- Разработка технологии получения отливки

Содержание
- 2. Литейная форма для получения отливок в песчаных формах 1- опока верхней полуформы; 2- опока нижней полуформы;
- 3. Процесс получения отливки в песчаной форме а – отливка (втулка); б – разъёмная деревянная модель втулки;
- 7. 1. Материал всех отливок – серый чугун. 2. Все отливки изготавливаются литьем в песчаные формы. 3.
- 8. Типы производства Типы производства – совокупность признаков, определяющих организационно-технологическую характеристику производственного процесса, осуществляемого как на одном
- 9. Основные рекомендации по выбору плоскости разъема литейной формы. Желательно, чтобы литейная форма имела один плоский разъем.
- 10. Порядок выполнения домашнего задания. 1. Выбрать расположение отливки в литейной форме (выбрать плоскость разъема литейной формы)
- 11. 3. Назначить припуски на механическую обработку. Припуск — слой металла, который удаляется с поверхности отливки для
- 12. 4. Назначить литейные уклоны. Поверхности литой детали, перпендикулярные плоскости разъема литейной формы, должны иметь конструктивные (литейные)
- 13. 5. Назначить галтели и радиусы скруглений Скругления между пересекающимися поверхностями предотвращают осыпания формовочной смеси в углах
- 14. Для предотвращения обрыва формовочной смеси в углублениях при Н > 0,3А и h > 0,8а требуется
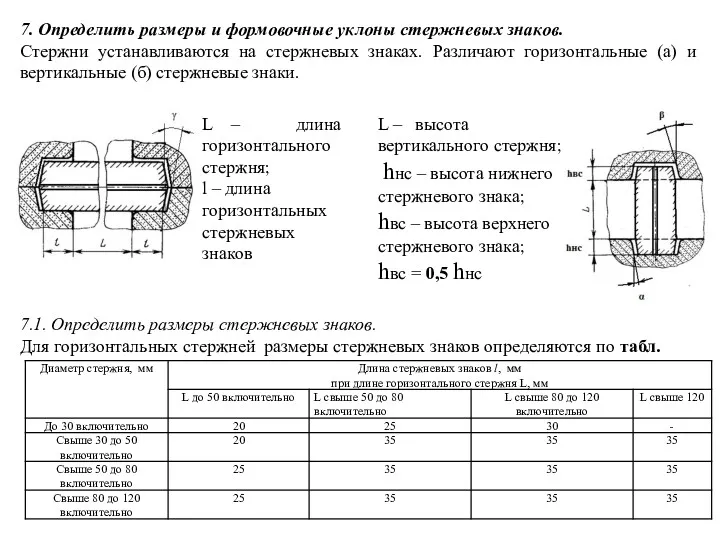
- 15. 7. Определить размеры и формовочные уклоны стержневых знаков. Стержни устанавливаются на стержневых знаках. Различают горизонтальные (а)
- 16. Для вертикальных стержней размеры нижних стержневых знаков определяются по табл. Высота верхнего стержневого знака hвс =
- 17. 9. Рассчитать КИМз В себестоимости изготовления детали значительную долю составляют затраты на материал (около 60 %).
