- Разработка технологического процесса изготовления детали пробка

Содержание
- 2. Цель: разработка технологического процесса изготовления детали «Пробка» с применением современных технологий. Для достижения цели, поставленной в
- 3. Технологический раздел Чертеж детали «Пробка»
- 4. Для определения массы и объема была построена 3d модель. Выбор типа производства и вида заготовки
- 5. Выбор типа производства Для определения объема производства выпускаемой продукции используем таблицу: Исходя из массы детали (84,5
- 6. Выбор заготовки Учитывая, что деталь изготавливается из материала 45Х ГОСТ4543-71, имеет массу 84 г, габариты Ø32мм×25мм,
- 7. Для метода получения заготовки из сортового проката Ким равен: Для метода получения заготовки литьем в кокиль
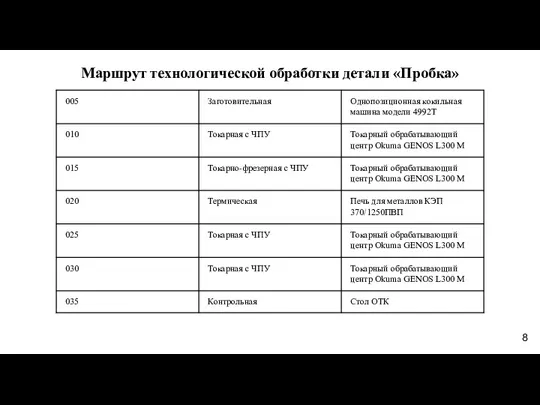
- 8. Маршрут технологической обработки детали «Пробка»
- 9. Для получения литой заготовки используется однопозиционная кокильная машина 4992Т. Технологическое оборудование
