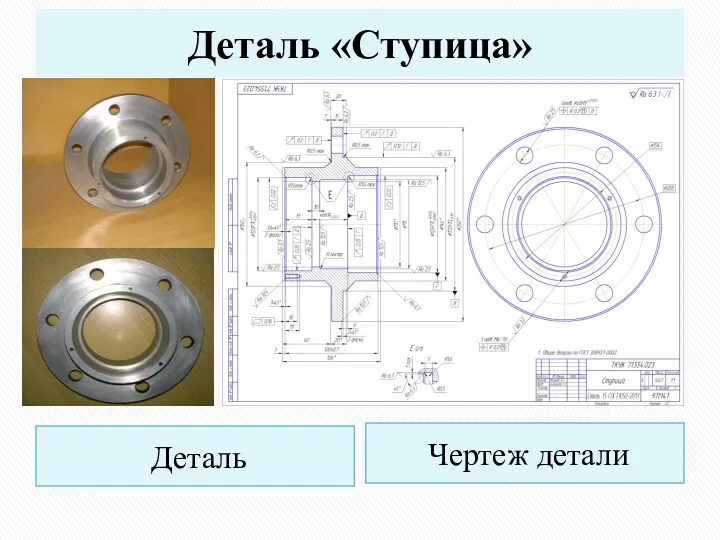
Деталь «Ступица»
Деталь
Чертеж детали
Деталь «Ступица»
Деталь
Чертеж детали

Коэффициент использования металла
КИМ=
Коэффициент унификации
Коэффициент точности обработки
Коэффициент шероховатости
Коэффициент использования металла
КИМ=
Коэффициент унификации
Коэффициент точности обработки
Коэффициент шероховатости
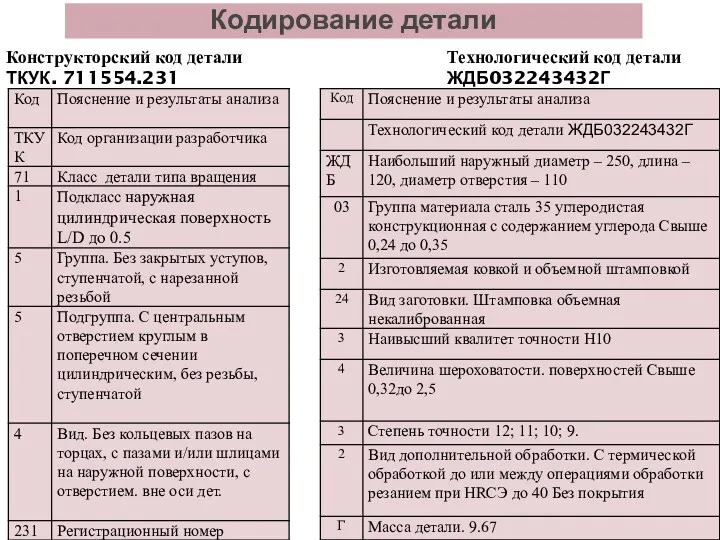
Кодирование детали
Технологический код детали ЖДБ032243432Г
Конструкторский код детали ТКУК. 711554.231
Кодирование детали
Технологический код детали ЖДБ032243432Г
Конструкторский код детали ТКУК. 711554.231