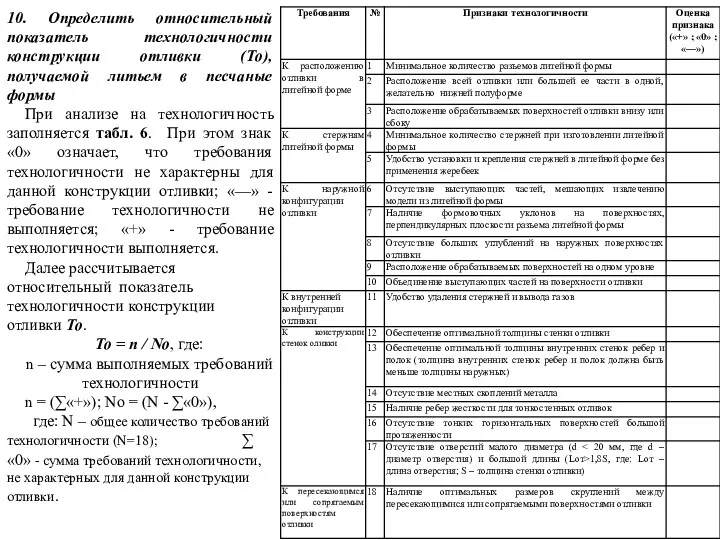
- 18. 10. Определить относительный показатель технологичности конструкции отливки (То), получаемой литьем в песчаные формы При анализе на
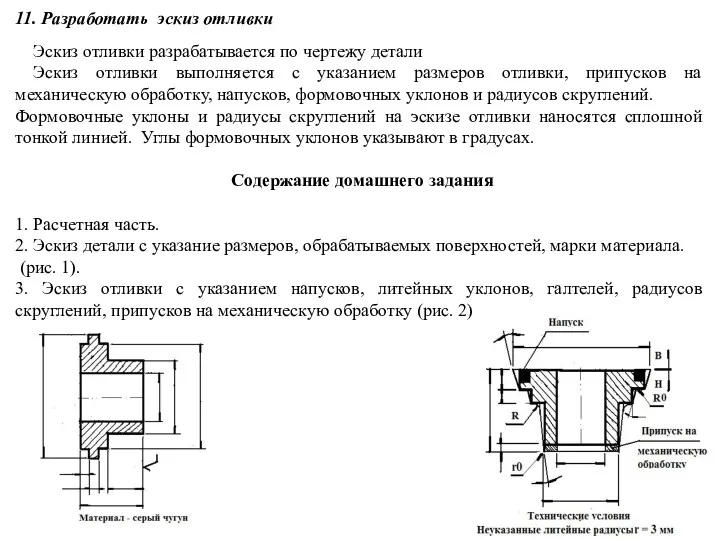
- 19. 11. Разработать эскиз отливки Эскиз отливки разрабатывается по чертежу детали Эскиз отливки выполняется с указанием размеров
- 21. Скачать презентацию
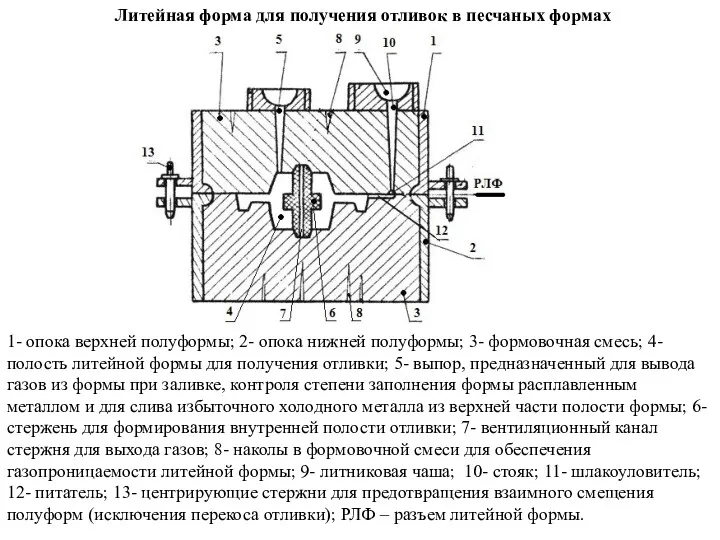
Литейная форма для получения отливок в песчаных формах
1- опока верхней полуформы;
Литейная форма для получения отливок в песчаных формах
1- опока верхней полуформы;

Процесс получения отливки в песчаной форме
а – отливка (втулка);
б –
Процесс получения отливки в песчаной форме
а – отливка (втулка);
б –


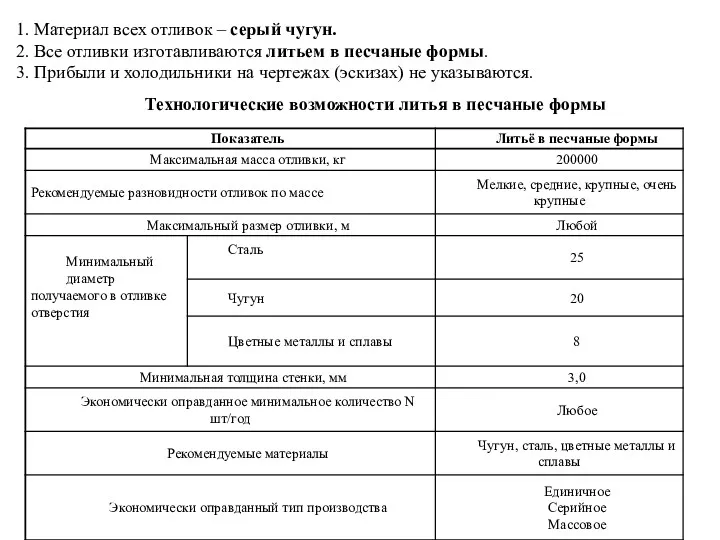
1. Материал всех отливок – серый чугун.