- 10. Оборудование для обработки детали должно обладать высокой точностью. Для достижения высоких показателей точности и качества поверхности
- 11. Для закалки деталей используется печь для металлов КЭП 370/1250ПВП Технологическое оборудование
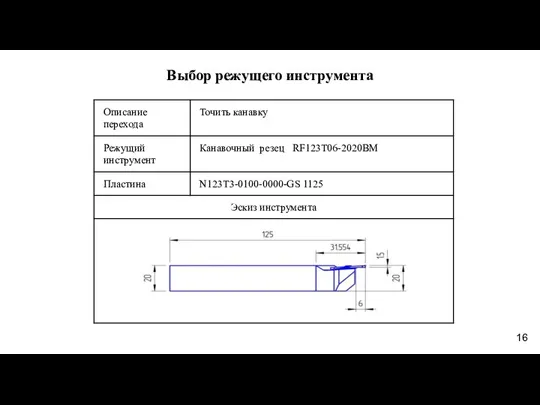
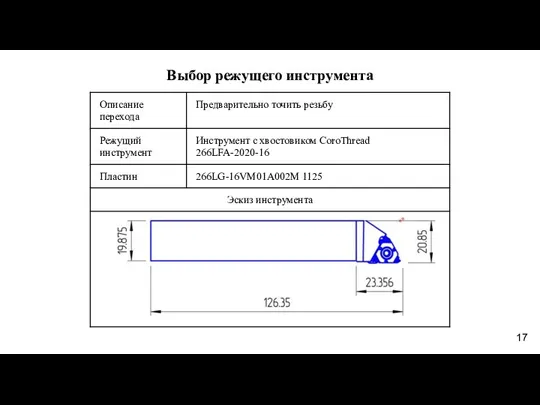
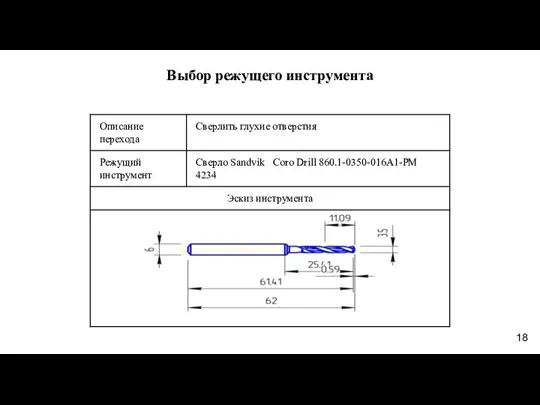
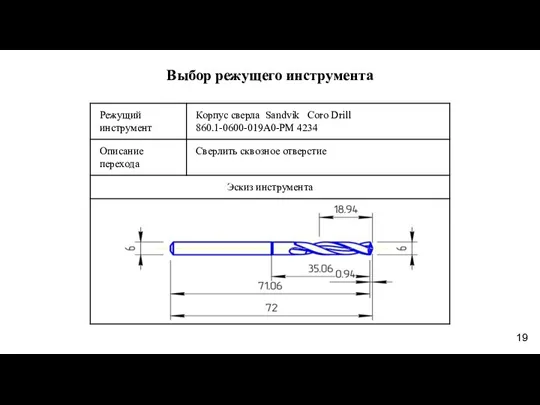
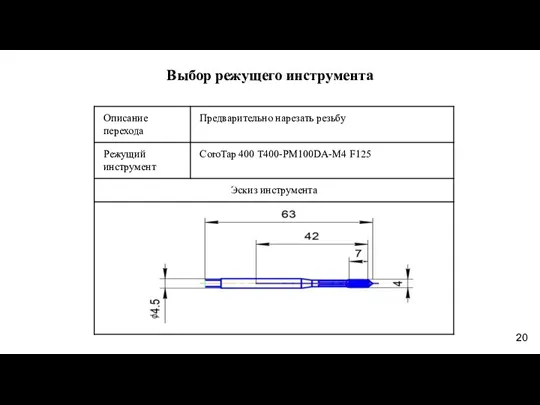
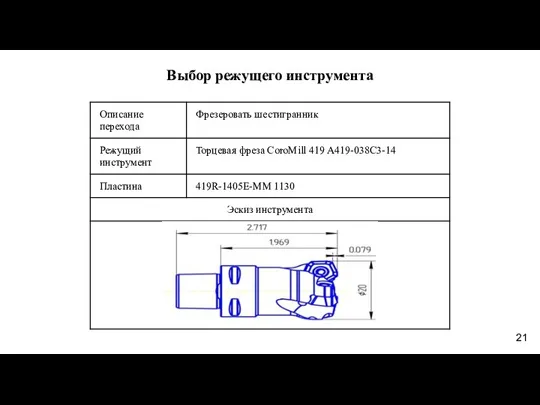
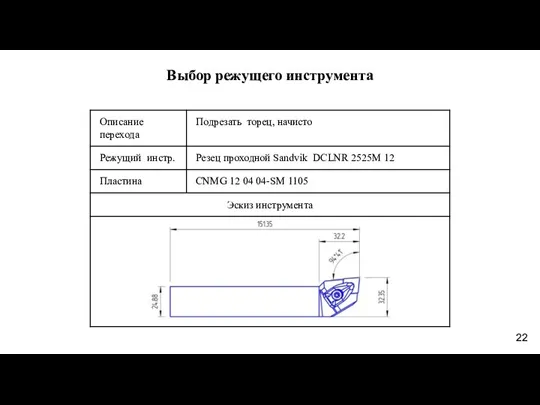
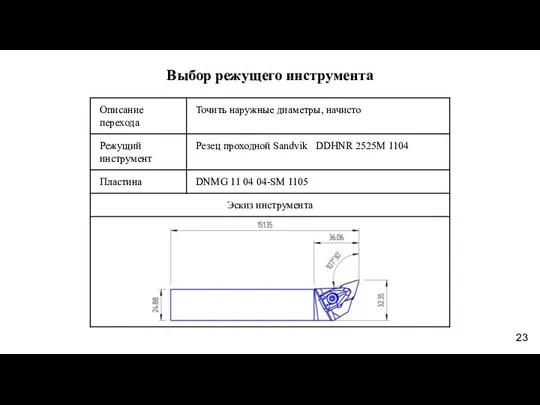
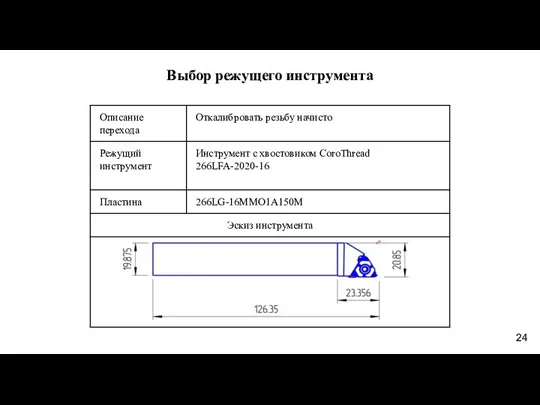
- 12. Выбор режущего инструмента Выбор металлорежущего инструмента и оснастки осуществляется в соответствии с разработанной технологией обработки детали
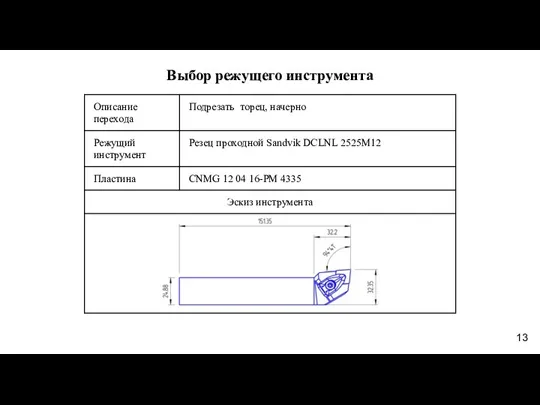
- 13. Выбор режущего инструмента
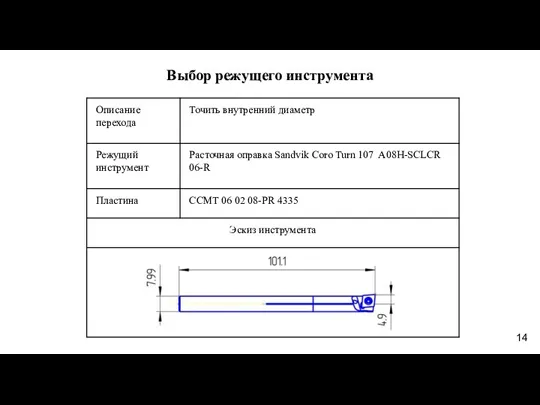
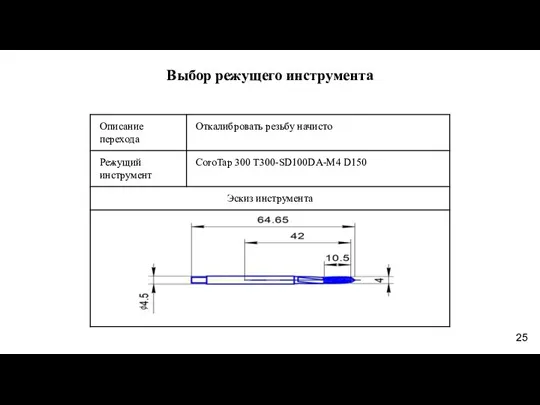
- 14. Выбор режущего инструмента
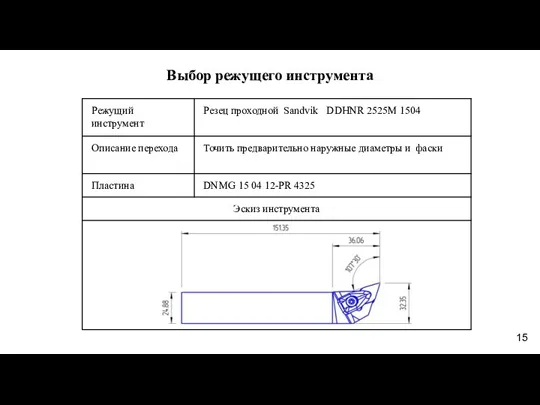