Заготовка
Заготовка
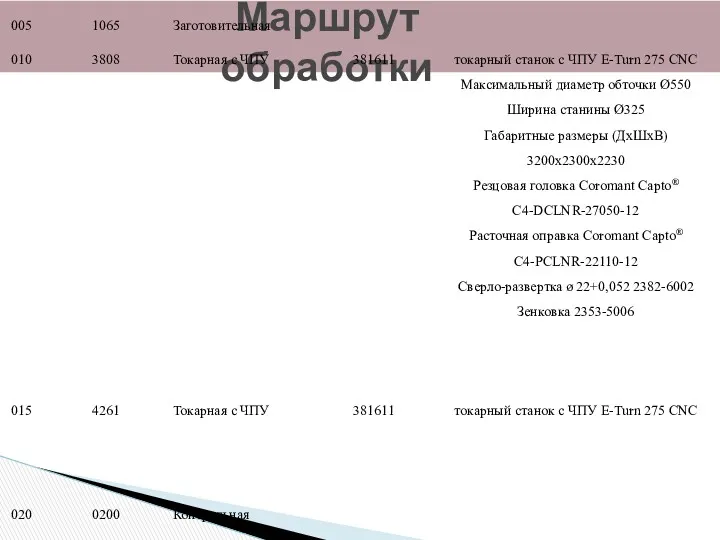
Маршрут обработки
Маршрут обработки

Токарный станок с ЧПУ
Токарный станок с ЧПУ

010 Токарная с ЧПУ
010 Токарная с ЧПУ

015
Токарная с ЧПУ
015
Токарная с ЧПУ


Выбор средств контроля
Выбор средств контроля

Общие требования безопасности:
1.1. На операторов станков с числовым программным управлением (ЧПУ)
Общие требования безопасности:
1.1. На операторов станков с числовым программным управлением (ЧПУ)
В Ходе дипломного проектирования был разработан технологический процесс механической обработки детали
В Ходе дипломного проектирования был разработан технологический процесс механической обработки детали
1 Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф Горбацевич. М.:
1 Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф Горбацевич. М.:
 Презентация Сюжетно-ролевая игра в развитии старших дошкольников
Презентация Сюжетно-ролевая игра в развитии старших дошкольников Теория строение органических соединений
Теория строение органических соединений Приложение 1 к уроку по теме Озёра. Презентация. часть1
Приложение 1 к уроку по теме Озёра. Презентация. часть1 Древние образы в народном искусстве. 5 класс
Древние образы в народном искусстве. 5 класс Сталинградская битва.
Сталинградская битва. Материки и океаны
Материки и океаны Черная металлургия. Производство чугуна и стали. 9 класс
Черная металлургия. Производство чугуна и стали. 9 класс Қатты отындарды газдендіру
Қатты отындарды газдендіру Выявлекние и устранение типовых неисправностей блоков питания
Выявлекние и устранение типовых неисправностей блоков питания Теория к заданию № 16 (ЕГЭ по русскому языку. Версия 2019 года)
Теория к заданию № 16 (ЕГЭ по русскому языку. Версия 2019 года) Самостоятельная двигательная активность детей на прогулке, руководство ею
Самостоятельная двигательная активность детей на прогулке, руководство ею Презентация выступления на педсовете по теме Выявление трудных детей
Презентация выступления на педсовете по теме Выявление трудных детей Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией)
Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией) Классный час Я и другие люди. Вежливость.
Классный час Я и другие люди. Вежливость. класс
класс Развертка пирамиды
Развертка пирамиды Общие пути катаболизма. Энергетический обмен
Общие пути катаболизма. Энергетический обмен Презентация к уроку библиотечно-информационной грамотности по теме Структура книги
Презентация к уроку библиотечно-информационной грамотности по теме Структура книги Внеурочная деятельность (кружки)
Внеурочная деятельность (кружки) Деловая игра, как способ развития социальной компетентности у учащихся на уроках географии
Деловая игра, как способ развития социальной компетентности у учащихся на уроках географии Артикуляционная гимнастика для малышей
Артикуляционная гимнастика для малышей Раннее Новое время: от средневекового общества к обществу индустриальному
Раннее Новое время: от средневекового общества к обществу индустриальному Получение негативного изображения
Получение негативного изображения Пеларгония зональная красная
Пеларгония зональная красная Здоровьесберегающие технологии в начальной школе.
Здоровьесберегающие технологии в начальной школе. Презентация Природные зоны Северной Америки
Презентация Природные зоны Северной Америки Органы цветковых растений. Корень
Органы цветковых растений. Корень Система ЦТ SECAM
Система ЦТ SECAM