2. Все отливки изготавливаются литьем
1. Материал всех отливок – серый чугун.
2. Все отливки изготавливаются литьем
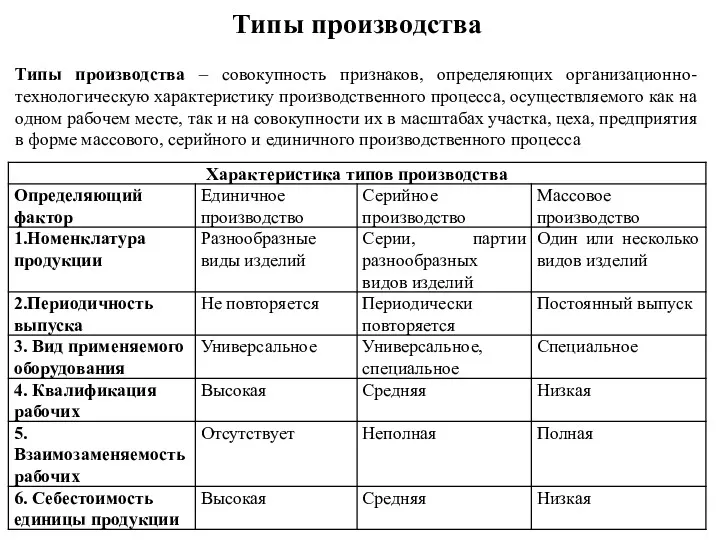
Типы производства
Типы производства – совокупность признаков, определяющих организационно-технологическую характеристику производственного процесса,
Типы производства
Типы производства – совокупность признаков, определяющих организационно-технологическую характеристику производственного процесса,
Основные рекомендации по выбору плоскости разъема литейной формы.
Желательно, чтобы литейная
Основные рекомендации по выбору плоскости разъема литейной формы.
Желательно, чтобы литейная
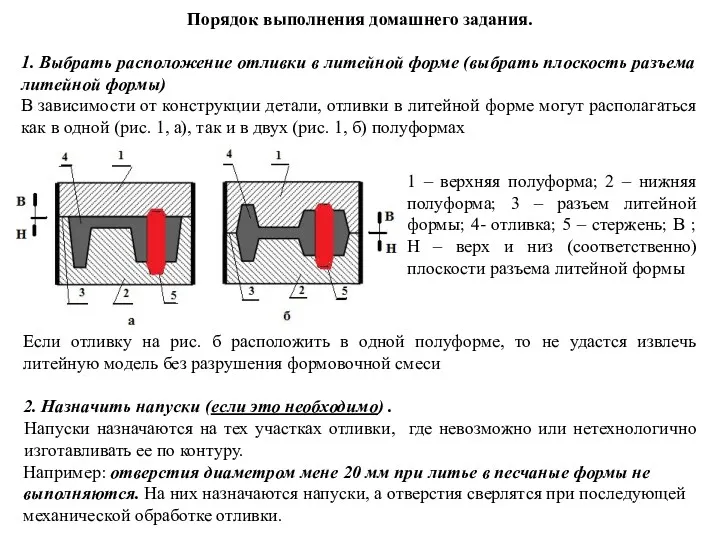
Порядок выполнения домашнего задания.
1. Выбрать расположение отливки в литейной форме (выбрать
Порядок выполнения домашнего задания.
1. Выбрать расположение отливки в литейной форме (выбрать
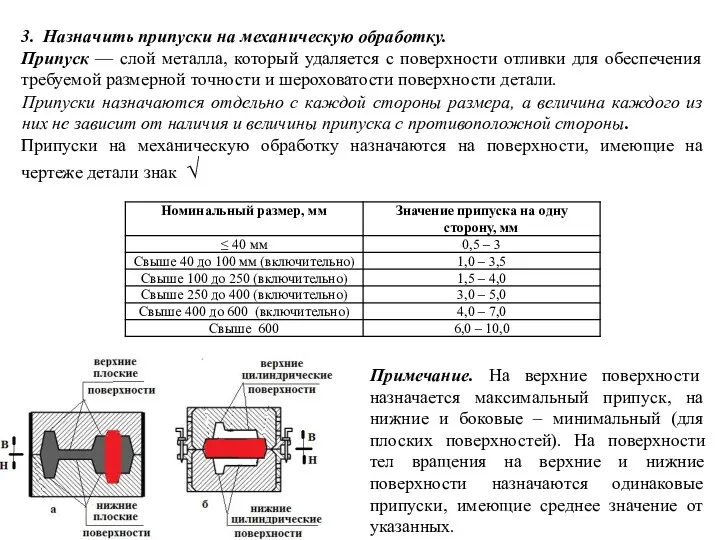
3. Назначить припуски на механическую обработку.