- 15. Выбор режущего инструмента
- 16. Выбор режущего инструмента
- 17. Выбор режущего инструмента
- 18. Выбор режущего инструмента
- 19. Выбор режущего инструмента
- 20. Выбор режущего инструмента
- 21. Выбор режущего инструмента
- 22. Выбор режущего инструмента
- 23. Выбор режущего инструмента
- 24. Выбор режущего инструмента
- 25. Выбор режущего инструмента
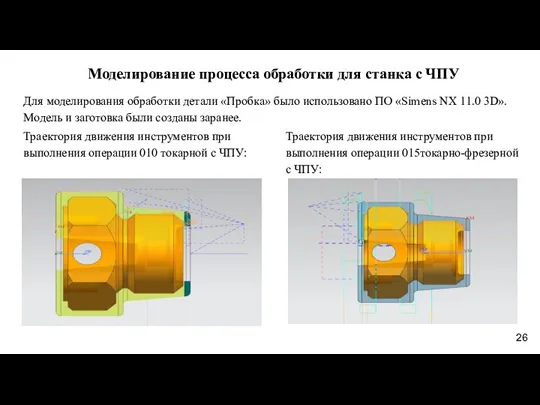
- 26. Моделирование процесса обработки для станка с ЧПУ Для моделирования обработки детали «Пробка» было использовано ПО «Simens
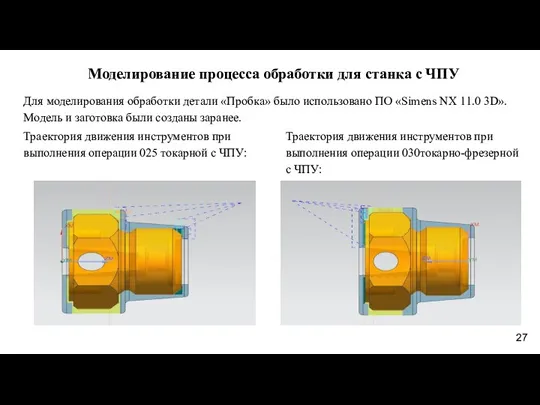
- 27. Моделирование процесса обработки для станка с ЧПУ Для моделирования обработки детали «Пробка» было использовано ПО «Simens
- 28. Конструкторский раздел Для контроля взаимного расположения отверстий детали «Пробка», был разработан специальный калибр по ГОСТ 16085-80
- 29. Разработка установочного приспособления Необходимо рассчитать и спроектировать специальное приспособление для сверления 2 глухих отверстий детали «Пробка»
- 30. Исследовательская часть Поставленная задача: Требуется сымитировать процесс чернового врезания и проточки наружного диаметра и рассчитать деформации
- 31. Исследовательская часть После настройки всех компонентов и разделов остается провести расчет. В моем случае проводится расчет
- 32. Заключение Используя базовые знания предмета «Технология машиностроения» в настоящей выпускной квалификационной работе был разработан процесс механической
- 34. Скачать презентацию
Цель: разработка технологического процесса изготовления детали «Пробка» с применением современных технологий.
Для
Цель: разработка технологического процесса изготовления детали «Пробка» с применением современных технологий.
Для
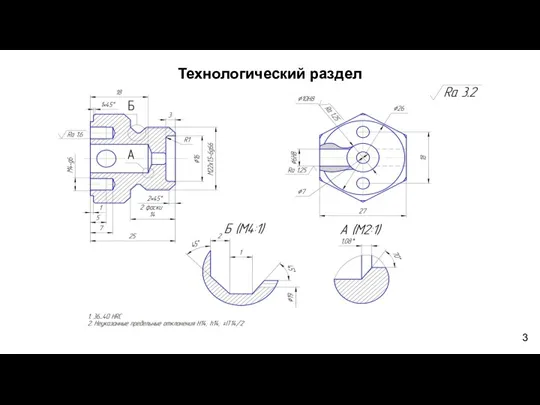
Технологический раздел
Чертеж детали «Пробка»
Технологический раздел
Чертеж детали «Пробка»
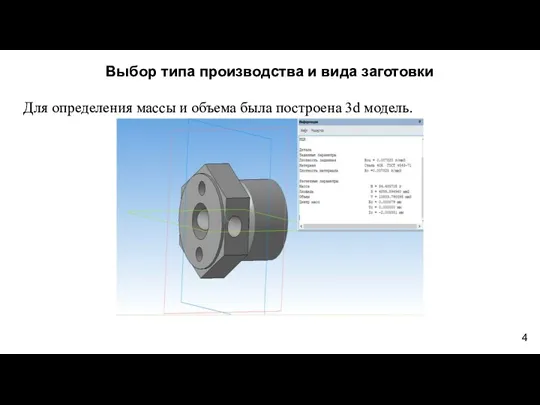
Для определения массы и объема была построена 3d модель.