Припуск — слой металла, который удаляется
3. Назначить припуски на механическую обработку.
Припуск — слой металла, который удаляется
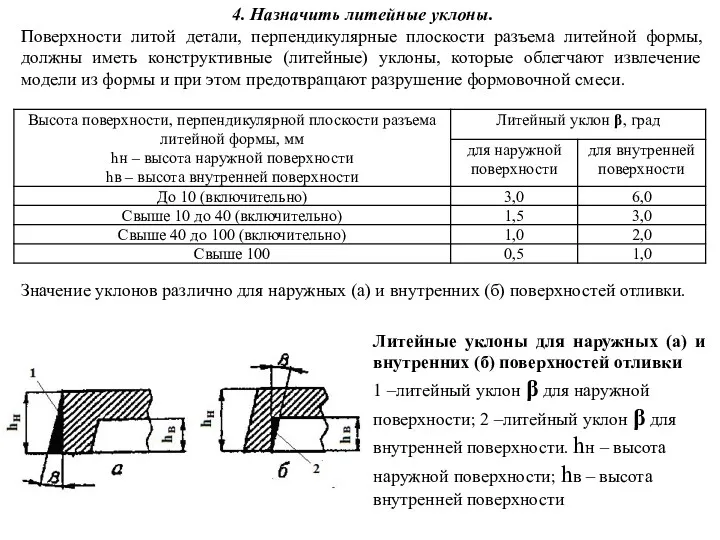
4. Назначить литейные уклоны.
Поверхности литой детали, перпендикулярные плоскости разъема литейной формы,
4. Назначить литейные уклоны.
Поверхности литой детали, перпендикулярные плоскости разъема литейной формы,
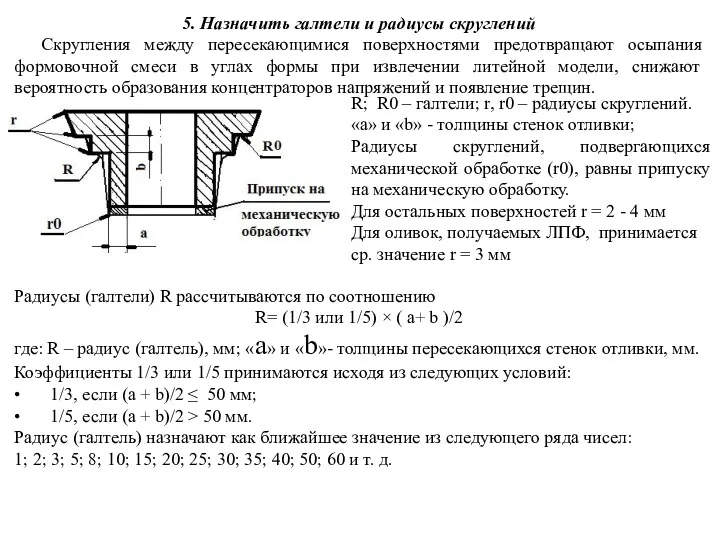
5. Назначить галтели и радиусы скруглений
Скругления между пересекающимися поверхностями предотвращают осыпания
5. Назначить галтели и радиусы скруглений
Скругления между пересекающимися поверхностями предотвращают осыпания
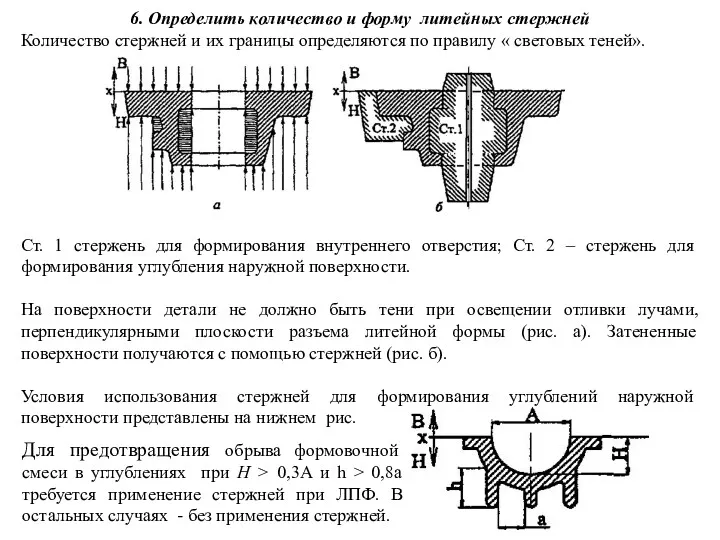
Для предотвращения обрыва формовочной смеси в углублениях при Н > 0,3А
Для предотвращения обрыва формовочной смеси в углублениях при Н > 0,3А
7. Определить размеры и формовочные уклоны стержневых знаков.