Выбор типа производства
Для определения массы и объема была построена 3d модель.
Выбор типа производства
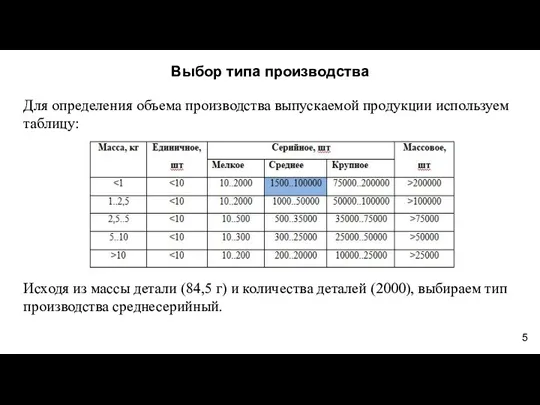
Выбор типа производства
Для определения объема производства выпускаемой продукции используем таблицу:
Исходя из
Выбор типа производства
Для определения объема производства выпускаемой продукции используем таблицу:
Исходя из
Выбор заготовки
Учитывая, что деталь изготавливается из материала 45Х ГОСТ4543-71, имеет массу
Выбор заготовки
Учитывая, что деталь изготавливается из материала 45Х ГОСТ4543-71, имеет массу
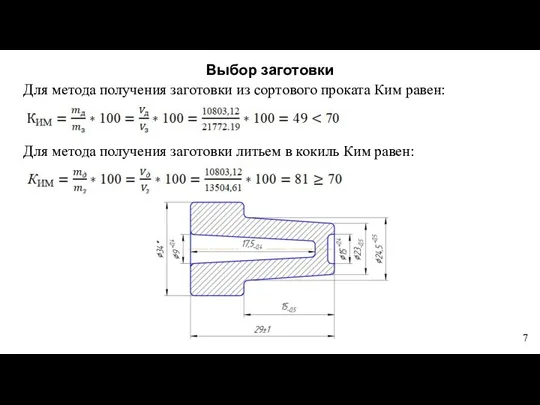
Для метода получения заготовки из сортового проката Ким равен:
Для метода получения
Для метода получения заготовки из сортового проката Ким равен:
Для метода получения
Маршрут технологической обработки детали «Пробка»
Маршрут технологической обработки детали «Пробка»

Для получения литой заготовки используется однопозиционная кокильная машина 4992Т.
Технологическое оборудование
Для получения литой заготовки используется однопозиционная кокильная машина 4992Т.
Технологическое оборудование

Оборудование для обработки детали должно обладать высокой точностью. Для достижения высоких
Оборудование для обработки детали должно обладать высокой точностью. Для достижения высоких
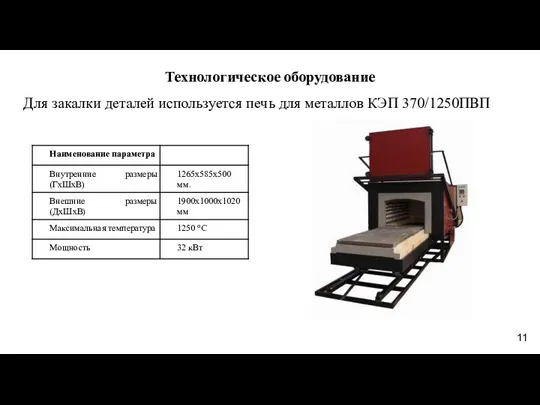
Для закалки деталей используется печь для металлов КЭП 370/1250ПВП
Технологическое оборудование
Для закалки деталей используется печь для металлов КЭП 370/1250ПВП
Технологическое оборудование
Выбор режущего инструмента
Выбор металлорежущего инструмента и оснастки осуществляется в соответствии с
Выбор режущего инструмента
Выбор металлорежущего инструмента и оснастки осуществляется в соответствии с
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Выбор режущего инструмента
Моделирование процесса обработки для станка с ЧПУ
Для моделирования обработки детали «Пробка»
Моделирование процесса обработки для станка с ЧПУ
Для моделирования обработки детали «Пробка»
Моделирование процесса обработки для станка с ЧПУ