Стержни устанавливаются на стержневых
7. Определить размеры и формовочные уклоны стержневых знаков.
Стержни устанавливаются на стержневых

Для вертикальных стержней размеры нижних стержневых знаков определяются по табл. Высота
Для вертикальных стержней размеры нижних стержневых знаков определяются по табл. Высота
9. Рассчитать КИМз
В себестоимости изготовления детали значительную долю составляют затраты на
9. Рассчитать КИМз
В себестоимости изготовления детали значительную долю составляют затраты на
10. Определить относительный показатель технологичности конструкции отливки (То), получаемой литьем в
10. Определить относительный показатель технологичности конструкции отливки (То), получаемой литьем в
11. Разработать эскиз отливки
Эскиз отливки разрабатывается по чертежу детали
Эскиз отливки
11. Разработать эскиз отливки
Эскиз отливки разрабатывается по чертежу детали
Эскиз отливки
 Манипуляции под ультрузвуковым наведением
Манипуляции под ультрузвуковым наведением Наземные транспортно-технологические комплексы. Высокоскоростные железные дороги
Наземные транспортно-технологические комплексы. Высокоскоростные железные дороги Фармацевтическая опека при катастрофах, неотложных состояниях, первой доврачебной помощи в военное и мирное время
Фармацевтическая опека при катастрофах, неотложных состояниях, первой доврачебной помощи в военное и мирное время Заглавная буква в словах
Заглавная буква в словах Матрешка - душа России
Матрешка - душа России Государство и бизнес.pptx (1)
Государство и бизнес.pptx (1) Практическая работа по художественной культуре Красноярского края
Практическая работа по художественной культуре Красноярского края Введение в дисциплину Теория и методика плавания
Введение в дисциплину Теория и методика плавания Каспийское море
Каспийское море Презентация к уроку по теме Железо
Презентация к уроку по теме Железо Выпускница детского дома
Выпускница детского дома Классификация электрического и электромеханического оборудования
Классификация электрического и электромеханического оборудования Biological method of research
Biological method of research Красная Книга Воронежской области
Красная Книга Воронежской области Ораторское искусство
Ораторское искусство Арифметические операции в позиционных системах счисления
Арифметические операции в позиционных системах счисления 9 мая - День Победы. Для детей старшего дошкольного возраста
9 мая - День Победы. Для детей старшего дошкольного возраста § 16-17. Безпека в соціальному середовищі
§ 16-17. Безпека в соціальному середовищі Цветная металлургия России
Цветная металлургия России 10 известных алмазов, 9 класс.
10 известных алмазов, 9 класс. Разметка, рубка металла, гибка труб
Разметка, рубка металла, гибка труб Проект Наш земляк фронтовик и писатель
Проект Наш земляк фронтовик и писатель Правила поведения в гостях.
Правила поведения в гостях. Поэтапное рисование кошки
Поэтапное рисование кошки Сравнение окон ALT F50 и СИАЛ
Сравнение окон ALT F50 и СИАЛ Вікно у світ європейської культури
Вікно у світ європейської культури Как научить ребенка самостоятельности
Как научить ребенка самостоятельности Коррекционно-педагогическая работа с детьми с нарушением зрения на разных этапах лечкения.
Коррекционно-педагогическая работа с детьми с нарушением зрения на разных этапах лечкения.