Для моделирования обработки детали «Пробка»
Моделирование процесса обработки для станка с ЧПУ
Для моделирования обработки детали «Пробка»
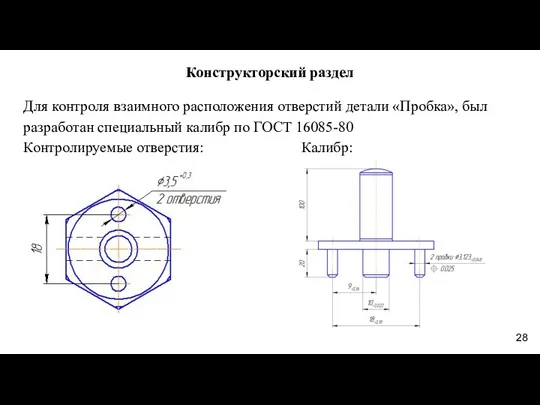
Конструкторский раздел
Для контроля взаимного расположения отверстий детали «Пробка», был разработан специальный
Конструкторский раздел
Для контроля взаимного расположения отверстий детали «Пробка», был разработан специальный
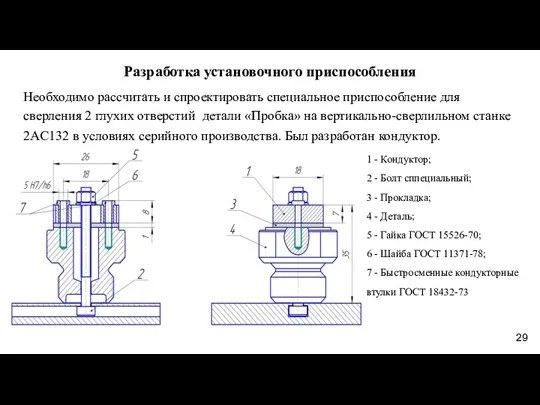
Разработка установочного приспособления
Необходимо рассчитать и спроектировать специальное приспособление для сверления 2
Разработка установочного приспособления
Необходимо рассчитать и спроектировать специальное приспособление для сверления 2
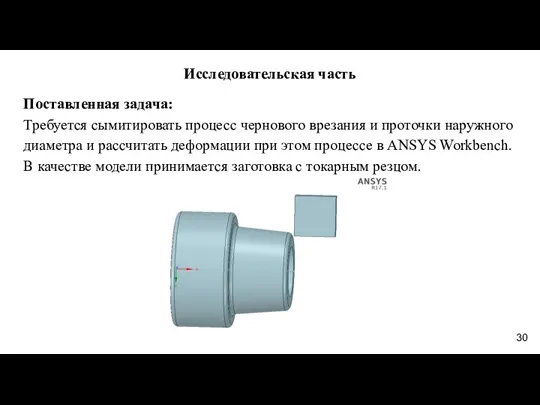
Исследовательская часть
Поставленная задача:
Требуется сымитировать процесс чернового врезания и проточки наружного диаметра
Исследовательская часть
Поставленная задача:
Требуется сымитировать процесс чернового врезания и проточки наружного диаметра
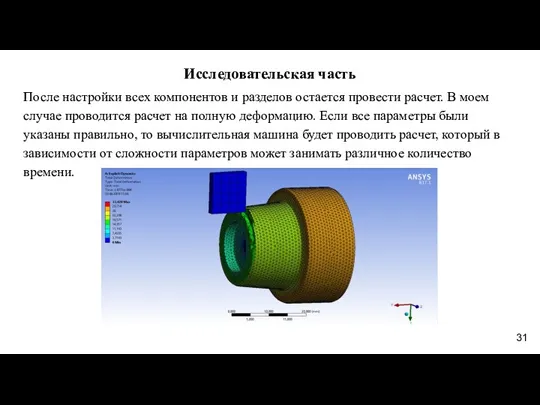
Исследовательская часть
После настройки всех компонентов и разделов остается провести расчет. В
Исследовательская часть
После настройки всех компонентов и разделов остается провести расчет. В
Заключение
Используя базовые знания предмета «Технология машиностроения» в настоящей выпускной квалификационной работе
Заключение
Используя базовые знания предмета «Технология машиностроения» в настоящей выпускной квалификационной работе
 Методы управления затратами
Методы управления затратами Мультимедійне обладнання
Мультимедійне обладнання Д.И.Менделеев
Д.И.Менделеев Гражданская война (1918-1924) в России
Гражданская война (1918-1924) в России Проблемы современной экономики России и потребность в ее модернизации
Проблемы современной экономики России и потребность в ее модернизации Инвестиционный анализ. (Часть 1)
Инвестиционный анализ. (Часть 1) Видеокарта. Устройство и характеристики
Видеокарта. Устройство и характеристики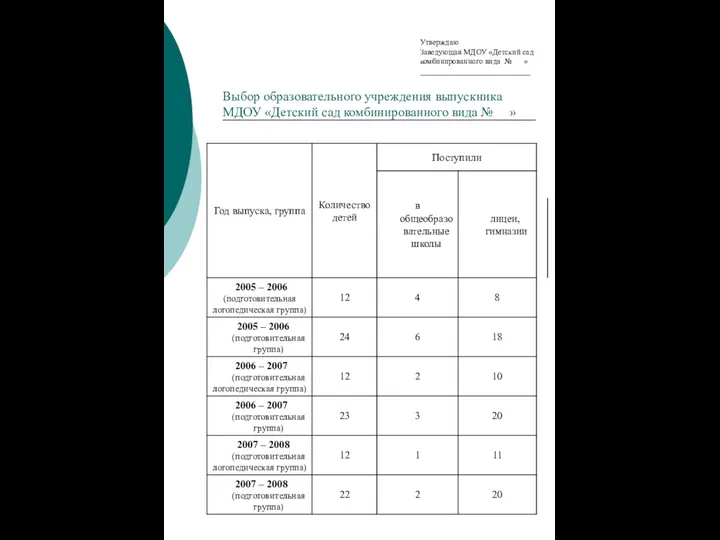 Портфолио педагога-психолога ДОУ
Портфолио педагога-психолога ДОУ Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР
Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР Алгоритм и его формальное исполнение. 9 класс
Алгоритм и его формальное исполнение. 9 класс Спектроскопия ЯМР
Спектроскопия ЯМР Семья под защитой закона
Семья под защитой закона Технология монтажа установок электрического освещения
Технология монтажа установок электрического освещения О маме. Презентация.
О маме. Презентация. Сорта бананов. Полезные свойства банана
Сорта бананов. Полезные свойства банана В мире запахов
В мире запахов Установка и конфигурирование периферийного оборудования
Установка и конфигурирование периферийного оборудования Територіальні зміни внаслідок Віденського конгресу. Утворення Священного союзу
Територіальні зміни внаслідок Віденського конгресу. Утворення Священного союзу Искусство первобытного общества
Искусство первобытного общества Handmade O`Milo. Качественная, популярная натуральная косметика по уходу за телом и лицом
Handmade O`Milo. Качественная, популярная натуральная косметика по уходу за телом и лицом Трансформаторы. Трансформатор ОДЦЭ-5000/25Б
Трансформаторы. Трансформатор ОДЦЭ-5000/25Б Разработка программы по шифрованию и дешифрованию осмысленного текста с ключом
Разработка программы по шифрованию и дешифрованию осмысленного текста с ключом Что мы знаем о шоколаде. Викторина
Что мы знаем о шоколаде. Викторина Охрана природы
Охрана природы Презентация Адаптация первоклассников к школе
Презентация Адаптация первоклассников к школе Определение показателей прочности грунта (угла внутреннего трения и удельного сцепления) в приборе одноплоскосного среза
Определение показателей прочности грунта (угла внутреннего трения и удельного сцепления) в приборе одноплоскосного среза Как проектировать парк. 7 шагов к созданию хорошей зеленой территории
Как проектировать парк. 7 шагов к созданию хорошей зеленой территории Презентация родительское собрание
Презентация родительское собрание